
Abstract
The objective of the present paper is to provide first hand experimental data and analysis on the low cycle fatigue (LCF) and creep–fatigue interaction (CFI) performance of different chemical compositions of reduced activation ferritic–martensitic (RAFM) steels. As a part of the development programme, LCF and CFI experiments were conducted on different RAFM steels with varying W and Ta obtained in the normalized and tempered condition. Effect of varying Ta and W upon the resultant LCF and CFI life seemed to be interrelated and an optimum combination of both W and Ta worked out to be the best for CFI life. Stress relaxation that occurs under the application of hold has unique information of the underlying deformation and damage in the RAFM steels. It has been observed that stress relaxation is directly related to the amount of plastic strain accumulated, inversely related to CFI life and strongly dependent on chemical composition. Hence it can be used to explain the deformation and damage accumulation in ferritic–martensitic steels. The plastic strain accumulated during stress relaxation is accommodated as microstructural coarsening. EBSD based microstructural characterization reveals that the recovery process is closely related with the chemical composition and various test parameters. Breakage of protective chromia layer accounts for the more damaging effects of oxides under compressive hold.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Reduced activation ferritic–martensitic (RAFM) steel is opted as structural material for the Test Blanket Module (TBM) in fusion reactors [1]. Structural materials of in-vessel plasma facing components are exposed to low cycle fatigue (LCF) and creep–fatigue interaction (CFI) conditions [2, 3] due to the pulsed nature of operation. Creep also occurs under service conditions and hence necessitates hold-time experiments corresponding to pulse lengths of more than 8 h. Ideally CFI experiments should be performed at lower strain amplitudes and long hold periods that will be much closer to the service conditions. However, it is impractical to carry out very long hold experiments. Hence in order to understand the material behavior under CFI condition, relatively short hold periods and intermediate strain range CFI experiments are carried out. RAFM steels are recently developed for the fusion program with a modified composition of conventional 8–12 % CrMoVNb ferritic–martensitic steels (modified 9Cr–1Mo steel) developed by substituting elements like Mo and Nb with W and Ta respectively, which have the same metallurgical functions as alloying elements and achieve fast radioactive decay properties. They are introduced in fusion reactor material programs not only because of low activation after irradiation but better creep resistance, excellent thermal conductivity and reduction in the shift of the ductile–brittle transition temperature (DBTT) after irradiation [4]. Efforts are made internationally to develop RAFM steel with tungsten varying from 1 to 2 wt% and tantalum from 0.02 to 0.18 wt% [5–7]. A three-phase development programme has been commenced to develop India-specific RAFM steel as one of the potential structural materials for Lead–Lithium Cermaic Breeder (LLCB) TBM which is to be tested in ITER, France [8]. Tungsten addition increases creep rupture strength but also increases DBTT [9]. Tantalum restricts the grain growth during normalization and is strong carbide former. Tantalum in the RAFM steel plays a key role in lowering DBTT through its effect on prior austenitic grain refinement [10]. As a part of the materials development plan, different RAFM steels with varying W and Ta contents were taken to study the LCF and CFI behavior of RAFM steels. To the best of the authors’ knowledge, effect of varying W and Ta on LCF and CFI behavior has not been systematically studied so far. Hence, the objective of the present study is to understand the effect of these elements on the LCF and CFI behavior of RAFM steels.
2 Experimenal
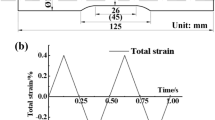
RAFM steels designated as 1.4W–0.14Ta, 1.4W–0.06Ta, 2W–0.06Ta and 1W–0.14Ta containing Cr 9.04 wt%, C 0.08 wt% and V 0.22 % and with varying W 1.4, 1.39, 2.06 and 0.94 wt% and corresponding Ta variation at 0.14, 0.06, 0.06 and 0.13 wt% respectively have been studied. Further details are given elsewhere [11]. Blanks of 22 × 22 × 110 mm were cut for machining of standard LCF specimens with uniform gauge section of 25 mm length and 10 mm diameter. Total axial strain controlled LCF experiments were performed at strain amplitudes ranging from ±0.25 to ±1.0 % and temperature 823 and strain rate, 3 × 10−3 s−1. The CFI experiments were conducted in air under fully reversed, total axial strain control mode in agreement with ASTM specification E606 [12] in a closed loop servo hydraulic testing system with a resistance heating furnace having an accuracy of ±2 K. CFI tests were conducted at a total strain amplitude ±0.6 % and strain rate 3 × 10−3 s−1 by introducing hold periods of 10 and 30 min at peak tension or in peak compression. Fatigue life was defined as a 20 % load drop from near saturation stress value and the cycle number corresponding to the stress value was defined as the LCF or CFI life.
3 Results and Discussions
3.1 Initial Microstructural Characterization
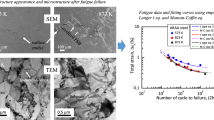
The initial microstructural characterization of the normalized and tempered RAFM steels with different chemical compositions was carried out using FEG-SEM. Change in chemical composition significantly influences the initial precipitate distribution; coarser precipitates as Ta content is increased and a decrease in precipitate size as the W content is increased (Fig. 1a). Addition of W controls coarsening of M23C6 [13], while Ta refines the prior austenite grain boundaries (PAGS) significantly [14]. Also lath size decreases with an increase in W but there is no change in the width with an increase in Ta [15]. The chemical composition of fine MX type precipitates are different; VN form in RAFM steel without Ta, whereas (Ta, V) C precipitates form with Ta addition [16]. The microstructure of RAFM steels consists of several boundaries pinned by numerous precipitates identified to be Cr and W rich M23C6 carbides and finely distributed MX type precipitates in the intralath regions.

Size distribution of carbides in the initial microstructure of 1.4W–0.06Ta, 2W–0.06Ta and 1W–0.14Ta RAFM steels [11] (a), comparison of LCF life of RAFM steels with modified 9Cr–1Mo ferritic steel (823 K and strain rate 3 × 10−3 s−1) (b) and comparison of CSR of different variations of RAFM steels under LCF and CFI conditions (c)
3.2 Low Cycle Fatigue and Creep–Fatigue Interaction Behavior
3.2.1 Cyclic Softening
All the four RAFM steels selected for the present study show continuous cyclic softening behavior from first cycle onwards, typical of any ferritic steel [17]. Comparison of fatigue lives for the four variations of RAFM steels (1W–0.06Ta, 1.4W–0.06Ta, 2W–0.06Ta and 1W–0.14Ta) with modified 9Cr–1Mo steel show that there is a phenomenal improvement in the fatigue life of modified 9Cr–1Mo steel when molybdenum and niobium are replaced with tungsten and tantalum respectively as in RAFM steels (Fig. 1b). A representation of the cyclic stress response of the four variations of RAFM steels viz. 1.4W–0.06Ta, 2W–0.06Ta, 1.4W–0.14Ta and 1W–0.14Ta RAFM steels tested under low cycle fatigue (CC) (without any hold) and under CFI condition (10 min tensile hold) is given in Fig. 1c.
Like all other ferritic steels, RAFM steels undergo continuous cyclic softening which is related to substructural recovery process. EBSD based microstructural characterization reveals that the recovery process is closely related with the chemical composition and the test conditions. The initial microstructure consists of numerous blocks and sub-boundaries (Fig. 2a). The microstructure get greatly recovered with the application of cyclic loadings; a representation of the substructural recovery occurring due to LCF and CFI loadings are depicted in Fig. 2b, c respectively. The amount of recovery (represented qualitatively by the coarsening of the substructure) is much larger under CFI loading (Fig. 2c) than that under LCF loading (Fig. 2b). Larger recovery as observed under CFI is due to the additional time dependent effects apart from cyclic loading [17]. Hence the cyclic softening (Fig. 1c) as observed in these steels is because of the substructural recovery in the form of decrease in the initial high dislocation density (due to dislocation interactions) and coarsening of the strengthening carbides [17–21].

Electron back scattered diffraction image to depict microstructure of initially untested (a) and tested at 823 K (±0.6 %) under low cycle fatigue (b) and creep–fatigue interaction condition (30 min tensile hold) (c)
The substructural recovery in the RAFM steels can be well correlated with the amount of stress relaxation and chemical composition etc. Stress relaxation (SR) occurs during the application of hold in a CFI cycle. During the period, elastic strain is partially converted to inelastic strain. In ferritic steels such as RAFM steels, the inelastic strains accumulated during SR, gets accommodated in the form of substructural coarsening of the microstructure as is visible in Fig. 2c. The amount of SR is closely related with the chemical composition and test condition of the RAFM steel. It is observed that SR is inversely related with CFI life (Fig. 3a) [20]. This implies that the accumulated inelastic strain manifests in the microstructure in the form of coarsened substructure. Larger the amount of the damage caused by accumulated strain, lower is the CFI life.

Inverse relationship between CFI life and amount of stress relaxation (a) and effect of varying chemical composition on creep–fatigue interaction life of RAFM steels (b) [20]
3.2.2 Effect of Chemical Composition on Creep–Fatigue Interaction Behavior
For all chemical compositions, compressive hold is more damaging than equal tensile hold (Fig. 3b); attributed to the deleterious effects of oxidation [17], this aspect shall be elaborated later. CFI life is very sensitive to the change in chemical composition such as change in the W content or Ta or both. Summary of the observations are given below and also illustrated in Fig. 3b: (1) Ta is set constant at 0.06 wt%, W increased from 1.4 to 2 wt% (1.4W–0.06Ta and 2W–0.06Ta steels) improves CFI life. It is worth mentioning that increase of W from 1.4 to 2 wt% had improved the LCF life [17]. (2) Keeping Ta constant (0.14 wt%) and increasing W from 1 to 1.4 wt % (1.4W–0.14Ta and 1W–0.14Ta), decreases the CFI life. Hence, when the Ta content is high (0.14 wt% Ta), fatigue life does not improve by increasing W but deteriorates it. (3) For 1.4 wt% W containing steel, increasing Ta from 0.06 wt% to 0.14Ta (1.4W–0.06Ta and 1.4W–0.14Ta) shows a mixed response. There is marked improvement in the CFI life under tensile hold but deterioration under compressive hold.
The CFI life improvement with W addition (observation #1 above) is attributed to higher number density, smaller size and improved stability of M23C6 particles and availability of high amount of W for solid solution strengthening. The rate of coarsening of M23C6 carbides also decreases with increase in amount of W content. Finer laths, stabilized by large number of small and more stable M23C6 [14] provide better immobilization of the boundaries and thus well explain the improvement in the CFI life with increasing W. Abe [19] reported that creep rupture life of 9Cr-W steels improve with increasing W concentration due to the reduced coarsening rate of M23C6 carbides and stabilization of lath martensitic structure by fine MC carbides. Sawada et al. [21] reported that the lath width changes only under stress. Under creep deformation, W containing steel has slower rate of strain accumulation that results in higher creep rupture strength. Based on this, improvement in CFI life for higher W containing steel such as 2W–0.06Ta is basically due to the slow accumulation of plastic strain leading to retardation of the recovery of lath structure. Sawada et al. [21] reported that the creep properties are dependent upon the stability of MX because they arrest the moving dislocations in the intralath region and hence delay the recovery process [21].
The effect of Ta on CFI life is not so direct and deserves additional examination. It was earlier reported that effect of Ta addition was beneficial and small addition of the same improved the LCF life in low W (1 wt%) containing RAFM steel [17]. In fact addition of even a small amount of Ta was more effective in improving LCF life than adding W. But based on the observation (#2 and #3 above), it seems that the role of W and Ta may be interrelated. Higher Ta (0.14 wt%) containing RAFM steel deteriorates CFI life when W is increased from 1 to 1.4 wt% but for lower Ta containing RAFM steel, CFI life improves with increase in W content from 1.4 to 2 wt%. Further, 1W–0.14Ta RAFM steel ranks second, after 2W–0.06Ta when the CFI life of the four variations of RAFM steels are compared. The summary is that Ta is beneficial only when W is kept low such as at 1 %. This can be elaborated as follows: both W and Ta act as strengtheners for the RAFM steels in different ways but both are commonly related through the carbon availability for precipitate formation. W acts as both solute strengthener (delays coarsening of M23C6 precipitates) and solid solution strengthener. Ta is a strong carbide former and forms (Ta, V) C or (V, Ta) (N, C) [16]. Ta restricts grain growth through pinning effect caused by primary carbides [8, 14]. Hence if Ta is increased, the primary carbides would lock the carbon and carbon shall be unavailable to form secondary intralath MX precipitates. The advantage of W in the form of solid solution strengthening may be hence dominated by the presence of fewer MX precipitates due to the unavailability of carbon. Another reason for CFI life reduction with increasing Ta is that it forms primary carbides that restrict grain growth during the normalizing process. Increasing tantalum from 0.06 to 0.14 wt%, decreases the prior austenite grain size of the RAFM steel from 15 to 9 μm [8]. It is well known that smaller prior austenite grain size reduces creep rupture life or CFI life.
Like any ferritic steel, RAFM steels are prone to oxidation and surface oxides play an important role in reducing fatigue life under application of hold, particularly under compressive hold. Figure 4a, b depict the optical micrograph of the longitudinal section of failed samples tested under 30 min tensile hold (Fig. 4a) and 30 min compressive hold (Fig. 4b). There are fewer cracks emanating from the oxidized surface and across the length of the sample under TH as compared to CH. Closer examination of the longitudinal section of CH loaded sample under SEM shows numerous cavities along the contoured regions near sample (surface oxides) (Fig. 4c). EDS maps for iron (Fig. 4d), oxygen (Fig. 4e) and chromium (Fig. 4f) confirms that these are iron and Cr rich oxides. Based on the morphology and elemental concentration distribution, the oxide layer can be divided into two distinct layers, an Fe-rich outer oxide layer and a Cr-rich inner oxide layer. Cr elemental mapping (Fig. 4f) indicates Cr depletion on the sample surface and numerous perpendicular and sharp regions that are devoid of Cr and connected to the Cr-devoid regions of the sample surface. These are indicative of two findings; (1) there is counter-diffusion of Cr and Fe that leads to a difference in the elemental distribution and (2) the protective chromia layer breaks during cyclic loadings of the CFI cycles thereby exposing fresh metal matrix at the crack tip/discontinuity stimulating further oxidation.

Representation of crack distribution along longitudinal section of failed samples tested under tensile hold (TH) (a) and compressive hold (CH) (b) and depiction of important role played by surface oxides (c) on crack propagation; EDS X-ray maps of iron (d), oxygen (e) and chromium (f)
4 Conclusions
Replacement of Mo and Nb in modified 9Cr–1Mo steel with W or Ta in RAFM steels improves fatigue life. SR can be used to explain microstructural degradation in ferritic steels such as RAFM steels; SR is inversely related to CFI life and dependent on chemical composition; larger SR means larger microstructural recovery and hence lower CFI life. Higher W containing RAFM steels show lower amount of SR and hence a more stable microstructure against CFI deformation. Optimization of W and Ta is therefore essential to achieve the best CFI life. The deteriorating effects of CFI cycles on fatigue life is because of the breakage of protective chromia layer during cyclic loadings.
References
Van der Schaaf B, Tavassoli F, Fazio C, Rigal E, Diegele E, Lindau R, and Le-Marois G, Fusion Eng Des 69 (2003) 197.
Aktaa J, Weick M, and Walter M, High temperature creep–fatigue structural design criteria for fusion components built from EUROFER 97, Final Report: TW2-TTMS-005b, D1 TW5-TTMS-005, D7, Association Forschungszentrum Karlsruhe/EURATOM Programm Kernfusion, Institut für Materialforschung, Forschungszentrum Karlsruhe GmbH, Karlsruhe, 2007.
ITER Structural Design Criteria for In-Vessel Components, APPENDIX A, ITER G 74 MA 8 01-05-28 W0.2, Materials Design limit data.
Paúl A, Beirante A, Franco N, Alves E, and Odriozola J A, Mater Sci Forum 514/516 (2006) 500.
Lindau R, and Schirra M, Fusion Eng Des 58/59 (2001) 781.
Alamo A, Brachet J C, Castaing A, Lepoittevin C, and Barcelo F, J Nucl Mater 258/263 (1998) 1228.
Li Y, Huang Q, Wu Y, Nagasaka T, and Muroga T, J Nucl Mater 367/370 (2007) 117.
Raj B, and Jayakumar T, J Nucl Mater 417 (2011) 72.
Abe F, Noda T, Araki H, and Nakazawa S, J Nucl Mater 179/181 (1991) 663.
Schaefer L, and Schirra M, J Nucl Mater 271/272 (1999) 455.
Shankar V, Mariappan K, Prasad Reddy G V, Sandhya R, and Mathew M D, Fusion Eng Des 87 (2012) 318.
ASTM E606-92, Standard recommended practice for constant-amplitude low cycle fatigue testing, Annual Book of ASTM Standards, 1994, 03.01, p. 522.
Ghosh S, J Mater Sci 45 (2010) 1823.
Klueh R L, Hashimoto N, and Sokolov M A, ASTM Spec Tech Publ 1447 (2004) 376.
Ravikirana L, Mythili R, Raju S, Saroja S, Jayakumar T, and Rajendrakumar E, Mater Charact 84 (2013) 196.
Tan L, Yang Y, and Bushby J T, J Nucl Mater 442 (2013) S13.
Shankar V, Valsan M, Kannan R, Bhanu Sankara Rao K, Mannan S L, and Pathak S D, Mater Sci Eng A 437 (2006) 413.
Nonaka I, Torihata S, Kihara S, and Umaki H, Mater High Temp 15 (1998) 69.
Abe F, Mater Sci Eng A 319–321 (2001) 770.
Shankar V, Mariappan K, Sandhya R, Laha K, Jayakumar T, and Rajendra Kumar E, Fusion Eng Des 100 (2015), 314.
Sawada K, Tadeka M, Maruyama K, Ishii R, Yamada M, Nagae Y, and Komine R, Mater Sci Eng A 267 (1999) 19.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Shankar, V., Mariappan, K., Sandhya, R. et al. Influence of Varying W and Ta on Low Cycle Fatigue and Creep–Fatigue Interaction Behavior of Reduced Activation Ferritic/Martensitic Steels. Trans Indian Inst Met 69, 343–348 (2016). https://doi.org/10.1007/s12666-015-0765-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-015-0765-8