
Abstract
Creep behavior and microstructure of two 9–10 %Cr–3 %Co martensitic steels with high B and low N was examined. A 10 %Cr steel with low Ni and Mn additives exhibits superior creep resistance and no creep strength breakdown appears at 650 °C. In this steel a dispersion of boundary M23C6 carbides and Laves phase remains nearly unchanged under creep condition and no significant coarsening of lath structure takes place. In contrast, a 9 %Cr steel containing 0.4 wt% Mn and 0.24 %Ni exhibits the creep strength breakdown and relatively low long-term creep strength. In this steel the boundary particles are susceptible to significant coarsening under long-term creep. As a result, the tempered martensite lath structure (TMLS) tends to transform to subgrain structure; significant subgrain growth is observed. No distinct difference in effect of creep and long-term aging on a dispersion of M(C,N) carbonitrides was revealed between two steels.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
High chromium martensitic steels are widely used for critical components of fossil power plants that operate at temperatures up to 620 °C [1, 2]. There exist two major shortcomings for further increase of their service temperature. First, sudden drop in creep strength with increasing rupture time termed as the breakdown of creep strength takes place at T ≥ 580 °C [3]. Second, the weld joints exhibit reduced creep strength in comparison with base metal under long-term creep condition [4, 5]. New alloying concept was recently developed to overcome these limitations [4–7]. Advanced 9–12 %Cr steels are enriched by boron to replace carbon in M23C6 carbides. M23(B·C)6 phase forming instead of M23C6 carbides is more resistant to coarsening than the B-free M23C6 carbides that provides increased stability of TMLS under welding and creep conditions [1, 4–6]. As a result, the onset of the creep strength breakdown shifts to higher rupture times and creep strength of weld joints approaches one of base metal [4, 5]. However, high boron concentrations may lead to embrittlement due to the formation of coarse BN particles or segregation at boundaries [6]. In addition, the precipitation of BN phase decreases the amount of effective boron and nitrogen in M23C6 carbides and M(C,N) carbonitrides, respectively [7]. These phases play a crucial role in creep resistance of the 9–12 %Cr steels providing stability of TMLS and effectively pin gliding dislocations, respectively [1, 8–10].
At present, the fundamentals of superior creep properties in 9–11 %Cr steels enriched by boron are the subject of extensive discussion [5]. There is no unambiguous interpretation of the significant reduction of creep strength with increasing rupture time in long-term creep regime. It makes difficult further optimization of microstructural design to enhance the creep strength of these steels by balancing N + B and substitutional element contents [1, 7, 11]. It was shown that increased N content may deteriorate stability of TMLS under creep conditions [11] and, therefore, creep resistance of these steels. However, V- and N-rich M(C,N) carbonitrides play a role of agents pinning lattice dislocation that is very important for stability of TMLS [3, 8–10]. The main aim of the present study is to consider the creep behavior of two B-enriched 9–10 %Cr steels with different B/N ratios of 1.7 and 2.67 providing BN-free microstructure. The second aim is to elucidate the role of Ni and Mn in creep resistance of these steels.
2 Experimental Procedure
Two steels distinguished by B and N contents and, denoted here as 10 and 9 %Cr steels were examined. Their chemical compositions are listed in Table 1.
These steels were produced via the same manufacturing process described in the previous works [6, 12]. The 10 and 9 %Cr steels were solution treated at 1060 °C, cooled by air, and subsequently tempered at 770 and 750 °C for 3 h, respectively. Hardness measurements were carried out using the Wolpert 3000BLD device. Tension test was carried out using an Instron 5882 testing machine at a strain rate of 2 × 10−3 s−1. The tensile specimens had 7 × 3 mm2 cross-section and a 35 mm gauge length. Flat specimens with a gauge length of 25 mm and a cross section of 7 × 3 mm2 were tested until rupture at constant load at 650 °C and initial applied stresses ranging from 180 to 100 MPa using an ATS2330 lever arm machine.
Microstructural characterization was carried out in the grip and gauge portions of ruptured specimens using a Quanta 600FEG scanning electron microscope and JEOL-2100 (TEM) with an INCA energy dispersive X-ray spectroscope (EDS). Identification of the precipitates in TEM investigations was done on the basis of combination of EDS composition measurements of the metallic elements and indexing of electron diffraction patterns. Misorientation maps were obtained using an electron back scatter diffraction (EBSD) pattern analyzer incorporating an orientation imaging microscopy (OIM) system. The OIM images were subjected to a cleanup procedure, setting the minimal confidence index to 0.1. The lath/subgrain sizes were evaluated on TEM micrographs by the linear intercept method including all clearly visible lath boundaries or (sub)boundaries. The dislocation densities were estimated by counting the individual dislocations in the lath/subgrain interiors per unit area on at least six arbitrarily selected typical TEM images for each data point. Other details of structural characterization were reported in previous works [6, 9–12].
3 Results and Discussions
3.1 Initial Structure
Typical microstructures of the 10 and 9 %Cr steels are presented in Figs. 1 and 2 and structural characteristics are summarized in Table 2. It is seen that microstructure and a dispersion of secondary phase of both steels after normalizing and subsequent tempering are nearly the same.

Micrographs of the 10 %Cr steel after normalizing and tempering

Micrographs of the 9 %Cr steel after normalizing and tempering
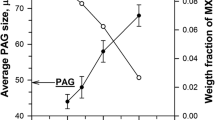
TMLS with a relatively coarse prior austenite grains (PAG) of about 35 and 26 μm in 10 and 9 %Cr steels, respectively (Figs. 1a, 2a), and a high dislocation density in the lath interiors evolves after heat treatment [1, 13]. Nanoscale M23C6-type carbides are located at boundaries of PAGs/packets/blocks/laths and M(C,N) carbonitrides appear within ferritic matrix [1, 9, 10, 13] (Figs. 1b, 2b, c). In the 10 %Cr steel the two-phase separation of M23C6 carbides to the B-rich M23(B·C)6 phase and the B-free M23C6 carbides confirmed by Thermo-Calc calculation takes place (Fig. 1c) [6]. These carbides are located at boundaries of PAGs comprising chains, in which M23(B·C)6 phase alternates with M23C6 carbides (Fig. 1c).
Well-known two-phase separation of M(C,N) carbonitrides to Nb-rich and V-rich M(C,N) particles [1, 14] takes place in both steels (Fig. 2b). However, in contrast with 9–12 %Cr steels containing ~0.05 wt% N [1, 9, 10] the V-rich and Nb-rich M(C,N) carbonitrides exhibit the similar round shape and contain significant portions of Nb and V, respectively. V-rich M(C,N) carbides contain approximately up to 50 at.% V and 20 at.% Nb, and Nb-rich M(C,N) carbides contain approximately up to 50 at.% Nb and 20 at.% V. Most of M(C,N) particles are enriched by W. In addition, the precipitation of Ti-rich M(C,N) carbonitrides with an average size of approximately 75 and 50 nm was found in 9 and 10 %Cr steels, respectively. However, their volume fraction is insignificant.
3.2 Mechanical Properties
Hardness of the 10 and 9 %Cr steels is 220 and 254 HB, respectively. Yield stress (YS), ultimate tensile strength (UTS) and ductility, δ, at different temperatures are summarized in Table 3. It is seen that YS and UTS of the 9 %Cr steel are higher than those of the 10 %Cr steel at almost all test temperatures. This difference can be attributed to higher dislocation density and lower lath thickness in the 9 %Cr steel owing to the lower tempering temperature of 750 °C. It is worth noting that tempering of the 10 %Cr steel was carried out at a higher temperature of 770 °C to achieve feasible impact toughness due to full spheroidization of M23(B·C)6 phase [6].
3.3 Creep Behavior
Figure 3 shows the creep rupture properties of both steels at a temperature of 650 °C. It is seen that the 10 %Cr steel exhibit no the creep strength breakdown up to an applied stress of 120 MPa and a corresponding rupture time of 39 437 h.

Time to rupture versus stress curves of two steels at 650 °C
In contrast, well-defined creep strength breakdown is observed in the 9 %Cr steel at an applied stress of 140 MPa and a corresponding rupture time of 3430 h. Therefore, the 9 %Cr steel exhibits distinctly different short- and long-term creep behavior [3]. Two regions of short- (<3430 h) and long-term (≥3430 h) creep were distinguished by difference in linear dependences of applied stress vs rupture time. It is worth noting that in the short-term creep regime the creep strength of the 9 %Cr steel is higher than that of the 10 %Cr steel, whereas at applied stress ≤120 MPa the creep strength of the 10 %Cr steel is superior among all B-enriched high Cr steels due to lack of any evidence for the creep strength breakdown [4, 5].
Creep rate vs time/strain curves at different nominal stresses ranging from 180 to 100 MPa are shown in Figs. 4 and 5.

Creep rate versus time (a) and strain (b) curves for the 10 %Cr steel

Creep rate versus time (a) and strain (b) curves for the 9 %Cr steel
It is seen that the effect of applied stress on έ versus τ and έ versus ε curves is different for two steels. For the 10 %Cr steel the decreasing applied stress leads to extension of transient creep on έ versus τ curves to higher times and a strong decrease of minimum creep rate. On έ versus ε curves at 180 MPa, poor-defined steady state flow could be distinguished. At lower applied stress, no evidence for steady state creep rate was found; only minimum creep rate is distinguished. Decreasing applied stress from 180 to 140 MPa affects slightly off-set strain, at which minimum creep rate is attained. An off-set strain of ~5 % is relatively high [1, 9, 10]. Off-set-strain decreases with decreasing applied stress from 140 to 120 MPa, only. Applied stress affects transient and accelerated creep behaviors. Initial creep rate is the same for all applied stresses. At 180 MPa, the transient creep is poorly defined. However, a decrease in the applied stress highly increases the difference between initial creep rate and off-set strain rate. At 120 MPa, this difference attains ~105 times. Therefore, long-term creep behavior of the 10 %Cr steel is distinguished from short-term creep behavior by appearance of Stage II under tertiary creep that leads to premature fracture. However, a deep decrease in off-set strain rate compensates a significant acceleration of tertiary creep and no creep strength breakdown is observed (Fig. 3).
A decrease in applied stress highly accelerates strain rate increase with strain under tertiary creep. Two stage of accelerated creep could be distinguished. After attaining off-set strain, the creep rate increases continuously with a relatively low rate. This is Stage I. In Stage II a rapid strain rate increase appears. At 120 MPa, in Stages I and II the έ versus ε dependencies are linear and distinguished by a slope. Elongation-to-failure decreases from 45 to 9 % with decreasing applied stress from 180 to 120 MPa.
For the 9 %Cr steel a gradual decrease of initial creep rate, off-set strain rate and off-set strain is observed with decreasing applied stress.
Difference between initial creep rate and off-set strain rate is relatively low and insignificantly increases from ~10 to ~50 times with decreasing applied stress from 180 to 100 MPa. At 120 MPa, the off-set strain rate of the 9 %Cr steel is higher than that of the 10 %Cr steel by a factor of 7 that correlates with eight-fold difference in rupture times between two steels. In addition, under tertiary creep the acceleration of creep rate with strain occurs with a high rate which is independent on strain. Elongation-to-failure decreases from 15 to ~7 % and the rate of strain rate increase under tertiary creep increases with decreasing applied stress from 180 to 100 MPa. One-stage tertiary creep with a relatively high acceleration rate lowers creep strength of the 9 %Cr steel. Gradual decrease in the off-set strain rate with decreasing applied stress could not compensate an increase in acceleration rate under tertiary creep; well-defined creep strength breakdown appears (Fig. 3) [15].
3.4 Microstructural Evolution Under Long-Term Aging and Creep
TMLS retains under long-term aging in both steels (Fig. 6). +20 % increase in lath thickness and twofold decrease in lattice dislocation density take place in the 10 %Cr steel; duration of long-term aging affects slightly the dislocation density (Tables 4 and 5). In contrast, in the 9 %Cr steel the lath thickness and lattice dislocation density decrease gradually with increasing duration of long-term aging.

Microstructure in grip sections after long-term aging for 1425 h, the 10 %Cr steel (a, c) and for 4883 h, the 9 %Cr steel (b)
Average size of M(C,N) carbonitrides insignificantly increases in the 10 %Cr steel and remains unchanged in the 9 %Cr steel. V-rich carbonitrides disappear completely. Only Nb-rich M(C,N) dispersoids with Nb content ranging from 60 to 90 at.% and V content up to 20 at.% were found in both steels after long-term aging (Fig. 6c). These carbonitrides are W-free. In 9–12 %Cr steels containing ≥0.05 wt% N the V-rich carbonitrides may transform to Z-phase under creep conditions that leads to their disappearance [1, 16, 17]. However, no Z-phase particles were found in both steels. Therefore, at present, it is not possible to give unambiguous explanation for the disappearance of V-rich M(C,N) carbonitrides under long-term aging and creep.
The main difference between the two steels is in a dispersion of boundary phases. Laves phases precipitated at high- and low-angle boundaries [9, 10] in both steels. However, in the 10 %Cr steel their average size in whole range of long-term aging durations remains nearly independent and is equal to this size in the 9 %Cr steel after 243 h aging. In contrast, in the 9 %Cr steel the size of Laves phase particles increases by a factor of 3 with increasing rupture time from 243 to 4883 h. Concurrently, +40 % increase in dimension of M23C6 carbides takes place in the 9 %Cr steel, whereas in the 10 %Cr steel +20 % increase in size of these carbides was observed with increasing aging time from 18 to 1425 h.
TMLS tends to transform to subgrain structure under creep up to rupture in both steels (Fig. 7). A remarkable growth of lath/subgrain thickness and eightfold decrease in lattice dislocation density take place in the 9 %Cr steel (Tables 3, 4). In addition, size of subgrains/lath thickness tends to increase with decreasing applied stress. In contrast, a limited strain-induced growth of subgrains/laths takes place in the 10 %Cr steel, whereas lattice dislocation density in gauge and grip sections of specimens are nearly the same.

Microstructure in gauge sections after creep with rupture time of 1425 h, the 10 %Cr steel (a); 211 h, the 10 %Cr steel (b), 4883 h, the 9 %Cr steel (c)
Strain-induced coarsening of M(C,N) carbonitrides is observed in both steels, but remarkable strain-induced growth of boundary particles takes place only in the 9 %Cr steel. As a result, average dimensions of M23C6 carbides and Laves phase particles in the 9 %Cr steel are higher than those in the 10 %Cr steel. Decreasing applied stress leads to more pronounced difference in these dimensions. Thus, the main difference in microstructure of ruptured specimens after long-term creep between two steels is the difference in a dispersion of boundary particles.
Creep deformation highly accelerates the disappearance of V-rich M(C,N) carbonitrides. These carbonitrides were not found at any creep condition in both steels. No evidence for the strain-induced formation of Z-phase was found.
3.5 The Creep Strength Breakdown and Microstructure Evolution
Inspection of experimental results shows that the difference between two steels in creep strength under short-term creep conditions is attributed to increased dislocation density and lower lath thickness in the 9 %Cr steel. It is apparent that lower tempering temperature of this steel provided higher creep strength in short-term regime since dimensions of M(C,N) carbonitrides providing dispersion strengthening [1] in the 9 %Cr steel are even higher than those in the 10 %Cr steel.
Under long-term creep conditions the lower creep strength of the 9 %Cr steel is attributed to more extensive coarsening of such boundary particles as M23C6 carbides and Laves phase in comparison with the 10 %Cr steel. It seems that strain-induced growth of these particles promotes knitting reaction between lattice dislocations and lath boundaries [3] that leads to decreased dislocation density. No significant difference in dispersion of M(C,N) carbonitrides between two steels under long-term aging and creep was found and, therefore, the creep strength breakdown has no relation with these carbonitrides in high B and low N modified 9–10 %Cr steels. Thus, increasing N content from 0.003 to 0.007 wt% has no positive effect on creep strength. It seems that in the B-enriched steels the creep strength breakdown is attributed to instability of M23C6 carbides and Laves phase particles under long-term creep condition. The 9 %Cr steel contains increased amount of Mn and Ni which may promote growth of M23C6 carbides [1]. The suppression of remarkable strain-induced growth of boundary particles is a primary condition for eliminating the creep strength breakdown that provides an increase in creep strength of high chromium steels by a factor of about 10. Increasing B content was also considered as an effective way to hinder Ostwald ripening of M23C6 carbides [1, 9]. However, the present study showed that if a steel contains ≥0.008 wt% B the effect of Σ(Ni + Mn) content on growth of boundary particles is more pronounced than B content. A decrease in content of Σ(Ni + Mn) may enhance significantly the creep strength of 9–10 %Cr steel, whereas increasing B content could not enhance creep strength of high chromium steel containing a high portion of these metallic elements. Therefore, (Mn + Ni)-free 9–10 % chromium steels are highly suitable for high temperature applications.
4 Conclusions
Creep behavior and microstructure of high B and low N modified 0.1C–9 ÷ 10Cr–3Co–2W–0.5Mo-VNb steels with different Σ(Ni + Mn) content were studied. The main results can be summarized as follows:
-
1.
Elimination of the creep strength breakdown is attributed to suppression of remarkable coarsening of boundary M23C6 carbides and Laves phase particles. This suppression provides no difference in dislocation density and insignificant difference in lath thickness between grip and gauge sections of crept samples.
-
2.
A dispersion of M(C,N) particles is essentially stable under creep conditions. Long-term aging and creep lead to complete disappearance of V-rich M(C,N) carbonitrides.
References
Abe F, Kern T-U, and Viswanathan R, Creep-Resistant Steels, Woodhead Publishing, Cambridge (2008).
Kaybyshev R O, Skorobogatykh V N, and Shchenkova I A, Phys Met Metallogr 109 (2010) 200.
Ghassemi-Armaki H, Chen R P, Maruyama K, and Igarashi M, J Nucl Mater 433 (2013) 23.
Tabuchi M, Hongo H, and Abe F, Metall Mater Trans A 45 (2014) 5068.
Liu Y, Tsukamoto S, Sawada K, Tabuchi M, and Abe F, Metall Mater Trans A 46 (2015) 1843.
Dudova N, Mishnev R, and Kaibyshev R, ISIJ Int 51 (2011) 1912.
Sakuraya K, Okada H, and Abe F, Energy Mater 1 (2006).
Kostka A, Tak K-G, Hellmig RJ, Estrin Y, and Eggeler G, Acta Mater 55 (2007) 539.
Dudova N, Plotnikova A, Molodov D, Belyakov A, and Kaibyshev R, Mater Sci Eng A 534 (2012) 632.
Dudko V, Belyakov A, Molodov D, and Kaibyshev R, Metall Mater Trans A 44A (2013) 162.
El-Kashif E, Asakura K, and Shibata K, ISIJ Int 42 (2002) 1468.
Dudova N, and Kaibyshev R, ISIJ Int 51 (2011) 826.
Kitahara H, Ueji R, Tsuji N, and Minamino Y, Acta Mater 54 (2006) 1279.
Suzuki K, Kumai S, Toda Y, Kushima H, and Kimura K, ISIJ Int 43 (2003) 1089.
Abe F, Met Mater Trans (2015). doi: 10.1007/s11661-015-3144-5.
Danielsen H K, Di Nunzio P E, and Hald J, Metall Mater Trans A 44 (2013) 2445.
Kaibyshev R O, Skorobogatykh V N, and Shchenkova I A, Met Sci Heat Treat 52 (2010) 90.
Acknowledgments
The study was financially supported by the Russian Science Foundation, under Grant No. 14-29-00173. The authors are grateful to the staff of the Joint Research Center, Belgorod State University, for their assistance with instrumental analysis.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kaibyshev, R., Mishnev, R., Tkachev, E. et al. Effect of Ni and Mn on the Creep Behaviour of 9–10 %Cr Steels with Low N and High B. Trans Indian Inst Met 69, 203–210 (2016). https://doi.org/10.1007/s12666-015-0761-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-015-0761-z