
Abstract
The hardening or softening behavior of materials is one of the major factors affecting the deformation homogeneity in work-pieces during processing by equal channel angular pressing. In the present study, the difference between plastic flow behavior and deformation homogeneity of strain hardening and strain softening materials were investigated with the aid of finite element simulation. Results showed that localization of plastic strain occurred in the strain softening materials and fluctuations were observed in the strain distribution along work-piece. In strain hardening materials, a more uniform distribution of plastic strain was obtained compared to strain softening material.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
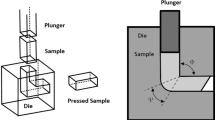
Equal channel angular pressing is the most promising and effective methods of severe plastic deformation techniques capable of producing ultra-fine grained and Nano-structured metallic materials [1–4]. This method has been first proposed by Segal in the 1970 to impose high shear strains into metallic billets [5, 6]. The principles of the ECAP process are illustrated in Fig. 1. In this method, a sample with square or round cross section is subjected to intense shear stress while passing through the intersection of two channels [8]. By assuming the pure shear conditions of perfect plastic material and neglecting the effect of friction between work-piece and die channel wall, Iwahashi et al. [9] have introduced the following equation for calculation of imposed plastic strain during ECAP process:
where ϕ is die channel angle and ψ is outer curvature angle of intersecting channels (Fig. 1). This equation predicts quite uniform strain distribution inside sample and does not comprise the effect of other factors including friction coefficient, temperature, plunger speed, strain hardening coefficient and strain rate sensitivity of material. In practice, strain is not distributed uniformly inside work-piece due to the presence of friction [10], and the formation of corner gap in the bottom corner of intersecting channels. So far, finite element simulation has been successfully utilized for the prediction of the effect of friction. Different experiments shows that increasing friction results in the higher imposed strains in the bottom side of the sample [11, 12]. Also, increasing of strain rate sensitivity promotes the formation of corner gap and reduces the plastic strain at the bottom side of sample. Therefore, these two factors have an opposing effect on the strain distribution across the work-piece. Flow localization is another important phenomenon that affects the strain distribution inside sample and leads to the occurrence of fracture during equal channel angular pressing [13, 14]. Although, this phenomenon is considered as an important cause of failure in so-called difficult to work materials like titanium and magnesium, there is a little systematic information [15] in this regard in the literature. Also, the comparison between flow behavior of strain hardening and strain softening materials has not been established. Therefore, in the present study, two different model materials with strain hardening and strain softening behavior have been selected and finite element simulation has been used to compare the plastic flow behaviors of these materials.

Schematic representation of ECAP process [7]
2 Experimental Procedures
In the present study, Deform 2D™ software was used for two dimensional isothermal plane strain simulation of ECAP process of strain hardening and strain softening materials. Flow stress versus strain curves of these two model materials are shown in Fig. 2. As it was observed for strain hardening model material, flow stress was increased monotonically up to the strain of 2.5. In contrast, the flow stress level decreased monotonically up to the strain of 2.5 in the case of strain softening model material. Rectangular sample with initial dimensions of 60 × 20 mm2 was selected as a work-piece and meshed with 15,000 four-node plane strain elements. Die and ram were assumed as rigid parts. Simulations were carried out using die with channel angle of ϕ = 90° and outer curvature of R = 1.5 mm. Also, the plunger speed and friction coefficient were selected as 1 mm/s and 0 respectively. Effects of temperature and friction were ignored in order to assess only the effect of hardening behavior of material.

Stress versus strain curves of two different model materials
3 Results and Discussions
3.1 Flow Patterns
Deformation behavior of strain softening and strain hardening materials has been analyzed by the use of deformation flow net. Figure 3 shows the evolution of the shape of quadrangular nets during equal channel angular pressing. This network is different from work-piece meshes. Quadrangular meshes are deformed severely as a consequence of strain localization and can not be used for the evaluation of deformation pattern because of sample re-meshing during simulation. As can be seen in Fig. 3a, for strain hardening material, corner gap is formed in the outer corner of two intersecting channels. Therefore, the amount of equivalent plastic strain is lower at the bottom side of work-piece compared to upper side. On the contrary, in the case of strain softening material, outer corner is filled completely. As it is shown in Fig. 3, deformed samples can be divided into three different regions based on their deformation patterns. Front head of samples is denoted as part A. These parts of samples are similar to each other and receives less shear deformation during ECAP process because these regions have already passed the shear plain. Also, the tail end of samples denoted as part C does not pass the deformation zone (shear plane) and remain un-deformed. By pressing work-pieces through the intersection of two channels, stable deformation zone is formed and all the material in the part B of samples receives shear deformation. In the case of strain hardening material, a quite uniform deformation is observed in part B where each square element turns into parallelogram units. On the contrary, alternate layers of highly deformed and less-deformed regions are observed in the part B of sample made from strain softening material (Fig. 3b). It is deduced that shear bands are formed parallel to the intersecting plane of two channels as a consequence of deformation localization during ECAP processing of strain softening materials. But, In the case of strain hardening materials, deformation localization can occur as a result of dynamic recrystallization or adiabatic heating of sample. Figure 4 shows the optical microstructure of pre extruded plain low carbon steel and Al7075 alloy after ECAP at room temperature. These micrographs demonstrate the accuracy of finite element simulation results.

Deformation flow net of strain hardening and strain softening material during equal channel angular pressing

Flow localization occurred in pre-extruded plain low carbon steel (a) and Al7075 alloy (b) during ECAP as a consequence of strain softening
3.2 Distribution and Homogeneity of Plastic Strain
Figure 5 shows the equivalent plastic strain distribution inside deformed samples made from strain hardening and strain softening materials. As it is clear, in the case of strain hardening material, a relatively uniform distribution of strain is observed. But, for strain softening material, a quite non-uniform strain distribution is seen. Alternate layers of high strain regions are separated by low strain regions. Also, these regions are aligned parallel to the shear plain of ECAP die. Therefore, high strain regions are representative of shear bands shown in Figs. 3 and 4. For detailed analysis of strain inhomogeneity in deformed samples, the variation of equivalent strain through the centerline (A–A′ in Fig. 5) and across the width of work-piece (B–B′ in Fig. 5) have been evaluated and results are shown in Fig. 6. As it is seen, in Fig. 6a, the plastic strain for strain hardening material is near constant (equal to 1.1) along the work-piece but fluctuations are observed in the strain values of strain softening material. Maximum strain levels corresponds to the shear band regions and minimums corresponds to the less deformed regions. The plastic strain at shear band region is constant and equals to 1.6 up to 35 mm from point A but this value increases from 1.6 to 2 in the remaining portion (35–50 mm from point A). Plastic strain distributions across deformed samples are shown in Fig. 6b. Similar trend is observed for strain softening material where fluctuations begin from top side and continues up to down side of work-piece. In the case of strain hardening material, imposed plastic strain is constant up to 8 mm from upper side of sample. Then, plastic strain increases gradually and reaches a maximum of 1.2. Down side of sample is subjected to less shear deformation compared to upper regions due to the formation of corner gap in the outer corner of intersection area.

Equivalent plastic strain distribution inside work-piece during ECAP: a strain hardening material and b strain softening material

Variations of equivalent plastic strain through the centerline (a) and across deformed samples (b) for strain softening and strain hardening material
Following equation is used frequently for evaluation of the degree of plastic strain inhomogeneity across the pre-defined path [12]:
where \(CV\overline{\varepsilon }_{P}\) is the coefficient of variance of plastic strain values, \(Stdev \overline{\varepsilon }_{P}\) is the standard deviation of strain values and \(Avg \overline{\varepsilon }_{P}\) is the average of plastic strain through the selected path. Coefficient of variance of plastic strain \((CV\overline{\varepsilon }_{P} )\) for strain hardening and strain softening materials across and along work-piece are shown in Fig. 7. As it is clear, the homogeneity of plastic strain distribution for strain hardening material is higher than the strain softening one, both along and across the work-piece. Results indicate that deformation localization lead to non-uniform distribution of plastic strain.

Degree of inhomogeneity in plastic strain distribution across and along work-piece for strain hardening and strain softening materials
3.3 Accumulation of Damage and Development of Cracks
So far, many investigations have been conducted regarding the ECAP of so called difficult to work materials [16–18]. In these materials, the ability of processing with ECAP or other severe plastic deformation methods is restricted considerably by the initiation and propagation of cracks which finally lead to the breakdown of work-piece. Also, microstructural evolutions such as dynamic recrystallization or adiabatic heating can cause deformation localization and consequently lead to the formation of localized shear bands. Localized shear bands can act as crack initiation sites and reduce the formability of material. It must be mentioned that the propagation of cracks after initiation is facilitated by local tensile stresses. In contrast, the compressive state of stress inhibits the propagation of developed initial cracks. Craft-Latham damage model is successfully employed for the evaluation of the formability of materials and prediction of cracking in the analysis of severe plastic deformation methods by finite element simulation. Damage in Craft-Latham model is calculated by the use of following equation [19]:
where σm is the maximum component of the tensile stress, \(\overline{\varepsilon }\) is effective strain, \(\overline{\sigma }\) is effective stress, C is a constant indicating the critical condition for initiation of fracture and the integral is calculated from zero to final strain. According to this equation, cracks are initiated when the calculated damage reaches the critical value. Figure 8 represents the calculated damage distribution inside ECAPed sample for strain hardening (Fig. 8a) and strain softening (Fig. 8b) materials. As it is seen, the damage factor is not uniformly distributed inside samples. The area with maximum damage for strain hardening material is located inside the sample near the bottom region (Fig. 8a). On the contrary, for strain softening material, regions with high levels of damage factor are located on the upper side of the sample. These regions, shown by red color, are aligned parallel to the shear plane of ECAP die and are separated by regions with low damage values. It is deduced by inspection of Fig. 8b that though critical value of the damage factor is not attained during simulation, cracks may develop on the top side of sample and get aligned parallel to the intersection plane of two channels. Figure 8c demonstrates the result of FEM simulations. It is worth nothing that Al7075 alloy is extruded before deformation with ECAP and work hardening capability of material is reduced by prior deformation. The details of deformation process are represented elsewhere [20]. Figure 9 shows the variation of damage factor and mean stress across the work-piece of strain softening and strain hardening materials. For the strain softening material, it is clear that topside regions with maximum damage factor of 0.45 coincide with regions with positive mean stress. Therefore, initiated cracks at topside of the sample, propagates easily under tensile stress conditions. For the strain hardening material, maximum damage factor is lower than strain softening one (equal to 0.2) and is located inside the sample where the mean stress is negative. Therefore, compressive state of stress prevents the propagation of cracks.

Accumulative damage distribution inside work-piece during ECAP: a strain hardening material and b strain softening material and c development of cracks on the top side of pre-extruded Al7075 sample during ECAP process

Variations of Croft Latham damage (a) and mean stress (b) across deformed sample of strain hardening and softening materials
4 Conclusions
Finite element simulation was carried out to analyze the deformation localization of strain softening materials during equal channel angular pressing. The main conclusions of the present study could be summarized as follows:
-
1.
For strain hardening materials, the formation of corner gap in the outer corner of intersecting channels resulted in the reduction of plastic strain at the bottom side of the work-piece. In contrast, for strain softening material, the corner was completely filled and no gap was observed.
-
2.
For strain hardening material, a relatively uniform distribution of plastic strain was observed. But, for strain softening material, alternate layers of severely deformed material were detected which were separated by the regions with lower strain value.
-
3.
Based on CV calculations, the homogeneity of plastic strain for strain hardening material was higher than strain softening material both along and across the work-piece.
-
4.
The area with maximum damage for strain hardening material was located inside the sample near the bottom region. On the contrary, for strain softening material, regions with high levels of damage factors were located on the upper side of the sample.
-
5.
Positive mean stress was detected in the regions near the topside of sample. Therefore, initiated cracks, propagated easily under tensile mean stress conditions.
References
Langdon T G Mater Sci Eng A 462 (2007) 3. doi:10.1016/j.msea.2006.02.473.
Furukawa M, Horita Z and Langdon T G J Mater Sci 49 (2005) 909. doi:10.1007/s10853-005-6509-0.
Lapavok R, Mekenzie P W and Thomson P F J Mater Sci 42 (2007) 1649. doi:10.1007/s10853-006-0967-x.
Shin D H, Kim I, Kim J and Park K T Acta Mater 49 (2001) 1285. doi:10.1016/S1359-6454(01)00010-6.
Valiev R Z and Langdon T G Prog Mater Sci 51 (2006) 881. doi:10.1016/j.pmatsci.2006.02.003.
Segal V M, USSR Patent 575892 (1977).
Berbon P B, Furukawa M, Horita Z, Nemoto M and Langdon T G Metall Mater Trans A 30 (1999) 1989. doi:10.1007/s11661-999-0009-9.
Nakashima M, Horita Z, Nemoto M and Langdon T G Mater Sci Eng A 281 (2000)82. doi:10.1016/S0921-5093(99)00744-3.
Iwahashi Y, Wang J, Horita Z, Nemoto M and Langdon T G Scr Mater 35 (1996)143. doi:10.1016/1359-6462(96)00107-8.
Medeiros N, Lins J F C, Moreira L P and Gouvea J P Mater Sci Eng A 489 (2008)363. doi:10.1016/j.msea.2008.01.011.
Moon B S, Kim H S and Hong S I Scr Mater 46 (2002) 131. doi:10.1016/S1359-6462(01)01209-X.
Basavaraj V P, Chakkingal U and Kumar T S J Mater Proc Technol 209 (2009)89. doi:10.1016/j.jmatprotec.2008.01.031.
Figueiredo R B, Cetlin P R and Langdon T G Acta Mater 55 (2007) 4769. doi:10.1016/j.actamat.2007.04.043.
Figueiredo R B, Cetlin P R and Langdon T G Mater Sci Eng A 518 (2009) 124. doi:10.1016/j.msea.2009.04.007.
Figueiredo R B, Paulino Aguilar M T and Cetlin P R Mater Sci Eng A 430 (2006) 179. doi:10.1016/j.msea.2006.05.116.
Semiatin S L, Segal V M and Goforth R E Metall Mater Trans A 30 (1999) 1425. doi:10.1007/s11661-999-0290-7.
Kang F, Wang JT and Peng Y Mater Sci Eng A 487 (2008) 68. doi:10.1016/j.msea.2007.09.063.
Fagin P N, Brown J O and Semiatin S L Metall Mater Trans A 32 (2001) 1869. doi:10.1007/s11661-001-0165-z.
Luri R, Luis Perez C J, Salcedo D, Puertas L, Leon J, Perez I and Fuertes J P J Mater Proc Technol 211 (2011) 48. doi:10.1016/j.jmatprotec.2010.08.032.
Ghazani M S and Eghbali B Model Numer Simul Mater Sci 3 (2013) 27. doi:10.4236/mnsms.2013.31004.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Ghazani, M.S., Vajd, A. Finite Element Simulation of Flow Localization During Equal Channel Angular Pressing. Trans Indian Inst Met 70, 1323–1328 (2017). https://doi.org/10.1007/s12666-016-0928-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-016-0928-2