
Abstract
Duplex stainless steels (DSS) are preferred replacement to austenitic stainless steel because of their higher strength leading to economic benefits. However, poor ductility and thermal conductivity along with high toughness make them difficult to machine. In the present investigation, tool wear, cutting force and surface roughness were evaluated during dry turning of DSS 2205 using tungsten carbide inserts coated with AlTiCrN and AlTiN. High Power Impulse Magnetron Sputtering technique was used for coating the substrates. Cutting speeds of 100, 140 and 180 m/min; feed of 0.12, 0.15, and 0.18 mm/rev, and a fixed depth of cut of 0.8 mm were chosen as cutting parameters for dry turning. AlTiCrN coating exhibited highest adhesion strength of 110 N compared to 89 N by AlTiN coating. AlTiCrN coated tools exhibited highest tool life of 7840 mm, with least surface roughness of 0.72 µm and cutting force of 255 N. This is attributed to its excellent physical properties such as good adhesion, higher oxidation resistance and thermal stability, compared to AlTiN coated tool. AlTiCrN and AlTiN coated tools exhibited respectively 6-times and 4-times more tool life than uncoated tools. Combination of high speed (180 m/min) and low feed (0.12 mm/rev) resulted in least surface finish. Regression model developed from the experimental data showed closer agreement (95%) between predicted and experimental values of surface roughness.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Duplex stainless steels (DSS) are becoming more impressive alternative to austenitic stainless steel (ASS) because of their higher strength leading to economic benefits as well as reduction in weight [1]. The word ‘duplex’ has been coined for the coexistence of dual phase microstructure which shows alternative banded structure of austenite (lighter phase) and ferrite (darker Phase). DSS possesses lower ductility and higher resistance to chloride pitting. The crevice corrosion is due to austenite (γ) phase, whereas good strength is because of ferrite (α) phase. The combination of high chromium (Cr) with molybdenum (Mo) and nitrogen (N) offers excellent resistance to crevice and pitting corrosion. Dual phase structure of DSS provides better resistance to Stress Corrosion Cracking (SCC), which makes it a better alternative to SS316L, for marine applications [2]. The lower values of coefficient of thermal expansion and thermal conductivity of duplex stainless steel make it an excellent choice for the fabrication of heat exchangers and pressure vessels [2]. Moreover, DSS is widely used for pipes to carry sea water, chemicals and for storage tanks in desalination plants, pulp and paper industry. Also, in critical applications like fluid transport systems in boiling water nuclear reactors [3]. From the available grades of DSS, DSS2205 occupies more than 85% stake in utility among the DSS family [4].
Though DSS offers hardness in the range of 35 HRC, mechanical properties like high toughness, low thermal conductivity, high degree of work hardening [5] and fast wear rate of tool point [6,7,8] are responsible for poor machinability of DSS. The difficult to control chips has been experienced due to excessive mechanical and thermal loads on tool point. As a result, strong adhesive interaction favours formation of Built up Layer (BUL) [6]. BUL formation results in higher cutting forces and further deteriorates the machined surface. BUL formation is one of the biggest concerns for machining DSS [6, 9]. BUL is mainly observed at lower cutting speeds [10]. Higher plastic deformation capacity of austenite phase compared to ferrite is responsible for ferrite BUL [11]. Authors have reported that there is no research available for investigation of BUL formation while machining DSS2205. In DSS family, higher percentage of Mo gives higher strength than observed in ASS, even at elevated temperatures. Elements like Mo, Ni and Cr make DSS more difficult to cut and are responsible for higher cutting forces while machining [8, 11]. Higher cutting speeds are recommended to avoid the formation of BUL [12]. Also, higher cutting speeds results into higher compressive residual stresses and soft layer at the surface [13]. Uncontrolled flow of chips may cause chipping of coating and tool material on flank face [14]. Hence, researchers [15] termed DSS as one of the materials which is almost impossible to machine. The favourable properties for application of DSS like high tensile strength, low ductility, low carbon content and absence of non-metallic inclusions are responsible for increasing machining difficulty of DSS [16].
High speed machining has been developed recently with advantages like high material removal rate (MRR), lower cutting forces with good finished surface [17]. Usually, DSS machining involves use of cutting fluid but it is detrimental to operator health, and environment. Therefore, the use of cutting fluid has been being always questioned. It is quite obvious that the use of cutting fluid offers certain advantages like lower cutting zone temperature, abridged thermal load on the tool and improved chip evacuation. However in case of long-time machining, the operator may suffer health issues and if coolant is not easily disposable, it becomes a pollutant for soil and water, if handled irresponsibly [18]. Positive chip breaker was found to be inadequate when coolant was used. Thermal expansion of austenite and ferrite phase through different degrees may result in thermal micro-stresses produced due to cooling during wet machining [19]. Authors have reported a comparison of dry and wet turning using TiCN/Al2O3/TiN coated carbide tools. Dry cutting exhibited 65% higher tool life with greater resistance to abrasion, when compared with wet cutting. Moreover, lower power consumption [10], reduction in thermal shocks and formation of comb-crack [18] with lower strain values [5] are reported during machining. Krolczyk et al. [20] reported that dry cutting has the highest potential among various cooling techniques, but there is a need for deeper study of tool wear and its mechanism.
Use of dry environment for machining DSS requires very high-performance coatings to be used having high hot hardness, oxidation resistance and thermal stability [21]. Classically, Chemical Vapor Deposition (CVD) and Physical Vapor Deposition (PVD) have been used for surface improvement of cutting tools. PVD is preferred to CVD due to its advantages like low operating temperature, eco-friendly aspect and compressive residual stresses of coatings. Dense columnar structured coatings are provided by PVD process, which makes it suitable for sharp cutting edges and plays an important role in machining difficult to cut materials [22, 23]. Moreover, when different coating techniques were compared, it was found that High Power Impulse Magnetron Sputtering (HiPIMS) technique used exhibited defect free and strong adhesive coating with least cutting temperatures during machining [14]. Celik et al. have compared CVD and PVD coated tools for machining Ti–6Al–4V alloy. PVD TiAlN and CVD TiCN/Al2O3/TiN coated carbide tools were used to turn the Ti–6Al–4 V alloy. It is reported that the PVD coated tool have exhibited lower amount of tool wear and surface roughness compared to CVD coated tools [24]. Francisco et al. reported similar research work for machining Super DSS (SDSS). Dominance of single layer PVD TiAlN coating is reported on multilayer CVD TiN/TiCN/Al2O3, in terms of tool wear and surface roughness. Better wear pattern with the least surface roughness was exhibited for TiAlN coated tools using PVD technique. Authors have also reported that, regardless of the coating materials on tools used, no significant variation was observed regarding the three cutting parameters used to study the workpiece surface condition [25]. Chinchanikar et al. compared PVD and CVD coated carbide tools for machining AISI 4340 steel. Lower cutting forces were observed for PVD coated tools than CVD coated tools, due to minimum friction offered by PVD coatings [26].
Different materials for coating tools have been evolved in the recent past. Nano-structured and nano-textured coatings are able to provide low coefficient of friction with higher hardness and improved wear resistance [4]. Hui-Bo et al. reported better performance of Cr-based coatings with 55 min of tool life compared to uncoated tools of 26 min [27]. Moreover, Hui-bo et al. [23] in his different investigations have reported the use of TiAlN and TiAlCrN [27] coatings for machining of AISI 5140 and 20CrMo steels respectively. But it is reported that the top layer of Al instead of Ti is more beneficial, providing high heat and oxidation resistance with better thermal stability and abrasion wear resistance, due to formation of protective Al2O3 layer [24, 25]. The tool life exhibited by AlTiN coated tools was found to be 432 min, as compared to a tool life of 223 min by TiAlN coated tools [28]. Li et al. [29] tested AlTiN coating for its coefficient of friction under oil based and water based lubrication to compare with dry conditions. The coefficient of friction of AlTiN coating, for increasing load was found to be increased under dry conditions compared to oil and water lubrication. It is also reported that the top layer of Titanium has lower hardness, when Titanium forms Titanium oxides, which allow the oxygen to enter the top layer of TiN. This generates pores into the TiN layer, which increases with the thickness of oxide layer. As a result, the adhesion of TiN layer is reduced and cracking of Al2O3 layer takes place. The higher amount of Al deposition also improves the microhardness of coating [30].
Zaharudin et al. reported use of TiCN coated carbide tools for turning AISI 316L SS. Interestingly, machined surface with coated tool has shown higher surface roughness than with uncoated tool, when lower cutting speeds were used. Lower rates of tool wear were noted for dry turning than for wet turning [31]. Kondo et al. tried PVD TiAlSiN coated carbide tool with positive chip breaker geometry for turning of VAT32 superalloy. It is reported that, the feed has the highest influence of 68% on surface roughness, followed by depth of cut of 4% [32]. Rajguru et al. have used different coatings deposited by CVD and PVD for dry machining of Super DSS (SDSS). It is reported that the formation of Al2O3 layer for AlTiN coating which retards the oxygen diffusion in the surface, resulted in superior oxidation resistance. Moreover, coatings deposited at lower temperatures exhibited less internal stresses which reduces cracking phenomenon due to thermal loads, eventually resulted in better thermal stability of the coating [33]. Koyee et al. [5] tried CVD multilayer TiN/Mt-TiCN/Al2O3 coated carbide substrates for comparing machinability of DSS2205 and DSS2507 with respect to tool wear, surface roughness and cutting force during dry and wet turning. It is reported that for lower values of depth of cut, lower cutting forces and least surface roughness were observed.
Selvaraj et al. have reported dry turning of DSS using TiC and TiCN coated carbide tools to analyse surface roughness after machining. In this case too, the feed casts highest influence of 61% on surface roughness. Cutting speed and depth of cut have impacts of 28% and 10% respectively. The optimization technique used showed combination of cutting speed 100 m/min, feed 0.04 mm/rev and a depth of cut 0.4 mm for attaining least surface roughness [34]. International Association of Molybdenum (IMoA) has recommended to use carbide tool with positive chip breaker geometry and tool nose radius not more than necessary to machine DSS. It is reported that the use of positive chip breaker geometry resulted into tool life to be increased 2 times [35]. Selvaraj et al. [36] found feed as the most dominant factor for cutting force and surface roughness, whereas for tool wear, cutting speed to be the most influencing factor. Similar results reported by Koyee et al. [5] and Li et al. [17]. Choi [13] point out that the increase in cutting speed from 3 to 5 m/s resulted in increase in crack initiation life by 192%, eventually increasing fatigue life by 174%.
British Steel’s Swenden Laboratories have performed salt spray tests to prove that the surface roughness is a controlling parameter for degree of staining (which is responsible for corrosion), especially in coastal applications. The surface roughness, more than 1 µm, can damage the surface during polishing operation. It is possible to achieve surface roughness less than 0.5 µm, but by polishing process only, which is very costly for large DSS marine components. So, it poses a challenge to reduce the machined surface roughness of DSS [37]. Lower value of depth of cut (DoC) than tool nose radius is not recommended. Poor machining performance of DSS with higher tendency of BUL formation is reported, when compared to austenitic stainless steels [2]. The higher tool nose radius is reported to have negative effect of surface roughness. Eventually, it is also recommended to avoid tool nose radius values of less than 0.8 mm [38]. Pawan et al. have studied the effect of cutting parameters on surface roughness, while machining DSS. Two models viz; ANOVA and empirical (regression) analysis were used. It is proved that regression analysis has better adequacy (98%) as compared to ANOVA technique (85%). This has delineated the importance of regression analysis for prediction of surface roughness [39]. Zhang et al. [40] have reported the significance of regression model using least square method. The prediction models for cutting temperature and force are reported with significant effect of increasing cutting speed on cutting force. Chen et al. [41] have also proved that the regression model is highly significant for prediction of surface roughness. This has motivated to use regression analysis for prediction of surface roughness while dry turning of DSS2205 in the present work.
Real world applications demand extensive research concerning machining of DSS. However, the existing literature survey reveals that DSS has poor machinability than ASS. It can be inferred from the available literature that limited work has been reported on performance comparison of different tools while machining DSS. Moreover, very limited work is reported on influence of cutting parameters on machinability of DSS2205. Most of the studies on environment friendly processes for DSS have been conducted through empirical and numerical models. Advanced coating deposition techniques like HiPIMS and Cr based coatings on tools are not ventured for dry turning of DSS. This has motivated the present work to use AlTiCrN and AlTiN coating deposited using HiPIMS technique, for dry turning of DSS2205. Lack of study on tool wear, tool life and surface quality while dry turning of DSS can be perceived. Vinoth et al. in their review article highlighted that there has been given little attention on machining of DSS using conventional machining processes [42]. Hence, the study related to machining of DSS with different cutting tools and conditions is wide area open for research. This urges some efforts to study and provide in-depth knowledge for improving machining of DSS.
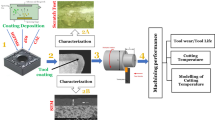
In the present investigations, PVD HiPIMS coating deposition technique is used for AlTiN and AlTiCrN coatings on carbide inserts. These coatings, especially deposited by HiPIMS technique has not been investigated for dry turning of DSS2205. Initially, the characterization of tool, workpiece and coating material is carried out. Then the machinability of DSS2205 for uncoated, AlTiN and AlTiCrN coated tools with respect to Tool life, Surface roughness, and Cutting forces is studied, over selected range of cutting parameters. Subsequently, regression model is developed for surface roughness to compare and validate the results obtained from experiments.
2 Materials and Methods
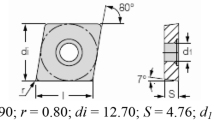
M35 grade Indexable Carbide tool inserts having ISO specification of CNMG120408 with positive chip breaker geometry MF1 (for BUL prevention) and 0.8 mm tool nose radius were used for straight turning of DSS2205. HiPIMS technique has proven incentives over conventional sputtering and cathodic arc evaporation methods [43]. It has yielded denser coatings and enhanced adhesion strength. Therefore, High Power Impulse Magnetron Sputtering (HiPIMS) technique patented by CemeCon, Germany was used for depositing nano-structured AlTiCrN and AlTiN coatings on substrates.
2.1 Characterization
Characterization of the tool and the workpiece material was carried out in terms of microstructure. Moreover, coating materials used were characterized for thickness, microstructure and microhardness. The JEOL (JSM-7600F) Field Emission Gun-Scanning Electron Microscopes (FEG-SEM) was used for characterization of workpiece, tool and coating material. Chemical composition of DSS 2205, AlTiN and AlTiCrN coating material was analysed using Energy-dispersive X-ray spectroscopy (EDS). Precision Microhardness Testing System of HMV-2 Series was used for measuring coating layer microhardness. A load of 100 g for 20 s using Vickers indenter (ASTM E92) was used for hardness test. Scratch test was used to measure “Critical load” to check adhesion strength of coating. Scratch speed of 0.2 mm/s and loading rate of 5 N/mm were implemented with diamond stylus having 0.4 mm tip diameter for measurement. For scratch test and microhardness test, average value of 3 readings is reported in the present work.
2.2 Machining Performance
In the present study, tools with AlTiN and AlTiCrN coatings were compared for their performance with uncoated tools during dry turning of DSS, at different cutting conditions. The performance evaluation is done in terms of tool wear, tool life, surface roughness and cutting force. Referring the data provided by the manufacturers of DSS, literature available and recommendations by International Molybdenum Association (IMoA), cutting parameters were selected, as shown in Table 1.
Considering above cutting parameters Design of Experiment (DoE) was formulated using full factorial design as given in Table 2.
ACE Jobber XL CNC Lathe was used for dry turning of DSS using selected cutting parameters. Round bars of 290 mm × 90 mm were selected for straight turning. A pass length of 245 mm was chosen for every machining cut, as per the availability of workpiece. Epi-fluorescence Nikon microscope Eclipse 50i with Nikon's CFI60 optical system was used for measurement of tool wear. Images of tool wear were captured in non-contact type optical Alicona Infinite-Focus G5, having a resolution of 10 nm. Surface roughness after every machining cut was measured using contact type SJ 301 surface roughness tester, with a sampling length of 0.8 mm. Cutting forces during machining were measured using a Kistler make 3-component piezo-electric force dynamometer (Model 9257).
2.3 Regression Analysis
Regression analysis is a type of predictive analysis. It is a statistical tool for formation of a mathematical model. The regression analysis is attempted to confirm whether a set of predictor variables (cutting parameters), is conforming to the trend of the outcome prediction (surface roughness) i.e. dependent variable. This develops relation between dependent variable and one or more independent variables. The most simplified regression equation with one dependent and one independent variable is defined by the formula as follows [39]:
where Y = estimated dependent variable score, a = constant, b, c = regression coefficient, X, Z = independent variable.
Generalized equation for surface roughness as a function of cutting speed (Vc) and feed (f) is as follows:
3 Results and Discussion
3.1 Characterization
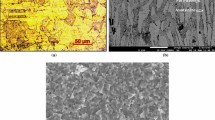
A sample of DSS2205 was characterized for composition and microstructure. After etching in carpenter 300 series etchant [44], the sample was tested by FEG-SEM. Major alloying elements obtained in DSS are shown in Table 3. Major alloying elements were compared and confirmed by the EDS test results.
Microstructure of cemented carbide tool is shown in Fig. 1a which shows uniform and fine grains with average grain size in the range of 0.21–0.42 µm. Microstructure of DSS2205 shows alternative layers of Austenite and Ferrite, shown in Fig. 1b.

SEM micrograph showing microstructure of a carbide tool and b DSS2205
Single layer AlTiN and AlTiCrN coatings were revealed in SEM analysis. Fractograph of AlTiN and AlTiCrN coatings is shown in Fig. 2.

SEM fractograph of a AlTiN and b AlTiCrN coatings
Both coatings show defect-free and non-porous structure. SEM fractograph confirmed the coating thickness in the range of 3.8–4.2 µm. Critical Load was measured using scratch test to check the adhesion strength of coatings. Critical load is defined as the load at which coating delaminates first [14]. Critical load measured was 89 N and 110 N for AlTiN and AlTiCrN respectively. Hardness of coating was measured using Vickers microhardness tester with a load of 100 g. AlTiN and AlTiCrN coating showed hardness of 36 GPa and 34 GPa respectively.
3.2 Machining Performance
Nose wear was the most dominant tool wear than flank and crater wear during machining of DSS 2205 in dry condition, for all the tools over the set of cutting conditions. This is justified by the fact that materials with work hardening capacity during machining resulted in nose wear of tools [12, 14]. Therefore, tool nose wear was selected to be the criterion for the assessment of tool life. According to ISO 3685 (1993), notch wear width VBN = 0.3 mm for regular wear and VBN = 0.6 mm for uneven nose wear are criteria for tool life [45].
3.2.1 Effect of Machining Length on Nose Wear
Optical images for tool wear are shown in Fig. 3. The uncoated tools performed poor as compared to coated tools. The coated tools showed uniform wear compared to uncoated tools as shown in Fig. 3. As the machining length increases the nose wear increases and finally chipping of insert was observed for uncoated tools. Wear rate of AlTiCrN coated tools was found to be steady and slow due to excellent combination of properties like higher adhesion (110 N), hardness (35 GPa) and low coefficient of friction (0.35), compared to AlTiN and Uncoated tools.

Optical images of tool nose wear of a uncoated, b AlTiN and c AlTiCrN coated tool
Effect of machining length on nose wear at cutting speed of 100 m/min and 0.12 mm/rev feed is shown in Fig. 4. Nose wear is found to increase with increase in machining length. Initially, the wear rate is slow but further machining causes higher nose wear for all the tools used.

Effect of machining length on tool nose wear
AlTiCrN coated tools proved supreme performance followed by AlTiN coated and uncoated tools. At a machining length of 2450 mm, AlTiCrN and AlTiN coated tools exhibited tool wear of 0.16 mm and 0.35 mm respectively. Higher cutting temperatures due to higher coefficient of friction and lower thermal stability of uncoated tools resulted in very high tool wear of 0.96 mm. This nose wear of uncoated tools is 4 to 6-times higher compared to AlTiN and AlTiCrN coated tools. This is attributed to the combination of good adhesion, toughness, low coefficient of friction and excellent hot hardness of coated tools. But for uncoated tools, due to higher thermal conductivity and lower hardness (half the coated tools) the tool edge becomes weak in the early stages of machining. These result in rapid tool wear of uncoated tools and fracture of cutting edge as shown in Fig. 3. This is in conformance with the literature [46, 47].
AlTiN coated tools have shown good resistance to tool wear up to 2250 mm machining length. But, after that faster wear rates are observed. Moreover, AlTiCrN coated tools have performed better, showing good resistance to tool wear up to a machining length of 4050 mm. This is due to higher thermal stability (1100 °C) of AlTiCrN coatings compared to AlTiN coatings (850 °C). After this carbide tool gets exposed to the cutting environment resulting in rapid tool wear.
3.2.2 Effect of Cutting Speed and Feed on Tool Life
Effect of cutting speed on tool life at different feed is shown in Fig. 5. Tool life was found to decrease with the increase in cutting speed, due to increase in cutting temperature. For AlTiCrN coated tool at a feed rate of 0.18 mm/rev, when cutting speed was increased from 100 to 140 m/min, the tool life decreased from 7350 to 6370 mm. Further increase in cutting speed to 180 m/min causes tool life to fall to 4655 mm. When feed is increased from 0.12 to 0.15 mm/rev for AlTiCrN coated tool, tool life is decreased from 5880 to 5340 mm. It further decreased to 4655 mm, for higher feed of 0.18 mm/rev. Similar results were obtained for other tools. AlTiCrN coated tools exhibited highest tool life followed by AlTiN coated and uncoated tools. AlTiCrN and AlTiN coated tools exhibited tool life of 7840 mm and 4410 mm respectively. Higher cutting temperatures and faster tool wear result in drastic reduction in tool life of for uncoated tools. AlTiCrN tools exhibited almost 6-times more machining length and AlTiN tools exhibited 4-times more machining length than uncoated tools. Similar performance of PVD coatings is reported by Kulkarni and Sargade [14]. This is because of combination of good adhesion, toughness, low coefficient of friction and excellent hot hardness.

Effect of cutting speed on tool life at a f = 0.12 mm/rev, b f = 0.15 mm/rev and c f = 0.18 mm/rev
As cutting speed increases, temperature in cutting zone also increases and at this point, the thermal conductivity of coating plays an important role. Uncoated tool due to higher thermal conductivity, experiences higher temperature and reduced strength, which result in faster tool wear in the first few passes only. However, for coated tools, the rate of increase in thermal conductivity with temperature is marginal. This is credited to PVD technique used for deposition. Physical deposition establishes ionic bonding which does not allow the influence of increased cutting temperature on thermal conductivity [48]. After some machining length when coating is delaminated, tungsten carbide tool gets exposed to the actual cutting temperature thereafter tool wear accelerates. Uncoated tools go under strong thermo mechanical loading during dry turning. This causes excessive tool wear and results in reduced tool life.
Taylor’s Tool Life equation was used to obtain relationship between tool life and cutting speed as given in Table 4. Using tool life equation, exponent “n” and Taylor’s constant “C” are calculated for linear relationship. Exponent “n” for uncoated, AlTiN and AlTiCrN coated tools is found increasing. Similar trend of increase is observed for intercept ‘c’.
Maximum value of 9799 for Taylors constant C indicates the highest tool life among all tools used. Experimental results for tool life of AlTiCrN coated tools exhibited the highest tool life which is confirmed by higher value of Taylor’s constant. From Fig. 6, if the slopes of line with positive x-axis are obtained, then the calculated values are − 26°, − 41° and − 44° for uncoated, T1 and T2 tool respectively.

Taylor’s tool life equations for uncoated, AlTiN and AlTiCrN coated tools
The negative sign is due to the fact that the tool life is decreasing with the increase in cutting speed. The values closer to − 45° indicates that the effect of cutting speed on tool life is less significant than tools having values away from − 45°. So, lower value for uncoated tools indicating that, the cutting speed will affect steeply on tool life. Whereas for both the coated tools, the effect of cutting speed is less significant on tool life.
3.2.3 Effect of Feed on Surface Roughness and Cutting Force
Effect of feed at a cutting speed of 140 m/min on surface roughness and cutting forces is shown in Fig. 7.

Effect of feed on a surface roughness and b cutting force
As the feed increases, both surface roughness and cutting forces increase due to high friction and temperature. Optimal combination of low feed and high cutting speed gave lower surface roughness values. Higher cutting speeds are beneficial for reducing cutting forces which result in low surface roughness. Reduction in shear strength causes work material to behave in ductile phase. DSS itself is a sticky material and during machining it was reported that it was quite difficult to separate the chips causing more area in contact with high friction and roughness [3]. So, as the feed increases at constant DoC and cutting speed, surface roughness along with cutting forces increases. For uncoated tools, friction between the tool and workpiece increases due to catastrophic failure which results in rough surface with higher cutting forces. At a cutting speed of 140 m/min and feed 0.12 mm/rev, the surface roughness observed for AlTiCrN coated tools is 0.72 µm. At the same cutting conditions, surface roughness exhibited by the AlTiN coated and uncoated tools are nearly 2-times (1.5 µm) and 3-times (2.12 µm) higher than AlTiCrN coated tools. The presence of Cr is credited for formation of protective oxide layer, which helps in retaining the sharp edge of tool, even at higher cutting temperatures [49]. Moreover, Cr added is lubricious and acts as a self-lubricating, reducing friction [50]. As a result, cutting forces and surface roughness in lower magnitude are observed for AlTiCrN coated tools. When feed is increased from 0.12 to 0.15 mm/rev, the surface roughness exhibited by AlTiCrN coated tool is increased from 0.72 to 1.20 µm. Further increase in feed to 0.18 mm/rev increased surface roughness to 1.75 µm. Similar trend is observed for AlTiN coated and uncoated tools.
When AlTiN and AlTiCrN coated tools were compared after machining, it was observed that nose of AlTiN coated tools had abrasion mark. Whereas AlTiCrN coated tools had experienced uniform wear of nose. The non-uniform wear of AlTiN coated tools is prime factor behind rise in roughness and cutting force.
3.2.4 Effect of Cutting Speed on Surface Roughness and Cutting Force
Effect of cutting speed on surface roughness and cutting force is depicted in Fig. 8. As the cutting speed increases, the roughness of machined surface decreases due to lower tendency of BUL at higher cutting speeds [51]. Hence, increase in cutting speed has positive effect on surface roughness and cutting forces. For uncoated tools, at a feed of 0.15 mm/rev, when cutting speed was increased from 100 to 140 m/min, the surface roughness was decreased from 3.2 to 2.45 µm.

Effect of cutting speed on a surface roughness and b cutting force
When, cutting speed was further increased to 180 m/min, surface roughness was found to decrease to 1.98 µm. AlTiCrN and AlTiN coated tools showed same trend of reduction in surface roughness and cutting forces. At a cutting speed of 100 m/min, the AlTiCrN coated tools exhibited a surface roughness of 0.88 µm, which is 56% and 72% less as compared to surface roughness exhibited by AlTiN coated and uncoated tools respectively. The rate of reduction in cutting force for AlTiCrN coated tools was found to be 13%, compared to 8% and 5% of AlTiN coated and uncoated tool respectively. This is contributed by both lower coefficient of friction and surface roughness of AlTiCrN coatings. AlTiCrN coatings are reported to build dense Cr2O3 and α (Al,Cr)2O3 mixed oxides around it [50]. This helps in retaining sharper edges even at high temperatures. With the increase in cutting speed, the cutting temperature also increases due to lower thermal conductivity of coated tools. The heat produced is carried away by workpiece and chips but can’t penetrate into the tool. This increases the temperature of workpiece and decreases the strength of the workpiece material; eventually fewer cutting forces are observed. Moreover, the thermal stability of AlTiN coating is 850 °C, which is less compared to 1100 °C of AlTiCrN coating. Due to lower thermal stability, oxide layer produced by AlTiN coatings is not as strong as that of AlTiCrN coatings. Cr present in AlTiCrN can be lubricious which helps in protecting the tool edge at higher cutting temperatures along with Al2O3 oxide protective layer, reducing cutting forces and surface roughness.
One of the reasons for lower cutting forces is the use of single layer nano-composite coating. Nano-composite coating results in smaller cutting-edge radius. Initially higher surface roughness is observed due to BUL formation. But as the cutting speed increases the tendency of BUL formation gets retarded [51]. Subsequently, friction on the workpiece also decreases yielding good surface finish. After certain machining time, roughness tends to increase again may be due to nose wear of tool. It eventually builds up friction between tool and the workpiece. At lower cutting speeds under high feed, even for AlTiCrN tools, high roughness was observed. This is due to adhesion of workpiece (BUL) resulting in high contact pressure and cutting temperature. This is justified by lower cutting pressure [52] and cutting forces [14] with increase in cutting speed. After machining the tools were tested for any BUL formation. SEM and EDS tests confirmed results of BUL formation on tool surface, as depicted in Fig. 9. The EDS analysis clearly shows inclusion of workpiece material in cutting tool region.

a SEM Micrograph and b EDS analysis of BUL
3.3 Regression Model for Surface Roughness
DSS2205 has widespread applications in large marine components, where surface roughness plays a vital role in deciding the life of components. So, it was decided to analyse the surface roughness through regression analysis. The purpose of this model is to anticipate surface roughness while dry turning of DSS 2205 and to study the variation of dependent variables (Surface roughness) with any of the independent variable (Feed), keeping others constant. Regression model was developed for surface roughness at a cutting speed of 100 m/min over feed ranging from 0.12 to 0.18 mm/rev. The comparison of surface is depicted in Table 5. It was found that, the surface roughness obtained from experimentation are close to the values predicted by regression model within ± 5%. Hence, the proposed regression model can be implemented to predict surface roughness while dry turning of DSS 2205. This can assist operator in appropriate planning ahead of machining.
4 Conclusions
The present investigation campaign is an attempt to study the machinability of DSS2205 during dry turning. AlTiN and AlTiCrN coatings deposited using advanced PVD technique called HiPIMS technique were investigated for their performance on the basis of tool life, surface roughness and cutting force. Following comprehensive conclusions are drawn as outcomes of the investigations:
- A.
Characterization
HiPIMS technique used for depositing AlTiN and AlTiCrN coating gave defect-free and non-porous structure with uniform thickness in the range of 3.8–4.2 µm.
Adhesion strength of AlTiCrN coating was found to be higher (110 N) followed by AlTiN coating (89 N).
AlTiN and AlTiCrN coatings exhibited higher microhardness of 36 GPa and 34 GPa respectively.
- B.
Machining Performance
Uncoated tools showed catastrophic failure, but both coated tools showed uniform nose wear. At a machining length of 3000 mm, AlTiCrN coated tools showed least wear of 0.19 mm, compared to 0.50 mm and 0.96 mm of AlTiN coated and uncoated tools respectively.
AlTiCrN coated tool exhibited the highest tool life of 7840 mm, which is 2-times and 6-times higher compared to AlTiN coated and uncoated tool respectively.
At higher cutting temperatures due to better thermal stability, AlTiCrN coated tools showed least surface roughness of 0.72 µm, which is 53% and 67% less than AlTiN coated and uncoated tools respectively.
Highest rate of reduction of 14% for cutting force was observed for AlTiCrN coated tools due to lower coefficient of friction and surface roughness of AlTiCrN coating.
- C.
Regression Analysis
Regression model showed, experimental surface roughness values are closer to predicted values with a confidence level of 95%. So, using this regression model, surface roughness can be predicted during dry turning of DSS2205.
- D.
Limitations and Future scope
During experimentation a surface roughness of 0.72 µm is achieved. But, further investigation to attain surface roughness of 0.5 µm may be carried out to eliminate subsequent superfinishing operations such as polishing.
BUL formation may be fathomed out through high speed camera, which is a correlating factor for higher cutting forces and surface roughness during dry turning.
In current the investigation, Cr based coatings are used to machine DSS2205 in dry conditions, for which outstanding results are reported. More advanced deposition techniques can be used to deposit similar coatings and comparison can be brought out to study if improvement can be achieved.
References
Chiu, L. H., Su, Y. Y., Chen, F. S., & Chang, H. (2010). Microstructure and properties of active screen plasma nitrided duplex stainless steel. Materials and Manufacturing processes,25(5), 37–41.
Gunn, R. N. (1997). Duplex stainless steels: Microstructures, properties and applications. Cambridge: Wood-head Publishing Limited.
Selvaraj, D. P., & Chandramohan, P. (2010). Influence of cutting speed, feed rate and bulk texture on the surface finish of nitrogen alloyed duplex stainless steels during dry turning. Engineering,2, 453–460.
Senthilkumar, K., Senthilkumar, J. S., & Srinivasan, A. (2013). Reducing surface roughness by optimizing the turning parameters. South African Journal of Industrial Engineering,24, 78–87.
Koyee, R. D., Heisel, U., Eisseler, R., & Schmauder, S. (2015). Modeling and optimization of turning duplex stainless steels. Journal of Manufacturing Processes,3, 36–83.
Królczyk, G., Gajek, M., & Legutko, S. (2013). Effect of the cutting parameters impact on tool life in duplex stainless steel turning process. Tehnicki Vjesnik (Technical News),20(4), 587–592.
Krolczyk, G., Nieslony, P., & Legutko, S. (2014). Microhardness and surface integrity in turning process of duplex stainless steel (DSS) for different cutting conditions. Journal of Materials Engineering and Performance,23, 859–866.
Koyee, R. D., Heisel, U., Schmauder, S., & Eisseler, R. (2014). Experimental investigation and multiobjective optimization of turning duplex stainless steels. International Journal of Manufacturing Engineering,1, 1–13.
Kalss, W., Reiter, A., Derflinger, V., Gey, C., & Endrino, J. L. (2006). Modern coating in high performance cutting applications. International Journal of Refractory Metals and Hard Materials,24(5), 399–404.
Pervaiz, S., Deiab, I., & Darras, B. (2013). Power consumption and tool wear assessment when machining titanium alloys. International journal of precision engineering and manufacturing,14(6), 925–936.
Nomani, J., Pramanik, A., Hilditch, T., & Littlefair, G. (2017). Stagnation zone during the turning of duplex SAF 2205 stainless steels alloy. Materials and Manufacturing Processes,32(13), 1486–1489.
International Molybdenum Association. (2014). Practical guidelines for the fabrication of duplex stainless steels (3rd ed.). London: International Molybdenum Association (IMoA).
Choi, Y. (2019). Effects of cutting speed on surface integrity and fatigue performance of hard machined surfaces. International Journal of Precision Engineering and Manufacturing,20(1), 139–146.
Kulkarni, A. P., & Sargade, V. G. (2015). Characterization and performance of AlTiN, AlTiCrN, TiN/TiAlN PVD coated carbide tools while turning SS304. Materials and Manufacturing Processes,30, 748–755.
Krolczyk, G., Legutko, S., & Gajek, M. (2013). Predicting the surface roughness in the dry machining of duplex stainless steel (DSS). Metallurgia,52(2), 259–262.
Pramanik, A., Basak, A. K., Dixit, A. R., & Chattopadhyaya, S. (2018). Processing of duplex stainless steel by WEDM. Materials and Manufacturing Processes,33(14), 1559–1567.
Li, N., Chen, Y., & Kong, D. (2018). Wear mechanism analysis and its effects on the cutting performance of PCBN inserts during turning of hardened 42CrMo. International Journal of Precision Engineering and Manufacturing,19(9), 1355–1368.
Galanis, N. I., Manolakos, D. E., & Vaxevanidis, N. M. (2008). Comparison between dry and wet machining of stainless steel. In Proceedings 3rd international conference on manufacturing engineering (ICMEN) (pp. 91–98).
Johansson, J. (1999). Ph.D. Thesis. Residual Stresses and Fatigue in a Duplex Stainless Steel. Sweden: Linkoping University.
Krolczyk, G. M., Nieslony, A. P., Maruda, R. W., & Wojciechowski, B. S. (2016). Dry cutting effect in turning of a duplex stainless steel as a key factor in clean production. Journal of Cleaner Production,30, 1–12.
Stanislav, V. (1998). New development in super-hard coating: The super-hard nanocrystalline-amorphous composite. Thin Solid Films,317, 449–454.
Bunshah, R. F. (2002). Handbook of hard coatings. New York: William Andrew Publishing.
Hui-Bo, H., Han, W., Li, H., Li, D., et al. (2014). Effect of deep cryogenic treatment on machinability and wear mechanism of TiAlN coated tools during dry turning. International Journal of Precision Engineering and Manufacturing,15(4), 655–660.
Celik, Y. H., Kilickap, E., & Guney, M. (2017). Investigation of cutting parameters affecting on tool wear and surface roughness in dry turning of Ti–6Al–4V using CVD and PVD coated tools. Journal of the Brazilian Society of Mechanical Sciences and Engineering,39, 2085–2093.
Jose, F., Martinho, R. P., Martins, C., & Gouveia, R. M. (2019). Machining GX2CrNiMoN26-7-4 DSS alloy: Wear analysis of TiAlN and TiCN/Al2O3/TiN coated carbide tools behaviour in rough end milling operations. Coatings,9(6), 392–403.
Chinchanikar, S., & Choudhary, S. K. (2016). Comparative evaluations of nose wear progression and failure modes during hard turning under dry and near-dry cutting conditions. International Journal of Machining and Machinability of Materials,18(5–6), 466–473.
Hui-Bo, H., Li, H., Zhang, X., Yue, Q., et al. (2018). Research on the cutting performances and wear mechanisms of TiAlCrN coated tools during dry turning. International Journal of Precision Engineering and Manufacturing. https://doi.org/10.1007/s12541-019-00026-y.
Strnad, P. C. (2012). Novel coating for high performance cutting and dry machining. In 6th edition of interdisciplinarity in engineering international conference (pp. 75–80).
Li, Y. M., Yue, Q., Li, H. Y., & He, H. B. (2018). Friction and wear characteristics of 20Cr steel substrate and TiAlN coating under different lubrication conditions. International Journal of Precision Engineering and Manufacturing,19(10), 1521–1528.
Diniz, A. E., & Micaroni, R. (2002). Cutting conditions for finish turning process aiming: The use of dry cutting. International Journal of Machine Tools & Manufacture,42, 899–904.
Zaharudin, A., & Budin, S. (2019). Influence of cutting speed on coated TiCN cutting tool during turning of AISI 316L stainless steel in dry turning process. In Proceedings in: 1st international conference on industrial and manufacturing engineering (pp. 1–6).
Kondo, M. Y., Pinheiro, C., Marcelo, A., Souza, T. A., & SouzaKondo, V. C. (2019). Cutting parameters influence investigations on cutting consumed power, surface roughness and tool wear during turning of superalloy VAT 32with PVD coated carbide tools using Taguchi method. Material Research Express,1, 1–16. https://doi.org/10.1088/2053-1591/ab0da8.
Rajaguru, J., & Arunachalam, N. (2017). Coated tool Performance in dry turning of super duplex stainless steel. In Proceedings in: 45th SME North American manufacturing research conference (Vol. 10, pp. 601–611) NAMRC 45, LA, USA.
Selvaraj, D. P., & Chandrasekar, P. (2018). Experimental investigations of nitrogen alloyed duplex stainless steel in dry milling process. Journal of Engineering Science and Technology,13(2), 321–331.
Gutakovskis, V., Bunga, G., & Torims, T. (2010). Stainless steel machining with nanocoated duratomic TM cutting tools. In Proceedings in: 7th international DAAAM baltic conference industrial engineering (pp. 1–6) Tallinn, Estonia.
Selvaraj, D. P., Chandramohanb, P., & Mohanraj, M. (2014). Optimization of surface roughness, cutting force and tool wear of nitrogen alloyed duplex stainless steel in a dry turning process using Taguchi method. Measurement,49, 205–215.
Honess, C. (2006). Importance of surface finish in the design of stainless steel. Rotherham: Swinden Technology Centre.
Abhang, L. B., & Hameedullah, M. (2018). Modeling and analysis of tool wear based on cutting force and chip-tool interface temperatures in turning. Advanced Manufacturing and Materials Science,1, 411–420.
Kumar, P. (2019). A surface roughness predictive model for DSS longitudinal turning operation, chapter 25 (pp. 285–296). Vienna: Daaam International Scientific Book.
Zhang, H. P., Zhang, Q. Y., Ren, Y., Shay, T., & Liu, G. L. (2018). Simulation and experiments on cutting forces and cutting temperature in high speed milling of 300M steel under CMQL and dry conditions. International Journal of Precision Engineering and Manufacturing,19(8), 1245–1251.
Chen, Y., Sun, Y., Lin, H., Zhang, B. (2018) Prediction model of milling surface roughness based on regression analysis (Vol. 83, pp. 557–560).
Jebaraj, A. V., Ajaykumar, L., & Deepak, C. R. (2017). Weldability, machinability, and surfacing of commercial duplex stainless steel AISI 2205 for marine application. Journal of Advanced Research,8, 183–199.
Kim, D. H., Zhang, T. F., Shin, J. H., Kang, M. C., & Kim, K. H. (2016). Microstructure and mechanical properties of Cr–Ni–N coatings deposited by HiPIMS. Surface Engineering,32(4), 314–320.
Sonawane, G., & Sargade, V. (2019). Studies on the characterization and machinability of duplex stainless steel 2205 during dry turning. International Journal of Mechanical and Industrial Engineering,13(5), 349–353.
Organization, I. S. (1993). Tool Life testing with single point turning tools. ISO 3685 2(11), 1–48.
Shanmugarajan, B., & Shrivastava, S. B. (2016). Optimisation of laser welding parameters for welding of P92 material using Taguchi based grey relational analysis. Defence Technology,12(4), 343–350.
Abhang, L. B., & Hameedullah, M. (2010). Chip-tool interface temperature prediction model for turning process. International Journal of Engineering Science and Technology,2(4), 382–393.
Altun, O., & Boke, Y. E. (2009). Effect of microstructure of EB-PVD thermal barrier coatings on thermal conductivity and methods to reduce thermal conductivity. Archives of Materials Science and Engineering,40(1), 47–52.
Veprek, S. (1998). New development in superhard coatings: The superhard nanocrystalline-amorphous composites. Thin Solid Films,317(1–2), 449–454.
Kulkarni, A. P., Joshi, G. G., & Sargade, V. G. (2013). Performance of PVD AlTiCrN coating during machining of austenitic stainless steel. Surface Engineering,29(5), 402–407.
Saï, W. B., & Lebrun, J. L. (2003). Influence of finishing by burnishing on surface characteristics. Journal of Material Engineering and Performance,12(1), 37–40.
Bouchnak, T. B., & Germain, G. (2010). High pressure water jet assisted machining of duplex SS: Machinability and tool life. International Journal of Material Forming,3(1), 507–510.
Acknowledgements
The authors would like to express gratitude to CemeCon, Germany for providing timely support for tool coating.
Funding
The authors would like to thank the NEB and Department of Science and Technology (DST), Govt. of India for funding this project (Ref: 11/10/2015-NEB (G)/03 Dated 27/09/2017).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interest and authors have full control of all the data included in manuscript and authors are agree to allow journal to review their data, if required.
Ethical Standards
The manuscript does not contain any clinical studies or patient data.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sonawane, G.D., Sargade, V.G. Machinability Study of Duplex Stainless Steel 2205 During Dry Turning. Int. J. Precis. Eng. Manuf. 21, 969–981 (2020). https://doi.org/10.1007/s12541-019-00305-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-019-00305-8