
Abstract
In this paper, the nanosecond pulse laser surface treatment of the waterborne anti-rust paint on HT250 gray cast iron was carried out. The area and depth of the per-pulse laser ablation paint layer were measured. The threshold of laser energy density was determined through the relations with ablation area and depth. The paint removal mechanism was discussed by analyzing the ablation features of the paint layer on laser cleaning. The features of the paint removal under various laser energy densities were characterized, and the process parameters in the experiments were investigated. The results showed that there were four thresholds and three kinds of mechanisms in the paint removal process with nanosecond pulsed laser. The ablation threshold of substrate was deepened on the laser parameters. The ablation processes were included thermal ablation, thermal vibration and paint ionization concurrently, respectively. The surface cracks and paint debris were observed at the edge of the cleaning path, which were ascribed to the vibration effect by laser. In addition, the vibration effect could significantly increase the width of paint removal. Paint ionization has also a significant influence on the substrate morphology. Paint ionization would have an obvious impact on the formation of the substrate morphology. It is desirable to fabricate approach to remove the paint layer without damaging the substrate under optimized laser parameters by nanosecond pulse laser.
Graphical abstract

摘要
本文从理论和实验方面对纳秒脉冲激光清洗HT250灰铸铁表面水性防锈漆进行了研究。首先, 测量了单脉冲激光烧蚀漆层表面的面积和深度, 分别拟合激光能量密度与单脉冲烧蚀面积及烧蚀深度的关系, 确定激光除漆阈值。然后, 通过分析激光清洗后漆层形貌, 解释激光除漆过程中的各种机理。最后, 对不同激光能量密度下的除漆表面特征进行表征, 评估不同清洗参数下的除漆效率和基底表面质量。结果表明, 激光除漆过程中存在四种清洗阈值和三种主要清洗机理。其中基底烧蚀阈值是激光能量密度的选择上限, 热烧蚀、热振动和油漆的等离子化是激光除漆过程中的三种主要清洗机理。热振动效应主要存在于激光除漆边缘, 并且可以明显地增加除漆宽度提高除漆效率; 漆层的等离子化则会对基底形貌的形成产生较大的影响。研究发现, 选择合适的激光参数可以实现在不损伤基底的情况下对漆层彻底清除。
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Laser cleaning technology has advantages of accurate positioning, no contact, wide application range, safety and friendly to environment [1, 2], which has been used to clean different types of substrates and contaminants. For example, removing particles from circuit board or optical glass [3], cleaning the surface rust layer of the ship [4], pre-treatment for welding [5], removal of aircraft coating/paint [6,7,8], removal of car coating [9,10,11], carbon fiber-reinforced plastic (CFRP) surface paint [12] and corrosion-resistant coating on the surface of aviation titanium alloy parts [13] have been widely reported. With the rapid development of laser technology, laser cleaning technology has made great progress in recent years. In particular, the combination of laser paint removal and engine remanufacturing technology may become an appealing technique that attracts widespread attention [14, 15].
The laser paint removal is a complicated process. During the process, the painted layer absorbs a certain amount of laser energy which can cause temperature rise and a series of physical and chemical phenomena, resulting in the removal of the paint layer. In the process of laser cleaning, there were six kinds of mechanisms, which were photon pressure, selective vaporization, shock waves produced by rapid heating and cooling, evaporation pressure, plasma detonation and ablation [16]. In addition, although the laser density of each pulse is relatively low, a phase explosion is likely to occur in a high-repetition rate regime, which greatly improves the efficiency of paint removal [17]. The cleaning mechanism is also affected by the type of contaminants. The contaminants of transparent to the laser will generate a significant vibration effect, and the absorbent contaminants will be ablated and gasified [18]. Li et al. [19] investigated the relationship between paint removal mechanism and different laser energy densities. They found that the process of paint removal including heating effect, thermal stress effect, vaporization and ionization effects and selecting appropriate laser energy density can remove the paint layer by thermal stress without causing any damage to the substrate.
In addition, the choice of laser parameters also has a great influence on the paint removal effect. As early as 1997, several kinds of paints with different compositions, colures and thicknesses have been cleaned by laser paint removal technology. The test results showed that high-quality surfaces can be obtained using suitable laser parameters [20]. Hong et al. [21] carried out the experiment of laser cleaning CFRP by Q-switched laser and found that the CFRP removal threshold and the substrate damage threshold were 51 and 102.45 mJ·cm−2, respectively. Zou et al. [22] investigated the temperature field and stress-field distribution in paint removal by short pulse laser. The calculation of theoretical values of the cleaning threshold of paint was 0.54 J·cm−2, and the damage threshold of iron substrate was 2.2 J·cm−2, respectively. Kumar et al. [23] carried out the paint removal experiment by using TEA-CO2 laser and found that the laser paint removal thresholds in air and N2 were 2.4 and 2.6 J·cm−2, respectively.
Although researches on laser paint removal have grown in recent years, a few studies obtained results from single-pulse cleaning experiments [9, 11, 17, 19], which explored the mechanism of the millisecond laser cleaning process, but did not discuss the experimental results when cleaning an area. Some previous studies calculated the threshold value in the nanosecond laser cleaning process through theory [20, 22], and there was no experimental verification. The laser energy is related to the pulse width. So, the laser cleaning mechanism of different pulse widths is different. However, previous studies have involved the evolution mechanism of ablation, vaporization and vibration separation of the coating on the surface of the metal substrate under the action of nanosecond pulsed laser heat/force, and the state change of the paint and the substrate during the laser cleaning process. This study aims to investigate the threshold of nanosecond pulsed laser paint removal and to discuss its mechanism through a combination of theoretical calculations and experiments. By characterizing the surface morphology, roughness and oxygen content of the substrate, the cleaning effects under different laser parameters were compared and evaluated.
2 Experimental
2.1 Experimental material and setup
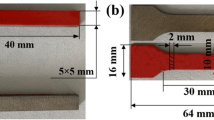
The HT250 gray cast iron was chosen as the paint removal substrate whose main chemical constituents are 94.03 wt% Fe, 3.20 wt% C, 1.79 wt% Si, 0.78 wt% Mn, 0.12 wt% S and 0.08 wt% P. Sample size was 40 mm × 20 mm × 6 mm. Before the experiment, the samples were polished with 320–1500 grit SiC sandpaper and then cleaned by ultrasonic cleaner with absolute ethanol. At last, the surfaces of the 30 samples were manually sprayed with ~ 38-μm-thick anti-rust paint. This thickness was close to the actual measured paint thickness on the surface of a cylinder of an automobile engine.
The laser cleaning experimental system is shown in Fig. 1a, b, where Fig. 1a shows the experimental equipment diagram and Fig. 1b shows the experimental schematic diagram. An IPG fiber laser of type YLP-HP-1-100-100-100, whose beam profile follows approximately Gaussian distribution, was used as a paint removal equipment. The main technical parameters of laser in this experiment are shown in Table 1. The laser is transmitted through an optical fiber and focused by a lens into a laser spot with 50 μm in diameter. The high-speed galvo-scanner controls the position of the laser spot on the surface of the sample. Laser paint removal experiments were conducted in the environment without auxiliary gases.

Laser cleaning experimental system: a equipment diagram; b schematic diagram; and c laser spot overlap diagram
2.2 Experiment method
The distribution of the temperature field during the laser paint removal process is mainly affected by the laser energy density, and it can be represented as [15]:
where F is the laser energy density (J·cm−2), P is the laser average power (W), r0 is the laser spot radius (cm), and f is the laser repetition frequency (Hz). To determine the threshold of laser energy density, a single-pulse ablation paint experiment was performed. Based on the previous theoretical calculations and the distribution range of laser power, the following experimental parameters were designed and are listed in Table 2.
In this process, it is necessary to consider the overlap rate of spot, because the area of the overlapping area between the spots and the time between laser actions will affect the depth and width of the paint removal. The overlapping on the scanning direction (lateral overlap, ηx) is as follows [1]:
where dx is the distance between adjacent spots in the scanning direction (cm), and v is paint removal speed (cm·s−1). The speed at ηx = 0 is defined as the threshold speed. The overlap between the adjacent lines (vertical overlap, ηy) can be expressed as [1]:
where dy is vertical adjacent spot distance (cm). Figure 1c shows the diagram of laser spot overlap in the experiment. According to the actual research situation, different overlap ratios (ηy/ηx) were set in the experiments.
Finally, in order to evaluate the paint removal efficiency and substrate surface quality, the paint removal rate was characterized by calculating the area of the residual paint layer [24]. The KEYENCE VHX-1000C laser scanning confocal microscope (LSCM) was used to measure the width and depth of the ablation region and measure the surface roughness of the paint removal surface. The surface morphology and element content of the cleaning surface were examined by S-3400 N scanning electron microscope (SEM) and X-ray energy spectrometer (EDS), respectively.
3 Results and discussion
3.1 Determination of threshold of energy density in laser paint removal
The relationship between the laser energy density of the Gaussian spot and the spot radius can be expressed as [25]:
where r is the distance from the center of the beam (cm). If the ablation diameter of the single-pulse laser on the surface of the paint is D, then F1 is the minimum laser energy density to achieve paint removal. The initial paint removal threshold is:
Equation (6) was derived from Eqs. (4, 5):
where S is laser ablation area (cm2). It can be seen from Eq. (6) that the laser ablation area is linear with the logarithm of the laser energy density. In this paper, the initial paint removal threshold of laser paint removal can be obtained by mathematical calculation using data fitting method.
As shown in Fig. 2a, the relationship between the single-pulse ablation area and logarithmic of laser energy density is obtained by fitting each set of experimental data. R2 is the goodness of data fitting, which shows the accuracy of data fitting. The slope k = S0/2 of the curve is half of the ablated area. It can be calculated from Fig. 3a that the intercept of the abscissa axis of the above curve is lnF0 = 0.901, which can be concluded that the initial cleaning threshold of laser paint removal is F1 = 2.46 J·cm−2.

Relationship between laser energy density and surface ablation: a width and b depth

Focused microscope image of single-pulse ablation region at different laser energy densities: a 2.46 J·cm−1; b 6.42 J·cm−1; c 10.19 J·cm−1; d 12.73 J·cm−1; e 15.28 J·cm−1 ; and f 18.73 J·cm−1
The relationship between the ablation depth of the material and the laser energy density of single pulse in photochemical process can be expressed as [26, 27]:
where L is ablation depth of the material (cm), and a is absorption coefficient of paint (cm−1). When the ablation depth reaches the thickness of the paint layer, the corresponding laser energy density is the substrate exposure threshold. By fitting the relationship between the ablation depth and the laser energy density, a variation curve can be obtained, as shown in Fig. 2b. The substrate exposure threshold can be calculated as F2 ≈ 6.42 J·cm−2, and the inverse of the slope of the curve represents the absorption coefficient of the paint a≈276.62 cm−1.
When the diameter of the single-pulse ablation paint reaches the spot diameter, the laser energy density is the complete paint removal threshold [19]. At this time, the laser energy density at the edge of the ablation region should be F2, which can be obtained by Eq. (4):
when r = 25 μm (laser spot radius), and the complete paint removal threshold can be calculated as F4 = 47.20 J·cm−2.
Figure 3 shows the focused microscope image of single-pulse ablation region at different laser energy densities. When the laser energy density was 2.46 J·cm−2, the thickness of paint layer was increased by 0.8 μm. The laser energy density only reaches the initial cleaning threshold of the paint, and the smaller energy causes the paint to melt and expand. The energy absorbed by the paint layer increases with the laser energy density, which causes more paint layers to be removed and micro-pits to appear on the surface of the substrate. However, the ablation depth grows slowly until about 10.19 J·cm−2, that is because the ablation depth has reached the thickness of the paint layer [1], as shown in Fig. 2b. When lnF ≈ 2.544 (F ≈ 12.73 J·cm−2), the depth has a more obvious change. It can be determined that the damage is appeared on the substrate. In addition, this damage also can be clarified from Fig. 3; when the energy density is 12.73 J·cm−2, the scale distance in the depth direction has exceeded the thickness of the paint layer (38 μm). Therefore, the above data were considered to be the substrate damage threshold during laser paint removal, that is, F3 = 12.73 J·cm−2.
3.2 Discussion on mechanism of laser paint removal
In paint removal process, the overlapping spot will inevitably occur, so the cumulative effect in the case of pulsed laser must be considered. In the experiment, the repetition frequency was fixed at 100 kHz (threshold speed was 500 cm·s−1), and the scanning speed and laser energy density were two process parameters that varied in the experiments. Figure 4 shows the surface topography of single-pulse paint removal when the laser energy density is 47.20 J·cm−2 (calculated complete paint removal threshold). There are three typical regions appearing in the paint removal region. In Region 1, the substrate had obvious melting phenomenon and the molten material spattered with about 22 μm. Region 2 is the ablation region, and there is no obvious melting of the substrate. However, the surface appears dark yellow, which means that the substrate has ablated. Region 3 exhibits a typical metallic luster, obvious stress break marks can be found at the paint removal edge, and the diameter of the paint removed (67.5 μm) is significantly larger than the spot diameter [9,10,11, 26].

Surface topography of a single-pulse ablation paint when laser energy densities of 47.20 J·cm−2
In the process of laser paint removal, the temperature rise model generated by a single pulse can be expressed as [21]:

where ∆T is temperature increase (K), γ is material absorption rate, к is material thermal conductivity (W·m−1·K−1), α is materials thermal diffusivity (m2·s−1), and τ is pulse width (s). It can be known from Eq. (9) that as the laser energy density increases, the temperature is far exceeding the vaporization temperature of the paint. Thus, the paint will be ablated and vaporized, or even ionized in a certain region during a pulse width [16, 19, 28]. Owing to the heat conduction, heat is transferred to the substrate. When the surface temperature of the substrate exceeds its melting point, the substrate will be ablated [29]. At the same time, the shock wave and vaporization driving force [30,31,32], generated by paint ionization and melt, force the molten pool material to expand and splash, which caused a large amount of molten materials distribution around the micro-pits. The thermal vibration causes the paint to break, tear and ejects from the surface outside the ablation region, which is ascribed to the difference in thermal expansion coefficient between the paint layer and the substrate, and then, a thermal stress gradient occurs between the bonding surface [33]. As shown in Fig. 4, there is no ablation damage to the substrate and stress break marks under the action of the thermal stress can be observed [34].
3.3 Discussion on surface morphology after laser paint removal
Figure 5 shows the surface morphologies of the paint after single-line paint removal at v = 700 cm·s−1 (greater than 500 cm·s−1), and F = 12.73 J·cm−2. It can be seen from Fig. 5a that the width of the paint removal reaches 156.9 μm, and the mutually separated micro-pits with diameter of around 50 μm can be found on the scanning path. The distance between the micro-pits is ~ 242 μm. Figure 5b, c shows that there are some paint debris, paint cracks and paint particles on the scanning path. During the paint removal process, there is a certain thermal cumulative effect between the adjacent laser spots, resulting in a higher paint temperature than that of single-pulse ablation [21]. The temperature different from the spot coverage region and the uncovered region was caused by the thermal cumulative effect, which led to the thermal stress [35]. The thermal stress is the main reason for the edge paint layer being fragmented and broken. Therefore, it can be seen that the paint debris and paint cracks have greatly increased the cleaning width and improved the cleaning efficiency.

Surface morphologies of paint removal when v = 700 cm·s−1, F = 12.73 J·cm−2: a micro-pits; b paint debris; and c surface crack and paint particles
When the scanning speed is v = 400 cm·s−1 (less than 500 cm·s−1) and F = 12.73 J·cm−2, it can be found that, as shown in Fig. 6, the width of the laser paint removal is only 70 μm, much smaller than the removal width shown in Fig. 5. As shown in Fig. 6b, the micro-pits of the substrate have a significant overlap, and the ablation is more pronounced. The edge of the paint is mainly composed of molten materials, which is because that the smaller spot spacing causes a sharply rising temperature of the paint layer to a degree of gasification or even ionization in a short time [17, 19]. These molten materials are ejected from the cleaning region under vaporization driving force. Based on Fig. 5, the break marks are also observed, which may be due to the generation of force effect when the temperature rise effect was not significant in the early stage of laser loading. Actually, the paint layer is mainly removed by the thermal effect [17, 19].

Surface morphologies of paint removal when v = 400 cm·s−1, F = 12.73 J·cm−2: a × 200 and b × 500
3.4 Effects of laser parameters application on paint removal
In view of the single-path cleaning width, the ηy/ηx was equal to 1 when the paint removal speed is less than or equal to the threshold speed. Additionally, the ηy/ηx was equal to 1.5 when the paint removal speed is higher than the threshold speed. By the area characterization method, the paint removal rates under different scanning speeds are shown in Fig. 7. At the laser energy density of 10.19 J·cm−2, the paint layer has been removed due to the lower laser energy density hardly. In addition, the other three sets of data all show a tendency that the paint removal rates drop sharply near the threshold speed (500 cm·s−1), and at high speeds, the paint removal rate is kept at a high level.

Cleaning rate at different speeds
Figure 8a–f illustrates the macro morphologies of the surface of the paint-removed sample at different scanning speeds at F = 12.73 J·cm−2. When the speeds are 600, 700 and 800 cm·s−1, the surface of the substrate basically shows the metallic luster, but there are also some residual paint particles on the surface. The residual lump paint appeared on the surface of the substrate at the fast scanning speed of 800 cm·s−1. The residual paint layer was reduced with the scanning speed decreasing (700 cm·s−1). It was noted that there is no obvious residual paint layer on the surface of the substrate when the speed was 600 cm·s−1. However, the surface of the substrate appeared dark yellow at the speed of ~ 500 cm·s−1. The dark yellow on the surface of the substrate became more obvious with the scanning speed further decreasing, which indicated that the substrate has undergone a significant oxidation [17, 19], and the residual paint on the substrate no longer exists in the form of particles. The paint layer is removed from the substrate as a whole with higher speed, and some paint particles are possible to deposit on the substrate surface during the period [17, 19]. When the speed is gradually reduced, the paint will be removed by ablation, and the thickness of the paint will be reduced significantly.

Macro-morphologies of sample surface after laser cleaning at different scanning speeds: a 800 cm·s−1; b 700 cm·s−1; c 600 cm·s−1; d 500 cm·s−1; e 400 cm·s−1; and f 300 cm·s−1
Figure 9 exhibits the substrates surface after laser paint removal using different laser energy densities and scanning speeds. It can be seen that the substrate surface is generally smooth at a laser scanning speed of 700 cm·s−1. Few paint particles were on the substrate surface, which were caused by the paint re-deposited on the surface at the lower laser energy density of 12.73 J·cm−2 (Fig. 9a). As shown in Fig. 9b, the substrate surface has resolidification with laser energy density increasing to 15.28 J·cm−2. At a high laser energy density of 17.83 J·cm−2, the resolidification region of the substrate has obviously become large, as shown in Fig. 9c. If the auxiliary gas is used in laser cleaning, it can effectively reduce the redeposition of paint particles and improve the cleaning rate. The surface of substrates shows a more serious resolidification phenomenon with the laser cleaning speed decreasing at 400 cm·s−1. The overlapped ring pits could still be observed on the substrate surface with a laser energy density of 12.73 J·cm−2 (Fig. 9d). However, the surface morphologies became irregular with the laser energy densities increasing to 15.28 and 17.83 J·cm−2 (Fig. 9e, f), and the molten material is accumulated under the vaporization pressure due to the serious melting of the substrate [17, 19], which caused the overlapped ring pits to be covered.

SEM images of surfaces after laser paint removal: a 700 cm·s−1, 12.73 J·cm−2; b 700 cm·s−1, 15.28 J·cm−2; c 700 cm·s−1, 17.83 J·cm−2; d 400 cm·s−1, 12.73 J·cm−2; e 400 cm·s−1, 15.28 J·cm−2; and f 400 cm·s−1, 17.83 J·cm−2
3.5 Physical and chemical characteristics of laser paint removal
Figure 10 shows the surface oxygen content and surface roughness at different paint removal speeds with laser energy densities of 15.28 and 17.83 J·cm−2, respectively. As shown in Fig. 10a, b, the surface roughness has a certain increase compared with the original one, and the oxygen content also increases with the decrease in the speed. The results show that the slight oxidation and smoother surface of substrate can be obtained at high scanning speed (within the parameters studied in this paper) [19].

Surface oxygen content and surface roughness of cleaned samples: a 15.28 J·cm−2 and b 17.83 J·cm−2
4 Conclusion
In this paper, the nanosecond pulse laser surface treatment of the waterborne anti-rust paint on HT250 gray cast iron is carried out. The four thresholds in the paint removal process obtained through calculation and experimental measurement were as follows: The initial cleaning threshold, the substrate exposure threshold, the substrate damage threshold and the complete paint removal threshold were correspondingly 2.46, 6.42, 12.73 and 47.20 J·cm−2. In addition, it is found that there are mainly three kinds of removal mechanisms (thermal ablation, thermal vibration and paint ionization) based on the investigation of the substrates surface morphologies after laser paint removal. Thermal ablation is common in the process of laser paint removal. Thermal vibration is more pronounced at the edges of cleaning area, which can significantly increase the width of the paint removal to improve the efficiency of paint removal. The ionization of the paint will have a certain effect on the formation of the substrate surface morphology. The substrate damage threshold is the upper limit of laser energy density selection during laser paint removal. The lower laser scanning speed and the higher laser energy density could damage the substrate. The lower content of oxygen and smoother surface of substrate could be obtained at the optimized laser parameters (F = 15.28 J·cm−2, f = 90 kHz, v = 700 cm·s−1). The paint removal rate can be reached 99.4% based on the above-mentioned parameters with nanosecond pulsed laser.
References
Jasim HA, Demir AG, Previtali B, Taha ZA. Process development and monitoring in stripping of a highly transparent polymeric paint with ns-pulsed fiber laser. Opt Laser Technol. 2017;93:60.
Zhang ZY, Zhang JY, Wang YB, Zhao SS, Lin XC, Li XY. Removal of paint layer by layer using a 20 kHz 140 ns quasi-continuous wave laser. Optik. 2018;174:46.
Ye Y, Yuan XD, Xiang X, Cheng XF, Miao XX. Laser cleaning of particle and grease contaminations on the surface of optics. Optik. 2012;123(12):1056.
Wang ZM, Zeng XY, Huang WL. Parameters and surface performance of laser removal of rust layer on A3 steel. Surf Coat Technol. 2003;166(1):10.
Shi TY, Wang CM, Mi GY, Yan F. A study of microstructure and mechanical properties of aluminum alloy using laser cleaning. J Manuf Process. 2019;42(7):60.
Palomar T, Oujja M, Llorente I, Ramírez Barat B, Cañamares MV, Cano E, Castillejo M. Evaluation of laser cleaning for the restoration of tarnished silver artifacts. Appl Surf Sci. 2016;387:118.
Madhukar YK, Mullick S, Shukla DK, Kumar S, Nath AK. Effect of laser operating mode in paint removal with a fiber laser. Appl Surf Sci. 2013;264:892.
Kuang Z, Guo W, Li JN, Jin Y, Qian DS, Ouyang JL, Fu LW, Fearon E, Hardacre R, Liu Z, Li L. Nanosecond fibre laser paint stripping with suppression of flames and sparks. J Mater Process Technol. 2019;266:474.
Razab MKAA, Jaafar MS, Rahman AA, Mamat S, Ahmad MI, Suhaimi FM. Influenced of threshold fluence, absorption coefficient and thermal loading in laser paint removal mechanisms. In Environment, Energy and Applied Technology. Edited by Sung W.P., Kao J.C.M., London: Taylor & Francis Group; 2015. 885.
Razab MKAA, Noor AM, Jaafar MS, Abdullah NH, Suhaimi FM, Mohamed M, Adam N, Yusuf NAAN. A review of incorporating Nd:YAG laser cleaning principal in automotive industry. J Radiat Res Appl Sci. 2018;11(4):393.
Razab MKAA, Jaafar MS, Abdullah NH, Amin MFM, Mohamed M. Influence of elemental compositions in laser cleaning for automotive coating systems. J Russ Laser Res. 2016;37(2):197.
Tong YQ, Zhang A, Fu YH, Yao HB, Zhou JZ, Chen XM, Reng XD. Research on on-line detection of plasma spectroscopy in laser cleaning of carbon fiber reinforced polymer. Spectrosc Spect Anal. 2019;39(8):2388.
Ragusch A, Taillon G, Meunier M, Martinu L, Klemberg-Sapieha JE. Selective pulsed laser stripping of TiAlN erosion-resistant coatings: effect of wavelength and pulse duration. Surf Coat Technol. 2013;232(10):758.
Jiang ZG, Jiang Y, Wang Y, Zhang H, Cao HJ, Tian GD. A hybrid approach of rough set and case-based reasoning to remanufacturing process planning. J Intell Manuf. 2019;30(1):19.
Wu ZP, Li T, Li Q, Shi BW, Li XB, Wang XL, Lu HT, Zhang HC. Process optimization of laser cladding Ni60A alloy coating in remanufacturing. Opt Laser Technol. 2019;120: 105718.
Turner MW, Crouse PL, Li L. Comparison of mechanisms and effects of Nd:YAG and CO2 laser cleaning of titanium alloys. Appl Surf Sci. 2006;252(13):4792.
Han JH, Li YG, Zhang QH, Fu YQ, Fan WX, Feng GY, Yang LM, Xie XD, Zhu QH, Zhou SH. Phase explosion induced by high-repetition rate pulsed laser. Appl Surf Sci. 2010;256(22):6649.
Kholodova SI, Goryachkin DA, Koval’chuk LV. The cleaning of works of art made from stone with laser radiation at wavelengths of 10.6 and 1.06 μm. J Opt Technol. 2021;77(5):309.
Li XK, Zhang QH, Zhou XZ, Zhu DQ, Liu QX. The influence of nanosecond laser pulse energy density for paint removal. Optik. 2018;156:841.
Galantucci L, Gravina A, Chita G, Cinquepalmi M. An experimental study of paint-stripping using an excimer laser. Polym Polym Compos. 1997;5(2):87.
Hong SC, Chong SY, Lee JR, Park CY. Investigation of laser pulse fatigue effect on unpainted and painted CFRP structures. Compos B Eng. 2014;58:343.
Zou WF, Xie YM, Xiao X, Zeng XZ, Luo Y. Application of thermal stress model to paint removal by Q-switched Nd:YAG laser. Chin Phys B. 2014;23(7):074205.
Kumar M, Bhargava P, Biswas AK, Sahu S, Mandloi V, Ittoop MO, Khattak BQ, Tiwari MK, Kukreja LM. Epoxy-paint stripping using TEA CO2 laser: determination of threshold fluence and the process parameters. Opt Laser Technol. 2013;46(1):29.
Guo ZH, Zhou JZ, Meng XK, Sun Q, Yang JN. Research on process of nanosecond pulse laser paint stripping HT250 gray cast iron. Chin J Las. 2019;46(10):1002012.
Chen L, Zhang P, Chen JX, Tu YL. Theoretical and experimental analysis of the impact on ablation depth of microchannel milling using femtosecond laser. Opt Lasers Eng. 2018;103:77.
Razab MKAA, Jaafar MS, Rahman AA, Saidi SA. Estimation of threshold fluence, absorption coefficient and thermal loading of car coated substrate in laser paint removal. Appl Mech Mater. 2014;554:439.
Schmidt MJJ, Li L, Spencer JT. An investigation into the feasibility and characteristics of using a 2.5 kW high power diode laser for paint stripping. J Mater Process Technol. 2003;138(1–3):109.
Anthofer A, Lippmann W, Hurtado A. Laser decontamination of epoxy painted concrete surfaces in nuclear plants. Opt Laser Technol. 2014;57:119.
Zhang FD, Liu H, Suebka C, Liu YX, Liu Z, Guo W, Cheng YM, Zhang SL, Li L. Corrosion behaviour of laser-cleaned AA7024 aluminium alloy. Appl Surf Sci. 2018;435:452.
Li J, Zhou JZ, Feng AX, Tian XL, Huang Y, Huang S, Meng XK. Simultaneously enhancing mechanical properties and damping capacity of pure titanium subjected to cryogenic laser peening. Mater Lett. 2019;254:423.
Qiu BB, Liu J, Yan JJ, Chong DT, Wu XZ. Experimental investigation on the driving force and energy conversion in direct contact condensation for steam jet. Int J Heat Mass Transfer. 2017;115:35.
Vo DD, Moradi R, Barzegar Gerdroodbary M, Ganji DD. Measurement of low-pressure Knudsen force with deflection approximation for gas detection. Results Phys. 2019;13:102257.
Wang JT, Ma YZ, Liu YW, Yuan W, Song HW, Huang CG, Yin XW. Experimental investigation on laser ablation of C/SiC composites subjected to supersonic airflow. Opt Laser Technol. 2019;113:399.
Shin BS, Oh JY, Sohn H. Theoretical and experimental investigations into laser ablation of polyimide and copper films with 355-nm Nd:YVO4 laser. J Mater Process Technol. 2007;187–188:260.
Barletta M, Gisario A, Tagliaferri V. Advance in paint stripping from aluminium substrates. J Mater Process Technol. 2006;173(2):232.
Acknowledgements
This study was financially supported by the Provincial Key Research & Development Program of Jiangsu (No.BE2017001-2) and the Postgraduate Research & Practice Innovation Program of Jiangsu Province (No. KYCX18_2224).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interests
The authors declare that they have no conflict of interests.
Rights and permissions
About this article

Cite this article
Sun, Q., Zhou, JZ., Meng, XK. et al. Mechanism and threshold fluence of nanosecond pulsed laser paint removal. Rare Met. 41, 1022–1031 (2022). https://doi.org/10.1007/s12598-021-01817-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-021-01817-x