
Abstract
This study evaluated the mechanical, thermal, water soak, and rheological properties of mixed plastic waste (MPW) in combination with fibers derived from residual hops bines and coupling agents or dicumyl peroxide (DCP) to form composite materials. Hop bines were pulped to afford individual hop fibers (HF) in 45% yield with 78% carbohydrate content. The MPW comprised mainly of PET, paper, PE and PEVA. Tensile moduli and strength of the formulations ranged between 1.1 and 2.0 GPa and 11 and 14 MPa, respectively. The addition of hops fiber (HF) improved the tensile modulus of the formulations by 40%. Tensile strength was improved by the addition of coupling agents by 11% and this was supported by determining the adhesion factor by dynamic mechanical analysis. However, the addition of DCP resulted in a reduction of tensile properties. The melt properties of the formulations showed shear thinning behavior and followed the power-law model. The water absorption tests for most of the MPW formulations gave an 11% weight gain over 83 d except for the DCP treated composites (14–16%). The fabricated composites can be used in non-structural applications such as (garden trim, siding, pavers, etc.).
Graphical Abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Novelty Statement
The novelty of this article is the utilization of waste streams such as hop bines which were pulped to produce fiber in combination with non-recyclable mixed plastic waste to produce composite materials.
Introduction
The environmental protection agency (EPA) estimated a total of 292.4 million tons of municipal solid waste (MSW) was generated in 2018 in the United States and only 69.1 million tons were recycled. Plastic which is one of the components of MSW account for about 12% of the total generated and only about 273,000 thousand tons were recycled, the rest recovered for energy and is largely landfilled [1]. The environmental impact of plastic waste cannot be understated, the accumulations and presence of plastics in the environment (terrestrial and marine) is largely down to improper disposal and spillage from ship [2]. Plastics come in a variety of types, such as polyethylene (PE), polypropylene (PP), polystyrene (PS), polyethylene terephthalate (PET), plus many others and recycling efforts try to segregate these individual plastics to regain value [3]. However, not all plastics can be recycled and especially mixed plastic wastes (MPW). The collection of plastic packaging (clamshells, pouches, etc.) and single use plastics via various recycling programs has spurred the development of new value-added products like composites through a process known as mechanical or secondary recycling [4]. The past few decades have seen the rise of fiber-reinforced polymer-based materials because of their non-corrosive properties, high strength to weight ratio [4, 5]. A review on polymer composite materials is given by Hsissou et al.[6].
Properties of materials like MPW composite can be improved for better mechanical, rheological, morphological, and thermal performance through the use of coupling agents and crosslinkers [7,8,9,10], and these additives help to bind polymers, improving interactions and compatibility between constituents of a composite. Fibers can also be added into polymers for reinforcement which helps for improved strength, better stress transfer. Recently, natural fibers have been slowly finding their way into composites because of growing ecological, environmental and sustainability awareness, this paradigm shift away from synthetic fibers for reinforcement has resulted to product design and processes that are compatible with the environment [11]. Some natural fibers which have been studied include agave, pine flour [12, 13], hemp fiber [14,15,16], wood flour [17], agricultural fibers [5, 18], hops fiber (HF) [19], and bamboo fiber [20]. The use of natural fiber has a lower tensile strength and moduli when compared to synthetic polymeric fiber, however they often show significant larger elongation which gives better damage tolerance. Other advantages natural fibers possess over synthetic fiber includes but not limited to being inexpensive, recyclable (completely or partially), and biodegradable [4, 5].
Hops bines are stems that climb by wrapping around a rope support and are cut back annually after harvesting the flower and discarded. The discarded bines could be utilized for their fiber. One study has been found that utilized HF in PP composites [19]. HF was generally characterized by its high cellulose content and low crystallinity. The hops composites had relatively low strength and modulus but with elongation higher than that of hemp-based composites [21].
Natural fiber composites are often made by melt processing via extrusion or injection molding into a product. Melt flow (rheology) and thermal characteristics of these composites will aid in establishing suitable processing parameters [22]. The rheological properties of composites [23] and wood plastic composites (WPC) [24] have been recently reviewed. Dynamic rheological testing is often favored due to a reduced composite breakage due to low frequency applied during the experiment [18] and capillary rheometer due to its simplicity, ease to fill with regards to high viscous melt when processed at high temperature and having similar shear rate and flow geometry found in processes such as extrusion and injection molding [18, 25].
The aim of this study is to utilize mixed plastic waste in composite materials. The MPW was compounded in combination with pulped hops fiber and coupling agents to form extruded composite materials. The rheological, thermal, physical, and mechanical properties of the various composite materials were determined and compared.
Material and Methods
Materials
The MPW containing paper fiber was provided as shredded material (around 25 mm) by Convergen Energy (Green Bay, WI). Glycidyl methacrylate polyolefin (GMPE, Graftabond ECO-RG 00130C) and maleated polyolefin (MAPE, Graftabond ECO-RM 00325C) were provided by Savanture LLC (Mt. Pleasant, MI). Dicumyl peroxide (DCP, 98% purity) and PEVA (12% vinyl acetate content) were purchased from Sigma-Aldrich. Recycled LDPE (Advanced Environmental Recycling Technologies) and PP copolymer (Dow 6D83K) were provided by Dr. Karl Englund (Washington State University). Hop (Humulus lupulus) bines (supplementary material Fig. S1) were sourced from Yakima Chief Ranches (Yakima, WA). The dried hop bines (~ 15 cm long pieces, 450 g × 3 batches) were boiled in 2% NaOH (97% purity, 15 L) for 2 h, cooled to room temperature and washed with water until neutral [26]. The softened hop bines were then treated with 1% sodium hypochlorite (bleach, 6% concentration) solution (15 L) for 5–6 days with occasional stirring to remove lignin, washed extensively with water to form a white pulp, defibrated using a food processor, dried and yield recorded [27]. The dried HF was Wiley milled to pass through a 6 mm screen.
Hops Fiber Lignin and Carbohydrate Analysis
Total lignin content was determined, in duplicate, using the acetyl bromide method [28]. Oven-dry HF (5 mg) was incubated with acetyl bromide (25% w/w, in acetic acid, 5 mL) together with perchloric acid (0.2 mL, 70%) at 70 °C for 60 min in sealed tubes. The solutions were made up to 100 mL containing 2 M NaOH (10 mL) and acetic acid (25 mL). Absorbance at 280 nm was measured (Genesys 50, ThermoScientific) and lignin content determined using an absorptivity of lignin of 20.09 L g−1 cm−1. Total carbohydrate content was determined, in duplicate, using a modified phenol–sulfuric acid colorimetric method [29]. Oven-dried HF (10 mg) and cellulose standard (Sigmacell type 101, 2 to 10 mg) were incubated in sulfuric acid (100 µL, 77%) and then aqueous phenol solution (1 mL, 5%) and subsequently concentrated sulfuric acid (5 mL) were added. Absorbance at 490 nm was measured (Genesys 50, ThermoScientific). Light microscopy (Olympus BX51) was used to examine HF in brightfield mode at ×100 magnification.
Compounding
The shredded MPW (6 kg) was manually fed into a co-rotating twin screw extruder (Leistritz, 18 mm Ø, L/D ratio of 40, 200 rpm, barrel temperature zones 160 °C, die temperature 150 °C, 4.7 kW motor) to form an extruded rod [30]. The extruded rod (9 mm OD) was milled with a plastic granulator equipped with a 6 mm sized screen (Sterling BP608, New Berlin, WI, USA). To produce a homogeneous material, the milled extruded MPW was extruded a second time, fed using a K-Tron weight loss feeder (1 kg/h), to form a uniform rod, then re-granulated, as described above. The twice extruded MPW granules was subsequently blended with either MAPE (2%), GMPE (2%), DCP (0.5%), HF (10%), MAPE (2%) plus HF (10%), GMPE (2%) plus HF (10%), or DCP (0.5%) plus HF (10%) in 700 g (total) batches (supplementary material Table S1). For the DCP containing formulations, DCP (14 g) was dissolved in acetone (100 mL) and sprayed on MPW with continuous mixing in a Kitchen-Aid mixer, air dried overnight, and then vacuum dried for 24 h at 40 °C [31]. The various blended formulations and MPW control were fed into the extruder using a mass loss feeder (K-Tron) at 0.5 kg/h to form a ribbon (3.5 mm × 50 mm).
Fourier-Transform Infrared Spectroscopy (FTIR)
FTIR spectra of 100 randomly selected shredded MPW samples were acquired on a Nicolet iS5 spectrometer (Thermo-Scientific, Madison, WI, USA) using an attenuated total reflectance (iD5, ZnSe) accessory. Data was analyzed using OMNIC v9.8 software.
Thermal Analysis
Thermomechanical analysis (TMA) was performed on a PerkinElmer TMA-7 instrument (Shelton, CT, USA) to determine the softening temperature (Ts) of composite samples (2 × 1.5 × 1 mm3) under nitrogen (20 mL/min), with 10 mN force applied using a penetration probe from -30 to 300 °C at 5 °C/min. Dynamical mechanical analysis (DMA) was performed, in duplicate, on rectangular specimens (3 × 5 × 20 mm3) using a 3-point bending fixture using a 15 mm span, on a Perkin Elmer DMA-7 instrument at a frequency of 1 Hz, 0.2% strain, and from − 50 to 150 °C at 3 °C/min. Data was analyzed with Pyris v13 software. Differential scanning calorimetry (DSC) was performed on composite samples (5 mg), in duplicate, using a Q200 DSC (TA instruments, New Caste, DE, USA) from 40 °C (3 min) and ramped to 300 °C (3 min) at 10 °C/min, then cooled to -50 °C (3 min) at -10 °C/min and reheated to 300 °C at 10 °C/min.
Crystallinity of the polymers (Xc) was calculated using Eq. 1 where, ΔHm is the melting enthalpy derived from the area under the peak, Wf is the weight fraction of the polymer in the formulation and ΔH0 is the enthalpy of fusion of the polymers (PP (207 J/g), HDPE (293 J/g), PET (140 J/g) and polyethylene vinyl acetate (PEVA, 293 J/g)).
Rheology
Dynamic rheology experiments were performed using a Bohlin CVO 100 N rheometer (East Brunswick, NJ, USA) equipped with an extended temperature unit with 25 mm Ø serrated parallel plates at 190 °C, 0.2% strain, and from 0.01 Hz to 100 Hz. Complex viscosity (η*), elastic modulus (G’), tan δ and viscous modulus (G”) were measured. High shear viscosity measurements were determined using a capillary rheometer (Instron Model 3213, Norwood, MA, USA) connected to an Instron 5500R-1137 universal testing machine (44 kN load cell) at 190 °C at cross head speeds of 0.6, 2, 6, 20, 60 and 100 mm/min with a barrel diameter of 9.5504 mm, and data acquired using the BlueHill v3 software. The dies were 14 and 27 mm long with a diameter of 1.4 mm and an entrance angle of 70°. Samples (8 g) were loaded in the barrel and thermally equilibrated for 10 min prior to testing. Each sample was run in triplicate. Since the L/D ratio was < 200, a Bagley correction was used to correct for the effect of drop in pressure during measurement [32].
Tensile Testing
Tensile dog-bone specimens (ASTM D638 type I) of LDPE, PP and MPW formulations were prepared by injection molding (Yuh-Dak Machinery Co. model Y310, 15-ton clamp) with a barrel and nozzle temperatures of 210 and 215 °C, respectively. The various MPW and plastic samples (8 replicates) were tensile tested on an Instron 5500R-1132 universal testing machine (Norwood, MA, USA) equipped with a 5 kN load cell and extensometer (model 3542, Epsilon Technology Corp) with a cross head speed of 5 mm/min according to the ASTM D638. Data was analyzed using Bluehill v3 Instron software to provide tensile strength, Young’s modulus and energy at maximum tensile strength (EMTS) values. EMTS was calculated by integrating the stress–strain curve up to the maximum tensile strength.
Water Soak Test
Weight gain of composite samples (25 mm Ø × 3 mm), in triplicate, were soaked continuously in a water bath for 83 d at room temperature. The diffusivity (Df) was calculated using Eq. 2.
where Mf is Max moisture content at the end, h is sample thickness in meters, M/√ t is the initial slope from the plot MC vs √t [32].
Results and Discussion
Hops Fiber (HF)
Hops bines had an original lignin content of 50% and this high content could be attributed to flavonoids [33], protein [34] and ash components in the bines. The hops bines were subjected to sodium hydroxide and bleaching treatments to afford a HF pulp (45 ± 3% yield). The HF pulp contained loose fibers and were white in color. The HF pulp had a lignin and total carbohydrate contents of 12.4 ± 0.5% and 78.3 ± 1.7%, respectively. Reddy and Yang reported lower lignin and higher cellulose values of extracted HF at 6 and 84%, respectively [21]. Furthermore, these discrepancies are likely due to the harsher fiber extractions methods used (nitric and chromic acid) by Reddy and Yang [21]. Light microscopy of the HF showed that the fiber diameter was between 15 and 30 µm and fiber length was > 1.5 mm which was the field of view (supplementary material Fig. S1).
Mixed Plastic Waste Analysis and Compounding
The loose shredded MPW (supplementary material Fig. S2) was compounded by twin screw extrusion, granulated, and re-extruded to obtain a homogeneous extruded material. An initial extrusion temperature of 200 °C was used, however severe degradation was observed as darkening/burning and out-gassing of the extrudate possibly due to the presence of cellulose/paper in the mixture. Therefore, a lower extrusion temperature of 160 °C was used to minimize degradation and this is commonly used for HDPE based WPC [32]. This extruded MPW material was then blended with either MAPE, GMPE and DCP, and with and without HF and extruded into composite ribbons.
The shredded MPW feedstock was analyzed by FTIR spectroscopy on 100 random pieces and shown to comprise (frequency basis) mainly of PET (31%), paper/cellulose (29%), PE (26%), PEVA (10%), PP (3%) and nylon (1%). FTIR spectra of the MPW are shown in supplementary material Fig. S3. A similar mix of plastics has been observed in a study by Xu et al. [30].
The extruded MPW was also analyzed by FTIR spectroscopy (Fig. S4) and an O–H stretching band was observed at the 3296 cm−1 which indicates the presence of a hydroxyl group of cellulosic material. The prominent C-H stretching vibrations at 2915 and 2848 cm−1 attributed to the methylene (–CH2–) family [30, 35]. Bands at 1464, 1376 and 1161 cm−1 were assigned to C–H stretching bands of –CH2, –CH3 and CH groups, respectively and distinctive of propylene [36]. The presence of PEVA was also confirmed by the presence of absorption bands at 1464, 1019, and 719 cm−1 with reference to a PEVA standard. The existence of carbonyl groups (C=O) represented by bands between 1700 and 1750 cm−1 indicates the presence of ester and amide which are assigned to PET and/or PEVA and nylon, respectively [37].
Thermal Analysis
The thermal properties of the MPW formulations were determined by a combination DSC and TMA. DSC analysis of the extruded MPW was performed (Fig. 1) and four distinct melting points (Tm) were observed at 100, 121, 163, and 242 °C and were assigned to PEVA, HDPE, PP and PET, respectively. In the cooling cycle, 4 crystallization (Tc) peaks were observed at 83, 95, 108 and 191 °C with Xc of 28% for PEVA, 9.3% for PE, 63% for PP and 6.0% for PET which were all derived from the Tm. The softening temperature (Ts), by TMA, of the MPW composite was 116 °C (Fig. 2a). Table 1 shows the data from the TMA, DSC and Xc analysis for the various MPW formulations.

DSC thermograms showing: a cooling and b heating cycle of MPW formulations with MAPE, GMPE and DCP and c cooling and d heating cycles of MPW formulations with HF and MAPE, GMPE and DCP

TMA thermograms of the various MPW formulations: a without HF and b with HF
The addition of coupling agents, MAPE and GMPE, to MPW didn’t change the Tm (98 °C, 121 °C, 162 °C, and 239 °C) of the plastics in the matrix [38]. There was a decrease in Xc for all peaks except that assigned to PP and this phenomenon was also observed by Perez-Fonseca et al. [13]. Coupled MPW formulations were also observed to have a 1–3 °C increase in Tc as seen in Fig. 1 and Table 1. This increase might be due to branching of MAPE, GMPE and good distribution in the matrix [39]. The Ts (by TMA) were slightly reduced to 115 °C (MAPE) and 114 °C (GMPE) (Fig. 2a).
Gloor et al. have shown that DCP modification of polyolefins results in long chain branching for PE while for PP chain scission occurs [40]. DCP was added to MPW to obtain long chain branching in the material since there is 26% PE present. DSC analysis showed similar Tm’s for the four Tm’s at 110 °C, 120 °C, 161 °C and 235 °C. The HDPE peak at 120 °C showed a noticeable decrease in intensity and was broadened. Tc peaks were observed at 83, 99, 108, and 184 °C. The PET assigned peak (184 °C) decreased in temperature compared to that found in MPW control. The Xc decreased for PE, PP and PET while for PEVA showed a significant increase which could be attributed to crosslinking [38] and this Xc decrease invariably can decrease the mechanical properties [41]. In general, the Xc of HDPE in the mix was lowered after the addition of coupling agents and DCP which might indicate the compatibilization between components as seen by Lei et el. [12]. TMA showed two Ts’s at 105 °C and 158 °C (Fig. 2).
The addition of hops fibers to MPW did not change the Ts (TMA) and Tm (DSC) of the formulations. However, there was a slight decrease in Xc which might be attributed to an increase in high surface area of fiber which spurred faster crystallization [39].
Rheology
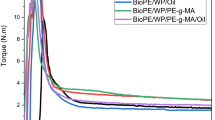
The melt flow characteristics of the MPW composites were carried out by both dynamic and capillary rheometry. Initial studies on the effect of shear rate on the composite melts at 190 °C were performed on a dynamic rheometer. The rheological data obtained shows (Fig. 3) a general trend of decreased complex viscosity (η*) with an increase in shear rate (frequency) which indicates a shear thinning behavior [32, 42]. A reduction in viscosity at high shear rates is due to disentanglement and less molecular interactions among polymer chains [24]. To assess the shear thinning behavior quantitatively, the rheological data (η*) were fitted to the Power–law model. A modified Power-law model was obtained by exchanging the steady shear terms with dynamic viscosity terms in Eq. 3.
where K is the consistency coefficient and n is the non-Newtonian or flow behavior index. The power law model equations and parameters, η* at 1, 25 and 60 Hz are presented in Table 2. Since the parameter n for the samples ranged between 0.098 and 0.237 this is consistent with pseudo-plastic material. The goodness of fit for the models R2 was ≥ 0.990. For comparisons, MPW showed a complex viscosity of 39.5 kPa.s at 1 Hz and this was higher than values reported on compounded waste plastic (8.2 kPa.s) [30], recycled HDPE (3.2 kPa.s) and PP (0.39 kPa.s) at the same frequency [32]. This might be due to the low polymer degradation that possibly occurred during extrusion at 160 °C unlike much higher degradation for the waste plastic, recycled HDPE and PP [43]. Furthermore, the presence of fiber (paper/cardboard) in the MPW formulation contributed to an increase in η*. The addition of coupling agents (MAPE and GMPE) decreased the η* (at 1 Hz) to 31.6 and 36.1 kPa.s, respectively. The addition of DCP to MPW was shown to increase η* (at 1 Hz) to 67.6 kPa.s by long-chain branching and grafting to cellulose thus limiting polymer movement as observed in cellulose-PE composites by Sapieha et al. [44]. Gu et al. showed that the weight average molar mass (Mw) and polydispersity index increased while the number average molar mass (Mn) decreased for HDPE and when modified with DCP and more degradation occurred with 5% PP addition [45].

Plot of complex viscosity (η*) versus frequency of the various MPW formulations
The addition of 10% hops fibers increased η* of MPWHF by nearly twofold to 74.5 kPa.s (at 1 Hz). With the HF, a drop in η* occurred in the MPW melt with the addition of MAPE (62.7 kPa.s), while an increase was observed with GMPE addition (76.2 kPa.s). An increase in η* with fiber addition is likely due to an increased network formation and interaction in the melt with an increase in fiber content [46]. The addition of DCP to MPWHF showed the highest change in η* and likely due long-chain branching and/or grafting of the plastic matrix to the fibers thus restraining movement of the melt [44, 47]. The flow curves for all the MPW formulations behaved following a power law model fit (Table 2).
Capillary rheological measurements were also performed to obtain flow curves (viscosity vs. shear rate) at higher shear rates. Following the ASTM D3835 standard method, Bagley and Weissenberg-Rabinowitsch corrections were applied from results obtained using two die lengths [32, 48]. Figure 4 below shows a plot of the true shear viscosity vs. shear rate. Shear viscosity values for all formulations were within 103–104 Pa.s, which saw a gradual decrease as true shear rate increased due to shear thinning of polymer which arises as polymer chains disentangles during flow and the degree of disentanglement is shear rate dependent [32]. Quantitative shear thinning behavior was obtained from true rheological data fitted to the Power–law model and the data is given in Table 3. Since the parameter n for the samples ranged between 0.389 and 0.655 this is consistent with a pseudo-plastic material. The goodness of fit for the models R2 was ≥ 0.971. The addition of coupling agents increased the viscosity of the MPW (by improved interactions) as this contrasted the dynamic rheological measurements and cannot be explained. While the addition of DCP decreased viscosity. The results from the capillary measurements (lower viscosity) contrasted with the dynamic rheological measurements for addition of DCP to MPW. This may be attributed to chain scission [40] in the various plastic components lowering true shear viscosity due to the longer experiment time with the capillary measurements. The addition of HF to MPW increased the viscosity of the melt by 32%. A slight increase was also observed when coupling agents were added (MAPE and GMPE) to the MPWHF formulation as observed in the literature [32]. The addition of DCP to the MPWHF formulation resulted in an unexpected slight reduction in viscosity. The decrease in viscosity values could be attributed to chain scission in the various plastic components during the extended time of testing at 190 °C. The shear viscosity values obtained from the capillary rheometer were much lower than η* obtained from the dynamic rheometer (106–107 Pa.s) and this phenomena was also observed by Mazzanti et el. [17] on PP-wood composites. These results show that the DCP cross-linked MPW can be further processed such as injection molding.

Flow curves of a MPW formulations with-out HF and b MPW formulations with HF showing true shear viscosity vs true shear rate
Viscoelastic Properties
The viscoelastic properties (storage modulus (E′), tan δ, and adhesion factor (A)) of the composites were determined by DMA. Thermograms of E′ for the various formulations are shown in Fig. 5. E′ was shown to decrease with temperature. The E′ for MPW at 30 °C was 1.2 GPa (Table 4). The addition of MAPE and GMPE slightly reduced E′ at 30 °C however, below 16 °C E′ was higher for GMPE added MPW. The addition of DCP to PE is expected to generate long chain branching [40], however, the addition of DCP to MPW lowered E′ by 17% and this can be attributed to polymer chain scission which likely further reduced its resistance to deformation [49]. For the MPW with additive, E’ was shown to dramatically decrease with temperature relative to the MPW and this phenomenon cannot be explained.

DMA thermogram of formulations showing storage modulus (E’) vs Temperature
An increase in E′ following HF addition was expected and this reinforcement phenomenon has been previously observed in WPC [8, 32]. However, the addition of HF to MPW slightly increased E′. When coupling agents were introduced MPWHF, E′ increased by about 7% to 1.30 and 1.26 GPa (at 30 °C) for MAPE and GMPE, respectively. This increase can be attributed to better fiber-polymer matrix interaction which reduced mobility and led to better energy transfer as bending took place and thanks in part to the coupling agents MAPE and GMPE [50]. The addition of DCP to MPWHF did not significantly change E′.
The effect of additives on the MPW composites was evaluated using the adhesion factor (A) determined from tan δ data [20] at 10 °C and 30 °C (Table 4) using Eq. 4:
where c and m subscripts denote the composite and MPW matrix, and Vf is the additive/hops fiber volume fraction. A low A value shows a high degree of interaction (or adhesion) between the phases [20]. The addition DCP had a weaker interaction (A of 0.63 at 10 °C) than MAPE and GMPE addition to MPW (A of 0.444 at 10 °C). The addition of HF to MPW resulted in moderate interaction with A of 0.343 at 10 °C. The addition of MAPE, GMPE and DCP to MPW with HF resulted in improved interfacial interaction with lower A values of 0.139, 0.099 and 0.180, respectively. A similar trend was observed for the MPW formulations at 30 °C. These A values are comparable to those of bamboo fiber composites [20].
Tensile Properties
The tensile properties (strength, Young’s modulus, EMTS and density) of the injection molded MPW formulations are given in Table 5. Composite composition (additives and fiber) greatly influenced the properties and thus its useasbility and application [51, 52]. The tensile strength of MPW was 11.9 MPa which is higher than that obtained by Sardot et al. for plastic waste 8.7 MPa [53] but lower than recycled LDPE (15.3 MPa) and PP copolymer (25.6 MPa). The addition of MAPE and DCP did not change MPW tensile strength and this was observed by Sardot et al. on plastic waste with 3% MAPE [53]. GMPE addition resulted in a significant increase (11%) in tensile strength. It was expected that coupling agents and DCP would improve the adhesion and interaction in the MPW [49, 54]. Sapieha et al. observed a twofold increase in strength with the addition of 0.2% DCP to 30% cellulose—PE composites [44]. The addition of 10% HF to the MPW formulations improved its tensile strength by 8% which was further increased with addition of MAPE (Table 5). Zou et al. obtained a tensile strength between 2 and 6 MPa for various HF types at 60% loading in PP composites [19]. Xu et al. showed an 30% improvement in the flexural strength of MPW with the addition of 25% fiber [30]. While, Sardot and coworkers did not see an improvement in tensile strength with the addition of wood fibers and MAPE to plastic waste [53].
The Young’s modulus of MPW was 1,405 MPa (Table 5) and was higher than that of recycled LDPE (612 MPa), PP copolymer (1034 MPa) and waste plastic [53]. The addition of coupling agents and DCP gave a significant decrease in Young’s moduli. While the addition of 10% HF to MPW significantly increased its Young’s modulus by 40% while Sardot et al. observed a 60% increase in modulus for MPW with addition of 30% wood fiber [53]. Xu et al. showed a twofold increase in flexural modulus of MPW with 25% fiber addition [30]. Zou et al. obtained a tensile modulus between 400 and 800 MPa from various HF types in PP composites [19]. This improvement in modulus by adding reinforcing fibers has also been observed in WPC [20, 55] and was expected [56] as the fiber contribute to better stress transfer. The addition of coupling agent (MAPE and GMPE) to MPWHF formulation significantly decreased the Young’s moduli and was counter to what was expected. DCP addition resulted in a 22% decrease in modulus for MPWHF and again this could be attributed to plastic chain scission rather than cross-linking at the higher loadings of DCP used (0.5%) [31]. It was observed also that the mechanism of failure changed from ductile to brittle failure possibly due to the high DCP content [57], and a similar drop in tensile strength of composite coupled with 0.2% DCP was observed by Gu and Kokta [58]. While Sapieha et al. observed an 20% increase in modulus in cellulose-PE composites with low concentrations (0.02%) of DCP which supports long charin branching and grafting [44].
EMTS, a measure of a materials toughness, was 0.37 J for the MPW and was shown to significantly increase (65–92%) with the addition of coupling agents (MAPE and GMPE) and DCP (Table 5). The addition of HF to MPW did not improve EMTS. Also, the addition of coupling agents and DCP to MPWHF did not improve the EMTS. In general, HF in the composites created stress points for crack propagation and thus resulted in lower tensile strength and EMTS values [59,60,61]. HF reinforcement improved the stiffness of the MPW formulations as observed with other natural fiber composites [62]. The slight increase in tensile strength of the MPWHF than MPW formulations is likely due to cellulosic content [21, 63].
Water Absorption Tests
Water soak tests was carried out to determine the water absorption behavior of the various MPW formulations with respect to time based on Fick’s diffusion behavior [32] as shown in Fig. 6 and Table 6. In general, a positive relationship between fiber content and WA was observed. At day 83, the WA of MPW was 11%, and the introduction of MAPE and GMPE did not significantly change WA values. Coupling agents generally retard WA in plastics and MPW [64]. The addition of DCP to MPW resulted in a significant 50% increase in water uptake relative to MPW after 83 d and this may be attributed to the DCP free radical initiator generating polar groups by oxidation thus making the material more hydrophilic [65].

Water soak of MPW formulations with respect to time: a without HF and b with HF
The addition of HF to MPW did not significantly change the WA either. Addition of coupling agents unexpectedly did not change the WA values significantly [66, 67]. MPWHF with DCP composite had a significantly lower WA than MPW + DCP. The formulation without HF has a higher diffusion coefficient and are expected to consume less water following equal amount of exposure with the hops fiber reinforced counterpart because the former having higher diffusion coefficient will require just a short time to reach equilibrium absorption [68].
Conclusion
Waste hop bines were successfully pulped into hop fiber (HF) using a 2-step process. This new fiber source from waste bines could be harnessed by hop growers as a coproduct rather than being disposed of. Non-recyclable mixed plastic waste (MPW), generally landfilled, was successfully compounded into an extruded composite product. The properties of the extruded MPW were modified by the use of additives (such as coupling agents, free radical initiator DCP, and HF) was investigated. Coupling agents improved the strength of the composites slightly by improved interfacial adhesion. The addition of HF improved the tensile modulus of the MPW composite, with no reduction in strength, and were comparable to other natural fiber composites. The use of 0.5% DCP gave a decrease in tensile and water soak performance and possibly due to oxidation and chain scission. This could be overcome by the use of a lower concentration of DCP (0.02–0.1%) for long-chain branching reactions rather than scission. The fabricated composites utilized waste feedstocks (MPW and hop bines) to produce sustainable materials which can be used in non-structural applications (garden trim, siding, etc.). Additional work is required to further enhance the performance of these materials by (i) process optimization, (ii) formulation, and assess (iii) their in-use performance, such as weathering.
Data Availability
Data will be available on reasonable request.
References
“National Overview: Facts and Figures on Materials, Wastes and Recycling | Facts and Figures about Materials, Waste and Recycling | US EPA.” https://www.epa.gov/facts-and-figures-about-materials-waste-and-recycling/national-overview-facts-and-figures-materials. Accessed 22 Feb 2021.
Sigler, M.: The effects of plastic pollution on aquatic wildlife: current situations and future solutions. Water Air Soil Pollut (2014). https://doi.org/10.1007/s11270-014-2184-6
Kolapkar, S.S., Zinchik, S., Xu, Z., McDonald, A.G., Bar-Ziv, E.: Integration of thermal treatment and extrusion by compounding for processing various wastes for energy applications. Energy Fuels 35(15), 12227–12236 (2021). https://doi.org/10.1021/acs.energyfuels.1c01836
Jayaraman, K., Bhattacharyya, D.: Mechanical performance of woodfibre-waste plastic composite materials. Resour. Conserv. Recycl. 41(4), 307–319 (2004). https://doi.org/10.1016/j.resconrec.2003.12.001
Badrinath, R., Senthilvelan, T.: Comparative investigation on mechanical properties of banana and sisal reinforced polymer based composites. Procedia Mater. Sci. 5, 2263–2272 (2014). https://doi.org/10.1016/j.mspro.2014.07.444
Hsissou, R., Seghiri, R., Benzekri, Z., Hilali, M., Rafik, M., Elharfi, A.: Polymer composite materials: a comprehensive review. Compos. Struct. 262, 113640 (2021). https://doi.org/10.1016/J.COMPSTRUCT.2021.113640
Aljnaid, M., Banat, R.: Effect of coupling agents on the olive pomace-filled polypropylene composite. E-Polymers 21(1), 377–390 (2021). https://doi.org/10.1515/EPOLY-2021-0038/ASSET/GRAPHIC/J_EPOLY-2021-0038_FIG_011.JPG
Mohanty, S., Verma, S.K., Nayak, S.K.: Dynamic mechanical and thermal properties of MAPE treated jute/HDPE composites. Compos. Sci. Technol. 66(3–4), 538–547 (2006). https://doi.org/10.1016/j.compscitech.2005.06.014
Gu, J., Xu, H., Wu, C.: Thermal and crystallization properties of HDPE and HDPE/PP blends modified with DCP. Adv. Polym. Technol. 33(1), 1–5 (2014). https://doi.org/10.1002/adv.21384
Lee S. -Y., Kang I. -A., Park B. -S., Doh G. -H., and Park B. -D., “Effects of Filler and Coupling Agent on the Properties of Bamboo Fiber-Reinforced Polypropylene Composites:,” http://dx.doi.org/https://doi.org/10.1177/0731684408094070, vol. 28, no. 21, pp. 2589–2604, Sep. 2008, doi: https://doi.org/10.1177/0731684408094070.
Alkbir, M.F.M., Sapuan, S.M., Nuraini, A.A., Ishak, M.R.: Fibre properties and crashworthiness parameters of natural fibre-reinforced composite structure: a literature review. Compos. Struct. 148, 59–73 (2016). https://doi.org/10.1016/J.COMPSTRUCT.2016.01.098
Lei, Y., Wu, Q.: Wood plastic composites based on microfibrillar blends of high density polyethylene/poly(ethylene terephthalate). Biores. Technol. 101, 3665–3671 (2010). https://doi.org/10.1016/j.biortech.2009.12.069
Pérez-Fonseca, A.A., Robledo-Ortíz, J.R., Moscoso-Sánchez, F.J., Fuentes-Talavera, F.J., Rodrigue, D., González-Núñez, R.: Self-hybridization and coupling agent effect on the properties of natural Fiber/HDPE composites. J. Polym. Environ. 23(1), 126–136 (2015). https://doi.org/10.1007/s10924-014-0706-3
Shahzad, A.: Hemp fiber and its composites-a review. https://doi.org/10.1177/0021998311413623.
Musio, S., Müssig, J., Amaducci, S.: Optimizing hemp fiber production for high performance composite applications. Front. Plant Sci. 9, 1702 (2018). https://doi.org/10.3389/FPLS.2018.01702
Shah, N., Fehrenbach, J., Ulven, C.A.: Hybridization of hemp fiber and recycled-carbon fiber in polypropylene composites. Sustainability (2019). https://doi.org/10.3390/su11113163
Mazzanti, V., Mollica, F., el Kissi, N.: Rheological and mechanical characterization of polypropylene-based wood plastic composites. Polym. Compos. 37(12), 3460–3473 (2016). https://doi.org/10.1002/pc.23546
Ogah, A.O., Afiukwa, J.N., Nduji, A.A.: Characterization and comparison of rheological properties of agro fiber filled high-density polyethylene bio-composites. Open J. Polym. Chem. 04(01), 12–19 (2014). https://doi.org/10.4236/ojpchem.2014.41002
Zou, Y., Reddy, N., Yang, Y.: Using hop bines as reinforcements for lightweight polypropylene composites. J. Appl. Polym. Sci. 116(4), 2366–2373 (2010). https://doi.org/10.1002/APP.31770
Adefisan, O.O., McDonald, A.G.: Evaluation of the strength, sorption and thermal properties of bamboo plastic composites. Maderas 21(1), 3–14 (2019). https://doi.org/10.4067/S0718-221X2019005000101
Reddy, N., Yang, Y.: Properties of natural cellulose fibers from hop stems. Carbohydr. Polym. 77(4), 898–902 (2009). https://doi.org/10.1016/j.carbpol.2009.03.013
Ariff, Z.M., Ariffin, A., Rahim, N.A.A., Jikan, S.S.: Rheological behaviour of polypropylene through extrusion and capillary rheometry. InTech, pp. 29–48, 2012, [Online]. https://www.intechopen.com/books/polypropylene/rheological-behaviour-of-polypropylene-through-extrusion-and-capillary-rheometry
Hsissou, R., Bekhta, A., Dagdag, O., el Bachiri, A., Rafik, M., Elharfi, A.: Rheological properties of composite polymers and hybrid nanocomposites. Heliyon 6(6), e04187 (2020). https://doi.org/10.1016/J.HELIYON.2020.E04187
Mazzanti, V., Mollica, F.: A review of wood polymer composites rheology and its implications for processing. Polymers 12, 2304 (2020). https://doi.org/10.3390/POLYM12102304
Shevelko, V.P.: Polymer and composite rheology, second edition. IEEE Electr. Insul. Mag. 17(2), 68 (2001). https://doi.org/10.1109/MEI.2001.917553
Amaducci, S., Müssig, J., Zatta, A., Venturi, G.: An innovative production system for hemp fibre for textile destinations : from laboratory results to industrial validation. In: International Conference on Flax and Other Bast Plants, pp. 104–117 (2008).
Aurelia, C., Murdiati, A.S., Ningrum, A.: Effect of sodium hydroxide and sodium hypochlorite on the physicochemical characteristics of jack bean skin (Canavalia ensiformis). Pak. J. Nutr. 18(2), 193–200 (2019). https://doi.org/10.3923/pjn.2019.193.200
Iiyama, K., Wallis, A.F.A.: An improved acetyl bromide procedure for determining lignin in woods and wood pulps. Wood Sci. Technol. 22(3), 271–280 (1988). https://doi.org/10.1007/BF00386022
Green, T.R., Popa, R.: A simple assay for monitoring cellulose in paper-spiked soil. J. Polym. Environ. 18(4), 634–637 (2010). https://doi.org/10.1007/s10924-010-0239-3
Xu, Z., et al.: Bypassing energy barriers in fiber-polymer torrefaction. Front. Energy Res. (2021). https://doi.org/10.3389/fenrg.2021.643371
Rodi, E.G., Langlois, V., Renard, E., Sansalone, V., Lemaire, T.: Biocomposites based on poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBHV) and Miscanthus giganteus fibers with improved fiber/matrix interface. Polymers (2018). https://doi.org/10.3390/polym10050509
Orji, B.O., McDonald, A.G.: Evaluation of the mechanical, thermal and rheological properties of recycled polyolefins rice-hull composites. Materials (2020). https://doi.org/10.3390/ma13030667
Kunej, U., Mikulič-Petkovšek, M., Radišek, S., Štajner, N.: Changes in the phenolic compounds of hop (Humulus lupulus l.) induced by infection with verticillium nonalfalfae, the causal agent of hop verticillium wilt. Plants 9(7), 1–16 (2020). https://doi.org/10.3390/plants9070841
Detmann, E., de Oliveira Franco, M., Gomes, D.Í., Barbosa, M.M., de Campos Valadares Filho, S.: Notas Científicas: Protein contamination on klason lignin contents in tropical grasses and legumes. Pesquisa Agropecuaria Brasileira 49(12), 994–997 (2014). https://doi.org/10.1590/S0100-204X2014001200010.
Chércoles Asensio, R., San Andrés Moya, M., de La Roja, J.M., Gómez, M.: Analytical characterization of polymers used in conservation and restoration by ATR-FTIR spectroscopy. Anal. Bioanal. Chem. 395(7), 2081–2096 (2009). https://doi.org/10.1007/s00216-009-3201-2
Jung, M.R., et al.: Validation of ATR FT-IR to identify polymers of plastic marine debris, including those ingested by marine organisms. (2018). https://doi.org/10.1016/j.marpolbul.2017.12.061.
Mayo, D.W., Miller, F.A., Hannah, R.W.: Course Notes on the Interpretation of Infrared and Raman Spectra. Wiley, Hoboken (2004). https://doi.org/10.1002/0471690082
Ahmad, E.E.M., Luyt, A.S.: Effects of organic peroxide and polymer chain structure on morphology and thermal properties of sisal fibre reinforced polyethylene composites. Composite A 43(4), 703–710 (2012). https://doi.org/10.1016/j.compositesa.2011.12.011
Ndiaye, D., Tidjani, A.: Effects of coupling agents on thermal behavior and mechanical properties of wood flour/polypropylene composites. J Compos Mater 46(24), 3067–3075 (2012). https://doi.org/10.1177/0021998311435675
Gloor, P.E., Tang, Y., Kostanska, A.E., Hamielec, A.E.: Chemical modification of polyolefins by free radical mechanisms: a modelling and experimental study of simultaneous random scission, branching and crosslinking. Polymer 35(5), 1012–1030 (1994). https://doi.org/10.1016/0032-3861(94)90946-6
Aljnaid, M., Banat, R.: Effect of coupling agents on the olive pomace-filled polypropylene composite. Polymers 21(1), 377–390 (2021). https://doi.org/10.1515/epoly-2021-0038
Wang, X., Yu, Z., McDonald, A.G.: Effect of different reinforcing fillers on properties, interfacial compatibility and weatherability of wood-plastic composites. J. Bionic Eng. 16(2), 337–353 (2019). https://doi.org/10.1007/s42235-019-0029-0
da Costa, H.M., Ramos, V.D., Rocha, M.C.G.: Rheological properties of polypropylene during multiple extrusion. Polym. Testing 24(1), 86–93 (2005). https://doi.org/10.1016/J.POLYMERTESTING.2004.06.006
Sapieha, S., Allard, P., Zang, Y.H.: Dicumyl peroxide-modified cellulose/LLDPE composites. J. Appl. Polym. Sci. 41(9–10), 2039–2048 (1990). https://doi.org/10.1002/APP.1990.070410910
Gu, R., Kokta, B.V.: Mechanical properties of PP composites reinforced with BCTMP aspen fiber. J. Thermoplast. Compos. Mater. 23(4), 513–542 (2009). https://doi.org/10.1177/0892705709355232
Ou, R., Xie, Y., Wolcott, M.P., Yuan, F., Wang, Q.: Effect of wood cell wall composition on the rheological properties of wood particle/high density polyethylene composites. Compos. Sci. Technol. 93, 68–75 (2014). https://doi.org/10.1016/j.compscitech.2014.01.001
Wei, L., Stark, N.M., McDonald, A.G.: Interfacial improvements in biocomposites based on poly(3-hydroxybutyrate) and poly(3-hydroxybutyrate-co-3-hydroxyvalerate) bioplastics reinforced and grafted with α-cellulose fibers. Green Chem. 17(10), 4800–4814 (2015). https://doi.org/10.1039/c5gc01568e
Dealy, J.M., Wissbrun, K.F.: Melt Rheology and Its Role in Plastics Processing. Melt Rheol Role Plast Process (1990). https://doi.org/10.1007/978-94-009-2163-4
Akil, H., Zamri, M.H.: Performance of natural fiber composites under dynamic loading. Nat. Fibre Compos. Mater. Process. Appl. (2013). https://doi.org/10.1533/9780857099228.3.323
Ornaghi, H.L., Bolner, A.S., Fiorio, R., Zattera, A.J., Amico, S.C.: Mechanical and dynamic mechanical analysis of hybrid composites molded by resin transfer molding. J. Appl. Polym. Sci. (2010). https://doi.org/10.1002/app.32388
Alkbir, M.F.M., Sapuan, S.M., Nuraini, A.A., Ishak, M.R.: Fibre properties and crashworthiness parameters of natural fibre-reinforced composite structure: a literature review. Compos. Struct. 148, 59–73 (2016). https://doi.org/10.1016/j.compstruct.2016.01.098
Ochi, S.: Mechanical properties of kenaf fibers and kenaf/PLA composites. Mech. Mater. 40(4–5), 446–452 (2008). https://doi.org/10.1016/j.mechmat.2007.10.006
Sardot, T., Smith, G., McDonald, A.G.: Valorizing mixed plastic wastes from cardboard recycling by amendment with wood, cement and ash. J. Reinf. Plast. Compos. 31(21), 1488–1497 (2012). https://doi.org/10.1177/0731684412459984
Rodi, E.G., Langlois, V., Renard, E., Sansalone, V., Lemaire, T.: Biocomposites based on poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBHV) and Miscanthus giganteus fibers with improved fiber/matrix interface. Polymers (2018). https://doi.org/10.3390/POLYM10050509
Fabiyi, J.S., McDonald, A.G.: Effect of wood species on property and weathering performance of wood plastic composites. Composite A 41(10), 1434–1440 (2010). https://doi.org/10.1016/j.compositesa.2010.06.004
Cisneros-López, E.O., González-López, M.E., Pérez-Fonseca, A.A., González-Núñez, R., Rodrigue, D., Robledo-Ortíz, J.R.: Effect of fiber content and surface treatment on the mechanical properties of natural fiber composites produced by rotomolding. Compos. Interfaces 24(1), 35–53 (2017). https://doi.org/10.1080/09276440.2016.1184556
Azizi, H., Ghasemi, I.: Reactive extrusion of polypropylene: Production of controlled-rheology polypropylene (CRPP) by peroxide-promoted degradation. Polym. Test. 23(2), 137–143 (2004). https://doi.org/10.1016/S0142-9418(03)00072-2
Gu, R., Kokta, B.V.: Mechanical properties of pp composites reinforced with BCTMP aspen fiber. J. Thermoplast. Compos. Mater. 23(4), 513–542 (2010). https://doi.org/10.1177/0892705709355232
Stark, N.M., Berger, M.J.: Effect of particle size on properties of wood-flour reinforced polypropylene composites. In: Fourth International Conference on Woodfiber-Plastic Composites, pp. 134–143\r324 (1997)
Liu, Y.H., Xu, J.Q., Ding, H.J.: Mechanical behavior of a fiber end in short fiber reinforced composites. Int. J. Eng. Sci. 37(6), 753–770 (1999). https://doi.org/10.1016/S0020-7225(98)00096-2
Bouafif, H., Koubaa, A., Perré, P., Cloutier, A.: Effects of fiber characteristics on the physical and mechanical properties of wood plastic composites. Composite A 40(12), 1975–1981 (2009). https://doi.org/10.1016/j.compositesa.2009.06.003
Holbery, J., Houston, D.: Natural-fiber-reinforced polymer composites in automotive applications. Jom 58(11), 80–86 (2006). https://doi.org/10.1007/s11837-006-0234-2
Sfiligoj, M., Hribernik, S., Stana, K., Kree, T.: Plant fibres for textile and technical applications. Adv. Agrophys. Res. (2013). https://doi.org/10.5772/52372
Joseph, P.V., Rabello, M.S., Mattoso, L.H.C., Joseph, K., Thomas, S.: Environmental effects on the degradation behaviour of sisal fibre reinforced polypropylene composites. Compos. Sci. Technol. 62(10–11), 1357–1372 (2002). https://doi.org/10.1016/S0266-3538(02)00080-5
Kanazawa H.: Improvement of hydrophilic property of plastic materials and its application. Sci. Rep. Fukushima Univ. no. 67, pp. 45–59
Bouafif, H., Koubaa, A., Perré, P., Cloutier, A., Riedl, B.: Wood particle/high-density polyethylene composites: thermal sensitivity and nucleating ability of wood particles. J. Appl. Polym. Sci. 113(1), 593–600 (2009). https://doi.org/10.1002/app.30129
Pérez-Fonseca, A.A., Arellano, M., Rodrigue, D., González-Núñez, R., Robledo-Ortíz, J.R.: Effect of coupling agent content and water absorption on the mechanical properties of coir-agave fibers reinforced polyethylene hybrid composites. Polym. Compos. 37(10), 3015–3024 (2016). https://doi.org/10.1002/PC.23498
Luo, S., Cao, J., McDonald, A.G.: Esterification of industrial lignin and its effect on the resulting poly(3-hydroxybutyrate-co-3-hydroxyvalerate) or polypropylene blends. Ind. Crops Prod. 97, 281–291 (2017). https://doi.org/10.1016/j.indcrop.2016.12.024
Acknowledgements
We acknowledge the support from (1) National Science Foundation grant number 1827364; (2) M.J. Murdock Charitable Trust for the purchase of the twin-screw extruder; (3) Margaret Zee for collecting the hop bines, (4) USDA-CSREES grant 2007-34158-17640 for support in the purchase of the DSC, and (5) Charles Olsen at Savanture LLC for providing the coupling agents.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

{kind=link}
{kind=link}
{kind=link}
Cite this article
Ewurum, L., Jokic, D., Bar-Ziv, E. et al. Evaluation of the Rheological and Mechanical Properties of Mixed Plastic Waste-Based Composites. Waste Biomass Valor 13, 4625–4637 (2022). https://doi.org/10.1007/s12649-022-01794-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-022-01794-x