
Abstract
For the life cycle scenario of bioethanol production from unutilized rice straw, the life cycle stage of paddy rice cultivation can be excluded with a zero-inventory allocation rule, i.e., rice straw with no applied valorization in current practice. This study evaluates the life cycle net energy analysis and greenhouse gas (GHG) assessment for a scaled-up bioethanol production plant using unutilized rice straw as the feedstock. The process simulation technique is integrated to model a scaled-up production plant to produce bioethanol at 99.7 vol% purity from unutilized rice straw, and the simulation results are retrieved to calculate inventory data for the life cycle assessment (LCA). The simulated mass flow and energy flow results are comparable with that of real plants, reported in the published literature, which validates the process simulations in this study. Including energy generation using waste flows in the process (i.e., wastewater and solid residues), the life cycle net energy analysis results show a net energy gain of 7804.0 MJ/m3 of bioethanol with a net renewable energy gain of 38230.9 MJ/m3 of bioethanol that corresponds to a net energy ratio of 1.20 and renewability factor of 5.49. The life cycle GHG assessment exhibits a net global warming potential of 584.8 kg CO2 eq/m3 of bioethanol. The effect of system boundary expansion up to the end-of-life stage as gasohol (E10), the sensitivity of the key process parameters, and the economic benefit via valorization of unutilized rice straw are further analyzed and discussed.
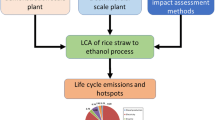
Graphical Abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Statement of Novelty
Published life cycle assessments (LCA) for bioethanol production from rice straw have incorporated an inventory allocation factor for the paddy rice cultivation stage, considering mass/economic values of rice grain and straw. However, for the scenario of unutilized rice straw that remains as waste biomass with no economic value, inventory allocation for the rice cultivation stage can be excluded. The effects of this life cycle consideration have not been comprehensively interpreted in the published literature. Therefore, this study assesses the life cycle net energy analysis and GHG assessment for unutilized rice straw valorization via scaled-up bioethanol production with a zero-inventory allocation rule for the rice cultivation stage. The findings would support future LCAs for unutilized rice straw valorization processes.
Introduction
Global energy consumption increases along with the rapid growth of population and technology. The transportation sector consumes approximately 33% of the global energy consumption and increases its energy demand at an annual average rate of 1.4% [1, 2]. With the rapid depletion of petroleum crude oil resources, it would be a huge challenge to satisfy the rising energy demand for the next decades [3]. In addition, the environmental impacts due to pollutant emissions from petroleum fuels would make the problems more complicated. However, fuel blending with liquid biofuels is an attractive solution that can reduce the depletion rate of petroleum resources and the associated environmental impacts to a significant extent.
Many countries have introduced bioethanol as a successful blending agent for gasoline in their national energy policies with future goals of expanding bioethanol production. For example, the European Union has started promoting bioethanol as a transportation fuel, to achieve their circular economy targets by the end of 2030 [4, 5]. Japan has developed a criterion to expand the country’s bioethanol production with a long-term target of six thousand million liters, including lignocellulosic feedstocks [6]. A South Asian country like India has also taken steps to promote bioethanol with a mandatory blending ratio of 20% [7]. Furthermore, the major automobile manufacturers, including Mercedes Benz, Toyota, etc. have also introduced Flexible Fuel Vehicles (FFV) to encourage the utilization of bioethanol blended gasoline as a transportation fuel. Approximately five million FFVs are used currently in the USA and about 70% of new vehicle purchases in Brazil are FFVs. Thus, Bioethanol would be one of the major renewable transportation fuels for the future [8]. Gasohol, which is the acronym termed for blended gasoline with bioethanol (ethyl alcohol) has commercial blends ranging from E3 to E85 which can be used in vehicles without any engine modifications. Gasohol blends provide an added advantage of octane number enhancement, which avoids the use of toxic octane boosters in pure gasoline, such as Methyl Tertiary-Butyl Ether (MTBE), Tetra-Ethyl Lead (TEL), and other synthetic oxygenates [9].
Bioethanol is commercially produced from starch and sugar-based feedstocks (first-generation) and lignocellulosic feedstocks (second-generation). Various countries have modified their agricultural policies and supply chains to produce commercial fuel-grade bioethanol using feedstocks as per availability. Brazil uses bioethanol as its primary transportation fuel where sugarcane, cane molasses, and excess bagasse are the major feedstocks [10, 11]. The United States utilizes corn and corn stover as the major feedstocks to produce bioethanol [11]. Thailand produces the total bioethanol demand for gasohol blending within the country mainly using industrial cassava and cane molasses as the feedstocks [12]. For an agricultural country with limitations of arable land availability and food security competition with edible feedstocks, non-edible agro-waste residues, such as wheat straw, rice husk, sugarcane bagasse, corn stover, rice straw etc. would be more economically viable feedstock options [5, 13,14,15]. It is predicted that the production quantities of bioethanol from lignocellulosic feedstocks would exceed the bioethanol produced from first-generation feedstocks within the next ten years [15].
Many Asian countries, such as China, India, and Thailand annually generate approximate amounts of 75, 60, and 12 million tonnes of rice straw, respectively [16]. Sri Lanka also annually generates approximately 2.83 million tonnes of rice straw with an average seasonal availability of 1.75 and 1.08 million tonnes in the two harvesting seasons, respectively. However, at least a single commercial-scale bioethanol production plant or any other valorization strategy is not in practice using this significant rice straw availability in the country [17]. Hence, for the Sri Lankan context, rice straw can be considered as an unutilized residue with no valorization in practice. Field burning of unutilized rice straw after field manuring is the main practice of farmers that would cause many environmental consequences. Thus, there is a great opportunity to establish a new fuel-grade bioethanol production plant in Sri Lanka by processing this unutilized rice straw as the feedstock. It would provide foreign currency savings from petroleum crude oil importation to the country and sustainable development by achieving the country’s future renewable energy policies. For this purpose, this study focuses on performing a standard net energy analysis and greenhouse gas (GHG) assessment of a commercial-scale plant design considering the life cycle of bioethanol production using unutilized rice straw in Sri Lanka as the feedstock.
For a Life Cycle Assessment (LCA) of commercial-scale bioethanol production plants in operation, the required life cycle inventory data could be collected through conventional data survey techniques. However, with the absence of commercial-scale plants, conventional data survey techniques are not possible to obtain life cycle inventory data of a scaled-up bioethanol production plant for the Sri Lankan scenario. Therefore, process simulation is utilized as the technique in this study to model a scaled-up bioethanol production plant using unutilized rice straw in Sri Lanka as the feedstock and retrieve the required process data for the LCA. Some existing published studies have utilized the process simulation technique to retrieve required process inventory data for LCA and validated the results by comparing them with actual plant data in the published literature [18,19,20,21,22,23,24,25]. In addition, several studies have successfully used process simulation and modeling techniques for scaling up and optimization of bioethanol production processes [19, 22, 24].
Various scenarios of bioethanol production from rice straw in different countries have been considered to evaluate the life cycle net energy balance. An LCA study conducted in Thailand concludes that among the valorization options for rice straw, such as co-generation of heat and electricity, bio-DME (dimethyl ether) production, and fertilizer production, bioethanol production is the most environmentally-benign approach [26]. Studies performed in Japan and Thailand conclude that heat and electricity produced using lignin contained solid residues and biogas from spent wash recovery are sufficient (with a surplus) to cater the process energy requirement for bioethanol plants [27, 28]. Japan has conducted a net energy analysis for bioethanol production using high yield rice plants and obtained Net Energy Ratio (NER > 1) and Renewability (Rn > 1) [27]. Further, some existing LCA studies in Thailand and India have reported both positive and negative Net Energy Values (NEV) and Net Renewable Energy Values (NRnEV) for bioethanol production from rice straw [7, 24]. In all the published studies in the literature, an allocation rule has been considered to account for the life cycle inventory data of the paddy rice cultivation stage. However, for a scenario like in Sri Lanka where valorization is not in practice for rice straw (unutilized rice straw), the inventory data of the paddy rice cultivation stage can be excluded with a zero-allocation rule. Hence, this study assesses a special scenario for the LCA of bioethanol production using unutilized rice straw that considers a zero-inventory allocation rule from the feedstock cultivation stage. Accordingly, this case study is different from existing LCA studies by modifying the conventional allocation rule for the cultivation stage in terms of bioethanol production from unutilized rice straw.
In addition, this study proposes a simulated bioethanol production plant from unutilized rice straw in Sri Lanka with life cycle net energy analysis and GHG assessment at zero inventory allocation for the feedstock cultivation stage. The economic benefit of the utilization of rice straw for fuel-grade bioethanol production with system expansion of gasohol blending as the end-of-life stage is also covered in this study. In addition to the Sri Lankan context, the findings from this study will support the scenario of bioethanol production using unutilized rice straw for any location in other parts of the world where a new plant is expected to be established.
Materials and Methods
Life Cycle Scope and Process Description
In this study, the process simulation technique is used to model a fuel-grade bioethanol production plant from unutilized rice straw as the feedstock. Process simulation-based inventory calculations along with the relevant literature-based inventory data are analyzed based on the ISO 14040/44 standard LCA methodology. Figure 1 illustrates the cradle-to-gate system boundary for the bioethanol production process using unutilized rice straw. Since unutilized rice straw is considered as the feedstock for this study, there is no inventory allocation from the paddy rice cultivation stage. Thus, the paddy rice cultivation stage can be excluded from the system boundary, and inventory data are evaluated starting from unutilized rice straw collection after paddy rice harvesting. Then the collected rice straw is dried, baled, and transported to the bioethanol processing plant.

System boundary of bioethanol production process from unutilized rice straw
Cellulose and hemicellulose are the main compounds in rice straw which are convertible into sugars via fermentation. However, the presence of lignin in rice straw hinders cellulose and hemicellulose recovery. Therefore, a pretreatment operation is required for rice straw to remove lignin and recover cellulose and hemicellulose. In this study, the diluted acid pre-treatment technique with diluted sulfuric acid (1 w/v%) is considered as the pre-treatment method. The liquid phase containing cellulose and hemicellulose is then subjected to enzymatic hydrolysis to convert into glucose, xylose, and C6/C5 sugars. Thereafter, the solid phase containing lignin, ash, and other unconvertible residue is separated using a filter press. This solid residue can be used as a fuel source to cogenerate process heat and electricity requirements. The remaining acidic sugar solution is neutralized using Ca(OH)2.
The neutralized sugar solution is undergone simultaneous saccharification and fermentation (SSF) at the presence of yeast and (NH4)2HPO4. After fermentation, a dilute ethanol solution (approximately 4.5 wt% of ethanol) is obtained and further purified using distillation methods. To produce fuel-grade bioethanol, anhydrous bioethanol (> 99.5 vol% purity of ethanol) is required. Therefore, the ethanol solution that is purified using initial distillation is further dehydrated to obtain fuel-grade bioethanol. Finally, the spent wash obtained from the distillation columns (in both initial distillation and dehydration units) is anaerobically digested (AD) to produce biogas. This biogas can be used as a fuel to cogenerate process heat and electricity for the same production process.
Energy consumption and generation in the modeled cradle-to-gate bioethanol production process is considered for the process net energy analysis and GHG assessment. Process simulations and inventory calculations are performed for the process based on literature-based considerations. The life cycle considerations in this study are reached by taking Sri Lanka as the location. Unutilized rice straw in Sri Lanka is used as the feedstock material to produce fuel-grade bioethanol. First, rice straw is separated after harvesting paddy rice. The average moisture content in rice straw is taken approximately 10 wt%. Dry rice straw in Sri Lanka has an average dry basis composition of cellulose: 30 wt %, hemicellulose: 3.9 wt %, lignin: 38 wt%, and others, including ash: 27.9 wt% [29]. Harvested rice straw and required raw materials/chemicals are transported to the process plants from their sources. This study considers that energy inputs for transportation and raw materials/chemicals manufacturing processes are derived from fossil energy sources. Process simulation techniques are used to model a commercial-scale bioethanol process plant in operation. Thus, The effects from infrastructure processes are negligible at the considered scale of this study [24]. To enhance the process sustainability, the process utilizes the generated solid and liquid waste as process energy sources. Wastewater and spent-wash from bioethanol producing stages are digested by Upflow Anaerobic Sludge Blanket (UASB) reactors to produce biogas (65% methane) [30]. Recovered solid residues (after pre-treatment operation) and generated biogas are used to generate combined heat and power [28]. The creditable surplus electricity generation is assigned to the grid-mix electricity in Sri Lanka. Gypsum coming out from neutralization and solid sludge generated from AD are used as fertilizers back in the paddy fields [24]. Application of rice straw as manure to the fields is the common practice of rice straw utilization. Thus, the opportunity loss of rice straw utilization for the most possible valorization option, i.e., application as manure, is compensated through: Utilizing dried AD sludge and gypsum as fertilizers [31], leaving an uncut straw height at about 15 cm above the ground [7], and the environmental credit by avoiding the field burning of rice straw [24].
Inventory Data Calculations for the Cradle-to-Gate Bioethanol Production Process
For this study, bioethanol production of 1 m3 at 99.7 vol% purity is selected as the functional unit (1000 L of bioethanol). For a comprehensive analysis, the considered system boundary is sub-divided into five life cycle stages; 1. Feedstock drying and baling stage, 2. Feedstock and raw material transportation stage, 3. Feedstock pre-treatment stage, 4. Bioethanol conversion stage, and 5. Bioethanol dehydration stage.
Energy consumption and GHG emissions in each life cycle stage are calculated based on 1,000 L of bioethanol production at 99.7 vol% purity.
Feedstock Baling and Drying Stage
According to process simulation results, 5.84 tonnes of dry rice straw are required to produce 1000 L of 99.7 vol% bioethanol. Baling and drying machine requires an average diesel consumption of 1.2 L, to bale one tonne of rice straw with a bale size of 0.2 m3 (1 m × 0.5 m × 0.4 m) [26]. The Lower Heating Value (LHV) for diesel is 45.3 MJ/L and density is 840 kg/m3 [32, 33].
Accordingly, baling and drying machine consumes 7.0 L of diesel/m3 of bioethanol (5.88 kg of diesel/m3 of bioethanol). Respective GHG emission rates for diesel combustion in baling and drying machines are presented in Table S1 in the supplementary document. [24]
Feedstock and Raw Material Transportation Stage
The transportation stage consists of two main phases, i.e., transportation of feedstock from paddy fields to the bioethanol plant and transportation of required raw materials/chemicals from foreign countries to the bioethanol plant. Diesel trucks with a 10-tonnes capacity and a fuel economy of 4.5 L/km are considered for feedstock and inland raw material transportation [7]. Diesel volumes for feedstock transportation and inland raw material transportation are calculated using Eq. (1) [24].
The average round-trip distance from the paddy fields to the bioethanol plant is taken as 100 km. The volume of diesel required for feedstock transportation from paddy fields to the bioethanol plant is 12.97 L/m3 of bioethanol. Round trip distance from the port to the bioethanol plant is taken as 400 km. The energy required to transport raw materials from the port to the bioethanol plant is calculated by multiplying the diesel volume consumption using Eq. (1) and the LHV value of diesel.
The energy consumed for nautical transportation of chemicals from foreign countries to the local port is calculated from Eq. (2) [24].
The average nautical distance is taken as 6000 km where the average energy required to transport one tonne of material per one km via shipping is taken as 0.08 MJ/tonne.km [24]. Table S2 in the supplementary document summarizes the total energy consumption for transportation of each chemical used in the process.
Emission factors for each mode of transportation are given in Table S3 in the supplementary document [24]. Respective GHG emissions are calculated considering the transported weight, transportation distance, and emission factors. Required inventory data for the feedstock pre-treatment stage, bioethanol conversion stage, and bioethanol dehydration stage are obtained using the process simulation technique.
Process Simulation for Bioethanol Processing Stages
The bioethanol processing stages, such as the feedstock pre-treatment stage, the bioethanol conversion stage, and the bioethanol dehydration stage are simulated using the Aspen Plus process simulation software tool to obtain the required inventory data. The Aspen Plus property database is used to obtain the ethanol–water binary properties and ethanol–water-ethylene glycol ternary properties. There is an azeotrope in the ethanol and water binary mixture at 87 mol% (approximately 93 wt%) of ethanol at 1 atm. Due to this azeotrope, obtaining anhydrous bioethanol above 93 wt % purity cannot be performed using conventional distillation operations. Thus, dehydration techniques are used to break down the azeotrope. In this study, the extractive distillation technique using ethylene glycol as the extractive solvent is used for bioethanol dehydration. Extractive distillation is considered more energy efficient compared to other ethanol dehydration techniques [19].
The non-Random Two Liquid (NRTL) activity coefficient model is used as the thermodynamic property method for process simulations. The RadFrac rigorous distillation column model and the R-Stoic reactor model in the Aspen Plus model library are used to simulate distillation columns and reactors, respectively.
The energy requirements in the bioethanol production process are evaluated based on the obtained process simulation results. Energy requirement in each respective stage is compensated by in-situ heat and power cogeneration via combustion of biogas from the plant wastewater and lignin contained solid residue from feedstock pre-treatment.
Furthermore, GHG emissions in the respective stage are calculated considering the amount of energy and the source of energy utilized. In-situ biogenic energy does not involve carbon dioxide emissions due to the carbon–neutral rule, however, biogenic methane and nitrous oxide emissions are accounted for the GHG assessment. Emission factors for each biogenic energy source are represented in Table S4 in the supplementary document [24].
The contribution of biogas and lignin contained solid residue for heat and electricity generation were considered, separately. Thus, percentage contributions for heat generation from biogas and lignin contained solid residue are 2.53% and 97.47%, respectively. As well, percentage contributions for electricity generation are distributed between biogas and lignin contained solid residue at 8.14% and 91.86%, respectively.
Feedstock Pre-treatment Stage
This stage consists of processing operations, such as crushing, pre-treatment, enzyme hydrolysis, and neutralization before the fermentation unit. A knife mill with a power consumption of 5 kWh and a capacity of 200 kg/h is used to crush unutilized rice straw (at < 10 mm particle size). The average energy required to crush one tonne of rice straw is 99.0 MJ [7].
Further, the reactions and process conditions in pre-treatment, hydrolysis, and neutralization operations are shown in Table S5 in the supplementary document.
Bioethanol Conversion Stage
This stage comprises the SSF unit and distillation unit for initial bioethanol conversion and purification. Reactions and process conditions are given in Table S6 in the supplementary document.
Bioethanol Dehydration Stage
Further purification of bioethanol to reach 99.7 vol % purity using the extractive distillation unit that consists of a dehydration column and ethylene glycol recovery column is considered in this processing stage. Process conditions for the bioethanol dehydration stage are given in Table S7 in the supplementary document.
Chemicals and Raw Materials Manufacturing for Bioethanol Processing Stages
Table S8 in the supplementary document summarizes the average energy consumption for required chemicals and raw materials manufacturing. The energy content of direct steam used in the pre-treatment unit is calculated using steam properties. Enthalpy of saturated steam at 3.5 bar is 2.732 MJ/kg. The process consumes 2237.23 kg of steam per m3 of bioethanol. Thus, the energy content of direct steam used is 6112.11 MJ/ m3 of bioethanol.
Table S9 in the supplementary document represents emission factors and GHG emissions of each chemical utilized in the bioethanol production phase.
Calculations for Process Energy Supply
The lignin contained solid residue and biogas generated from AD are the main two fuels used to cogenerate process steam and electricity. The total quantity of lignin contained solid residue is 4055.61 kg/m3 of bioethanol. The amount of biogas (65% CH4) production is determined using Eq. (3) [30].
where, B0 is the maximum methane generation potential (i.e., 0.25 kg-CH4/kg-COD) and MCF is the Methane Correction Factor (i.e., 0.8) [30] Wastewater volume generated in the process is 18.25 m3/m3 of bioethanol. COD value was calculated considering the composition of wastewater. Table S10 in the supplementary document represents the wastewater composition.
The calculated COD value of wastewater is 14.41 kg/m3. Thus, the amount of CH4 generated is 73.64 m3/m3 of bioethanol, and generated biogas amount is 113.29 m3/m3 of bioethanol.
Cogeneration units with a steam turbine and a gas turbine are used to cogenerate process heat and electricity using lignin contained solid residue and biogas as fuels, respectively. Fuel heating values, efficiencies of cogeneration units, and cogenerated heat and power amounts are summarized in Table S11 in the supplementary document.
Creditable GHG Emissions
The bioethanol production itself utilizes green energy throughout the process and there is a surplus electricity and steam generation within the plant. This surplus electricity is credited to Sri Lankan national electricity grid mix. Accordingly, the corresponding emissions can be credited, including the GHG credit. Table S12 in the supplementary document represents the emission rates for the Sri Lankan electricity grid mix [34].
Methodology for Net Energy Analysis
Net energy inputs and outputs are calculated to evaluate net energy indicators for the assessment of energy sustainability of the considered bioethanol production life cycle. Four energy indicators are calculated under the net energy analysis in this study, given in Eqs. (4–7) [24].
Methodology for Global Warming Potential (GWP)
The GWP is a measurement of the total GHG emissions from an activity, both directly and indirectly, or accumulated over the considered life cycle. The overall GWP value is calculated using Eq. 8 considering individual GHG emission amounts and their characterization factors for the global warming potential.
GWPi Global Warming Potential value of substance i, mi amount of substance i.
The GHG analysis and GWP impact evaluation are performed using the SimaPro LCA software. The Greenhouse gas protocol method with climate change factors of IPCC 2007 GWP 100a with a timeframe of 100 years in the SimaPro LCA software is selected as the impact assessment method for the GWP impact evaluation. As the same climate change factors are applied in the World ReCiPe Midpoint (H) 1.12 method, the corresponding climate change factors were considered as appropriate for the Sri Lankan context. The GWPi values for individual GHGs, such as CO2, CH4, and N2O applied in the Greenhouse gas protocol method are given in Table S13 in the supplementary document [35].
Results and Discussion
Process Simulation Results
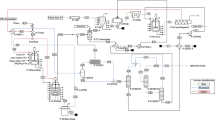
Figure 2 illustrates the process simulation flowsheet, including detailed material and energy flows. According to simulation results, the bioethanol yield with 99.7 vol % purity from unutilized rice straw in the scaled-up process is 171.34 L/tonne of rice straw (dry basis). The scaled-up bioethanol plant was simulated in the Aspen Plus process simulation software to obtain 1000 L of bioethanol at 99.7 vol% purity. According to the simulation results, 5.84 tonnes of unutilized rice straw (dry basis) is required to produce 1000 L of bioethanol at 99.7 vol% purity (m3 of bioethanol).

Process simulation flowsheet for scaled-up bioethanol production plant from unutilized rice straw. Where, 1: Pump no.1, 2: Pump no. 2, 3: Mixing tank, 4: Pre-treatment unit, 5: Filter no. 1, 6: Cooler no. 1, 7: Detoxifying unit, 8: Filter no. 2, 9: Cooler no. 2, 10: SSF, 11: Scrubber, 12: Pump no. 3, 13: Column no. 1, 14: Column no. 2, 15: Column no. 3, 16: Cooler no. 3, 17: Cooler no. 4, 18: Pump no. 4, 19: Cooler no. 5, 20: Pump 5
Table 1 lists the process simulation-based results for process energy consumption in each plant equipment in the scaled-up plant, including the rice straw crusher for pre-processing. The total process energy consumption by all plant equipment is 24314.8 MJ/m3 of bioethanol where the total steam consumption is 16378.4 MJ/m3 of bioethanol and the total electricity consumption is 7936.3 MJ/ m3 of bioethanol.
Table 2 shows bioethanol yield and total process energy input, reported in other published studies in comparison to the same parameters in this study. Accordingly, the process energy input resulted from the simulation model in this study is comparable with that of bioethanol production plants, reported in the already published literature. However, the bioethanol yield in this study is lower compared to other studies. The plausible reason is the lower cellulose and hemicellulose content in Sri Lankan rice straw that was considered in this case study. Therefore, process simulations performed in this study can be validated for the retrieval of life cycle inventory data.
Energy inputs for each life cycle stage in the considered system boundary are calculated considering the process energy consumption and energy uptake for manufacturing and transportation of raw materials/chemicals. The total heat consumption, total electricity consumption, and percentage energy consumption for each life cycle stage are summarized in Table 3.
Figure 3 indicates the graphical representation of stage-wise energy consumption. The feedstock pre-treatment stage is responsible for 61.1% of the total cradle-to-gate energy input, which is the highest energy up-taking stage. The bioethanol conversion stage corresponds to the second highest energy consumption (25.7% of the total).

Life cycle stage-wise energy consumption in cradle-to-gate system boundary
The bioethanol dehydration stage consumes only about 8.3% of the total energy consumption, which implies that converting hydrous bioethanol to fuel-grade anhydrous bioethanol is not highly energy-intensive compared to other upstream bioethanol conversion operations. Thus, upgrading an existing bioethanol plant to obtain fuel-grade bioethanol via extractive distillation is feasible without incurring high energy demand for the upgraded section of the bioethanol plant.
Life Cycle Net Energy Analysis
Table 4 lists the life cycle net energy balance, including the calculated net energy indicators for the cradle-to-gate bioethanol production from unutilized rice straw in Sri Lanka. The total net energy input is 38938.9 MJ/m3 of bioethanol, which contains the total net fossil fuel energy input of 8512.0 MJ/m3 of bioethanol. The total net energy output is 46742.8 MJ/m3 of bioethanol, which is entirely a bioenergy output (surplus process energy + energy content in bioethanol). Calculation results for NEV and NRnEV are positive values (7804.0 MJ/m3 of bioethanol m3 of bioethanol and 38230.9 MJ/m3 of bioethanol, respectively) as well as NER and Rn for the process, are greater than 1 (1.20 and 5.49, respectively).
Figure 4 illustrates the resulting net energy indicators in graphical form. A net bioenergy surplus is observed in the process when comparing the process energy consumption with generation. Thus, NEV and NRnEV for the considered life cycle of bioethanol production using rice straw in this study are positive values where the total net energy output is greater than the total net energy input, including fossil energy inputs. This implies that the considered cradle-to-gate bioethanol production process in this study is self-sufficient in terms of energy.

Net energy indicator results
Table 5 lists the net energy indicators and GWP values of relevant published LCA studies on bioethanol production using rice straw, comparable to this study. According to Table 5, some of the published LCA studies for bioethanol production using rice straw that included inventory allocation from the rice cultivation stage have reported negative values for NEV and NRnEV indicators as well as NER and Rn values lesser than 1. Even though positive values have been reported, the net energy indicator values in other published studies are lower compared to that of this study. Hence, the introduced life cycle consideration for unutilized rice straw in this study (zero inventory allocation from cultivation stage) has affected to turn the life cycle of bioethanol production from rice straw more sustainable and renewable. Therefore, the net energy analysis results in this study indicate that the life cycle consideration of zero inventory allocation for the rice cultivation stage is a determinant factor in future LCA studies for the cases/scenarios of unutilized rice straw valorization through bioethanol production.
Life Cycle GHG Assessment
Table 6 presents the GHG emissions in respective life cycle stages and the creditable GHG amounts. According to the calculation results shown in Table 6, the net GWP value for 1000 L of bioethanol at 99.7 vol% purity is 584.76 kg CO2 eq./m3 of bioethanol. This GWP value is significantly lower compared to various published LCA studies on bioethanol production from rice straw. The major reason for this reduction of GWP value is the cancellation of GHG emissions from the rice cultivation stage implied by the life cycle consideration for unutilized rice straw. In addition, the scaled-up bioethanol production plant which was simulated with improved energy efficiency and waste recovery methods, also contributes to a lower total GWP value, compared to that of other bioethanol plants reported in the literature. Thus, the result findings and the methodologies in this study contribute to designing new scaled-up process plants for more environmentally benign bioethanol production using unutilized rice straw as the feedstock.
Figure 5 depicts the graphical interpretation of GHG emissions in each life cycle stage. The highest amount of GHG is emitted in the feedstock pre-treatment stage corresponds to 803.17 kg CO2 eq./m3 of bioethanol. The bioethanol dehydration stage has the least significant GHG emissions (3.91 kg CO2 eq./m3 of bioethanol) which interprets its very low influence on environmental impacts compared to that of other life cycle stages in the bioethanol production life cycle.

Life cycle stage-wise GWP for bioethanol production from unutilized rice straw
However, there can be a policy-wise reluctance and social barriers in developing countries like Sri Lanka assuming that a high energy intake and increased GHG emissions would be there for fuel-grade bioethanol production. This dilemma would restrain the valorization of unutilized rice straw via bioethanol production and upgrading of existing bioethanol production plants up to fuel-grade bioethanol purity. Nevertheless, this study provides useful findings to promote policy decision-making for upgrading any existing plant and establishment of new plants for fuel-grade (anhydrous) bioethanol production from unutilized rice straw as the feedstock, with more environmental sustainability.
Sensitivity Analysis
In an LCA study, possible variations of the key parameters affect the final results that may alter the interpretations of the findings. Hence, the sensitivity of net energy and GWP indicators due to the key parameter variations is analyzed in this study. For the sensitivity analysis, three key parameters, i.e., bioethanol yield (L/tonne of rice straw), process energy consumption (MJ/m3 of bioethanol), and lignin composition in rice straw (wt%) are considered with their possible variation ranges globally, according to the already published studies as listed in Table 2. The sensitivity of the impact indicators, such as NER, Rn, and GWP are observed concerning the three key parameter variations. Figure 6 illustrates the results from the sensitivity analysis.

Sensitivity analysis of net energy and GWP indicators due to key parameter variations; a Sensitivity analysis results, b Net Energy Ratio (NER), c Renewability (Rn), d Global Warming Potential (GWP)
The results from sensitivity analysis provide meaningful interpretations of the possible deviations of net energy and GWP indicators. The yield parameter of bioethanol production processes from rice straw has reported a global variation of 160–280 L/tonne of rice straw. Within this range of variation, the bioethanol yield parameter shows the lowest sensitivity for the NER, Rn, and GWP indicator results, compared to the other two key parameters: process energy consumption and lignin content in rice straw. At the base values of process energy consumption and lignin content in this study, variation of bioethanol yield has an inconsiderable effect on the impact indicators. However, the process energy consumption parameter holds a significantly higher sensitivity for all three impact indicators. The process energy consumption could vary due to various reasons, such as the technology of bioethanol production process operations, age of the plant, efficiency of equipment, etc. The base value of process energy consumption to produce 1 m3 of bioethanol in this study is 24314.8 MJ which could vary from 15000 MJ to 30000 MJ, globally. As per the sensitivity results, the NER reaches the value of 1.00 at approximately around 28200 MJ of process energy consumption. Further increase of process energy consumption results NER < 1 implies the process is not viable in terms of energy sustainability. Nevertheless, an increase in process energy consumption does not alter the renewability, Rn < 1.00. Among the impact indicators, GWP has the highest sensitivity towards the variation of process energy consumption. A decrease in process energy consumption from 24314.77 MJ/m3 of bioethanol to 15000 MJ/m3 of bioethanol could reduce GWP from 584.76 kg CO2 eq./m3 of bioethanol to 128.68 kg CO2 eq./m3 of bioethanol, which interprets the strong correlation between energy consumption and GHG emissions.
In this paper, Sri Lankan rice straw with a fairly higher lignin content of 38.0 wt% as the base value was considered. However, the lignin content of rice straw could globally vary from 10 to 40 wt% according to the published studies [16, 36,37,38,39]. When the lignin content lowers, cellulose and hemicellulose contents in rice straw could increase by making an improved bioethanol yield. Even though improved bioethanol yield due to higher cellulose and hemicellulose contents may slightly increase NER and Rn while reducing GWP, reduced lignin content strongly affects the self-sufficiency of process energy generation within the system, i.e. lower lignin content in rice straw reduces the process energy generation. Thus, there is a threshold of lignin content in any lignocellulosic feedstock to retain the energy renewability and sustainability of a bioethanol production process [40]. Hence, the sensitivity analysis in this study is extended for the variation of the lignin content in rice straw to find the threshold that makes the bioethanol production process import heat and electricity from other energy sources. According to the sensitivity analysis results, 15.8 wt% of lignin content in rice straw is found as the threshold, in resulting zero surplus energy generation within the system with NER = 1 and Rn = 1. Further, GWP exceeds 1000 kg of CO2.eq/m3 of ethanol with this decrease of lignin content in rice straw. Therefore, the sensitivity analysis in this study elaborates the factors behind the positive and favorable impact indicator results in the considered case in this study, relevant to bioethanol production from unutilized rice straw with high lignin content.
Economic Estimation and GHG Credits for System Boundary Expansion
Fuel-grade bioethanol can be blended with gasoline at different proportions that produce various gasohol types (E3, E10, E20, E85, E87, E100, etc.). Gasohol from E3 to E85 can be used in vehicles without any engine modification. Hence, a system boundary expansion of E10 gasohol production and its end use is considered in this study in terms of economic estimation and GHG credits. If E10 gasohol is produced, 10% gasoline imported to Sri Lanka can be substituted from fuel-grade bioethanol, produced locally using unutilized rice straw that corresponds to 22400 m3 of bioethanol per year.
Table 7 summarizes the economic estimation and GHG assessment results for the system boundary expansion. According to economic estimation results, an annual net import cost of about USD 13.62 million can be saved by producing E10 gasohol within the country. GHG assessment results considering the system boundary expansion (Utilization of E10 gasohol by substituting 10% of gasoline combusted in vehicles) shows a GHG credit of more than 40837 tonnes of CO2 eq. per year. In addition, this system boundary expansion accounts for further GHG credits considering the avoidance of field burning of unutilized rice straw without compensating it for the opportunity loss of rice straw as manure. Avoidance of field burning of rice straw credits a GHG amount of 92 kg of CO2 eq. per tonne of rice straw that corresponds to 12027 kg of CO2 eq, per year. Thus, the net GHG credit from both E10 gasohol substitution and avoidance of field burning of rice straw is approximately 39766 tonnes of CO2 eq. per year. Therefore, the system boundary expansion from cradle-to-gate to cradle-to-grave makes the bioethanol production life cycle using unutilized rice straw entirely carbon-negative, which is an attractive opportunity for policy decision making in developing countries like Sri Lanka.
Conclusion
This study concludes that valorization of unutilized rice straw to produce fuel-grade bioethanol reaches higher net energy gain and renewability along with a lower GWP, compared to reported real plants in the published literature. Hence, consideration of zero inventory allocation from the paddy rice cultivation stage for unutilized rice straw as a bioethanol feedstock will be a determinant factor for future studies and the establishment of new bioethanol plants. Fuel-grade (anhydrous) bioethanol production from unutilized rice straw contributes to replacing gasoline imports and consumption for a country like Sri Lanka with an agricultural economy that cultivates paddy rice as a major crop. The associated economic benefits with foreign currency savings are significant as revealed in this study. Further, the use of unutilized rice straw while avoiding field burning along with gasohol blending provides a net GHG credit. In addition, the life cycle stage-wise net energy analysis and GHG assessment reveal that the bioethanol dehydration stage consumes a low energy amount and is responsible for low GHG emissions, compared to that of other life cycle stages. Thus, the findings from this study with a simulated process plant would support the decision-making for upgrading existing bioethanol plants and establishment of new fuel-grade bioethanol plants through the valorization of unutilized rice straw at commercial-scale in the future.
Data availability
All the data sources are cited in this manuscript and additional data with their sources are included as electronic supplementary material attached to the manuscript.
References
Nejat, P., Jomehzadeh, F., Taheri, M.M., Gohari, M., Muhd, M.Z.: A global review of energy consumption, CO2 emissions, and policy in the residential sector (with an overview of the top ten CO2 emitting countries). Renew. Sustain. Energy Rev. 43, 843–862 (2015). https://doi.org/10.1016/j.rser.2014.11.066
U.S. Energy Information Administration: Transportation sector energy consumption. In: International Energy Outlook 2016. U.S. Energy Information Administration (2016)
Wu, X.F., Chen, G.Q.: Global overview of crude oil use: From source to sink through inter-regional trade. Energy Policy 128, 476–486 (2019). https://doi.org/10.1016/j.enpol.2019.01.022
European-Union: Directive (EU) 2018/2001 of the European Parliament and of the Council of 11 December 2018 on the promotion of the use of energy from renewable sources. In: Official Journal of the European Union (2018)
Hassan, S.S., Williams, G.A., Jaiswal, A.K.: Moving towards the second generation of lignocellulosic biorefineries in the EU: Drivers, challenges, and opportunities. Renew. Sustain. Energy Rev. 101, 590–599 (2019). https://doi.org/10.1016/j.rser.2018.11.041
Koizumi, T.: The Japanese biofuel program: developments and perspectives. J. Clean. Prod. 40, 57–61 (2013). https://doi.org/10.1016/j.jclepro.2011.04.022
Soam, S., Kapoor, M., Kumar, R., Borjesson, P., Gupta, R.P., Tuli, D.K.: Global warming potential and energy analysis of second generation ethanol production from rice straw in India. Appl. Energy. 184, 353–364 (2016). https://doi.org/10.1016/j.apenergy.2016.10.034
Du, X., Carriquiry, M.A.: Flex-fuel vehicle adoption and dynamics of ethanol prices: Lessons from Brazil. Energy Policy 59, 507–512 (2013). https://doi.org/10.1016/j.enpol.2013.04.008
Sindhu, R., Binod, P., Pandey, A., Ankaram, S., Duan, Y., Awasthi, M.K.: Biofuel production from biomass: Toward sustainable development. Elsevier B.V. (2019)
Hofsetz, K., Silva, M.A.: Brazilian sugarcane bagasse: Energy and non-energy consumption. Biomass Bioenerg. 46, 564–573 (2012). https://doi.org/10.1016/j.biombioe.2012.06.038
Tan, K.T., Lee, K.T., Mohamed, A.R.: Role of energy policy in renewable energy accomplishment: the case of second-generation bioethanol. Energy Policy 36, 3360–3365 (2008). https://doi.org/10.1016/j.enpol.2008.05.016
Silalertruksa, T., Gheewala, S.H.: Long-term bioethanol system and its implications on GHG emissions: a case study of Thailand. Environ. Sci. Technol. 45, 4920–4928 (2011). https://doi.org/10.1021/es1040915
Wang, M., Han, J., Dunn, J.B., Cai, H., Elgowainy, A.: Well-to-wheels energy use and greenhouse gas emissions of ethanol from corn, sugarcane and cellulosic biomass for US use. Environ. Res. Lett. (2012). https://doi.org/10.1088/1748-9326/7/4/045905
Sarkar, N., Ghosh, S.K., Bannerjee, S., Aikat, K.: Bioethanol production from agricultural wastes: an overview. Renew. Energy. 37, 19–27 (2012). https://doi.org/10.1016/j.renene.2011.06.045
Aditiya, H.B., Mahlia, T.M.I., Chong, W.T., Nur, H., Sebayang, A.H.: Second generation bioethanol production: a critical review. Renew. Sustain. Energy Rev. 66, 631–653 (2016). https://doi.org/10.1016/j.rser.2016.07.015
Sarnklong, C., Coneja, J.W., Pellikaan, W., Hendriks, W.H.: Utilization of rice straw and different treatments to improve its feed value for ruminants: a review. Asian-Australasian J. Anim. Sci. 23, 680–692 (2010). https://doi.org/10.5713/ajas.2010.80619
Agriculture and Environmental Statistics Division, Department of Census and Statistics, Colombo, S.L.: Department of Census and Statistics, http://www.statistics.gov.lk/Agriculture/StaticalInformation/rubpaddy. Accessed 20 March 2020
Liang, S., Cao, Y., Liu, X., Li, X., Zhao, Y., Wang, Y., Wang, Y.: Insight into pressure-swing distillation from azeotropic phenomenon to dynamic control. Chem. Eng. Res. Des. 117, 318–335 (2017). https://doi.org/10.1016/j.cherd.2016.10.040
Rathnayake, H.H.M.P., Dilshan, S.K.D.H.S.: Process simulation for bio-ethanol dehydration by azeotropic distillation and extractive distillation abstract : Annu. Sess. IESL. 14, 203–210 (2016)
de la Hera, G., Muñoz-Díaz, I., Cifrian, E., Vitorica, R., Martin, O.G.S., Viguri, J.R.: Comparative environmental life cycle analysis of stone wool production using traditional and alternative materials. Waste Biomass Valoriz. 8, 1505–1520 (2017). https://doi.org/10.1007/s12649-016-9660-8
Yang, Q., Zhang, D., Zhou, H., Zhang, C.: Process simulation, analysis and optimization of a coal to ethylene glycol process. Energy 155, 521–534 (2018). https://doi.org/10.1016/j.energy.2018.04.153
Morales-Rodriguez, R., Ponce-Rocha, J.D., Gómez-Castro, F.I., Sánchez-Ramírez, E., Segovia-Hernández, J.G., Sánchez, A., Rodriguez-Gomez, D.: Acetone, butanol, ethanol and xylitol production through a biorefinery platform: an experimental & simulation approach. Waste Biomass Valorization 12, 4915–4930 (2021). https://doi.org/10.1007/s12649-020-01327-4
Rakicka-Pustułka, M., Mirończuk, A.M., Celińska, E., Białas, W., Rymowicz, W.: Scale-up of the erythritol production technology: process simulation and techno-economic analysis. J. Clean. Prod. (2020). https://doi.org/10.1016/j.jclepro.2020.120533
Rathnayake, M., Chaireongsirikul, T., Svangariyaskul, A., Lawtrakul, L., Toochinda, P.: Process simulation based life cycle assessment for bioethanol production from cassava, cane molasses, and rice straw. J. Clean. Prod. 190, 24–35 (2018). https://doi.org/10.1016/j.jclepro.2018.04.152
Humbird, D., Davis, R., Tao, L., Kinchin, C., Hsu, D., Aden, A., Schoen, P., Lukas, J., Olthof, B., Worley, M., Sexton, D., Dudgeon, D.: Process design and economics for biochemical conversion of lignocellulosic biomass to ethanol dilute-acid pretreatment and enzymatic hydrolysis of corn Stover. (2011)
Silalertruksa, T., Gheewala, S.H.: A comparative LCA of rice straw utilization for fuels and fertilizer in Thailand. Bioresour. Technol. 150, 412–419 (2013). https://doi.org/10.1016/j.biortech.2013.09.015
Saga, K., Imou, K., Yokoyama, S., Minowa, T.: Net energy analysis of bioethanol production system from high-yield rice plant in Japan. Appl. Energy. 87, 2164–2168 (2010). https://doi.org/10.1016/j.apenergy.2009.12.014
Delivand, M. K., Barz, M., and Pipatmanomai, S.: Comparing the green house gas emissions of projected rice straw-based power plants and rice straw-based ethanol plants in Thailand. In: 4th International Conference on Sustainable Energy and Environment (SEE 2011). pp. 705–711 (2012)
Jayasundara, P.M., Jayasinghe, T.K., Rathnayake, M.: Process Simulation-based Net Energy Analysis for Future Bioethanol Production as Commercial Biofuel from Waste Rice Straw in Sri Lanka. In: Proceedings of International Forestry and Environment Symposium (2019)
Moriizumi, Y., Suksri, P., Hondo, H., Wake, Y.: Effect of biogas utilization and plant co-location on life-cycle greenhouse gas emissions of cassava ethanol production. J. Clean. Prod. 37, 326–334 (2012). https://doi.org/10.1016/j.jclepro.2012.07.035
Silalertruksa, T., Gheewala, S.H.: The environmental and socio-economic impacts of bio-ethanol production in Thailand. Energy Procedia. 9, 35–43 (2011). https://doi.org/10.1016/j.egypro.2011.09.005
Ceylon Petroleum Corporation: Technical Specification : Lanka Auto Diesel, http://ceypetco.gov.lk/AutoDiesel/. Accessed 25 March 2020
Wernet, G., Bauer, C., Steubing, B., Reinhard, J., Moreno-Ruiz, E., Weidema, B.: The ecoinvent database version 3 (part I): overview and methodology. Int. J. Life Cycle Assess. 21, 1218–1230 (2016)
Ceylon Electricity Board: Ceylon Electricity Board Annual Report, https://ceb.lk/publication-media/annual-reports/en, (2019)
Myhre, G., Shindell, D., Bréon, F.M., Collins, W., Fuglestvedt, J., Huang, J., Koch, D., Lamarque, J.F., Lee, D., Mendoza, B., Nakajima, T., Robock, A., Stephens, G., Takemura, T., Zhang, H.: Global warming potential values. Greenh. Gas Protoc. 2014, 2–5 (2015)
Molaverdi, M., Karimi, K., Mirmohamadsadeghi, S.: Improvement of dry simultaneous saccharification and fermentation of rice straw to high concentration ethanol by sodium carbonate pretreatment. Energy 167, 654–660 (2019). https://doi.org/10.1016/j.energy.2018.11.017
Shie, J.L., Chang, C.Y., Chen, C.S., Shaw, D.G., Chen, Y.H., Kuan, W.H., Ma, H.K.: Energy life cycle assessment of rice straw bio-energy derived from potential gasification technologies. Bioresour. Technol. 102, 6735–6741 (2011). https://doi.org/10.1016/j.biortech.2011.02.116
Hsu, T.C., Guo, G.L., Chen, W.H., Hwang, W.S.: Effect of dilute acid pretreatment of rice straw on structural properties and enzymatic hydrolysis. Bioresour. Technol. 101, 4907–4913 (2010). https://doi.org/10.1016/j.biortech.2009.10.009
Lim, J.S., Abdul Manan, Z., Wan Alwi, S.R., Hashim, H.: A review on utilisation of biomass from rice industry as a source of renewable energy. Renew. Sustain. Energy Rev. 16, 3084–3094 (2012). https://doi.org/10.1016/j.rser.2012.02.051
Sadhukhan, J., Martinez-Hernandez, E., Amezcua-Allieri, M.A., Aburto, J., Honorato, S.J.A.: Economic and environmental impact evaluation of various biomass feedstock for bioethanol production and correlations to lignocellulosic composition. Bioresour. Technol. Rep 7, 100230 (2019). https://doi.org/10.1016/j.biteb.2019.100230
Roy, P., Orikasa, T., Tokuyasu, K., Nakamura, N., Shiina, T.: Evaluation of the life cycle of bioethanol produced from rice straws. Bioresour. Technol. 110, 239–244 (2012). https://doi.org/10.1016/j.biortech.2012.01.094
Demichelis, F., Laghezza, M., Chiappero, M., Fiore, S.: Technical, economic and environmental assessement of bioethanol biorefinery from waste biomass. J. Clean. Prod. 277, 124111 (2020). https://doi.org/10.1016/j.jclepro.2020.124111
CEIC: Sri Lanka Petroleum Products Supply and Demand, https://www.ceicdata.com/en/sri-lanka/petroleum-products-supply-and-demand/petroleum-products-demand-annual-local-sales-gasoline Accessed 28 March 2020
Acknowledgements
This research study was supported by the Senate Research Committee Grant with the grant No. SRC/LT/2021/18 at the University of Moratuwa, Sri Lanka. The authors would like to thank the Department of Chemical and Process Engineering, University of Moratuwa, Sri Lanka for providing the required process simulation software tools and computational facilities.
Funding
This research study was supported by the Senate Research Committee Grant with the grant No. SRC/LT/2021/18 at the University of Moratuwa, Sri Lanka.
Author information
Authors and Affiliations
Contributions
All authors of this manuscript have directly contributed to the conception, design, execution, and analysis of this study. The first draft of the manuscript was written by Piyumali Mewanthika Jayasundara and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Jayasundara, P.M., Jayasinghe, T.K. & Rathnayake, M. Process Simulation Integrated Life Cycle Net Energy Analysis and GHG Assessment of Fuel-Grade Bioethanol Production from Unutilized Rice Straw. Waste Biomass Valor 13, 3689–3705 (2022). https://doi.org/10.1007/s12649-022-01763-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-022-01763-4