
Abstract
In the present work, the coupled effects of initial structure and processing parameters on microstructure of a two-phase titanium alloy were investigated to predict the microstructural evolution in multiple hot working. It is found that microstructure with different constituent phases can be obtained by regulating the initial structure and hot working conditions. The variation of deformation degree and cooling rate can change the morphology of the constituent phases, but do not alter the phase fraction. The phase transformation during heating and holding determines the phase fraction for a certain initial structure. β–α–β transformation occurs during heating and holding. β to α transformation leads to a significant increase in content and size of lamellar α. The α to β transformation occurs simultaneously in equiaxed α and lamellar α. The thickness of lamellar α increases with temperature, which is caused by the vanishing of fine α lamellae due to phase transformation and coarsening by termination migration. By assuming a quasi-equilibrium phase transformation in heating and holding, a modeling approach is proposed for predicting microstructural evolution. The three stages of phase transformation are modeled separately and combined to predict the variation of phase fraction with temperature. Model predictions agree well with the experimental results.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Hot forging of two-phase titanium alloys aims to tailor the microstructure along with shaping such that specific service performance can be obtained after forming [1, 2]. Commonly, the primary working transforms ingots into semi-products (such as thick plates and bars) and as-cast structure into equiaxed structure, which involves deformation both above and below the β-transus temperature [3,4,5]. The secondary working shapes the semi-products to final components and changes the equiaxed structure to the desired type, which is mostly carried out below the β-transus temperature. It is important to control the microstructural evolution in the secondary working so as to obtain the specific service performance [6, 7].
Diverse microstructures can be obtained by hot working. They are differentiated by content, size and morphology of the constituent phases (including the primary equiaxed α phases, the secondary α phases, and the transformed β matrix composed of α precipitates and residual β phases). The content in volume fraction of the constituent phases is the primary parameter of the microstructure, which can be modulated by the secondary working.
As the titanium alloy is difficult to deform and the microstructure is sensitive to processing, the multiple isothermal forming is often adopted to enhance the ductility and microstructure homogeneity of the material [8, 9]. For instance, an isothermal local loading is used by the authors to form large-scale titanium alloy bulkhead [10]. It includes at least two forming steps. And two more steps are needed to form the billet from a thick plate. In each step, the workpiece is firstly heated and held, deformed and then cooled to room temperature. As a serial process, the microstructure of the final product can be taken as a function of the processing parameters of the last forming step and the microstructure prior to the last step.
In secondary working, the complexity in microstructure is caused by the phase transformation coupled with deformation in hot working. In heating, both α to β and β to α transformation can take place [11, 12]. The β to α transformation is prone to occur when the heating temperature is relatively low and the initial microstructure is far from equilibrium (rapid cooling from high temperature in the previous step). This would result in the formation of fine secondary lamellar α phases or the increase in the primary α. With temperature increasing, α to β transformation becomes dominant and the content of primary equiaxed α and secondary lamellar α decreases. Sha and Guo [13] and Wang et al. [14] found that the secondary lamellar α would transform to β phases prior to the primary equiaxed α, as the α stabilizers are lower in the secondary α. The secondary lamellar α phases disappear when the heating temperature is high enough. In deformation, the primary equiaxed α phases do not change. The residual lamellar α phases, however, may spheroidize and transform to equiaxed α if the strain is large enough. In cooling, the α phases may precipitate along the interface of primary equiaxed α and β matrix at relatively low cooling rate and the content of primary equiaxed α increases [1, 15]. With cooling rate increasing, the β matrix may transform to lamellar α. The content of each phase is influenced by the processing parameters of the whole process and the initial structure.
Much work has been done on the effect of processing on microstructural evolution in hot deformation of two-phase titanium alloy with initially equiaxed structure. The following results were found: (1) the content of α phases is sensitive to temperature. The high temperature rise caused by high-speed plastic deformation decreases the α content greatly. (2) Static coarsening rate is low in the two-phase region [16]. However, it can be greatly accelerated by low-speed deformation [17]. Recrystallization induced grain refinement is commonly observed at higher strain rate and lower temperature [18]. (3) The spheroidization of lamellar α increases with strain in a sigmoidal way [19]. The spheroidization rate increases with temperature increasing and strain rate decreasing. (4) Growth of equiaxed α is suppressed with cooling rate increasing [15]. (5) Precipitation of lamellar α is promoted by plastic deformation [20]. However, the coupled effect of initial structure and processing on the final microstructure still needs further investigation.
Microstructure modeling is important to predict and control the microstructural evolution. For cooling and heating, class models based on metallurgical principles have been applied to the phase transformation of titanium alloys. For instance, Semiatin et al. [21] used the diffusion model developed by Carslaw and Jaeger [22] and Aaron et al. [23] analyzed the growth of primary equiaxed α in continuous cooling of Ti-6Al-4V. Also, the JMAK model was employed to predict the transformation kinetics [24]. As these models are developed for pure metal or simple alloy systems, some adaption may be needed when they are applied to commercial alloys. For instance, Gao et al. [25] found that the diffusional redistribution of Al and Mo atoms between equiaxed α and β matrix plays a key role in the growth of equiaxed α phase in continuous cooling. Meng et al. [7] found that the thermal history affected the diffusion field significantly and should be considered in modeling phase transformation. For deformation, the internal state variable method is used to predict the microstructural evolution along with flow stress [26]. The content of the constituent phases is taken as input parameters. Further work should be done on modeling the phase fraction evolution in multiple hot working.
In the present work, multiple hot working was carried out to investigate the effect of initial structure and processing parameters on the final microstructure. The key parameters affecting the microstructure developments were determined. A mathematical model relating the initial state, processing parameters and microstructure after processing was developed based on the governing mechanisms. The results can be used to control the microstructure by multiple hot working.
2 Experimental
The material employed is a near-α TA15 titanium alloy with measured chemical composition of 6.69 Al, 2.25 Zr, 1.77 Mo, 2.25 V, 0.14 Fe, 0.12 O, 0.002 H and balanced Ti (wt%), and β-transus temperature of 985 °C. The material was hot-forged to plate and annealed at 820 °C to obtain an equiaxed structure, as shown in Fig. 1. The measured content and size of the equiaxed α are about 0.48 and 12.5 μm, respectively.

OM image of as-received TA15 alloy
The multiple hot working was employed to obtain different microstructures, as shown in Fig. 2. A maximum of three steps were used. In each step, the workpiece was compressed or just held for 20 min at the heating temperature. The heating temperature ranged from 760 to 980 °C. A strain rate of 0.01 s−1 and reduction rate of 50% were used which were typical for isothermal forming on a hydraulic press.

Processing route of multiple hot working AC air cooling; WQ water quenching)
After each step, the specimen was prepared for metallographic observation using standard technique. Micrographs were taken on an optical microscopy (OM, LECIA DMI3000) and examined using quantitative image analysis. The fine lamellar α phases were examined using scanning electron microscope (SEM, TESCAN VEGA3 LMU). Phase transformation was measured by dilatometric analysis.
3 Results and discussion
Extensive experiments were carried out by the authors and summarized here. Some of the quantitative results are presented in Ref. [26].
For initially equiaxed structure, the microstructure remains unchanged when the heating temperature is close to the annealing temperature (Fig. 3a). Both the equiaxed α and lamellar α contents decrease with temperature because of the α to β transformation (Fig. 3b), though the transformation rate of the lamellar α is about 5–8 times faster than that of the equiaxed α [26]. The lamellar α disappears when the temperature is high enough (Fig. 3c). Deformation has little influence on the morphology and content of the constituent phases though the α–β interface becomes curved (Fig. 3d). The content of primary equiaxed α decreases sharply with temperature in the upper two-phase region (Fig. 3e, f). Meanwhile, the particle number per unit volume drops. Thus, the average grain size of primary α decreases more slowly (Fig. 3d–f). In air cooling (cooling rate is about 200–300 °C·min−1), fine lamellar α precipitates from the β matrix. A higher cooling rate (water quenching) results in martensitic transformation in the β matrix, which may refine the transformed β matrix in subsequent heating. The content of primary α is close to that by air cooling, which means that the growth of primary α can be neglected in air cooling and water quenching. In furnace cooling (cooling rate is about 10 °C·min−1), primary equiaxed α grows significantly. Both the content and grain size increase. Meanwhile, the secondary lamellar α becomes thick and short.

OM images of TA15 alloy after hot working from initially equiaxed structure: a 800 °C, AC, b 910 °C, AC, c 930 °C, AC, d 930 °C, deformed, AC, e 960 °C, AC, f 970 °C, AC, g 970 °C, WQ and h 970 °C, FC (initial structure shown in Fig. 1)
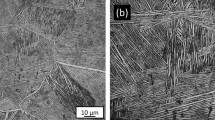
Both the equiaxed structure (Fig. 3a, h) and bimodal structure (Fig. 3e, f) can be obtained by hot working from an initially equiaxed structure. So the workpiece with bimodal structure (Fig. 3f) is used for another hot working. It is found that the content of primary equiaxed α increases slightly (Fig. 4a) and a large fraction of secondary lamellar α appears due to the β decomposition (Fig. 4b) when the heating temperature is low. With temperature increasing, the primary equiaxed α is almost unchanged (Fig. 4c). The lamellar α is thickened, and its content decreases sharply. Very fine lamellar α precipitates from high-temperature β phase after cooling to room temperature (Fig. 4d). The microstructure consists of primary equiaxed α, lamellar α and transformed β, which is a typical trimodal structure. Deformation does not affect the content and morphology of the primary equiaxed α. The lamellar α becomes kinked and globularized with deformation increasing (Fig. 4e–g). Significant globularization does not occur until a large strain is imposed (Fig. 4g). Globularization is easier than that of fully lamellar structure as the α laths here have relatively lower width and α stabilizers amount. Though the morphology may change, the content is close to that prior to deformation (Fig. 4d, g). When the heating temperature is equal to or higher than the temperature of the previous step, all the lamellar α are transformed to β phase. So a bimodal structure which consists of primary equiaxed α and transformed β at room temperature is obtained (Fig. 4h).

OM images (a, c, e–h) and SEM images (b, d) of TA15 alloy after hot working from initially bimodal structure: a 860 °C, AC, b 860 °C, AC, lamellar α and β phases, c 930 °C, AC, d 930 °C, AC, lamellar α and transformed β phases; e 930 °C, 30% reduction, AC; f 930 °C, 40% reduction, AC, g 930 °C, 50% reduction, AC and h 970 °C, AC (initial structure shown in Fig. 3f)
With cooling rate or deformation increasing in the previous hot working, the lamellar α becomes thinner and more disordered (Fig. 5a, b). The content of primary equiaxed α and lamellar α does not change. With temperature decreasing in the previous step, the primary equiaxed α increases sharply while the lamellar decreases. However, the sum of the two varies little (Fig. 5c, d).

OM images of TA15 alloy with different initial states after hot working: a 970 °C, WQ, b 970 °C, 50% reduction, AC, c 960 °C, AC and d 950 °C, AC (workpiece heated to 940 °C and air-cooled in current step)
It can be found that the bimodal (Fig. 4a) or trimodal structure (Fig. 4c) can be obtained by hot working from an initially bimodal structure. And a workpiece of trimodal structure is processed by an additional hot working. The variation of primary equiaxed α and lamellar α with temperature is similar to that with initially bimodal structure though the width of the lamellar α increases, as shown in Fig. 6. Also a significant increase in the content of lamellar α is observed due to the thickening of lamellar α, as shown in Fig. 6a. This may be caused by the decomposition of metastable β phase along the interfaces of original lamellar α.

OM images of TA15 alloy after hot working from initially bimodal structure: a 860 °C, AC, b 910 °C, AC, c 940 °C, AC and d 950 °C, AC
Typically, the microstructure after multiple hot working has three constituents: the primary equiaxed α, the lamellar α and the transformed β (composed of thin secondary α platelets and residual β phases). It can be found that the content of constituents is determined by the phase transformation during heating and holding and less affected by the cooling rate and deformation. Deformation only affects the morphology of the lamellar α and transformed β matrix. Diffusional growth may increase the content of primary equiaxed α. However, it is significant only when the cooling rate is very low (furnace cooling in the present work).
In heating, the evolution of lamellar α is more complicated when the initial structure is far from equilibrium (cooled from high temperature). Figure 7 shows the change of lamellar phase in heating of specimens with initially bimodal structure (Fig. 3f). The microstructure varies little up to 700 °C (Fig. 7a, b). Dilatometric analysis shows that the expansion decreases at 600 °C and then increases (Fig. 7k). The decrease in expansion around 600 °C was also observed by Elmer et al. [27]. It is caused by a contraction in β lattice. The contraction may be related to the relaxation of internal residual stresses created by the different lattice expansion/contraction rates of the α and β phases [27] or the enrichment of β stabilizers in the residual β phases [28, 29]. With temperature increasing, the lattice expansion of the β phase increases sharply [27]. Thus, the expansion of the material increases. The β to α transformation may take place during this temperature range, resulting in the contraction of β phase. Wang et al. [14] reported that the β to α transformation began at 590 °C. The transformation rate is very small in the current work as the temperature is low. The small residual β phase disappears when the heating temperature increases to 750 °C (Fig. 7c), which means that β to α transformation occurs in this temperature range. The expansion continues to increase and reach the peak around 750 °C. Above 750 °C, the expansion rate decreases with temperature, indicating α to β transformation. This transformation occurs preferentially from the lamellar α. During temperature range of 750–860 °C, the content of lamellar α decreases slightly with temperature and the fine lamellar α disappears (Fig. 7d–f). The relatively thick lamellar α phases remain, and they are isolated by the β matrix. The average thickness of the lamellar α increases slightly. Above 860 °C, the transformation of lamellar α is greatly accelerated. The originally long and thick α lamellae are thickened. Meanwhile, the thin and short α lamellae between them vanish. Thus, the average thickness of lamellar α increases sharply along with the decrease in phase fraction (Fig. 7j). The lamellar α is disk-like. The rim has a coarse incoherent interface with small radius, which is easy to migrate. Meanwhile, the flat interfaces between lamellar α and β phases are smooth and semi-coherent, which have low mobility [30]. Phase transformation is controlled by the shrink of α lamellae along the radial direction. The thin lamellar α has more curved interfaces, and it is easier to be transformed. Meanwhile, coarsening of lamellar α occurs. It is controlled by the termination migration, which transfers the mass from the lamellar termination to the adjacent lamellae. Thus, the transformation of thin lamellar is accelerated and the average thickness of α lamellae is increased. In the upper two-phase region (>930 °C), the residual α lamellae are thick. Coarsening of lamellar α becomes trivial.

SEM images of lamellar α at different temperatures: a initial structure, b 700 °C, c 750 °C, d 800 °C, e 830 °C, f 860 °C, g 900 °C, h 920 °C, i 940 °C, j measured content and average thickness of lamellar α and k dilatation curve at a heating rate of 10 °C·min−1 (Δl change of sample length; l length of sample; T temperature)
4 Microstructure modeling
The internal state variable method is often used to model the evolution of microstructure with time. The general form is [31]:
in which S 1, S 2… are independent state variables, T is the instantaneous temperature, t is the time(s), and h 1, h 2... are the functions of S 1, S 2...T. The differential equations of state variables are developed based on the mechanisms of microstructural evolution. The microstructure parameters are obtained by integration of Eq. (1) with specific temperature route and initial value.
In the present work, the content of the constituents is determined by the heating and holding. For hot working, the heating rate is low and the holding time is long, the microstructure is easy to reach phase equilibrium. So the microstructure is a function of temperature. Similarly, differential equations of state variables with temperature can be used to depict the evolution of microstructure with temperature:
in which f 1, f 2… are the functions of S 1, S 2…T. Equation (2) is in accordance with Eq. (1) if \({\text{d}}T/{\text{d}}t\) is a constant and small enough. The original heating and holding are simplified as a quasi-equilibrium phase transformation process.
The specific equations in Eq. (2) are obtained by analyzing the microstructural evolution. During heating and holding, the phase transformation consists of three stages: (1) precipitation of α phase from metastable β phase; (2) transformation of lamellar α and equiaxed α to β phase; and (3) transformation of equiaxed α to β phase.
Stage 1 happens in the low temperature range when the initial structure is far from equilibrium (cooled from high temperature in the previous hot working). The transformation rate is relatively low, and phase equilibrium cannot be reached. So Eq. (2) is not suitable for such a situation. However, the heating temperature is usually high enough for the occurrence of Stage 2 in hot working. So a critical temperature is assumed, above which α to β transformation begins. The microstructural parameters are related to initial structure below the critical temperature. If the initial structure is close to the equilibrium state (annealed for long time at low temperature), Stage 1 can be neglected. Equation (2) can be used in Stages 2 and 3, as the transformation rate is high. In Stage 2, both equiaxed α and lamellar α transform to β phase and the transformation rates are different.
4.1 Modeling of Stage 1
The equilibrium α content (\(f_{\alpha }^{\text{eq}}\)) is a function of temperature and may take the form [26]:
where T is the temperature, \(T_{\beta }\) is the β phase transus temperature, f 0 and f 1 are material constants.
In Stage 1, the α phase precipitates at the interfaces of originally α grains and β matrix. The radius of the equiaxed α and the thickness of the lamellar α increase due to the precipitation. The increasing rate is proportional to the degree of non-equilibrium state. Thus, the size variation of the two constituents is given by:
where \(\Delta \bar{R}\) and \(\Delta \bar{B}\) are the increments of the average radius of the equiaxed α and the thickness of the lamellar α; \(f_{{T_{\text{c}} }}^{\text{eq}}\),\(f_{{\upalpha_{\text{p}} }}^{0}\) and \(f_{{\upalpha_{\text{l}} }}^{0}\) are the equilibrium content of the α phases at the critical temperature, the content of equiaxed α and lamellar α prior to working; and \(k_{1}\) and \(k_{2}\) are material constants. The equiaxed α and lamellar α are assumed to be sphere- and disk-like. So the content of each constituent at the critical temperature can be calculated by:
where \(f_{{\upalpha_{\text{p}} }}^{{T_{\text{c}} }}\) and \(f_{{\upalpha_{\text{l}} }}^{{T_{\text{c}} }}\) are the contents of equiaxed α and lamellar α at the critical temperature; \(\bar{R}\) and \(\bar{B}\) are the average radius of the equiaxed alpha and the thickness of the lamellar alpha. Commonly, the sum of \(f_{{\upalpha_{\text{p}} }}^{{T_{\text{c}} }}\) and \(f_{{\upalpha_{\text{l}} }}^{{T_{\text{c}} }}\) is less than \(f_{{T_{\text{c}} }}^{\text{eq}}\), as fine secondary α may precipitate inside the β matrix. When \(f_{{\upalpha_{\text{l}} }}^{0}\) = 0, there is no lamellar α in the initial structure. Equation (5b) cannot be used to calculate the fraction of lamellar α. In this case, the α lamellae at high temperatures precipitate from the β matrix. So the content is calculated by:
4.2 Modeling of Stage 2
Above the critical temperature, α to β transformation occurs. Both equiaxed α and lamellar α transform to β phase. In diffusion-controlled phase transformation process, the variation of radius (R) of spherical particles with time (t) takes the form [21]:
where D is the diffusion coefficient and \(\varOmega\) denotes the supersaturation:
where \(C_{0}\), \(C_{\text{i}}\) and \(C_{\text{p}}\) are the solute concentrations of the matrix far from the matrix–particle interface, the matrix at the matrix–particle interface, and the particle at the matrix–particle interface.
For lamellar α, the shortening velocity of the lamellae takes the form:
where K is a constant, of which the value is about 1; r is the radius of the lamellar termination; and L is the length of lamellae. r is proportional to the thickness of the α lamellae. So Eq. (8) may be rewritten as:
where \(K^{{\prime }}\) is a constant and B is the thickness of the lamellar α.
The value of \(\varOmega\) in Eq. (8) is different from that in Eq. (6) as the chemical compositions at the equiaxed α and lamellar α are different. Assuming \(\varOmega_{{\upalpha_{\text{p}} }} /\varOmega_{{\upalpha_{\text{s}} }}\) is a constant, it comes:
where m is a constant. The above equation is rewritten in terms of T in the present work:
As the size of equiaxed α is much larger than that of the lamellar α, the variation of equiaxed α and lamellar α in Stage 2 can be written in terms of average size of the phases:
where \(\bar{L}\) is the average length of lamellae. So the variation of the equilibrium fraction of α phase with temperature can be given by:
\({\text{d}}f_{\upalpha}^{\text{eq}} /{\text{d}}T\) can be obtained by Eq. (3). Then the value of \({\text{d}}\bar{R}/{\text{d}}T\) can be calculated by Eq. (14). And the variations of \(f_{{\upalpha_{\text{p}} }}\) and \(f_{{\upalpha_{\text{l}} }}\) are obtained by Eqs. (12) and (13).
4.3 Modeling of Stage 3
In Stage 3, only equiaxed α exists. So the content can be calculated by Eq. (3). It should be noted that the transformation of equiaxed α to β phase results in the decrease in grain size and number of the α particles. The variation of average grain size cannot be depicted by Eq. (12). Assuming a distribution function of grain size g(R, T), the average grain size (\(\bar{R}\)) and the density (N(T)) of α particles are calculated by [32]:
where the evolution of g(R, T) should follow the partial differential equation and boundary condition [32]:
\({\text{d}}R/{\text{d}}T\) can be determined by:
Numerical solution of Eqs. (15)–(19) gives the evolution of g(R, T) with temperature. To simplify the model, according to the theoretical modeling of Ostwald ripening (in which Eqs. (15)–(18) are satisfied), the evolution of average grain size takes the form:
where k is material constant.
4.4 Model calibration
Quantitative measurement of the microstructure parameters in multiple hot working is taken by the authors and detailed in Ref. [33]. The material constants involved in the model are obtained by fitting to the experimental data and are given in Table 1.
Figure 8 shows the variation of microstructure parameters with temperature for initially equiaxed structure. The initial structure is shown in Fig. 1. Predicted results agree reasonably with the experiment. Modeling predictions suggest all the lamellar α dissolute around 925 °C. Below the temperature, the content of primary equiaxed α decreases slightly with temperature. Meanwhile, the content of overall α phases decreases significantly, which is caused by the dissolution of lamellar α phase. The grain size of primary equiaxed α decreases slightly until the temperature is high enough.

Comparison of predicted (lines) and experimental (symbols) microstructural parameters in heating of specimen with initially equiaxed structure (experimental data from Ref. [33])
For initially bimodal structure, a slight increase in primary equiaxed α is observed if the heating temperature is low. A previous work [34] reported that the content of equiaxed α of TA15 alloy increased by about 6 vol% after annealing at 810 °C though they were deformed at temperatures ranging from 910 to 970 °C. The present model predicts an increase of 3.5 vol%–4.5 vol% of equiaxed α under the same conditions, which agrees reasonably with the experimental observation. Figure 9 shows the variation of microstructure parameters with temperature for initially bimodal structure. Specimens with different contents of primary equiaxed α phase, which were obtained by heating at different temperatures, were used as initial structure. All show a rapid decrease in lamellar α content with temperature and a slow decrease in equiaxed α content with temperature. Model predictions agree well with experimental results.

Comparison of predicted (lines) and experimental (symbols) microstructural parameters in heating of specimen with initially bimodal structure: a content of equiaxed α and b content of lamellar α (specimens heated to different temperatures to get initial structure with different contents of equiaxed α)
For initially trimodal structure, the content of lamellar α increases sharply when the heating temperature is low (Figs. 9b, 10). Meanwhile, the increase in equiaxed α content is very limited (Figs. 9a, 10). There would be some secondary α phases inside the β matrix. So transformation of lamellar α takes places until a much high temperature is reached. Then both the equiaxed α and lamellar α contents decrease with temperature (Fig. 10).

Comparison of predicted (lines) and experimental (symbols) microstructural parameters in heating of specimen with initially trimodal structure (initial structure obtained by heating to 970 °C in the first step and 940 °C in the second step)
The proposed model is a simplification from the traditional model of physical metallurgy. It can be applied to different two-phase titanium alloys if the microstructural mechanisms are the same to the current work. However, the fitting parameters need to be changed for different materials. The model assumes that the microstructure reaches the phase equilibrium after heating and holding. So, it cannot be used to analyze the transient process, such as continuous heating. The diffusional growth is ignored in the model. It needs further adjustments to predict heat treatment process under low cooling rate.
5 Conclusion
Experimental study and theoretical modeling were carried out on the coupled effects of initial structure and working condition on microstructural evolution in secondary hot working of a two-phase titanium alloy.
Microstructure with different constituent phases can be obtained by regulating the initial structure and hot working conditions. The initial structure and phase transformation during heating and holding dominate the phase fraction of the finial microstructure. The variation of deformation degree and cooling rate can change the morphology of the constituent phases, but not affect the phase fraction. The β–α–β transformation occurs during heating. The β to α transformation leads to a significant increase in content and size of lamellar α. The α to β transformation occurs simultaneously in equiaxed α and lamellar α. The transformation rate of lamellar α is much larger. The thickness of lamellar α increases sharply and then varies little, which is caused by the vanishing of fine α lamellae due to phase transformation and coarsening by termination migration.
The three stages of phase transformation are summarized. A modeling approach is proposed based on the assumption of quasi-equilibrium phase transformation. The variation of phase fraction with temperature is modeled for different stages. The model is applied to hot working of different initial structures. Model predictions agree well with the experimental results.
References
Lütjering G, Williams JC. Titanium. 2nd ed. Berlin: Springer; 2007. 1.
Banerjee D, Williams JC. Perspectives on titanium science and technology. Acta Mater. 2013;61(3):844.
Guo LG, Zhu S, Yang H, Fan XG, Chen FL. Quantitative analysis of microstructure evolution induced by temperature rise during(α + β) deformation of TA15 titanium alloy. Rare Met. 2016;35(3):223.
Fan XG, Yang H, Gao PF, Zuo R, Lei PH. The role of dynamic and post dynamic recrystallization on microstructure refinement in primary working of a coarse grained two-phase titanium alloy. J Mater Process Technol. 2016;234:290.
Bieler TR, Semiatin SL. The origins of heterogeneous deformation during primary hot working of Ti-6Al-4V. Int J Plast. 2002;18(9):1165.
Gao J, Li MQ, Li XD, Zhang D, Xue JR, Jiang XQ, Zhang CY, Liu LY. Quantitative analysis on microstructure evolution of Ti-6Al-2Zr-2Sn-2Mo-1.5Cr-2Nb alloy during isothermal compression. Rare Met. 2015;34(9):625.
Meng M, Yang H, Fan XG, Yan SL, Zhao AM, Zhu S. On the modeling of diffusion-controlled growth of primary α in heat treatment of two-phase Ti-alloys. J Alloy Compd. 2017;691:67.
Jia BH, Song WD, Tang HP, Wang ZH, Mao XN, Ning JG. Hot deformation behavior and constitutive model of TC18 alloy during compression. Rare Met. 2014;33(4):383.
Zhu YC, Zeng WD, Feng F, Sun Y, Han YF, Zhou YG. Characterization of hot deformation behavior of as-cast TC21 titanium alloy using processing map. Mater Sci Eng A. 2013;528(3):1757.
Gao PF, Fan XG, Yang H. Role of processing parameters in the development of tri-modal microstructure during isothermal local loading forming of TA15 titanium alloy. J Mater Process Technol. 2017;239:160.
Wang MP, Zhao YQ, Zeng WD. Phase transformation kinetics of Ti-1300 alloy during continuous heating. Rare Met. 2015;34(4):233.
He D, Zhua JC, Zaefferer S, Raabe D, Liu Y, Lai ZL, Yang XW. Influences of deformation strain, strain rate and cooling rate on the Burgers orientation relationship and variants morphology during β → α phase transformation in a near α titanium alloy. Mater Sci Eng A. 2012;549:20.
Sha W, Guo ZL. Phase evolution of Ti-6Al-4V during continuous heating. J Alloy Compd. 1999;290(1):L3.
Wang YH, Kou HC, Chang H, Zhu ZZ, Su XF, Li JS, Zhou L. Phase transformation in TC21 alloy during continuous heating. J Alloy Compd. 2009;472(1–2):252.
Zhu S, Yang H, Guo LG, Fan XG. Effect of cooling rate on microstructure evolution during α/β heat treatment of TA15 titanium alloy. Mater Charact. 2012;70:101.
Semiatin SL, Kirby BC, Salishchev GA. Coarsening behavior of an α–β titanium alloy. Metall Mater Trans A. 2004;35(9):2809.
Semiatin SL, Corbett MW, Fagin PN, Salishchev GA, Lee CS. Dynamic-coarsening behavior of an α/β titanium alloy. Metall Mater Trans A. 2006;37(4):1125.
Zong YY, Shan DB, Xu M, Lv Y. Flow softening and microstructural evolution of TC11 titanium alloy during hot deformation. J Mater Process Technol. 2009;209(4):1988.
Ma X, Zeng WD, Tian F, Zhou YG. The kinetics of dynamic globularization during hot working of a two phase titanium alloy with starting lamellar microstructure. Mater Sci Eng A. 2012;548:6.
Wang K, Li MQ. Effects of heat treatment and hot deformation on the secondary α phase evolution of TC8 titanium alloy. Mater Sci Eng A. 2014;613:209.
Semiatin SL, Lehner TM, Miller JD, Doherty RD, Furrer DU. Alpha/beta heat treatment of a titanium alloy with a nonuniform microstructure. Metall Mater Trans A. 2007;38(4):910.
Carslaw HS, Jaeger JC. Conduction of Heat in Solids. London: Oxford University Press; 1959. 28.
Aaron HB, Fainstein D, Kotler GR. Diffusion-limited phase transformations: a comparison and critical evaluation of the mathematical approximations. J Appl Phys. 1970;41(11):4404.
Sha W, Malinov S. Titanium Alloys: Modeling of Microstructure, Properties and Applications. Cambridge: Woodhead; 2009. 117.
Gao XX, Zeng WD, Zhang SF, Wang QJ. A study of epitaxial growth behaviors of equiaxed α phase at different cooling rates in near alpha titanium alloy. Acta Mater. 2017;122:298.
Fan XG, Yang H, Gao PF. Prediction of constitutive behavior and microstructure evolution in hot deformation of TA15 titanium alloy. Mater Des. 2013;51:34.
Elmer JW, Palmer TA, Babu SS, Specht ED. In situ observations of lattice expansion and transformation rates of α and β phases in Ti–6Al–4V. Mater Sci Eng A. 2005;391(1–2):104.
Barriobero-Vila P, Requena G, Buslaps T, Alfeld M, Boesenberg U. Role of element partitioning on the α–β phase transformation kinetics of a bi-modal Ti-6Al-6V-2Sn alloy during continuous heating. J Alloy Compd. 2015;626:330.
Bein S, Bechet J. Comparative approach of phase transformations in titanium alloys Ti-6246, β-Cez and Ti-1023 using dilatometric analysis and electrical resistivity measurements. In: Titanium 95—Science and Technology. Proceedings of the 8th World Conference on Titanium. London: Institute of Materials. 1996. 2353.
Sun ZC, Guo SS, Yang H. Nucleation and growth mechanism of α-lamellae of Ti alloy TA15 cooling from an α + β phase field. Acta Mater. 2013;61(6):2057.
Grong Ø, Shercliff HR. Microstructural modelling in metals processing. Prog Mater Sci. 2002;47(2):163.
Pande CS, Rajagopal AK. Uniqueness and self similarity of size distributions in grain growth and coarsening. Acta Mater. 2001;49(10):1805.
Mei MJ, Yang H, Fan XG. Quantitative analysis of the microstructure under multi-pass thermal cycle of TA15 titanium alloy. J Plast Eng. 2014;21(4):79.
Fan XG, Gao PF, Yang H. Microstructure evolution of the transitional region in isothermal local loading of TA15 titanium alloy. Mater Sci Eng A. 2011;528(6):2694.
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China (No. 51575449), the 111 Project (B08040) and the Research Fund of the State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, China (No. 104-QP-2014).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Fan, XG., Zheng, HJ., Gao, PF. et al. Phase fraction evolution in hot working of a two-phase titanium alloy: experiment and modeling. Rare Met. 36, 769–779 (2017). https://doi.org/10.1007/s12598-017-0950-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-017-0950-5