Abstract
Facing the new trend of Industry 4.0, manufacturing factories are required to have a more flexible structure to finish producing customized products within the limited time and at a reasonable cost. Although virtual factory technology is believed to be helpful for plant layout design and production planning, there still lacks a general framework and algorithms of simulation-based approach to design an optimized plant layout and the production process. This paper proposes a framework of simulation-based approach and develops a procedure for the implementation of the proposed framework. The paper also integrates mathematical algorithms and heuristic methods when applying simulation to balance the operation performance and the planning cost. An illustrative case demonstrates that the proposed approach can achieve the goal of better plant layout design and production planning.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Manufacturing planning is a complex engineering problem, which requires a combination of theoretical methods, internet technology and computer-based simulation approaches, etc. The world is being changed dramatically by Internet of Things, the Cloud and Industry 4.0 (Molano et al. 2017). Considering the new manufacturing paradigm, future factories are characterized by a more flexible structure to produce highly customized products in smaller quantities, at a lower cost, of a higher quality within the required time window. Against such a sweeping trend, it is only possible when the factories layout and processing flow are rightly designed and modified quickly.
A key question about the right designed factory is how to ensure the manufacturing system is designed rightly at the conceptual design phase of a factory. The importance of conceptual design to new product development cannot be overstated. It is widely recognized that roughly 75% of the cost of producing a product is determined in the end of conceptual design phase (Ullman 2017). A manufacturing system is a capital intensive engineered system (Suh 2001), which requires a great deal of modeling and analysis to ensure designing the manufacturing system rightly. At the same time, the highly competitive nature of business in a competitive marketplace is forcing manufacturers to make a continuous effort to develop more efficient and effective approaches and tools to evaluate the impact of design decisions on plant layout and production planning.
Against the above background, the concept of “virtual factory” emerged and is becoming increasingly popular in recent years, which is made possible by the rapid advancements of information technologies (Lin and Fu 2001). Terkaj et al. (2015) pointed out that virtual factory research is insightful, especially about the application of virtual factory concepts to support production planning (i.e., plant layout planning, production process planning, and material flow simulation). To date, multiple commercial plant simulation software has been developed and applied to various industrial and commercial fields, e.g., application of plant simulation software to evaluate material flow for airport planning, to assess the layout of automobile production line and to identify the bottleneck of plant logistic system. Numerous researchers have paid sufficient attention to the plant layout and production planning. It can be concluded that modeling and simulation are two key components of a virtual factory. However, there is still a lack of frameworks of simulation-based approach to guide the process of designing the plant layout and planning the production to maximize the throughput. For example, although commercial software is powerful, it is difficult to master the using method and a general procedure for different software is lacking. Academic approaches are difficult to demonstrate a real sense in virtual reality.
In addition, along with the application of new generation information (e.g., cloud computing, big data, Internet of Things) in manufacturing and industry, smart manufacturing era is coming (Tao and Qi 2017), and a lot of smart production or smart manufacturing model or system are proposed and studied, including cloud based manufacturing (Tao et al. 2017a), Cyber-Physical System based smart manufacturing (Tao et al. 2017b). To meet the requirement on smart manufacturing, how to improve the smartness of production line or factory is another challenge.
Therefore, this study aims at enriching virtual factory theoretical foundation for plant layout design and production planning by taking advantage of a simulation-based methodology. What is more, most of the previous papers only suggested different algorithms to optimize the factory layout, which could be very time consuming in the real case. Therefore, this paper will also pay attention to the integration of algorithms and heuristic methods to make a tradeoff between the operation performance and planning cost. The contribution of this study is to develop a framework for guiding simulation-based plant design and evaluation considering algorithms and heuristic methods.
The remainder of this paper is organized as following. Section 2 gives a review of related works. Section 3 provides the framework scheme for the simulation-based approach and procedures of implementing the proposed framework. Section 4 describes the implementation in a real industrial case to validate the proposed approach. Section 5 presents a discussion and limitations of the application of the digital factory approach. Finally, the conclusions and further developments are summarized in Sect. 6.
2 Related work
Considering the benefits of plant simulation as stated above, many specialists have got down to seeking effective methods to achieve the efficient design of factory layout and production planning. The literature review focuses on simulation-based approach and commercial software of plant simulation.
2.1 Simulation-based approach
Traditionally, production planning is treated as an optimization problem, which can be solved using various algorithms. Experts used to commit to improving the arrangement of factories and the manufacturing process by adopting a variety of algorithms. For example, Yildiz (2013) developed a hybrid optimization method which was based on an artificial bee colony algorithm and Taguchi method. Dasgupta and Michalewicz (2013) discussed a kind of order-type genetic algorithm to determine the layout. Kia et al. (2014) proposed another genetic algorithm to solve a multi-floor layout design model in a manufacturing system. Tao et al. (2008) introduced the grid computing in the manufacturing simulation, and designed a particle swarm optimization and complex network based method for manufacturing resource optimal allocation in shop-floor Tao et al. (2012).
However, it is hard for algorithms to handle dynamic problems which are closer to reality, provided that the parameters are usually not deterministic. Furthermore, the convergence speed and efficiency of algorithms are usually slow when the case is complex or there are many scenarios to consider. Thus, algorithms would stand in an inferior position when compared with heuristic methods and simulation in terms of speed and the coincidence with the real status. Rong (2011) applied appling chaos embedded particle swarm algorithms to optimize the automatic block section signaling layout design. Lenei et al. (2013) adopted the generic algorithm to facilitate the single-row layout design with multiple objectives. Li et al. (2006) discussed the application of parallel hybrid PSO-GA algorithms to the layout design. There are also some people focusing on methods other than algorithms to optimize the design. For example, Yang et al. (2015) expounded a Value Stream Mapping (VSM) as a tool to identify those low-value activities in a manufacturing process and increase the service level of manufacturing, in consideration of five factors that are “production unit”, “pacemaker process”, “number of batches”, “production sequence” and “supermarket size”. The method was straightforward to follow, and hence easy to be applied in practice. Nevertheless, it somehow fails to take other essential factors beyond the five factors into account, for instance, the fabrication process. Furthermore, VSM is not especially effective to evaluate, compare, and select the best option among multiple alternative plans with respect to the estimated cost and schedule. Pahl et al. (2007) proposed a systematic approach of layout drawing. Although 2D drawing is effective to make the layout of a floor area visible, it cannot effectively illustrate the deviations in the vertical space. Moreover, it is extremely difficult, if not impossible, to obtain the operational details simply from the layout drawing, making it very difficult to follow the approach to guide the implementation.
The substantial potentials of leveraging the simulation-related technologies and methods to enhance factory design have been suggested by many previous studies. For instance, Mourtzis et al. (2014) reviewed those major milestones in the evolution history of simulation technologies, based on which, they projected the knowledge gap, future development, and potential challenges of simulation in manufacturing. Liu et al. (2013) also reviewed the development and application of simulation in manufacturing, with respect to, for example, the advantage, disadvantages, and further improvement of various simulation technologies. However, they stayed on the theoretical level still. Neither have they pointed out a systematic method to utilize simulation to reinvent the manufacturing process. Mujber et al. (2004) pointed out the potentials of employing Virtual Reality to enhance operation management and manufacturing process, based on the augmented virtual interactions between users and machines. Despite the obvious contributions of these past studies to deepen the theoretical understandings, these review-oriented works are lack of details and specifics to guide the practical execution.
There were indeed some experts attempting to apply the simulation method into practice, but their focuses were limited to some sectors or different from us. For example, Siano et al. (2013) discussed the designing method and testing method to present the simulation results and verify the effectiveness. The methods are inspiring, but the model is mainly designed for electricity supply design and energy savings in smart homes, which cannot be applied to manufacturing industry directly. For this shortage, recently, the new technology named digital twin was introduced in shop-floor, e.g., Tao et al. (2017c) proposed the concept of digital twin shop-floor in 2017, and the key is to realize the modeling and simulation of physical job-shop, and then realize the integration and fusion between physical and cyber job-shop (Tao and Zhang 2017).
On the other hand, some researchers have endeavored to apply simulation in practice. Grienitz et al. (2013) proposed a method called GraFem to model and optimize the manufacturing process, which is supported by the integrated simulation. Unfortunately, the factory layout design was not within the scope of their research. Ducloux (2014) enlarged the scope of simulation for the entire manufacturing process to predict the properties of individual components. The emphasis hinges on improving the life span prediction of individual parts, instead of analyzing overall performance of the entire production line. Lindskog et al. (2016) proposed a method to improve the design of the manufacturing system through the visualization support. In this paper, they got an accurate virtual representation of the current area and would combine the representation with some models. Simulation was employed to identify the potential risks, while we hope to improve the overall design in terms of efficiency. Al-Ahmari et al. (2016) proposed a virtual reality environment, which was intended to train the frontline works who operate assembly lines and to evaluate the assembly decisions. This environment only addressed a limited number of operations instead of operating the overall performance of a plant. Yap et al. (2014) put forward a method to facilitate the layout planning from the standpoint of virtual reality. The method emphasized on the human-robot interface and the layout planning for robot-centered work cells, with the aim of overcoming the safety issues and the lack of trained personnel.
Based on the above discussion, it is obvious that there is a knowledge gap. Some previous methodologies including different algorithms did not deal well with the dynamic manufacturing process, with the industry becoming more and more highly collaborative, customer-oriented, eco-efficient and knowledge-intensive. Although some people interpreted the applications of simulation in the manufacturing industry, they left on the theoretical shelf and have not elucidated a practical application procedure, which provides a reference to enterprises. Some scholars had attempted to apply the simulation method to the factory practice, but they usually concentrated on a limited range of aspects, such as assembly process, risk prevention, life prediction, etc. Few of the previous literature worked on optimizing the overall performance of a factory by means of simulation. Therefore, our study might be a significant point of reference to the production activities in the future.
2.2 Commercial plant simulation software
Plant simulation software functions to facilitate managers and/or engineers to make more informed design decisions based on the visualization of operation or production. Some simulation software is developed by the industrial leading users. For example, Siemens, Dassault, and Applied Materials have all developed their own plant simulation software (e.g., Siemens Tecnomatix Plant Simulation, Dassault CATIA V6, and AutoMod) and provided a variety of service packages to manufacturers. For instance, AutoMod can help model operations at different levels, from the equipment level to the more complicated manufacturing, distribution, automation and logistics levels. The users of ProModel do not need to build models themselves and the software is easy to learn. Furthermore, the simulation results can be generated in a relatively very short time (Promodel 2016). However, ProModel was only able to show 2D images. Users could not simulate the 3D arrangement in the plant or get the operation details accordingly.
Although the aforementioned plant simulation software can provide nice functions for engineers to model and analyze plant operations, these software or tools are different from each other and there still lacks a general approach for engineers (especially the novice engineers) to gain an overall cognitive understanding of how to perform plant simulation.
3 Proposed framework for plant simulation
Section 3 presents the general framework and the procedures to implement the proposed framework, and thus to realize the efficient design of plant layout and production line based on simulation. First, it is necessary to introduce the concept of lean plant simulation and to develop a systematic architecture of plant simulation.
3.1 Concept of efficient plant simulation
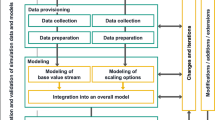
Simulation facilitates engineers to “see” the manufacturing process, which can help imitate the possible manufacturing process to see the outcome, considering the dynamic parameters. According to the German Association of Industrial Engineers, simulation refers to imitation of a dynamic process within a model to arrive at a better result that can be transferred to the physical system. Unlike some mathematical algorithms, which could only take the parameters as determined figures but fail to consider the arbitrary changes, simulation can deal with more complex situation and approach closer to the reality. In addition to the static and discrete cases, simulation also handles some dynamic and continuous information. Furthermore, by conducting simulation, different plans can be built, evaluated, tested, and eventually compared against different metrics. By doing so, the optimal solution that yields the highest throughput at the lowest cost can be identified. All the work could be completed before the factory is set up or transformed. In contrast, the investment could be considerable given the company has to change the initial layout or modify the production process after the factory takes shape. Thus, it is of great significance to perform simulation before building or transforming a factory or a production line. A meta-model of simulation-based approach is shown in Fig. 1, which consists of 5 key steps. A well-constructed simulation model based on the abstraction of a real physical system and its operating logic is of utmost importance to lean plant simulation.

A meta-model of simulation based approach
3.2 System architecture of plant simulation
To obtain a better plant layout and production planning, the right input information and data should be efficiently transformed into the desired output. Figure 2 illustrates the system architecture of how to perform a simulation-based lean design of layout and production planning. The framework is composed of five major components: input, output, design tools, simulation resource repository, and simulation modeling. Each component consists of different elements that are intended to perform different functions. The inputs of the framework include, for example, physical structure of manufacturing unit, manufacturing process flow, logistics planning and optimization, production equipment tooling, and CAD drawings. The outputs of the framework include, for instance, process analysis, and logistics display. The core component of the framework is the simulation modeling, which can be decomposed into (1) layout modeling, simulation and optimization; (2) process modeling, simulation and optimization; and (3) logistics modeling, simulation and optimization. The tools layer shows the tools that can be used in lean plant simulation. The knowledge of how to use the tools is stored in simulation resource repository. The simulation resource repository allows a company to manage its resource related to plant simulation and thus to support design and re-design of their plant layout and production lines.

System architecture of simulation based lean layout and production planning
3.3 A structured process efficient plant simulation
Based on the proposed architecture of simulation-based efficient layout and production planning, several procedures are developed to support plant layout and production planning design.
3.3.1 Three-dimensional modeling of production lines
One important function of the 3D virtual model is to store a lot of vital information. Some design errors can be detected during the process of building the 3D models. What’s more, this method makes it simple to make changes to the model. Engineers only need to alter the parameters to modify the whole design. All the relative parts of the system will automatically change according to the referred parameters. The software can generate 2D drawings or even be interconnected to other manage systems of the company so that various problems in processing technology, logistics systems, and equipment failures can be identified later. The detailed procedure of building the 3D model is shown in the following.
Step 1. Analysis of the manufacturing process flow Fig. 3 illustrates the procedure for process flow analysis. The first step to build a virtual model is to have some insight into the process flow of the production line. Experts are required to grasp an idea of the characteristics of the production line, including the stability of the performance, the efficiency of the production rate, the degree of the automation, the convenience of maintenance and the quality of the products. In addition, experts are also expected to get more acquainted with the products, including their categories, functions, strengths and shortcomings.

Procedure for the manufacturing process flow analysis
The second step is to model the corresponding relations between the products and production lines. It is required to analyze which process flow should be prepared to merchandise the products and what devices are demanded. Then, it is possible to build the virtual models of these devices and attempt to put them in a certain sequence afterward.
It is worthy of note that the scope to be studied needs to be confirmed so as to avoid invalid work and a waste of resources. Engineers are required to pinpoint the bottlenecks and verify the influence of every segment on the production capacity of this plant.
Step 2. Design and modeling of production line Fig. 4 shows the procedure for the design and modeling of a production line, which follows the analysis of the manufacturing process flow. During the process of building models, the corresponding standards that the models have to conform to need to be taken into account. Furthermore, tradeoff should be made when deciding the final quality of the models, since it takes high time cost and labor cost to build the models of high precision.

Procedure for the design and modeling of production line
Step 3. Model simplification During the process of building models, a moderate amount of simplification is regularly needed. The first type of models, of which complexity needs to be reduced, are the facilities purchased from the outside parties, because the engineers have no access to the structure and operation details of these facilities. Another type is the facilities of which structures are quite complex, such as some facilities with multiple degrees of freedom.
3.3.2 Simulation analysis on virtual models
After finishing building 3D models of the facilities, the next step is to establish the whole digital factory and conduct the simulation process. The detailed workflow is shown in Fig. 5. First, the technological flow will be confirmed considering restrictive conditions and the models built in the last step. Then, a complete layout is set in the light of the technological flow. After that, all the involved input parameters are set, and the output parameters are defined. The virtual production process will run and go under simulation for a period to generate the output results, which provides a good reference for further analysis. The engineers will come up with new plans to change the parameters or modify the layout accordingly, which will be discussed in Sect. 3.3.3 in detail.

Procedure for simulation analysis on virtual model
As mentioned above, the major consideration is the restriction conditions in the first step. The first are the factors which have a great effect on the construction address of this factory, including traffic, labor rates, labor skills, land, and closeness to raw materials. These factors may decide the degree of automation needed, the possible cost, and the feeding strategy. The second restrictive condition is characteristics of demand. For instance, if the annual demand volume is high and the variability is relatively low, the factory is suggested to consider improving the degree of automation and taking advantage of scale economy. What is more, the sophistication of the available equipment is also a significant limiting factor. If some equipment’s capacity is insufficient so that it becomes the bottleneck of the production line. Then extra attention is needed to this processing sector.
Then, according to the limitations and availability of models, the technological flow can be confirmed. The factors to consider consist of rationality, economic efficiency, operability, controllability and environmental concerns. Above all, the safety of staff and users are the most important. The design of the process flow will directly affect the quality and quantity of the end products.
The layout is dominated by the process flow. There are four basic types of layout in total, which are fixed-position layout, process layout, cellular layout and product layout (Zhang et al. 2015). Each kind of layout has its own advantages. The basic layout is mainly determined by the features of the products and should be modified in accordance with the specific conditions. Fixed-position layout is mainly for job shop production. The products are typically large and heavy so that they are difficult to move. Process layout provides a higher flexibility because equipment is arranged according to their functions. In cellular layout, there are many cells, each of which is designed to produce a limited variety of products. Product layout is for mass production. Multiple pieces of devices or workstations are arranged in sequence. The work in process (WIP) are all moved through the sequence.
After the initial layout is confirmed, parameters need to be set. The possible parameters can include arrival rate of raw materials, processing time on WIP, idle time, the capacity of buffers and the speed of conveyors. It is worth noting that some parameters are not a deterministic value but a random number. In this case, some discrete and continuous probability distribution can be taken use of to simulate these stochastic variables.
Following the above all preparation work, simulation can be carried out. The virtual experiment will run for days, weeks or even months of the system activity in a short elapsed real time, giving an output representing the result of the objective functions. Then, those experts will analyze the performance of the current system and ask “what-if” questions accordingly. They will change the parameters of the system and even modify the initial layout to test the possible effects of those changes on the system. In such way, numerous simulation runs will be performed, and an optimal setting will be identified.
3.3.3 Optimal design of the current plan
To obtain the optimal design of the whole plan based on the simulation, experts first need to have an idea how they should understand the output results of the simulation. Then, multiple trials, comparison and analysis from various angles are a must.
To find the meaning of the output value, there are two methods which help use samples to estimate the population value, i.e. point estimate and interval estimate. Point estimate is used to calculate the mean and standard deviation of the population, while interval estimate is to give more information about the accuracy of the output parameters estimation.
Then, it is required to settle down the output of current experiments and conduct more alternative designs. Different plans will possibly have different performance, such as the average throughput and WIP held in the system. Experts are required to ensure the different performance observed are the results of different settings instead of statistical variations so that they can reflect actual differences of the physical systems. In addition to thinking of the system from the points of engineering capacity, experts from various spheres including finance, economics and management should help make some tradeoff from different angles. For example, if the system gives a high yield every time, it can take advantage of economical scale and avoid some setup cost. However, the inventory carrying cost is raised consequently. Thus, higher throughput does not necessarily mean higher profit. The comprehensive analysis is crucial to select the optimal plan. The procedure for optimal design of current plan is shown in Fig. 6.

Procedure for optimal design of current plan
3.3.4 Integration of algorithms and heuristic methods
It is noteworthy that when applying simulation to the layout plan, the designers should make a wise decision when choosing mathematical algorithms and heuristic methods. It is true that mathematical algorithms can better lead to the optimized solution, but it usually takes a long time, especially when the scenario is complex. In contrast, heuristic methods can help obtain a good result much more quickly, which is acceptable and perform better than most solutions. When applying the simulation, our system will first make a forecast on the planning time needed by the implementation of the mathematical algorithm. Given it is within the required time window, the mathematical algorithm will be applied. Otherwise, heuristic methods will be chosen instead. An example on plant layout optimization will be illustrated here to show how to choose from algorithms and heuristics. We will use deterministic numbers here to facilitate our introduction, while for stochastic values, the simulation methods can be applied.
Assuming that there are six manufacturing facilities in total, which are Production Machine A, B and C and Polishing Machine K, L and M. Since A, B and C are producing different parts of the products, the WIP will not flow among these three machines. While, all parts will go through K, L and M after being produced in any of A, B and C. These 6 machines will occupy the sites 1, 2, 3, 4, 5, and 6, all of which are 1 × 1 sq m. The expected quantities of material flow between the production machines and the polishing machines, and that amongst the polishing machines have been estimated as shown in the flow-between charts. Assuming all the material flow are rectilinear movements between centroids, the experts are required to obtain an assignment of facilities to minimize the total cost, or quantity-distance product Table 1.
The first method is to apply the mathematical algorithm to calculate the cost of every specific assignment to obtain the global optimized solution. The model representing the total quantity-distance product should be
Where TC is the total cost, i.e. the quantity-distance product and a is the assignment vector of the 6 machines Table 2.
There should be 6!/2 = 360 kinds of solutions to assign these facilities to the sites. Two example cases will be introduced in detail.
Case 1
For A->1, B->2, C->3, K->4, L->5, M->6, or assignment vector = (1,2,3,4,5,6). Then, the total quantity-distance product for this layout = 0(1) + 0(1) + 7(2) + 10(2) + 5(3) + 0(2) + 9(1) + 6(3) + 6(2) + 4(1) + 8(1) + 9(2) + 4(2) + 3(1) + 6(1) = 135.
Case 2
For A->1, B->2, C->3, K->4, L->6, M->5, or assignment vector = (1,2,3,4,6,5). Then, the total quantity-distance product for this layout = 0(1) + 0(1) + 7(2) + 10(3) + 5(2) + 0(2) + 9(1) + 6(2) + 6(3) + 4(1) + 8(2) + 9(1) + 4(1) + 3(2) + 6(1) = 138.
Similarly, we can obtain the total costs for the remaining 358 assignments, and the minimum result is 135.
The second method is the heuristic one to save time. The whole sites are divided into two parts, i.e. the production session and the polishing session. The production machines are allocated in Site 1, 2 and 3, while the polishing machines are assigned to Site 4, 5 and 6. We will consider the flow within each session individually to confirm the allocation in this department, while ignoring the flow across different sessions. First, we consider the allocation within the production session. Since there is no flow amongst the production machines, we just assign them randomly. We can just assign A to 1, B to 2 and C to 3. Then, we consider the assignment within the polishing session. Assuming a is the assignment vector of the new departments, there should be 3! = 6 kinds of assignments, which are a = (4,5,6), (4,6,5), (5,4,6), (5,6,4), (6,4,5) and (6,5,4).
Case 1
For K->4, L->5, M->6 or assignment vector = (4,5,6), the total quantity-distance product within the polishing machines for this layout = 4(2) + 3(1) + 6(1) = 17.
Similarly, the other 5 cases can be calculated as well, and the optimal layout for polishing machines are a = (4, 6, 5) and the total cost within the polishing department is = 4(1) + 3(2) + 6(1) = 16. Then, we added the cost incurred by the flow amongst the production machines and the polishing machines to obtain the total cost, and the result is 138.
It is true that the first algorithm obtains a better result, i.e. a smaller total cost. However, it can be easily seen that 360 times of calculation are needed for the algorithms, while only 6 times of calculation for the second heuristic method. Obviously, more calculation time and storage space are needed for the algorithm.
In this example, the deterministic weight is used for convenience of calculation, while the weight can be a stochastic value within a certain range following some distribution, in which case simulation is more applicable. Therefore, the experts can set a planning time window first. Given the time needed for algorithms is within the time limit, algorithm is suggested to obtain the global optimum. Otherwise, if the time goes beyond the time limit, heuristic method is recommended to save planning time.
4 Application case
This section presents the implementation of the proposed simulation-based approach, and briefly introduces an application case of the layout design and optimization of a workshop.
4.1 Background
As shown in Fig. 7, an enterprise plans to adopt the workshop layout to distribute 12 sets of lathes, AGV, three-dimensional warehouse and industrial robots to achieve the intelligent manufacturing mode under the framework of industrial 4.0 with the support of Internet of Things and cloud computing technologies (Groover 2007; Tao et al. 2014). At present, there are only two-dimensional layout plans of workshop equipment, but the accurate 3D models of the existing equipment are lacking, which leads to the difficulties in selecting and planning of the robots, AGV and warehouses.

The original layout of the workshop
Therefore, there are almost no reliable guidelines for adjusting the layout of the workshop so that enterprise is not able to correctly evaluate the manufacturing system layout and equipment configuration before the actual production. Due to the lack of three-dimensional dynamic simulation results, enterprises cannot make quantitative evaluation of the discrete manufacturing system. For example, it is not sure whether the systems which have been put into use have an adequate capacity to meet the production requirement in the face of new technology, new products, changes in production planning emergency and equipment maintenance status.
Thus, it is urgent to build a virtual working environment of the whole workshop which can work as an effective inspection tool for the new planning design. Based on the above background, the proposed method is used to simulate and optimize the layout of the workshop and the dynamic performance of the manufacturing system.
4.2 The layout planning of warehouses
4.2.1 The layout of the lathes
In the layout shown in Fig. 8, the width of the inter-device channel and the relative spacing between the two lathes is so small that AGV and industrial robots cannot go through to complete the work. Considering movement space required by the forklift AGV and industrial robots, the adjustment of the location of the machine is needed. After calculation, the forklift AGV flexible steering channel width should not be less than 2.8 m. On this basis, the margin of 0.2 m can be added. The interval between the two sets of vertical machines is adjusted to not less than 3 m. The interval between the relatively-installed two machines is adjusted to not less than 1.73 m, as shown in Fig. 8.

The layout of the workshop after adjustment
4.2.2 The layout of the industrial robots and AGV
The distance between the machine tools is only 1.73 m, so the smaller models of industrial robots are selected. According to the survey, three industrial robots of two series of FANUC can meet the demand. Taking the weight of the workpiece into account, FANUC M-16iB industrial robots are adopted. To load and unload for two machines, an industrial robot is installed between two processing devices. It’s needed to install a total of six industrial robots. The layout is shown in Fig. 9.

The 3D layout of the devices and industrial robots
4.2.3 The path plans of AGV
Forklift AGV path plans are shown in Fig. 10. There is a total of nine stops, among which stop points cp1 to cp6 are docking with the industrial robots. CpIn is the stop point docking with the shelves. CpWait is the waiting area where AGV takes goods from the shelf, and cpOut is the stop point during the downtime of forklift AGV. The operating path of the forklift AGV is a bidirectional reversible path with a turning radius of 1 m.

the path planning of AGV
4.2.4 The 3D plan of the whole warehouse
The 3D digital model of the workshop is shown in Fig. 11, including 12 machine tools, 6 FANUC industrial robots, a forklift AGV, and a shelf. Figure 12 shows the relative position of the industrial robot and the machining tools.

3D digital model of the workshop

machine tools, industrial robots and forklift AGV
4.3 The simulation evaluation of production lines
The layout of the machines, the AGV path planning and the layout of the forklift truck in the workshop are shown in Figs. 9, 10, 11 and 12. On this basis, professionals can simulate the operation of the workshop when they are given the production process and production planning.
4.3.1 Production efficiency
The simulation runs for 12 h, and the output of the cam varies with time is shown in Fig. 13. The output is regarded as one set when completing every pallet with 6 cams in total. Thus, the actual cam output is 6 times the output.

the output of the cams
4.3.2 The average utilization rate of equipment
After 12 h of operation, the average utilization of the equipment is shown in Table 3. It can be obtained from the table that the utilization rate of vertical machining tools is 90% or so, which indicates the production efficiency has been high enough. However, the utilization rate of industrial robots and AGV forklifts are not high in general. Especially the utilization rate of industrial robots was less than 5%, because they are idling for a long time after completing the loading and unloading tasks, due to the longer machining time of Cam 3. Therefore, improving technology and shortening working hours, can not only improve the production efficiency, but also improve the utilization rate of industrial robots and forklift AGV.
4.4 Summary
Based on the simulation-approach, the proposed workshop layout and production line program is evaluated. Through running the workshop simulation for 12 h, the production efficiency, equipment utilization and other statistical information of the small workshop is obtained. In this project, the utilization rate of vertical machining center is about 90%, while the utilization rate of industrial robots and forklift AGV is not high. Especially, the utilization rate of industrial robots is less than 5% due to the long machining time. Therefore, improving the process and shortening the working hours can not only improve the production efficiency of small workshops, but also improve the utilization rate of industrial robots and forklift AGV. Because there are only several devices in this application cast, heuristic methods are not necessary here to save the time.
5 Discussion and limitations
5.1 Discussion
The above case study indicates simulation is of help to test the practicality of the layout. Various information can be integrated into the simulation process. Revision on the digital models becomes easy to operate and shorter time is required. The iterative modification can help the engineers acquire the superior design before construction and the potential errors might occur less frequently in the actual production. The quality of products was also guaranteed. In addition, the possible cost to reform the factory layout afterwards could be reduced substantially as well. However, professional talents and the specialized software are indispensable to perform the simulation and carry out analysis, which will lead to higher labor cost and purchasing cost. The factory is also required to provide training courses to its workers so that they get used to reading the 3D models and working with this system. It is true that the factory has alternative choices to outsource the simulation work to other professional companies. However, in this condition, the factory will face the risk of confidential information leakage. Therefore, a company must make a comprehensive SWOT analysis and compare the advantages and disadvantages to make a wise decision.
5.2 Limitations
Although it has been pointed out that a wise decision between algorithms and heuristic methods is needed and an example has been given, this paper has not suggested the most commonly-used algorithms or heuristic methods and has not discussed how to select from them. What is more, the theoretical feasibilities have been proved, while the approach to set the time limit is not suggested as well. Therefore, more work needs to be done before commercialization. Besides, the paper mainly focuses the simulation in the stage of layout design before construction, while does not well discuss the synchronization problem in the system operation process. It should be better if our system can monitor the operation within the production line in real time and help make adjustment from time to time.
6 Conclusions and future work
In this paper, we proposed a framework of simulation-base plant layout design and an operation procedure for plant simulation. Case study showed that companies can refer to this methodology and follow the above-mentioned framework to achieve the objective of lean design of plant layout. Specifically, the paper suggests one way to judge whether mathematical algorithms or heuristic methods should be used, and the necessity has been proved. It can be speculated that this approach will have instructional significance to a slew of companies when they build or revamp a plant, arrange the facilities or staff and polish up the process flow. However, the available model library and the optimization method are not comprehensive for the time being. It’s suggested the future works make efforts to enrich these contents. And the way to achieve commercialization and synchronization will be discussed in the future work.
References
Alahmari A, Abidi MH, Ahmad A, Darmoul S (2016) Development of a virtual manufacturing assembly simulation system. Adv Mech Eng 8(3):1–13
Automod (2017) http://www.appliedmaterials.com. Accessed 17 Dec 2017
CATIA V6 (2017) https://www.3ds.com/products-services/catia/products/v6/. Accessed 07 Oct 2017
Dasgupta D, Michalewicz Z (2013) Evolutionary algorithms in engineering applications. Springer, Berlin
Ducloux R (2014) Improvement of part or tooling life prediction through simulation of whole manufacturing process. Procedia Eng 81:504–509
Grienitz V, Hausicke M, Goerzel S, Dangelmaier W, Laroque C (2013) Systemic manufacturing process modelling and optimization with integrated simulation. In: A. Klass (ed) Simulation in Produktion Und Logistk 2013, pp 99–108
Groover MP (2007) Fundamentals of modern manufacturing: materials processes, and systems. Wiley, Hoboken
Kia R, Khaksarhaghani F, Javadian N, Tavakkolimoghaddam R (2014) Solving a multi-floor layout design model of a dynamic cellular manufacturing system by an efficient genetic algorithm. J Manuf Syst 33(1):218–232
Lenin N, Siva Kumar M, Islam MN, Ravindran D (2013) Multi-objective optimization in single-row layout design using a genetic algorithm. Int J Adv Manuf Technol 67(5–8):1777–1790
Li GQ, Zhao FQ, Guo C, Teng HF (2006) Parallel hybrid PSO-GA algorithm and its application to layout design. In: International conference on natural computation. Springer, Berlin, Heidelberg, 749–758
Lin MH, Fu LC (2001) A virtual factory based approach to on-line simulation and scheduling for an FMS and a case study. J Intell Manuf 12(3):269–279
Lindskog E, Vallhagen J, Berglund J, Johansson B (2016) Improving lean design of production systems by visualization support. Procedia CIRP 41:602–607
Liu XX, Liu QY, Wang W (2013) Development of virtual simulation in manufacturing industry. In: Applied mechanics and materials. Trans Tech Publ, Switzerland
Molano JIR, Lovelle JMC, Montenegro CE, Granados JJR, Crespo RG (2017) Metamodel for integration of Internet of Things, Social Networks, the Cloud and Industry 4.0. J Ambient Intell Humaniz Comput. https://doi.org/10.1007/s12652-017-0469-5
Mourtzis D, Doukas M, Bernidaki D (2014) Simulation in manufacturing: review and challenges. Procedia CIRP 25:213–229
Mujber TS, Szecsi T, Hashmi MS (2004) Virtual reality applications in manufacturing process simulation. J Mater Process Technol 155:1834–1838
Pahl G, Beitz W, Feldhusen J, Grote KH (2007) Engineering design: a systematic approach. Springer, Berlin
Plant Simulation (2017) https://www.plm.automation.siemens.com. Accessed 07 Oct 2017
Promodel (2016) Simulation Conversations with ProModel. 2016. https://blog.promodel.com. Accessed 07 Oct 2017
Promodel (2017) https://www.promodel.com/Products/ProModel. Accessed 07 Oct 2017
Rong H (2011) Design of automatic block section signalling layout of appling chaos embedded particle swarm optimization algorithm based on skew tent map. Inf Control, Autom Robot 132:785–792 (Lecture Notes in Electrical Engineering book series)
Siano P, Graditi G, Atrigna M, Piccolo A (2013) Designing and testing decision support and energy management systems for smart homes. J Ambient Intell Humaniz Comput 4(6):651–661
Suh NP (2001) Axiomatic design: advances and applications. Oxford University Press, Oxford
Tao F, Qi Q (2017a) New IT driven service-oriented smart manufacturing: framework and characteristics. IEEE Trans Syst Man Cybern Syst. https://doi.org/10.1109/TSMC.2017.2723764
Tao F, Zhang M (2017e) Digital twin shop-floor: a new shop-floor paradigm towards smart manufacturing. IEEE Access 5:20418–20427
Tao F, Zhao D, Hu Y, Zhou Z (2008) Resource service composition and its optimal-selection based on particle swarm optimization in manufacturing grid system. IEEE Trans Industr Inf 4(4):315–327
Tao F, Guo H, Zhang L, Cheng Y (2012) Modelling of combinable relationship-based composition service network and theoretical proof of its scale-free characteristics. Enterp Inf Syst 6(4):373–404
Tao F, Zuo Y, Xu LD, Zhang L (2014) IoT-based intelligent perception and access of manufacturing resource toward cloud manufacturing. IEEE Trans Industr Inf 10(2):1547–1557
Tao F, Cheng JF, Cheng Y, Gu SX, Zheng TY, Yang H (2017b) SDMSim: a manufacturing service supply–demand matching simulator under cloud environment. Robot Comput Integr Manuf 45(6):34–46
Tao F, Cheng J, Qi Q (2017c) IIHub: an industrial internet-of-things hub towards smart manufacturing based on cyber-physical system. IEEE Trans Industr Inf. https://doi.org/10.1109/TII.2017.2759178
Tao F, Cheng J, Qi Q, Zhang M, Zhang H, Sui F (2017d) Digital twin-driven product design, manufacturing and service with big data. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-017-0233-1
Terkaj W, Tolio T, Urgo M (2015) A virtual factory approach for in situ simulation to support production and maintenance planning. CIRP Ann Manuf Technol 64(1):451–454
Ullman DG (2017) The mechanical design process. McGraw-Hill, New York
Yang T, Kuo Y, Su C, Hou C (2015) Lean production system design for fishing net manufacturing using lean principles and simulation optimization. J Manuf Syst 34:66–73
Yap HJ, Taha Z, Dawal SZ, Chang S (2014) Virtual reality based support system for layout planning and programming of an industrial robotic work cell. PloS One 9(10):e109692
Yildiz AR (2013) A new hybrid artificial bee colony algorithm for robust optimal design and manufacturing. Appl Soft Comput 13(5):2906–2912
Zhang ZN, Liu G, Jiang ZC, Chen Y (2015) A cloud-based framework for lean maintenance, repair, and overhaul of complex equipment. J Manuf Sci Eng 137(4):040908
Acknowledgements
This research is partially supported by the Ministry of Industry and Information Technology of the People’s Republic of China (2016ZXFM03002), the Shanghai Academy of Space Technology-Shanghai Jiao Tong University Joint Research Center of Advanced Aerospace Technology (USCAST2016-16) and National Key Technology Support Program (2015BAF18B02). Special thanks to Mr. Weimin Ding for the case study.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhang, Z., Wang, X., Wang, X. et al. A simulation-based approach for plant layout design and production planning. J Ambient Intell Human Comput 10, 1217–1230 (2019). https://doi.org/10.1007/s12652-018-0687-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12652-018-0687-5