
Abstract
Austempered ductile iron is a heat treated form of as-cast ductile iron. The heat treatment process-austempering, was developed with the intent of improving the strength and toughness of ferrous alloys. It offers a range of mechanical properties superior to those of other cast iron, and shows excellent economic competitiveness with steels and aluminum alloys. The main aim is to analyze the mechanical properties and microstructural characteristics of as-cast ductile iron austenitized at 900 °C for 90 min and afterward austempered over a range of temperatures to obtain distinctive microstructures. The samples were austempered for durations of 60, 90 and 180 min at each austempering temperature of 340, 360, 380, and 400 °C. The influence of these austempering temperatures and times on the microstructure and tensile properties were investigated at room temperature.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Spheroidal Graphite iron (SG iron) since its invention has undergone various developments for the last six decades. Compared to malleable iron, ductile iron is less expensive and its processing costs are lower. Due to the above advantages, ductile iron has been widely used in various industrial applications such as automotive and machine parts, tubes, and even nuclear waste containers [1–5]. SG grades are used to withstand fatigue stresses developed in components like crankshafts, of automobiles. Heat treatment of SG irons can be employed for further improvement of mechanical properties like tensile strength, hardness and wear resistance and to reduce weight of the casting. Heat treating the ductile cast iron produces austempered ductile irons, which have outstanding mechanical properties that can be varied over a wide range by varying the heat treatment parameters. A number of forged steel components have now been replaced by austempered ductile iron (ADI) casting, especially in automobile applications [6–10]. This ADI process is very economical process for heat treating the ductile cast.
The austempering process was first developed in the early 1930’s as a result of work by Bain, conducted on the isothermal transformation of steel [11]. Heat treatment of austempering basically consist of austenitizing ductile iron in the temperature range of 850–950 °C, quenching to the austempering temperature in the range 250–400 °C for a controlled time and then cooling it to room temperature. During austenitizing, the as-cast matrix structure transforms either into austenite or a mixture of proeutectoid ferrite and austenite. The austenitizing step in the treatment of ductile iron differs from that of steel because the austenite carbon content in iron depends on the iron composition and austenitizing temperature. At last it forms a bainite structure at room temperature. Ductile iron has good machining qualities and is used for heavy duty gears, pistons, and rolls for rolling mills, gear cases, valves, tubes and door hinges.
The main aim of the present investigation is to study the mechanical properties and microstructural characteristics of as-cast ductile iron, austenitized at 900 °C for 90 min and austempered over a range of temperatures.
2 Materials and Methods
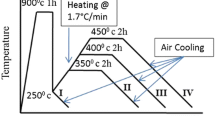
The material was as cast as round and hollow bar with 60 mm external diameter and 30 mm inner diameter across with 300 mm length. The chemical composition of the material is shown in Table 1 and the initial microstructure of the ductile iron is shown in Fig. 1. The microstructures show the nodular graphite surrounded by a matrix of ferrite and pearlite. The composition of ferrite is 62 % and pearlite is 38 %. Ferrite is the softest constituent in the matrix of ductile iron and as a result exhibits the best machinability. But the increase in fineness of pearlite affects machinability and decreases the hardness. The austempering process is schematically shown in Fig. 2. In austempering process, the materials were first austenitized at 900 °C for 90 mins. At this stage carbon got dissolved in austenite structure. Quenching quickly to the temperature range of 230–400 °C allowed the formation of ausferrite to begin and isothermal transformation was allowed for various duration of time. In the present study the material was austempered for durations of 60, 90 and 180 mins at 340, 360, 380 and 400 °C to obtain distinctive microstructures (Table 2).

Ductile iron structure (×100)

Austempering process
Tensile specimens were machined from the hollow bar. Tensile specimens were cut by in the longitudinal direction parallel to the direction of the longest extension of the specimen. The dimensions of the specimen were, 50 mm in gauge length, 12.5 mm in gauge width and a specimen thickness of 15 mm. Tensile tests were carried out in a electro-mechanical controlled universal testing machine (Make: FIE, India; Model: UTE) at a nominal speed of 0.05 mm/min. The mechanical properties evaluated from the tensile tests were yield strength, tensile strength and percentage elongation. Metallographic specimens from the various austempered specimens were polished and etched with 2 % nital etchant to reveal the microstructure. An optical microscope (MEJI, Japan; model MIL-7100) encompassing image analysing software was used to conduct the microstructural examination.
3 Results and Discussions
3.1 Microstructure of ADI
The typical microstructures of austempered ductile iron for durations of 60, 90 and 180 mins at 340, 360 and 380 °C are shown in Figs. 3, 4, and 5 respectively. The micrographic features show the bainite as gray areas, untransformed austenite as the white areas and region between bainite and martensite as dull region. These micrographs demonstrate that the amount of the austenite is decreased by increasing both the austempering time and temperatures. At lower austempering temperature, fine needles of ferrite, are obtained with a small amount of retained austenite in the middle. This is in the light of the fact that at a low austempering temperature, because of high under cooling, a high nucleation rate brings about a substantial number of fine fruit needles.

Microstructure of ADI at 340 °C with a 60 min b 90 min c 180 min

Microstructure of ADI at 360 °C with a 60 min b 90 min c 180 min

Microstructure of ADI at 380 °C with a 60 min b 90 min c 180 min
The relation between the nodule counts in the samples as a function of austempering time is shown for various austempering temperatures as shown in Fig. 6. After austempering, nodule count lies between 84 to 92 nodules/mm2. At 60 min ageing, nodule count increases slowly. As the austempering temperature increases, the nodule count starts decreasing, further increase in austempering temperature results in the increase in nodule count. While ageing for 90 min, nodule count increases up to 380 °C temperature and then decreases rapidly. With 180 min ageing nodule count is maximum at lower temperature. The nodule count increases with increase in high carbon reacted austenite. The nodule count plays a vital role in improving tensile strength and fatigue properties. Optical microscopic images of the different parts of the specimen show that nodularity is 90–100 % and the nodule count per unit area are between 80 and 90 nodules/mm2.

Austempering temperature versus nodule count
3.2 Tensile Test
Tensile tests of all these specimens were done according to ASTM standard E-8 [12]. From the tensile tests yield strength, ultimate tensile strength, and % elongation values are determined. Figure 7 shows the variation of tensile strength as a function of austempering temperature for various austempering times.

Austempering temperature versus tensile stress
For austempering temperature 340, 360 and 380 °C the strength is higher for ageing at 60 min than for ageing at 90 min. Ageing for 180 mins gives an intermediate strength. While austempering at 400 °C for 180 min, gives a higher strength than ageing at the other two temperatures. The tensile properties vary with the matrix type. Tensile strength increases depending on the pearlite content of the matrix. As the holding time for austempering increases, the tensile strength initially increases and then decreases [13]. The increase in nodule count decreases the pearlitic content, ultimately influencing the strength and elongation. If nodule count increases, tensile strength and ductility improve by reducing the volume fractions of chill carbides and segregation carbides [14]. Maximum tensile stress is obtained at austempering temperature of 380 °C and austempering time for 60 min and also the minimum tensile stress is obtained at austempering temperature of 400 °C and austempering time for 60 min. Tensile stress values lies between 510–90 MPa.
Figure 8 shows the variation of yield strength with austempering temperature as a function of austempering time. The trend is similar to the variation of tensile strength. With increasing temperature, bainitic ferrite becomes coarser and the amount of retained austenite increases. These factors lead to drop in strength but there is an increase in ductility [15]. Low nodule count, reduce the mechanical properties and second stage annealing time is unnecessarily long. From graph of Fig. 8, maximum yield stress is obtained at austempering temperature 380 °C and austempering time for 60 min and also the minimum yield stress are obtained at austempering temperature 400 °C and austempering time for 90 min. Yield stress values lie between 420–680 MPa.

Austempering temperature versus yield stress
The variation of percentage elongation as a function of austempering temperature at various austempering times is shown in Fig. 9.

Austempering temperature versus % elongation
For 60 min ageing, ductility of the material decreases with austempering temperature and then increases showing a minimum at the austempering temperature of 380 °C. For 90 min ageing, ductility decreases initially and then remain independent of austempering temperature. For 180 min ageing, ductility is very low and initially the ductility is independent of the austempering temperature and shows a tendency to decrease at higher austempering temperature. It has been reported that at lower austempering times, the tensile strength and elongation increases initially, and then decreases. With further increase in treatment time, it attains a steady state [13]. When austempering temperature exceeds a certain value between 350 to 400 °C, the amount of retained austenite reduces and corresponding ductility decreases [16]. The unique properties of ADI are closely related to the retained austenite which is controlled by austempering temperature and time [17].
4 Conclusion
Metallographic results demonstrate that the austempering delivers a special microstructure comprising of bainitic ferrite and austenite. The amount of the austenite and martensite in the austempered ductile iron are decreased by increasing austempering time and temperature. Moreover well defined nodules are formed which thereby increases the overall properties of as-cast ductile iron.
The austempering temperature and time duration are found to affect the mechanical properties. Yield strength and tensile strength shows similar variation with austempering temperature and time showing maximum strength at intermediate austempering temperature (380 °C) for ageing durations of 60 and 90 min. For ageing duration of 180 min, the strength shows a minimum at the austempering temperature 360 °C. Ductility is found to decrease with ageing time at the lowest austempering temperature (340 °C) and increases with decreasing ageing time at the austempering temperature (400 °C).
References
Walton C F, Iron Casting Handbook, Iron Casting Society Inc., New York (1981) p 323.
Loper C R Jr., Foundry Manage Technol 11 (1994) 32.
Jenkins L R, and Forrest R D, Ductile Iron properties and selection: Irons and steels. ASM metals handbook, Vol. 1, 10th ed., ASM International, Metals Park, (1990) p 33.
Elliott R, Cast Iron Technology, Butterworths, London (1988), p 13.
Labrecque C, and Gagne M, Can Metall Q 37 (1998) 343.
Moore D J, Rouns T N, and Rundman K B, AFS Trans 93 (1985) 705.
Rouns T N, Rundman K B, and Moore D M, AFS Trans 92 (1984) 815.
Gundlach R B, and Janowak J F, Proc. 2nd international conference on ADI, Ann Arbor: ASME, Gear Research Institute: Naperville, (1986) p 23.
Shah S M, and Verhoeven J D, Wear 113 (1986) 267.
Bartosiewicz L, Krause A R, Alberts F A, Singh I, and Puttunda S K, Mater Charact 30 (1993) 221.
Hayrynen K L, The Production of Austempered Ductile Iron (ADI), 2002 world Conference on ADI. (2002)
ASTM E-8, Annual book of ASTM standards, ASTM, 3.01 (1992) 542.
Anita Bisht, Effect of heat treatment on microstructure and mechanical properties of Nodular iron, M.Tech Thesis, http://ethesis.nitrkl.ac.in/1501/1/motu-thesis.pdf, Rourkela odisha (2009).
Ductile iron data for design engineers, Ductile iron society (DIS), Rio Tinto Iron & Titanium, Inc, Montreal (1990). http://www.ductile.org/didata/
Rao P P, and Putatunda S K, Metall Mater Trans A, 28 (1997) 1457.
Adel Nofal, J Metall Eng (ME) 2 (2013).
Harding R A, “Control of the retained austenite content of ADI,” in AFS Inc., 1991 world conference on Austempered ductile iron, Bloomingdale, Chicago p 22.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kumar, K.M., Hariharan, P., Venkateshwaran, P. et al. Examination of Microstructure and Mechanical Properties of Austempered Ductile Iron (ADI) As Per Austempering Temperature and Time. Trans Indian Inst Met 68 (Suppl 1), 67–71 (2015). https://doi.org/10.1007/s12666-015-0608-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-015-0608-7