
Abstract
Al2O3–ZrO2–TiO2 coatings were successfully prepared by plasma spraying Al2O3–ZrO2 composite powders with and without TiO2 addition. The effects of TiO2 on the phase composition, microstructure and properties of the Al2O3–ZrO2 coating were studied. The results show that the Al2O3–ZrO2–TiO2 composite powder was composed of t-ZrO2, α-Al2O3, m-ZrO2 and rutile, while the Al2O3–ZrO2–TiO2 composite coating consisted of t-ZrO2, α-Al2O3 and γ-Al2O3. The diffraction peaks of TiO2 could not be detected in the Al2O3–ZrO2–TiO2 coating even up to 10 wt% TiO2 addition. The reason may be that TiO2 was dissolved in the amorphous phase or formed solid solution with γ-Al2O3 phase in the coating during cooling. Compared with the Al2O3–ZrO2 coating, the as-prepared Al2O3–ZrO2–TiO2 coating had denser microstructure, less microcracks and more amorphous phases. The density of the Al2O3–ZrO2–TiO2 coating increased with the increase of TiO2 content. The Al2O3–ZrO2–10wt%TiO2 coating had the most uniform and dense microstructure, possessed higher toughness, adhesive strength and wear resistance compared with the Al2O3–ZrO2 coating, which was due to its lower porosity and more uniform microstructure.
Graphic abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In recent years, with the continuous progress and development of material science, higher requirements were put forward to save resources and protect the environment. Therefore, there were higher requirements for the properties of materials, such as wear resistance, high temperature resistance, corrosion resistance [1]. Using surface technology to strengthen the material surface can extend the service life of the part. Ceramic coatings with high hardness, high temperature resistance, wear resistance, good biocompatibility and other characteristics have been widely used [2, 3]. There are a variety of technologies for preparing ceramic coatings, such as laser cladding [4, 5], micro-arc oxidation [6], combustion synthesis [7], and plasma spraying [8,9,10]. Many studies had found that the ceramic coating prepared by plasma spraying was more economical and convenient to meet the requirements.
Oxides and composite oxides were the most widely used materials in the preparation of ceramic composite coatings [11]. Alumina had stable chemical properties, good friction and wear resistance. These advantages make it the most common type of oxide ceramic material used in thermal spray technology [12, 13]. However, alumina ceramics had inherent weaknesses, such as brittleness, sensitivity to stress concentration and cracks, and poor thermal shock resistance. Adding other components to Al2O3 to prepare multiphase composite coatings could improve the microstructure and properties of the Al2O3 coating [14, 15]. The mechanical properties of the gradient Al2O3/ZrO2 thermal barrier coatings were studied by Limarga et al. [16]. The results showed that the hardness of the Al2O3–ZrO2 coating was higher than that of the Al2O3 coating or ZrO2 coating, and the Al2O3–ZrO2 coating exhibited lower porosity and good toughness. Al2O3–ZrO2 coating was prepared by Ito et al. [17]. It was found that the Al2O3–ZrO2 possessed high hardness compared with Al2O3, while it exhibited lower thermal conductivity than the Al2O3. Chen et al. [18] found that the microhardness and toughness of the Al2O3–ZrO2 coating was higher than those of single-phase Al2O3 coating and single-phase ZrO2 coating.
Compared with Al2O3, TiO2 has higher thermal conductivity, smaller brittleness and better wettability when it was combined with metal matrix. Jia et al. [19] found that the porosity of Al2O3–13%TiO2 coating decreased and the tightness increased with the addition of TiO2, and the corrosion resistance of the coating increased with the increase of TiO2 content. The reason was that TiO2 was dispersed on brittle Al2O3 matrix during spraying, which played the role of sealing holes, released stress and reduced cracks. Girisha et al. [20] successfully prepared Al2O3–40%TiO2 coating by plasma spraying. Compared with that of the substrate, the microhardness of the Al2O3–40%TiO2 coating increased. Klyatskina et al. [21] studied the effect of coating composition on the tribological properties of Al2O3/TiO2 ceramic coatings by suspension plasma spraying. The results showed that the wear resistance of Al2O3/TiO2 coating was better than that of pure Al2O3 ceramic coating. Fervel et al. [22] achieved Al2O3–40%TiO2 (AT-40) and Al2O3–13%TiO2 (AT-13) coatings by plasma deposition. They found that the wear resistance of Al2O3–40%TiO2 coating was higher than that of Al2O3–13%TiO2 (AT-13) coating. Younes et al. [23] found that the reinforcement of TiO2 in Al2O3–3%TiO2 composite coating displayed a better tribological performance than the reinforcement of ZrO2 (AZ-25). Toma et al. [24] found that the addition of TiO2 to Al2O3 improved the microstructure of the coating, thereby improving its corrosion resistance.
In the present investigation, Al2O3–ZrO2 eutectic composition coatings were prepared by plasma spraying with and without TiO2 addition. The effects of TiO2 on the microstructure and properties of the Al2O3–ZrO2 coating were investigated.
2 Experimental
In the present investigation, TC4 titanium alloy was used as substrate and Al2O3, ZrO2 and TiO2 (Qinhuangdao Tai Chi Ring Products Co., Ltd.) were used as raw materials. The average particle sizes of Al2O3, ZrO2 and TiO2 are 40, 40 and 50 nm, respectively, scanning electron microscopy (SEM) images of the raw powders are shown in Fig. 1, and NiCrAlY was used as bonding layer materials. The spraying equipment is 80 KW GP-80 plasma spraying equipment produced by Taixing Yeyuan Spraying Machinery Factory.

SEM images of raw powders: a Al2O3, b ZrO2, and c TiO2
On the basis of the composition of eutectic Al2O3-ZrO2 (6:4 by molar ratio), 2 wt%, 6 wt% and 10 wt% TiO2 (labelled as AZT2, AZT6 and AZT10, respectively) were added into the Al2O3–ZrO2 composite powder, and the chemical composition of the composite powders is shown in Table 1. The Al2O3–ZrO2–TiO2 composite powders were prepared by spray granulation, and then the composite powders were deposited on the sandblasted substrates by plasma spraying. The parameters of plasma spraying are as follows: (a) current 500A, (b) voltage 70 V, (c) flow rate of primary gas Ar 80 L·min−1 and secondary gas H2 20 L·min−1, (d) spray distance about 100 mm (e) the powder flow rate 0.4 L·min−1. The thickness of the composite coatings is about 300 μm.
The microstructures of the composite powders and coatings were observed by SEM (HATACHI S-4800). The porosity of the coatings was measured by Image Analysis Software. A different set of SEM images of the polished cross sections were used for porosity analysis. Fifteen images of the coatings with 500× magnification were selected. Then, the average value was calculated as the value of porosity. The microhardness of the coatings was measured by SHIMADZU HMV-2 microhardness micrometer (0.98 N, 15 s, and 20 indents for each sample). The toughness of the coatings was measured by indentation method (4.9 N, 15 s). The indentation morphology and crack propagation were observed by SEM. The adhesive strength of the coatings (average of three measurements per coating) was measured by tensile adhesion test. The friction and wear properties of the coating were measured using a SFT-2 M pin-type friction and wear tester (Zhong Ke Kai Hua Science and Technology Development Co. Ltd., Lanzhou, China). Grinding balls were selected from 4-mm-diameter Si3N4 ceramic balls. The load on each disc was 30 N. The rotation speed was 400 r·min−1. The wear time was 10 min.
3 Results and discussion
3.1 Effect of TiO2 on phase composition
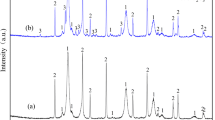
Figure 2 shows XRD patterns of Al2O3–ZrO2 composite powder, Al2O3–ZrO2–TiO2 composite powder after adding 2 wt% TiO2, 6 wt% TiO2, respectively. It can be seen that there are t-ZrO2, α-Al2O3 and m-ZrO2 phases in the Al2O3–ZrO2 composite powder, and t-ZrO2, α-Al2O3, m-ZrO2 and rutile TiO2 phases in the AZT2 and AZT6 composite powders.

XRD patterns of Al2O3–ZrO2(-TiO2) composite powders
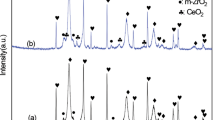
Figure 3 shows XRD patterns of AZ, AZT2, AZT6 and AZT10 composite coatings. Compared with XRD results of the composite powders, the phase analysis of the Al2O3–ZrO2 coatings with different contents of TiO2 shows that the m-ZrO2 phase in the raw powder disappeared and transformed into t-ZrO2 phase after plasma spraying. At the same time, metastable γ-Al2O3 phase appeared in the coating. It indicates that some of α-Al2O3 phase transformed into metastable γ-Al2O3 phase during plasma spraying. In the process of plasma spraying, the cooling rate is very large, which is a typical rapid solidification process, and it is easy to form a metastable phase in the coating. The γ-Al2O3 phase has lower critical nucleation free energy than α-Al2O3, and it is easier to nucleate and grow in the process of rapid cooling, so there was metastable phase γ-Al2O3 in the coating. Therefore, the metastable phase γ-Al2O3 was formed as the main phase [25,26,27,28].

XRD patterns of Al2O3–ZrO2–TiO2 composite coatings: a AZ, b AZT2, c AZT6, and d AZT10
It can be seen from Fig. 3b–d that there is no TiO2 diffraction peaks present in the AZT coatings. This is similar to the result by Jia et al. [19]. With the increase of TiO2 content, the diffraction peaks of TiO2 was also not detected even when 10 wt% TiO2 was added. It is inferred that in the high-temperature plasma jet, TiO2 with lower melting point was fully melted and dissolved into γ-Al2O3 lattice, in addition, there was hump peak present in the AZT coatings, indicating that there was amorphous phase formation. The reason is that the droplets had a higher degree of undercooling during deposition and solidification, thus forming a certain amount of amorphous phase. TiO2 is easier to melt in the process of plasma spraying. During the cooling process after spraying, the undercooling is large and the amorphous phase was therefore formed, which may be the reasons why the diffraction peaks of TiO2 were not detected and the content of amorphous phase was increased in the AZT coatings.
3.2 Effect of TiO2 on microstructure
Figure 4a shows SEM image of the AZ composite powder prepared by spray granulation, and Fig. 4c shows the magnification of a single particle. It can be seen that most of the composite powders are spherical or ellipsoid. Figure 4b shows SEM image of AZT10 composite powder prepared by spray granulation, and Fig. 4d shows the magnification of a single AZT10 particle. As seen from Fig. 4b, the AZT10 composite powder is spherical or ellipsoidal. Figure 4e, f shows the particle size distribution of Al2O3–ZrO2–TiO2 system composite powders. The particle size of the composite powders is mainly in about 30–70 μm range, which is suitable for plasma spraying.

SEM images, corresponding high magnification images and particle size distributions of Al2O3–ZrO2-(-TiO2) composite powders: a, c, e AZ, and b, d, f AZT10
Figure 5 shows cross-sectional SEM images of the Al2O3–ZrO2–TiO2 coating prepared by plasma spraying. There were many macro pores in the AZ coating (Fig. 5a, b); after adding 2 wt% and 6 wt% TiO2, there were lamellar structures in AZT2 and AZT6 coatings, and the microstructure distribution was more uniform (Fig. 5c–f). Compared with that of the AZ coating, the densities of the AZT2 and the AZT6 coatings increased, and the number of macropores was reduced. The reason is that the TiO2 with lower melting point (1840 °C for TiO2, 2050 °C for Al2O3 and 2700 °C for ZrO2), melted first in plasma jet, and provided better liquid condition for the subsequent melting of Al2O3 and ZrO2, therefore improving the melting state of the whole feedstocks. At the same time, TiO2 and Al2O3 have good wettability, which made the droplets deposit on the substrate in a better melting state. Then the droplets spread out rapidly, and the overlap between layers was better, which improved the density of the coating. When the content of TiO2 increased to 10 wt%, the microstructure of the AZT10 coating was more uniform and compact, the lamellar structure was more obvious, and the pores in the AZT10 coating almost disappeared (Fig. 5g, h). Under the present experimental condition, the quality of the AZT coating was improved with the increase of TiO2. This indicates that TiO2 is an effective additive and could improve the density of the Al2O3–ZrO2 coating, which is similar to the experimental results by Singh et al. [29], reporting that TiO2 could improving the density of Cr2O3 coating.

Cross-sectional SEM images and corresponding high magnification images of Al2O3–ZrO2–TiO2 composite coatings: a, b AZ, c, d AZT2, e, f AZT6, g, h AZT10
3.3 Formation mechanism
Figure 6 shows SEM image of the spreading droplets of the AZT10 coating. It can be seen that the composite power was melted more fully after adding TiO2, and the droplets spread more evenly, and there was no macro pores and multiple cracks formed in the AZT coatings, indicating that the addition of TiO2 could improve the melting degree of the composite powders, and thin and compact splats were obtained.

SEM image of spreading droplets of AZT10 coating
Figure 7 shows the forming mechanism of plasma sprayed Al2O3–ZrO2–TiO2 composite coatings. By comparing Al2O3–ZrO2 and Al2O3–ZrO2–TiO2 coatings with different contents of TiO2, it was found that the addition of TiO2 had little effect on the phase composition of the coatings, and no diffraction peaks of TiO2 were detected in the AZT coating. It is inferred that TiO2 was dissolved into the amorphous phase or formed solid solution with γ-Al2O3 phase. With the increase of TiO2 content, the defects such as pores and cracks in the AZT coating were obviously reduced, and the quality of the AZT coatings were improved obviously. The reason is that TiO2 has the lowest melting point and good wettability with Al2O3. It was melted first in the plasma jet and was beneficial for improving the melting and spreading state of the composite particles. The pores in the AZT coating were filled, and the uniform and dense coatings were obtained.

Schematic illustration of formation mechanism of Al2O3–ZrO2–TiO2 composite coatings prepared by plasma spraying: a AZ and b AZT2 & AZT6 & AZT10
3.4 Effect of TiO2 on properties
3.4.1 Porosity
Porosity is one of the key factors affecting the properties of the plasma sprayed coatings. There are many factors that influence the porosity of the plasma sprayed coatings. In order to exclude the influence of other factors, the composite powders of the Al2O3–ZrO2 system were plasma sprayed under the same processing parameters to explore the effect of TiO2 on the porosity of the Al2O3–ZrO2 composite coating. The porosity of the Al2O3–ZrO2–TiO2 composite coatings is shown in Fig. 8. The porosity of the AZ coating is about 6.6%. With the increase of TiO2 content, the porosity of the AZT coatings decreased gradually. The porosity of the AZT2, AZT6 and AZT10 composite coatings are 4.9%, 4.3% and 4.1%, respectively. The AZT10 coating has the lowest porosity and the densest microstructure. The main reason for the formation of pores is the existence of temperature gradient in plasma jet, which will result in different melting degrees of powder in different positions of the plasma jet. Therefore, in the plasma spraying process, the big ceramic powder particles at the edge of the plasma jet could not deform fully into flat splats. Other fine particles solidified and shrank after high velocity impacting on the substrate. Owing to the density difference between the liquid and solid, the shrinkage rate was different, so pores were formed around the unmelted particles in the coating. The addition of TiO2 could improve the density of the AZT coating. The reason is that TiO2 has lower melting point than Al2O3 and ZrO2, so the composite powder had better melting state. In the deposition process, the molten droplets overlapped each other more closely. The porosity of the AZ coating was higher due to its macro pores, while the macro pores of the AZT10 coating with more TiO2 disappeared completely and the coating was uniform and compact, so the porosity of the AZT10 coating was relatively low.

Porosity of Al2O3-ZrO2-TiO2 composite coatings
3.4.2 Hardness
The microhardness values of the Al2O3–ZrO2–TiO2 coatings are shown in Fig. 9. The microhardness of the AZ coating is HV 986.35. With the increase of TiO2 content, the microhardness of the AZT coatings increased slightly, and the microhardness values of the AZT2, AZT6, AZT10 coatings are HV 1046.67, HV 1054.21 and HV 1058.88, respectively. Hardness is directly related to the composition and microstructure of the plasma sprayed coating. The more uniform the microstructure is, the better the density is and the higher the hardness is. The microhardness of the AZT coatings increased with the addition of TiO2, due to the increase of the density of the coatings [30].

Microhardness of Al2O3–ZrO2–TiO2 composite coatings
3.4.3 Toughness
The fracture toughness of the Al2O3–ZrO2–TiO2 coatings was studied by indentation method. Figure 10 shows the indentation morphologies of the AZ and AZT10 coatings. As seen, the indentation of the AZ coating was flat, the indentation edge was broken, and cracks developed at the diagonal vertices of the indentation. However, there were no obvious curved edges and cracks around the indentation of the AZT10 coating, indicating that AZT10 coating had good toughness. The reason is that the melting degree of the AZT composite powder in plasma jet was increased after adding TiO2, thus, the density and microstructure uniformity of the AZT coatings were improved, and the fracture toughness of the AZT coatings was therefore improved.

SEM images of indentation impression of Al2O3–ZrO2–TiO2 system coatings: a AZ and b AZT10
3.4.4 Adhesive strength
The adhesive strength plays an important role in the service life of the plasma sprayed coatings. Under a certain load, the higher the adhesive strength of the coating is, the better the interface stability is. As shown in Fig. 11, the adhesive strength of the AZT10 coating is 25.38 MPa, which is higher than that of the AZ coating (21.50 MPa). It is considered that there are two main factors affecting the adhesive strength of the plasma sprayed coating. One is the thermal stress inside the coating and the other is the microstructure of the coating. The reason is that some nanoparticles like Al2O3 and ZrO2 powder were unmelted or partially melted during the coating spraying process, which results in some loose microstructure and low adhesive strength. However, the AZT10 coating had high adhesive strength. The reason is that TiO2 has lower melting point and better wettability with Al2O3. TiO2 preferred to melt fully, and enhanced the fluidity of droplets and the droplets spread more evenly. The contact area between the lamellar of the coating was increased, the pores were filled, and the adhesive strength of the coating was improved. Similar results were also observed by Ramachndran et al. [31], which indicates that the increase of TiO2 content in the Al2O3 coating could improve the adhesive strength of the Al2O3 coating.

Adhesive strength of Al2O3–ZrO2(-TiO2) composite coatings
3.4.5 Tribology properties
Figure 12a shows the friction coefficients of the Al2O3–ZrO2–TiO2 system coating. As seen, the friction coefficient of the AZT10 coating is lower than that of the AZ coating. The reason is that the addition of TiO2 improved the density of the Al2O3–ZrO2 coating, and the roughness of the interface between the AZT10 coating and the grinding ball was lower than that of the AZ coating during the friction process. Therefore, the AZT10 coating had lower friction coefficient.

Friction coefficients and b sliding wear rate of Al2O3–ZrO2–TiO2 composite coatings; SEM images and corresponding high magnification images of worn surfaces of Al2O3–ZrO2–TiO2 system coatings: c, d AZ and e, f AZT10
Figure 12b shows the sliding wear rate of the AZ and AZT10 coatings. Compared with those of the AZ coating, the wear scar depth of the AZT10 coating was smaller and the wear rate was lower. The reason is that the addition of TiO2 could improve the spreading degree of the droplet and make the AZT coating more uniform and compact. In addition, the AZT10 coating had better toughness, which could reduce the fracture and spalling of the lamellas of the coating in the wear process, and improve the wear resistance of the AZT coating.
Figure 12c–f shows SEM images of worn surfaces of the AZ and AZT10 coatings. There were many pores and microcracks in the AZ coating (Fig. 12c, d), the density of the surface of the AZ coating undergone severe wear was low. The local stress of the AZ coating was greater than the bonding force of the interface between the lamellas of the coating under the external loading, and the coating developed brittle fracture. It can be seen from Fig. 12e, f that there were both smooth and rough areas in the wear scar of the AZT10 coating. A small amount of wear debris could be observed in the rough area of the wear scar. In addition, there were microcracks in the surface of wear scar. The AZT10 coating had high density and a few microcracks. Therefore, the microcracks in the wear scar may be produced by abrasive wear of the wear debris during the wear process of the AZT coating. The microcracks in the coating surface and the microcracks produced between the lamellas propagated and intersected each other under the action of wear stress, leading to the spalling of the coating lamellas and the increase of the wear rate. It was found that large area spalling occurred in the AZ coating, and the AZ coating had serious damage. However, there were more smooth areas in the wear scar of the AZT10 coating, and the AZT10 coating had relatively lower wear damage and better wear resistance than the AZ coating, which is due to the more uniform and denser microstructure of the AZT coating.
4 Conclusion
Al2O3–ZrO2–TiO2 coatings were successfully prepared by plasma spraying Al2O3–ZrO2 composite powders with and without TiO2 addition. The Al2O3–ZrO2–TiO2 system coatings were composed of t-ZrO2, α-Al2O3 and γ-Al2O3, and amorphous phase was formed in the coatings. The diffraction peaks of TiO2 could not be detected in the Al2O3–ZrO2–TiO2 coating even up to 10 wt% TiO2 addition. The reason may be that TiO2 was easier to be melted in the process of plasma spraying, and it was dissolved in the amorphous phase or formed solid solution with γ-Al2O3 phase in the coating during cooling.
Compared with the Al2O3–ZrO2 coating, the as-prepared Al2O3–ZrO2–TiO2 coating had denser microstructure, less microcracks and more amorphous phases. Because the melting point of TiO2 is relatively low and TiO2 has good wettability with Al2O3. TiO2 was melted first in the plasma jet and improved the melting and spreading state of the whole particles, which was beneficial for decreasing the porosity of the composite coating. Owing to the extremely high undercooling, there were many amorphous phases formed in the Al2O3–ZrO2–TiO2 coating. With the increase of TiO2 content, the porosity of the Al2O3–ZrO2–TiO2 coatings decreased. The Al2O3–ZrO2–10wt%TiO2 coating had the most uniform and dense microstructure. The microhardness, toughness and adhesive strength of the Al2O3–ZrO2–10wt%TiO2 coating were higher than those of the Al2O3–ZrO2 coating, which was beneficial for reducing the fracture and spalling of the coating in the wear process. Therefore, the Al2O3–ZrO2–10wt%TiO2 coating had lower friction coefficient and lower wear rate compared with Al2O3–ZrO2 coating.
References
Wang Y, Yang Y, Tian W, Li CG. Thermal sprayed WC-Co coatings and their mechanical properties. Rare Met. 2007;26(S1):280.
Song YS, Lee IG, Lee DY, Kim DJ, Kim S, Lee K. High temperature properties of plasma sprayed coatings of YSZ/NiCrAlY on In-conel substrate. Mater Sci Eng, A. 2002;332(1–2):129.
Shan X, Wei LQ, Liu P, Zhang XM, Tang WX, Qian P, He Y, Ye SF. Influence of CoO glass-ceramic coating on the antioxidation behavior and thermal shock resistance of 200 stainless steel at elevated temperture. Ceram Int. 2014;40(8):12327.
Wang Y, Darut G, Poirier T, Stella J, Liao HL, Planche MP. Ultrasonic cavitation erosion of as-sprayed and laser-remelted yttria stabilized zirconia coatings. J Eur Ceram Soc. 2017;37(11):3623.
Cai LF, Zhang YZ, Shi LK. Microstructure and formation mechanism of titanium matrix composites coating on Ti-6Al-4 V by laser cladding. Rare Met. 2007;26(4):342.
Li H, Sun YZ, Zhang J. Effect of ZrO2 particle on the performance of microarc-oxidation coatings on Ti6Al4V. Appl Surf Sci. 2015;342:183.
Gao HD, Wang ZH, Shao J. Manufacture and characteristics of Al2O3 composite coating on steel substrate by SHS process. Rare Met. 2019;38(7):704.
Song JB, Choi E, Oh SG, So J, Lee SS, Kim JT, Yun JY. Improved reliability of breakdown voltage measurement of yttrium oxide coatings by plasma spray. Ceram Int. 2019;45(17):22169.
Ambardekar V, Bandyopadhyay PP, Majumder SB. Hydrogen sensing performance of atmospheric plasma sprayed tin dioxide coating. Int J Hydrogen Energ. 2019;44(26):14092.
Wang F, Luo GN, Huang JJ, Liu Y. Properties improvement of atmospheric plasma sprayed tungsten coating by annealing. Surf Coa Technol. 2019;358:276.
Luo LM, Zhang YX, Zan X, Liu JQ, Zhu XY, Wu YC. Status and development of self-propagating high-temperature synthesis of high melting point powders. Chin J Rare Met. 2018;42(11):1210.
Sathish Sharma G, Sugavaneswaran M, Vijayalakshmi U, Prakash R. Influence of γ-alumina coating on surface properties of direct metal laser sintered 316L stainless steel. Ceram Int. 2019;45(10):13456.
Kishida S, Ju DY, He H, Li Y. Coating of γ-Al2O3 on the stainless steel substrate by electrophoretic deposition method. J Environ Soc Sci. 2009;21(1):S112.
Si TZ, Liu N, Zhang QA, You XQ. Thermal shock fatigue behavior of TiC/Al2O3 composite ceramics. Rare Met. 2008;27(3):308.
Zhang JX, He JN, Dong YC, Li XZ, Yan DR. Microstructure and properties of Al2O3–13%TiO2 coatings sprayed using nanostructured powders. Rare Met. 2007;26(4):391.
Limarga AM, Widjaja S, Yip TH. Mechanical properties and oxidation resistance of plasma-sprayed multilayered Al2O3/ZrO2 thermal barrier coatings. Surf Coa Technol. 2005;197(1):93.
Ito A, You Y, Ichikawa T, Tsuda K, Goto T. Preparation of Al2O3–ZrO2 nanocomposite films by laser chemical vapour deposition. J Eur Ceram Soc. 2014;34(1):155.
Chen YD, Yang Y, Chu ZH, Chen XG, Wang L, Liu Z, Dong YC, Yan DR, Zhang JX, Kang ZL. Microstructure and properties of Al2O3–ZrO2 composite coatings prepared by air plasma spraying. Appl Surf Sci. 2018;431:193.
Jia SK, Zou Y, Xu JY, Wang J, Yu L. Effect of TiO2 content on properties of Al2O3 thermal barrier coatings by plasma spraying. Trans Nonferrous Met Soc China. 2015;25(1):175.
Girisha KG, Sreenivas Rao KV, Durga Prasad C. Slurry erosion resistance of martenistic stainless steel with plasma sprayed Al2O3–40%TiO2 coatings. Mater Today Proc. 2018;5(2):7388.
Klyatskina E, Espinosa-Fernandez L, Darut G, Segovia F, Salvador MD, Montavon G, Agorges H. Sliding wear behavior of Al2O3–TiO2 coatings fabricated by the suspension plasma spraying technique. Tribol Lett. 2015;59(1):2.
Fervel V, Normand B, Coddet C. Tribological behavior of plasma sprayed Al2O3-based cermet coatings. Wear. 1999;230(1):70.
Younes R, Bradai MA, Sadeddine A, Mouadji Y, Bilek A, Benabbas A. Effect of TiO2 and ZrO2 reinforcements on properties of Al2O3 coatings fabricated by thermal flame spraying. Trans Nonferrous Met Soc China. 2016;26(5):1345.
Toma FL, Stahr CC, Berger LM, Saaro S, Herrmann M, Deska D, Michael G. Corrosion resistance of APS-and HVOF-sprayed coatings in the Al2O3–TiO2 system. J Therm Spray Technol. 2010;19(1–2):137.
Palanivelu R, Ruban Kunmar A. Scratch and wear behaviour of plasma sprayed nano ceramics blillayer Al2O3–13 wt%TiO2/hydroxyapatite coated on medical grade titanium substrates in SBF environment. Appl Surf Sci. 2014;315:372.
Kusoglua IM, Celika E, Cetinel H, Ozdemir I, Demirkurt O, Onel K. Wear behavior of flame-sprayed Al2O3–TiO2 coatings on planin carbon steel substrates. Surf Coat Techol. 2005;200(1–4):1173.
Yang Y, Wang Y, Tian W, Yan DR, Zhang JX, Wang L. Influence of composite powders’ microstructure on the microstructure and properties of Al2O3–TiO2 coatings fabricated by plasma spraying. Mater Des. 2015;65:814.
Yang Y, Cui YH, Miao LL, Wang Y, Tian W, Ma YD, Zhang X, Zhang C, Chen XG, Wang L, Dong YC, Dai XR. Effects of treatment process and nano-additives on the microstructure and properties of Al2O3–TiO2 nanocomposite powders used for plasma spraying. Powder Technol. 2018;338:304.
Singh VP, Sil A, Jayaganthan R. Tribological behavior of plasma sprayed Cr2O3–3%TiO2 coatings. Wear. 2011;272(1):149.
Dinesh Babu P, Prasannakumar B, Marimuthun P, Mishra RK, Ram Prabhu T. Microstructure, wear and mechanical properties of plasma sprayed TiO2 coating on Al–SiC metal matrix composite. Arch Civ Mech Eng. 2019;19(3):756.
Ramachndran K, Selvarjan V, Anathapadmanbhan PV, Sreekumar KP. Microstructure, adhesion, microhardness, abrasive wear resistance and electrical resistivity of the plasma sprayed alumina and alumina–titania coatings. Thin Solid Films. 1998;315(1):144.
Acknowledgements
This study was financially supported by the National Natural Science Foundation of China (Nos.51672067, 51541208 and 51102074), the Natural Science Foundation of Hebei Province (Nos.E2018202034 and E2015202070), the Talent Training Project in Hebei Province (No.A2016002026) and the Top Talents in Universities in Hebei Province (No.SLRC2017027).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Gao, PY., Ma, YD., Sun, WW. et al. Microstructure and properties of Al2O3–ZrO2–TiO2 composite coatings prepared by plasma spraying. Rare Met. 40, 1825–1834 (2021). https://doi.org/10.1007/s12598-020-01505-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-020-01505-2