
Abstract
In this study, a new near-beta titanium alloy, Ti–4Al–1Sn–2Zr–5Mo–8V–2.5Cr, was prepared by induction skull melting (ISM) and multidirectional forging. The effect of aging heat treatment on microstructure and tensile properties of the alloy after solution treatment in the two-phase (α + β) region was investigated. The microstructure results show that the globular primary α phase (αp) and the needle-like secondary α phase (αs) are precipitated in the β matrix. The size of αs increases with the increase in aging temperature, while the content of αs goes up to a peak value and then decreases. The tensile testing results show that the strength increases first and then decreases with the increase in temperature. The variation of ductility presents the opposite way compared with the trend of strength level. When aged at 500 °C, the alloy exhibits an excellent balance of tensile strength (1529 MPa) and elongation (9.22%). And the relative mechanism of strengthening and toughening was analyzed and discussed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The beta titanium alloys are emerging as magnetically structural materials due to their potential advantages of the wide and unique range of strength-to-weight ratios, increased heat treatability, the best combination of strength and toughness and inherent ductility which is the result of their bcc structure [1,2,3,4]. Hence, these alloys obtain a large interest for application in automotive parts, downhole services, sporting goods and military industries besides the conventional application in the aerospace industries in recent decades [5,6,7,8]. However, beta titanium alloys cannot be employed in the higher strength level because of the poor ductility. For example, the first commercial beta titanium alloy, Ti–13V–11Cr–3A1 used on the SR-71 ‘Blackbird’ reconnaissance airplane, was employed at the 1240 MPa strength level but with a minimum elongation of 2% [8]. Hence, the acquisition of superior comprehensive mechanical properties (especially the high ductility) has become an increased research focus.
As known, for β titanium alloys, the traditional hot working in β phase field and subsequent processing in (α + β) phase region can be utilized to refine the grains [9,10,11]. Meanwhile, the solution treatment in either the β phase field or the (α + β) phase field can present better ductility level by controlling the amount and morphology of primary α phase (αp) [12,13,14]. And then aging at lower temperature in the (α + β) phase field can obtain higher strength level with sacrificing of the ductility due to the precipitation of finer secondary α phase (αs) [12]. In addition, the alloys after solution treatment in (α + β) phase field present higher level of ductility than in single phase field according to previous investigations [13, 14]. In general, among the thermomechanical processing of β titanium alloys, how to obtain fine microstructure is critical for the subsequent solution and aging treatment to improve the mechanical properties. As one kind of severe plastic deformation (SPD) technology, multidirectional forging (MDF) seems to be especially attractive for aluminum and magnesium alloys due to its significant role in refining the microstructure and dispersing the second phases [15, 16]. However, the relative study on MDF of β titanium alloys remains still lacking.
In this paper, a new near-beta titanium alloy, Ti–4Al–1Sn–2Zr–5Mo–8V–2.5Cr, was designed independently in terms of Ti–5.7Al–5.1V–4.8Mo–1Cr–1Fe (VT-22) [17]. In order to enhance the thermostability and heat treatability and to decrease the segregation for the current alloy, the neutral elements Zr and Sn were added and the β stabilizer element Fe was eliminated, respectively [18]. Therefore, MDF and solution treatment in (α + β) phase field plus aging at lower temperature were employed to investigate the relationship between microstructure and tensile properties of the current alloy.
2 Experimental
The material used in the current experiment is Ti–4Al–1Sn–2Zr–5Mo–8V–2.5Cr alloy which is a new near-β titanium alloy. The current ingot was melted twice in induction skull melting furnace (ISM) to ensure chemical homogeneity. The reference and actual composition of current alloy are listed in Table 1, and its ‘moly’ equivalent ([Mo]eq) calculated by Eq. (1) is 11.1 [19]. The β transition temperature measured by metallographic method is (798 ± 5) °C.
where w is the content of elements in wt%. After casting, the rectangular samples with dimensions of 35 mm × 35 mm × 70 mm for MDF were machined from the current ingot with 100 mm in diameter and 150 mm in height when the defective parts from top and bottom of the ingot were removed. The MDF processes were conducted in a hydraulic press with a 400-kN load limit. The pressing speed is 1 mm·s−1, and each reduction of height was ~ 50%. The schematic illustration of the MDF processes is shown in Fig. 1 where F refers to force. After MDF processes, the samples were solution-treated at 775 °C and then held for 1 h followed by air cooling. Following solution treatment, the samples were subjected to aging at temperature ranging from 420 to 540 °C for 8 h and followed by air cooling.

Schematic design of MDF processes
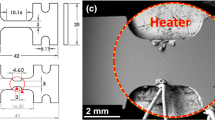
In order to research the mechanical properties of the current alloy, the uniaxial tensile testing at room temperature was performed on Instron 5500R testing machine with a constant crosshead speed of 0.5 mm·min−1. The size of flat tensile specimens is exhibited in Fig. 2. In order to verify the repeatability and accuracy of the results, the testing was repeated 3 times and the surface of the tensile specimens was polished with 360–1500 grid SiC paper in water, and then the mechanical properties were determined according to the average data.

Dimensioned schematic of tensile specimen
The microstructure of current alloy after MDF and heat treatment was observed by scanning electron microscopy (SEM, Tescan MIRA 3 LMH). The samples for SEM were polished with 360–2500 grid SiC paper in water, followed by electrolytic polishing. Moreover, the modified Kroll’s reagent (3 ml HF + 5 ml HNO3 + 92 ml H2O) was also used to reveal the microstructure.
3 Results and discussion
3.1 Microstructure
Figure 3 exhibits the microstructure of Ti–4Al–1Sn–2Zr–5Mo–8V–2.5Cr alloy after multidirectional forging. As shown in Fig. 3a, the globular and clubbed αp is evenly distributed in β matrix, which is the typical microstructural characteristic of β titanium alloy processed in (α + β) region [14]. Meanwhile, the content of αp is measured to be ~ 27 vol% and the average size of the αp is ~ 1.2 μm, as shown in Fig. 3b. And the average size and content of αp of the current alloy are comparable to those of Ti-5553 alloy underwent traditional hot working and α/β solution treatment [20], indicating that multidirectional forging is an effective way to refine microstructure of current alloy.

SEM images of alloys after multidirectional forging: a low-magnification view and b high-magnification view
Figure 4 presents low-magnification SEM micrographs of current alloy after solution treatment and subsequent aging treatment. In general, after solution heat treatment at 775 °C and succedent aging treatment, the microstructure mainly consists of globular αp and fine needle-like αs, which are uniformly distributed in β matrix. Meanwhile, what is worth mentioning is that αp content decreases significantly and the αp tends to be refined in comparison with those of as-forged alloy. As shown in Fig. 4, the content and average size of the αp are ~ 10% and 700 nm, respectively. And the obvious changes in αp should be related to solution treatment at 775 °C, because this type of microstructure can be generally obtained by (α + β) solution treatment for beta titanium alloys [21].

Low-magnification SEM images of alloys treated at 775 °C plus aged for 8 h at a 420 °C, b 460 °C, c 500 °C and d 540 °C
In order to better characterize the evolution of the αs with aging temperature, high-magnification SEM micrographs are shown in Fig. 5, where the fine acicular αs in the form of triangles is distributed in β matrix. Meanwhile, it is also noted that there are some precipitation-free zones in the vicinity of αp from Fig. 5a. The reason is possibly that the precipitation kinetics of α about current alloy is slower than that of other β titanium alloys due to the presence of sluggish species such as Mo and Cr [15]. In addition, the precipitation of αp increases the stability of the β matrix by beta stabilizer elements and to somehow deplete the alpha stabilizers, which reduce the driving force of the αs formation. With the increase in aging temperature, the area fraction of precipitation-free region decreases because higher aging temperature could provide more driving force of heat diffusion. As shown in Fig. 5c, the precipitation-free region is eliminated completely when aged at 500 °C. Moreover, the uniformity of αs size also decreases with the increase in aging temperature, especially aged at 540 °C, where the smallest size is 100 nm and the largest size is 773 nm in Fig. 5d.

High-magnification SEM images of alloys aged treatment for 8 h at a 420 °C, b 460 °C, c 500 °C and d 540 °C
During aging treatment, the variations of content and size of αs which are dramatically affected by aging temperature are clearly shown in Fig. 6. As shown in Fig. 6a, the αs content increases with the increase in aging temperature, which is associated with the disappearance of precipitation-free zone. When aged at 500 °C, no-precipitation zone is eliminated completely and αs content is up to 68 vol%. Secondly, when aging temperature increases continuously, αs content decreases because the fewer supercooling degree leads to the reduction in nucleation of αs. Especially at 540 °C, αs content is even down to 40 vol%. As shown in Fig. 6b, the average size of αs increases with the increase in aging temperature. The reason is possibly that higher aging temperature can provide more driving force of growth for αs phase [22]. And the average size is even up to 270 nm when aging at 540 °C.

Evolution of αs with aging temperature: a αs content and b width of αs
3.2 Mechanical properties
The tensile properties of the current alloy with different processed states are listed in Table 2. It can be observed that the multidirectional forged alloy exhibits a moderate strength level (1072 MPa) with an excellent ductility (14.78%). And both the ultimate strength and the ductility are superior to those of β titanium alloy processed by traditional hot working [23, 24]. This result further confirms the significant role of multidirectional forging in the improvement of mechanical properties. After solution and aging treatment, it is obviously noted that higher strength can be obtained in comparison with that of as-forged alloy. The improvement in strength is partially due to the precipitation of needle-like αs, which can lead to the creation of a large number of α/β phase boundaries which effectively inhibit the dislocation motion [25]. The yield strength is also associated with the content and average size of αs and can be expressed by the following rule of mixture [26]:
where σ, fαp, fαs, dαp and dαs are the yield strength, area fraction of αp, area fraction of αs, size of αp and size of αs, respectively. According to Eq. (2), the strength level of alloy after heat treatment is improved by the precipitation of αs and the finer αp.
The ductility of alloy after heat treatment is lower than that of forged alloy which may be contributed to the precipitation of fine needle-like αs, and the variation of ductility after aging treatment confirms such interpretation as well. Meanwhile, Chen et al. [21] have shown that the lower content of globular αp is beneficial to the improvement of ductility of β titanium alloy. Hence, lower content of globular αp compared to that of the forged alloy is also beneficial to the ductility level in some degree during aging treatment.
The influence of aging temperature on tensile properties of the current alloy after solution-treated at 775 °C is shown in Fig. 7. As exhibited in Fig. 7a, the values of ultimate strength (UTS) and yield strength (YS) increase with the increase in aging temperature from 420 to 500 °C, and then they decrease with the increase in aging temperature continuously. As shown in Fig. 7b, the variation of ductility level (elongation (EI) and reduction in area (RA)) presents the opposite way in comparison with strength. What is worth mentioning is that the better combination of strength and ductility alloy can be obtained than that of Ti-5553 which shows ultimate strength of > 1200 MPa and elongation of 10% when aged at 600 °C [20].

Tensile properties of alloys processed at different conditions: a strength and b ductility
As mentioned above, the content and size of αs have a significant influence on mechanical properties of beta titanium alloys [27]. The variation of strength level is consistent with the change of αs content, indicating that αs content is a major factor affecting mechanical properties. As shown in Fig. 5, some precipitation-free zones exist in the β matrix and disappear when aging temperature is up to 500 °C, because the increase in fine αs content can lead to larger number of α/β phase boundaries which act as effective dislocation barriers. Especially aged at 500 °C, the ultimate strength is up to 1529 MPa with a moderate elongation (9.22%), where αs grains with the highest content (68 vol%) and suitable average size (174 nm) are precipitated in the β matrix. Subsequent, the lowest αs content leads to the drop in strength. Moreover, the increase in αs size also leads to the drop in strength with the increase in aging temperature. Especially aged at the 540 °C, the coarsest αs (the average size is 274 nm) leads to sharp reduction in strength as well. Meanwhile, the microstructure distributed non-uniformly probably has a negative influence on strength as well.
In this paper, the alloys after aging treatment present excellent ductility level. As analyzed above, the reasonable explanation should be attributed to the precipitation of αp. And the variation of ductility is opposite with the change of αs content, which also indicates that the better ductility can be obtained by lower αs content. In addition, larger αs size has a significant influence on the improvement of ductility according to the research of Ti–3.5Al–5Mo–6V–3Cr–2Sn–0.5Fe alloy [21], which confirms that current alloy obtains higher ductility (elongation of 12.78%) when aged at 540 °C. Meanwhile, according to Hall–Petch relationship [28], the small grain size and bi-model microstructure can greatly improve crack nucleation resistance, resulting in the improvement of the ductility.
The fracture surface of alloy after multidirectional forging and solution-treated at 775 °C plus aged at 500 °C is shown in Fig. 8. As shown in Fig. 8a, the fracture surface of the alloy after multidirectional forging, which exhibits excellent ductility level, presents numerous deep and small dimples. In contrast, Fig. 8b presents relatively shallow and larger dimples. These results indicate that the number and morphology of dimples can affect the ductility strongly. And the finer and deeper dimples would lead to better ductility, which is associated with other investigations [29, 30].

SEM images of tensile fracture surfaces of alloys after a multidirectional forging and b aging treatment at 500 °C
4 Conclusion
Firstly, the current alloy after multidirectional forging presents good comprehensive mechanical properties (strength of 1072 MPa and elongation of 14.78%) due to the precipitation of fine αp with low content in β matrix. Secondly, with the increase in aging temperature, the average size of secondary α increases due to the more driving force at higher temperature. The content of αs increases first and then decreases because of the disappearance of the precipitation-free zone and the fewer supercooling degree. Lastly, the alloy after solution and aging treatment exhibits a good combination of strength and ductility. The strength values increase first and then decrease with the increase in temperature due to the variation of content and size of αs, and the ductility values present the opposite way. When aged at 500 °C, the high strength of 1529 MPa is obtained with a good ductility of 9.22% due to the highest content (68 vol%) and suitable size (174 nm) of αs.
References
Ashton PJ, Jun TS, Zhang Z, Britton TB, Harte AM, Leen SB, Dunne FPE. The effect of the beta phase on the micromechanical response of dual-phase titanium alloys. Int J Fatigue. 2017;100(1):377.
Dong RF, Li JS, Kou HC, Tang B, Hua K, Liu SB. Characteristics of a hot-rolled near β titanium alloy Ti-7333. Mater Charact. 2017;129:135.
Min XH, Emura S, Zhang L, Tsuzaki K, Tsuchiya K. Improvement of strength-ductility tradeoff in β titanium alloy through pre-strain induced twins combined with brittle ω phase. Mater Sci Eng A. 2015;646:279.
Li D, Hui SX, Ye WJ, Li CL. Microstructure and mechanical properties of a new high-strength and high-toughness titanium alloy. Rare Met. 2016. https://doi.org/10.1007/s12598-016-0722-7.
Fan JK, Li JS, Kou HC, Hua K, Tang B, Zhang YD. Microstructure and mechanical property correlation and property optimization of a near beta titanium alloy Ti-7333. J Alloys Compd. 2016;682:517.
Hao YL, Li SJ, Yang R. Biomedical titanium alloys and their additive manufacturing. Rare Met. 2016;35(9):661.
Li SM, Yao WH, Liu JH, Yu M, Ma K. Effect of SiC nanoparticle concentration on the properties of oxide films formed on Ti–10V–2Fe–3Al alloy. Vacuum. 2016;123:1.
Boyer RR. An overview on the use of titanium in the aerospace industry. Mater Sci Eng A. 1996;213(1–2):103.
Deng YT, Li SQ, Huang X. Anisotropy of mechanical properties of β processed TC17 titanium alloy. Chin J Rare Met. 2018;42(8):885.
Tan K, Li J, Guan ZJ, Yang JB, Shu JX. The identification of dynamic recrystallization and constitutive modeling during hot deformation of Ti-55511 titanium alloy. Mater Des. 2015;84:204.
Fan XG, Zhang Y, Gao PF, Lei ZN, Zhan M. Deformation behavior and microstructure evolution during hot working of a coarse-grained Ti–5Al–5Mo–5V–3Cr–1Zr titanium alloy in beta phase field. Mater Sci Eng A. 2017;694:24.
Du ZX, Xiao SL, Xu LJ, Tian J. Effect of heat treatment on microstructure and mechanical properties of a new beta high strength titanium alloy. Mater Des. 2014;55:183.
Li CL, Mi XJ, Ye WJ, Hui SX, Yu Y, Wang WQ. Effect of solution temperature on microstructures and tensile properties of high strength Ti–6Cr–5Mo–5V–4Al alloy. Mater Sci Eng A. 2013;578:103.
Du ZX, Xiao SL, Shen YP, Liu JS, Liu J, Xu LJ, Kong FT, Chen YY. Effect of hot rolling and heat treatment on microstructure and tensile properties of high strength beta titanium alloy sheets. Mater Sci Eng A. 2015;631:67.
Nie KB, Deng KK, Wang XJ, Xu FJ, Wu K, Zheng MY. Multidirectional forging of AZ91 magnesium alloy and its effects on microstructures and mechanical properties. Mater Sci Eng A. 2015;624:157.
Wang M, Huang LP, Liu WS, Ma YZ, Huang BY. Influence of cumulative strain on microstructure and mechanical properties of multi-directional forged 2A14 aluminum alloy. Mater Sci Eng A. 2016;674:40.
Liu CM, Yu L, Zhang AL, Tian XJ, Liu D, Ma SY. Beta heat treatment of laser melting deposited high strength near β titanium alloy. Mater Sci Eng A. 2016;673:185.
Lu JW, Ge PZ, Yong Q. Recent development of effect mechanism of alloying elements in titanium alloy design. Rare Metal Mater Eng. 2014;43(4):775.
Bania PJ. Beta titanium alloys and their role in the titanium industry. JOM. 1994;46(7):16.
Sadeghpour S, Abbasi SM, Morakabati M, Bruschi S. Correlation between alpha phase morphology and tensile properties of a new beta titanium alloy. Mater Des. 2017;121:24.
Chen YY, Du ZX, Xiao SL, Xu LJ, Tian J. Effect of aging heat treatment on microstructure and tensile properties of a new beta high strength titanium alloy. J Alloys Compd. 2014;586:588.
Ahmed M, Savvakin DG, Ivasishin OM, Pereloma EV. The effect of thermo-mechanical processing and ageing time on microstructure and mechanical properties of powder metallurgy near β titanium alloys. J Alloys Compd. 2017;714:610.
Zhang ZX, Qu SJ, Feng AH, Shen J. Achieving grain refinement and enhanced mechanical properties in Ti–6Al–4V alloy produced by multidirectional isothermal forging. Mater Sci Eng A. 2017;692:127.
Zhou YG, Zeng WD, Yu HQ. An investigation of a new near-beta forging process for titanium alloys and its application in aviation components. Mater Sci Eng A. 2005;393(1–2):204.
Yu Y, Hui SX, Ye WJ, Xiong BQ. Mechanical properties and microstructure of an α + β titanium alloy with high strength and fracture toughness. Rare Met. 2009;28(4):346.
Mora L, Quesne C, Penelle R. Relationships among thermomechanical treatments microstructure and tensile properties of a near beta-titanium alloy: b-CEZ: Part II. Relationships between thermomechanical treatments and tensile properties. J Mater Res. 1996;11:89.
Ivasishin OM, Markovsky PE, Matviychuk YV, Semiatin SL, Ward CH, Fox S. A comparative study of the mechanical properties of high-strength β-titanium alloys. J Alloys Compd. 2008;457(1–2):296.
Liu CM, Wang HM, Tian XJ, Tang HB, Liu D. Microstructure and tensile properties of laser melting deposited Ti–5Al–5Mo–5V–1Cr–1Fe near β titanium alloy. Mater Sci Eng A. 2013;586:323.
Srinivasu G, Natraj Y, Bhattacharjee A, Nandy TK, Nageswara GVS. Tensile and fracture toughness of high strength beta Titanium alloy, Ti–10V–2Fe–3Al, as a function of rolling and solution treatment temperatures. Mater Des. 2013;47:323.
Wang G, Hui SX, Ye WJ, Mi XJ, Wang YL, Zhang WJ. Microstructure and tensile properties of low cost titanium alloys at different cooling rate. Rare Met. 2012;31(6):531.
Acknowledgments
This work was financially supported by the National Natural Science Foundation of China (Nos. 51504163, 51604191 and 51601099).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Lü, ZD., Zhang, CJ., Du, ZX. et al. Relationship between microstructure and tensile properties on a near-β titanium alloy after multidirectional forging and heat treatment. Rare Met. 38, 336–342 (2019). https://doi.org/10.1007/s12598-018-1159-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-018-1159-y