
Abstract
In this investigation, Ti–48Al–2Nb–2Cr (at.%) alloy was aluminized by two kinds of pack cementation processes, in-pack and out-pack processes. In both methods, pack powder mixture consisting of 10 wt% Al, 5 wt% AlCl3, and balance Al2O3 was used to aluminize γ-TiAl at 1000 °C for 6 h. The coated samples were characterized by XRD and SEM. The results indicated that a single-layered TiAl3 coating by thickness of approximately 100 μm was formed by the use of in-pack method, but a two-layered aluminide coating including an outer thin layer of TiAl3 with thickness of approximately 2 μm and also an inner layer of TiAl2 with thickness of approximately 10 μm was formed by out-pack process. In both methods, aluminide coatings with uniform structure free from any microcracks were formed on the surface of the substrates. The results showed that the flux of active aluminum atoms on the substrate surface in out-pack method is to be expected to be much slower than in-pack method.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Gamma titanium aluminides (γ-TiAl) are in possession of many advantageous features which have enabled them for high temperature applications in automotive, aerospace and power generation industries. The attractive properties of γ-TiAl are low density (3.7–3.9 g/cm3), high specific strength, and good oxidation and creep resistance up to moderately elevated temperatures [1]. Although γ-TiAl alloy has proven the suitability as a structural material for different parts of aircraft and automotive engines, its insufficient oxidation resistance above 800 °C limits a wider application [2]. The inadequate oxidation resistance of γ-TiAl at temperatures above 800 °C is mainly due to the formation of a brittle, porous, and non-protective scale which is a mixture of rutile (TiO2) and alumina (Al2O3) [3, 4]. The high temperature oxidation resistance of γ-TiAl could be improved by increasing the amount of Al at the surface which would be conducive to the formation of protective Al2O3 scale, and providing the barrier to the further oxidation [2, 5].
The pack aluminizing of γ-TiAl alloy produces basically TiAl3 layer at the surface as a result of inward diffusion of aluminum from the powder. Due to the sufficient amount of Al in the TiAl3 phase, stable Al2O3 is formed during the oxidation process. However, the TiAl3 layer is quite brittle; thus, during the cooling from the deposition temperature in aluminizing process, fractures may be created in the TiAl3 coating layer [6, 7]. The addition of a small amount of Nb or Cr elements in the TiAl alloy has shown to be beneficial to improve TiAl3 ductility [8]. Also, according to Xiang et al.’s research [9], using AlCl3 as an activator can control the kinetics of layer development and reduce the probability of micro-cracks formation.
The pack cementation process can be done through two different methods. In the first approach, in-pack process, the substrates to be coated are embedded into a powder mixture including pure (alloyed) elements, a halide salt as an activator, and a filler material (normally Al2O3). In the second method, out-pack process; the substrates are suspended above the same powder mixture. Then, in both methods the whole system consisting of the pack and the substrates is heated to an elevated temperature at which the activator reacts with the depositing elements thereby forming a series of halide vapors which would permeate into the porous pack to reach the substrate surface. Then, decomposition of these halide vapors on the surface of the substrate and solid state diffusion between the deposited elements and the substrate would end up in the formation of the diffusion coating [9–11].
Out-pack aluminizing process is the pre-eminent alternative coating process used in aircraft industry to form diffusion aluminide coatings for a wide range of parts with complex geometry like the internal cooling channel surfaces of turbine blades and vanes [12].
The objective of this research work is to compare the microstructure of aluminide coatings formed on Ti–48Al–2Nb–2Cr (at.%) alloy by in-pack and out-pack methods. Also, based on the microstructural observations of the obtained aluminide coatings by in-pack and out-pack processes, the probable mechanisms related to the formation of such aluminide coatings with different structures were discussed.
2 Materials and Methods
In this study, γ-TiAl substrates with a chemical composition of Ti–48Al–2Nb–2Cr (at.%) were used. Substrate specimens were prepared by cutting the ingot into coupons of approximate dimensions 10 × 10 × 2 mm, grinding their surfaces with the use of waterproof paper of maximum gradation 1000 and by being ultrasonically cleaned with acetone.
The pack cementation process was used to form aluminide coatings onto the TiAl coupons. Two different kinds of pack cementation processes, in-pack and out-pack processes, were used to enrich the surfaces of the γ-TiAl coupons in aluminum.
-
In-pack process the aluminide coating was formed by burying the coupon in a powder mixture consisting of 10 wt% Al, 5 wt% AlCl3, and balance Al2O3. The pack was heated in an alumina crucible under flowing Ar atmosphere at 1000 °C for 6 h. The crucible was sealed with an alumina lid and cement. At the end of the coating period, the crucible was allowed to be cooled in the furnace to room temperature.
-
Out-pack process the sample has been set in an alumina container containing the powder mixture consisting of 10 wt% Al, 5 wt% AlCl3, and balance Al2O3. The process has been conducted for 6 h at a temperature of 1000 °C. It should be mentioned that in out-pack process, the specimen to be coated is physically separated from the powder mixture. Basically, in this method, argon gas is passed into the heated alumina container and, together with the entrained aluminum halides, flow through the specimen. At the end of the coating period, the sample was allowed to be cooled in the furnace to room temperature.
It should be noticed that after few trials, it was found that the powder mixture consisting of 10 wt% Al, 5 wt% AlCl3, and balance Al2O3 was the optimized pack mixture to form uniform aluminide coatings free from any microcracks on the substrate under the coating conditions used.
In both processes (in-pack and out-pack), at the end of the coating period, the furnace was cooled to room temperature at its natural rate by switching off its power supply while maintaining the argon gas flow. Also, it should be noticed that the coating time reported was the holding time at the coating temperature. In addition in both processes, aluminide coatings were formed by 60 g pack mixture for one sample.
Phase analysis of the resultant coatings were done by X-ray diffraction (XRD) analysis using Cu-Kα source radiation and Ni-filter (EQUINOX 3000, INEL France). Also, the cross-section of the coatings was analyzed by a field emission SEM (ΣIGMA VP, ZEISS Germany) equipped with an Oxford energy-dispersive X-ray spectroscopy (EDS) detector and back scattered electron imaging facilities.
3 Results
3.1 Aluminide Coating Gained by Means of In-pack Process
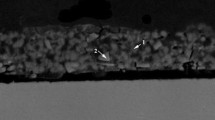
Figure 1a presents a cross-sectional SEM image of the aluminide coating formed on γ-TiAl substrate by means of in-pack process after 6 h deposition at 1000 °C. It can be seen that the coating is very uniform and free from any microcracks. The concentrations obtained by EDS, corresponding to the numbered regions in Fig. 1a are given in Table 1.

SEM micrograph of aluminide coatings formed by a in-pack and b out-pack processes
It is seen that the coating is single in structure and has a thickness of approximately 100 μm, and corresponds to a phase of TiAl3 which is consistent with the XRD result.
Figure 2a shows XRD spectrum measured from the as-coated surface by in-pack process. It can be seen that the major phase in the surface layer is TiAl3.

XRD patterns of the as-aluminized γ-TiAl sample by a in-pack and b out-pack processes
3.2 Aluminide Coating Gained by Means of Out-pack Process
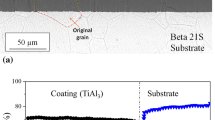
Figure 1b shows cross-sectional SEM micrograph of aluminide coating formed on γ-TiAl substrate by means of out-pack method after 6 h deposition at 1000 °C. The SEM investigation and the EDS analysis of the aluminide coating have revealed a two-layered phase structure across the thickness of the coating layer (Fig. 1b; Table 2). The outer layer has a thickness of approximately 2 μm and its composition indicates that it is a phase of TiAl3. The composition of the inner layer, which also has a thickness of approximately 10 μm, corresponds to a phase of TiAl2.
Figure 2b presents XRD spectrum measured from the as coated specimen surface by out-pack process. It shows characteristics of the presence of TiAl2 and TiAl3 phases.
The observed double layer aluminide structure with an outer TiAl3 and an inner TiAl2 layer is in qualitative agreement with the results reported by Goral et al.’s research [6].
4 Discussion
In the present investigation, only a single-layered TiAl3 coating was formed during aluminizing of the γ-TiAl alloy at 1000 °C for 6 h by in-pack method, but a two-layered structure of outer layer TiAl3 and inner layer TiAl2 was formed at 1000 °C for 6 h by out-pack method. Differences in the microstructures of aluminide coatings formed by in-pack and out-pack processes can be explained on the basis of transporting and depositing of active aluminum atoms from the pack to the surface of the substrates.
In the pack aluminizing process, the depositing element Al reacted with the activator AlCl3 existing in the powder mixture during its heating and a series of Al-chloride species including AlCl3, AlCl2 and AlCl was formed at coating temperature inside the powder mixture. In fact, among these Al-chloride species, AlCl was considered the main depositing species responsible for transporting and depositing Al element through the powder mixture to the substrate surface. Other species might participate in Al transporting process; but, they did not have any direct function as a depositing species that release Al atoms on the surface of the substrates [9–11]. According to Fig. 3, partial pressure of chloride vapors produced from the reaction of AlCl3 activator with Al (especially, AlCl species) was far less than the partial pressure of halide vapors produced from the reaction of Al with other activators such as NH4Cl, NH4F and AlF3 [9–11]. Therefore, AlCl3 is a relatively stable activator at high temperature and the partial pressure of AlCl chloride vapor caused by the reaction of this activator with Al is considered relatively low partial pressure. In such a state, aluminizing process was affected by gas-phase transporting of chloride species in the powder mixture.

Comparison of the partial pressures of AlF and AlCl generated in different packs activated by fluoride and chloride salts [9]
It is evident that in the out-pack process, AlCl partial pressure was not enough until the end of the aluminizing process; thus, flux of active Al atoms on the substrate was not appropriately provided until the end of the aluminizing process. Therefore, the rate of transporting Al within the pack and depositing active Al atoms on the substrate surface in the out-pack method is to be expected to be much slower than in-pack method.
Based the observed double-layer coating structure in the out-pack process, it may be suggested that at the initial stage of the deposition process, flux of active Al atoms was sufficient for the formation of TiAl3. Therefore, a thin aluminide coating of TiAl3 was formed at this stage by means of the inward diffusion of Al. As the deposition process progressed, flux of active Al atoms into the sample was substantially reduced, creating a TiAl2 layer.
The formation of the TiAl2 layer can be interpreted thermodynamically, and the thermodynamic stability of the TiAl2 phase is determined by the following reaction:
In the out-pack process, it can be concluded that the lower flux of active Al atoms at the coating surface decreases the Al level at the boundary of TiAl3 and substrate, and this reduction in the aluminum level results in the TiAl2 layer formation beneath the TiAl3 layer.
In the in-pack process, AlCl partial pressure became sufficient until the end of the aluminizing process, which maintained the flux of active Al atoms on the substrate at a high limit until the end of the aluminizing process. Therefore, in this method of coating, Al amount may be allowed at a high level during aluminizing, thus producing a single-layered structure of TiAl3 by mechanism of inward diffusion of Al.
5 Conclusions
-
1.
The phase and chemical content analyses have shown that the main phase content of obtained coating is TiAl3 by thickness of approximately 100 μm in the in-pack process.
-
2.
In case of out-pack process; the results indicated a two-layered phase structure of outer thin layer TiAl3 and inner layer TiAl2. The thicknesses of these phases are approximately 2 and 10 μm, respectively.
-
3.
Aluminide coatings with uniform structure free from any microcracks could be formed by means of inward diffusion of aluminum by both in-pack and out-pack processes.
-
4.
Based on the results obtained, it may be suggested that the overall flux of active Al atoms on the substrate surface in the in-pack process is larger than the out-pack process.
References
Goral M, Swadzba L, Moskal G, Jarczyk G, and Aguilar J, Intermetallics 19 (2011) 744.
Jovanovic M T, Dimcic B, Bobic I, Zec S, and Maksimovic V, J Mater Process Technol 167 (2005) 14.
Sarkar S, Datta S, Das S, and Basu D, Surf Coat Technol 203 (2009) 1797.
Yoshihara M, and Kim Y W, Intermetallics 13 (2005) 952.
Jung H G, Jung D J, and Kim K Y, Surf Coat Technol 154 (2002) 75.
Goral M, Moskal G, and Swadzba L, J Achiev Mater Manuf Eng 20 (2007) 443.
Munro T C, and Gleeson B, Metall Mater Trans A27 (1996) 3761.
Zhou C, Xu H, Gong S H, and Kim K Y, Mater Sci Eng 341 (2003) 169.
Xiang Z D, Rose S R, and Datta P K, Surf Coat Technol 161 (2002) 286.
Xiang Z D, Rose S R, and Datta P K, Mater Eng 356 (2003) 181.
Xiang Z D, Rose S R, and Datta P K, Mater Chem Phys 80 (2003) 482.
Smith A B, Kempster A, and Smith J, Surf Coat Technol 120 (1999) 112.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Nouri, S., Rastegari, S., Mirdamadi, S. et al. Formation of Diffusion Aluminide Coatings on γ-TiAl Alloy with In-Pack and Out-Pack Processes. Trans Indian Inst Met 68, 867–871 (2015). https://doi.org/10.1007/s12666-015-0523-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-015-0523-y