
Abstract
Dissimilar metal welding that is the joining of two different metals which would not be welded together has been used in nuclear power plants so that the probability of occurrence of cracks that can cause serious accidents is high. Therefore, it is necessary to diagnose and investigate structures with dissimilar metal welds through nondestructive testing techniques. Among them, nondestructive evaluation techniques using phased array ultrasonic waves have been widely used and studied. However, transmitted ultrasound into dissimilar metal welds is split, skewed and distorted due to course grained anisotropy and inhomogeneity. Therefore, there are many limitations in tests using the conventional phased array ultrasonic technique. In this study, the phased array ultrasonic focusing methods such as phase matching method, adaptive focusing method and time reversal method were applied to the nondestructive ultrasonic testing of dissimilar metal welds for detecting internal cracks, and the performance and efficiency of each technique were compared through numerical simulations and experiments.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Dissimilar metal welding (DMW) refers to the joining of two separate metals that are not generally welded together because of their different chemical and mechanical properties. Dissimilar metal welding has been widely applied to the joining of stainless steel and carbon steel for connections of the reactor vessel and piping in nuclear power plants. Control rod drive mechanism (CRDM), bottom-mounted instrumentation (BMI), and large bore piping connecting the reactor vessel and the steam generator are examples of parts to which dissimilar metal welding in nuclear power plants are applied. On the other hand, dissimilar metal welds used in nuclear power plants can cause serious accidents due to exposure to environments where cracks are likely to occur. In particular, primary water stress corrosion cracking (PWSCC) [1], a phenomenon where crack corrosion occurs in main equipment including piping and pressure vessel in nuclear power plants, is generally grown at a fast propagation speed in a stressed area over time due to the difficulty of direct welding when carbon steel and stainless steel are mixed in the welding part. PWSCC can be seen as a major factor hindering the integrity estimation of the main equipment in the nuclear power plant, as it can lead to a fatal serious accident where the primary cooling water of the nuclear power plant is leaked.
Accordingly, in recent years, the development of nondestructive evaluation techniques capable of detecting and evaluating cracks existing in dissimilar metal welds in nuclear power plants is becoming more important as it is related to the safety of nuclear reactors and the development of technologies for precise diagnosis of cracks has been carried out. Among them, phased array ultrasonic techniques [2,3,4] have been mainly used for nondestructive diagnosis of dissimilar metal welds [5]. However, due to the phenomenon of the ultrasonic beam skewing and distortion caused by geometric boundary conditions of coarse grain components and anisotropic and inhomogeneous structures, it is not easy to detect and verify the cracks in dissimilar metal welds in case of phased array ultrasonic inspection using conventional techniques [6]. Therefore, it is necessary to develop theoretical studies and signal processing techniques for the phenomenon of ultrasonic distortion in DMWs and improve the detectability of the cracks for accurate inspection of DMWs. For this purpose, numerous studies have developed techniques for improving the flaw detectability. Kim et al. [7] investigated and compared the performance of ultrasonic focusing techniques using the DMW model with modified Ogilvy’s model [8, 9]. However, this study is limited to being performed only by numerical simulation.
In this study, the development of techniques for effectively focusing ultrasonic beams on internal cracks and analyzing received signals reflected from the cracks has been conducted to improve the detection capability of cracks existing in dissimilar metal welds. Numerical simulations and experiments of test specimens with dissimilar metal welded parts and a standard crack were carried out to analyze the phased array ultrasonic propagation characteristics of the cracks in the dissimilar metal welds and compare the phased array ultrasonic focusing performances by ultrasonic focusing technique.
2 Theory
In order to focus ultrasonic waves using phased array transducers, time delays should be applied to each element in the array. In this study, for improvement of the probability to detect cracks in DMWs, the performances of three techniques to focus the ultrasound transmitted from each element of the phased array transducer to the focal point were compared; phase matching method, adaptive focusing method, and time reversal method-DORT.
2.1 Phase Matching Method
Phase matching method (PMM) is a method of applying time delays to each element of a phased array ultrasonic transducer so that each emitted ultrasonic beam is focused at the focal position through constructive interference. This method is a standard method for phased array inspection and one of the conventional techniques for focusing ultrasound using phased array ultrasonic transducer. To determine the time delays for each element using PMM, the propagation distance of ultrasonic waves for each individual element to the focal point and the time delays for phase matching at the focus should be calculated. Figure 1 shows the geometry of the linear phased array for ultrasonic focusing. For ultrasonic focusing on an isotropic homogeneous elastic material using a linear phased array transducer, time delays for any number of elements can be derived as [10]:

Scheme of a linear phased array for ultrasonic focusing
This technique can usually be used to calculate the time delay. However, because the phase matching method uses theoretical calculations to obtain time delays, the point at which the calculation is applied and the point at which the ultrasound is actually focused may be different in case of focusing ultrasound on anisotropic inhomogeneous materials.
2.2 Adaptive Focusing Method
Adaptive focusing method (AFM) is a method of focusing ultrasonic waves by calculating new time delays using the signals obtained through PMM. The time difference between acquired signals can be calculated by applying cross-correlation to A-scan data reflected on the crack after the ultrasonic waves are transmitted using the PMM. The obtained time differences can be used as new time delays to focus ultrasound at the desired point. The cross-correlation function can be expressed as [11]:
In order to calculate time delays from each cross-correlation function, the received signals must be optimally aligned for calculating the cross-correlation between each received signals. Therefore, the time differences between the data can be obtained by substituting A-scan data for each element in \(S_{1}\) and \(S_{n}\) of the cross-correlation function. Unlike PMM, AFM computes time delays based on received ultrasonic signals, so it has an excellent focusing performance for anisotropic inhomogeneous materials because the propagation characteristics of ultrasonic waves are reflected physical information of the object. Therefore, in cases where ultrasonic waves are transmitted in anisotropic and anisotropic material, this method can be expected to have better focusing performance.
2.3 Time Reversal Method: DORT
Time reversal method (TRM) is a time delay estimation method that calculates the time delays by received signals for all possible transmit–receive combinations of the given phased array ultrasonic transducer. The implementation of this process using matrices and vectors is called DORT (Decomposition of the time reversal operator, from the French decomposition ‘de l’operateur de retournement temporel’) [12, 13]. For TRM-DORT, acquired inter-element waveforms reflected from cracks are measured by the process of transmitting one element among the array transducer and receiving the reflection signals of all the elements individually. Then, a transfer matrix is obtained by converting from time-domain to frequency-domain through Fourier transform. The time reversal operator is calculated using the selected center frequency and the eigenvalue and eigenvector values of acquired inter-element waveforms are obtained through singular value decomposition (SVD) of the transfer matrix. The SVD of the transfer matrix \({\text{K}}\left( \omega \right)\) can be represented as [13]:
The number of relatively high eigenvalues is equal to the number of received signals reflected by well-resolved scatterers. The corresponding eigenvector has the information of phase and amplitude that should be applied to calculate time delays for focusing the ultrasonic waves at the location of the best-resolved scatterer. Therefore, TRM-DORT is also suitable for detecting cracks by focusing ultrasound in an anisotropic inhomogeneous structure like dissimilar metal welds, because it calculates time delays using information of the object.
3 Simulated and Experimental Results
3.1 Experimental Setup
To compare the performance of three ultrasonic focusing techniques for phased array ultrasonic inspection of dissimilar metal welds, a dissimilar metal weld specimen with a welded region and a buttering made of Inconel 182 was fabricated as shown in Fig. 2. The dimension of the specimen is 300 mm length, 70 mm width, and 23 mm height. A flat bottom hole (FBH) with a diameter of 3 mm and an electrical discharge machining (EDM) notch with dimensions of 0.5 mm × 5 mm × 5 mm were machined at the weld interface in the welded part of the specimen so that ultrasonic signals reflected from the cracks inside the welded part of the dissimilar metal could be analyzed.

Photo of the dissimilar metal weld specimen with artificial cracks
In this experiment, 32 channels linear ultrasonic transducer with frequency of 2.25 MHz was used. The pitch of the phased array transducer was 0.75 mm. Experiments were performed by transmitting ultrasonic waves from the top surface of the test piece, that is, from the opposite side of the bottom surface where the crack was machined. Figure 3 shows the experimental setup using a phased array ultrasonic transducer.

Photo of inspection setup using phased array ultrasonic transducer for dissimilar metal welds
3.2 FEM Simulations for FBH
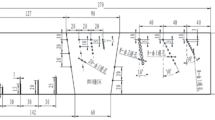
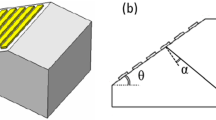
For comparison with the experimental results, FEM simulations for inspection of cracks were performed using a dissimilar metal weld model with the same structure. The calculation was carried out using NDT simulation software, CIVA UT. Ogilvy’s model [14,15,16,17,18] was applied to model the grain orientation of dissimilar metal welds. The structure of the dissimilar metal welds was assumed to be symmetrical to the left and right. Distance from the global coordinate origin to the sloping bounding plane and angle of the sloping edge were determined by measuring the actual dimensions of the specimen. Tangent of the grain axes at the sloping edge and parameter for determining how fast the grain orientation falls with an increase in y were assumed to be 0.4 and 0.75. Elastic constants and density for this model were applied as input parameters and orthorhombic stiffness matrix was applied as austenitic grains are usually regarded as orthotropic. So, the orthorhombic stiffness matrices of Inconel 182 [19, 20] and austenitic weld metal [7] have been used. The attenuation for welding and buttering was assumed to be 0.5 dB/mm and 0.9 dB/mm, with reference to the attenuation curve [21] based on the experimental results for 2.25 MHz. Figure 4 shows the simulation setup for ultrasonic propagation to detect FBH in DMW.

Simulation setup and modeling for ultrasonic beam propagation in DMW
In order to analyze the received signals according to the characteristics of the dissimilar metal welds, the ultrasonic propagation distances to the focal point from the individual elements were calculated and the time delays for phase matching at the focus in the homogeneous metal model with the same flat bottom were obtained. The obtained time delays were equally applied to the homogeneous metal model, isotropic dissimilar metal weld, and anisotropic dissimilar metal weld, each with the same crack. The phased array ultrasonic transducer constructed in the simulation was attached to the surface of the specimen and scanned horizontally, and received ultrasonic signals were analyzed for B-scan images. Figure 5 shows the results of the 2D imaging through the simulation for each of the specimen models.

B-scan images of the flat bottom hole embedded specimen; a the scanning image of the homogeneous metal model, b the scanning image of the isotropic dissimilar metal weld model, and c the scanning image of the anisotropic dissimilar metal weld model
Due to the complexity of grain orientation in the dissimilar metal weldment model, it can be seen that the information of the crack in the anisotropic dissimilar metal weld is likely to be different from the actual crack position and the image of the object owing to beam skewing and distortion during ultrasonic beam propagation. So, the signal–noise ratio (SNR) for detection of cracks in anisotropic structures is expected to be low by beam distortion and skewing in anisotropic structure. Therefore, it is necessary to improve the crack detection performance by applying other phased array ultrasonic focusing methods for focusing ultrasonic waves in anisotropic structure.
In addition, to analyze the effect of each technique on the detection of cracks in dissimilar metal welds, simulations were conducted using each technique to collect signals reflected by cracks in the anisotropic dissimilar metal welding model. Since the experiments were performed in the same manner as the setup of these simulations, the performances of the focusing methods can be compared and analyzed through both results. Figure 6 shows the time delays for focusing ultrasonic waves at the top center of the flat bottom hole by each focusing technique. Figure 7 shows the sum of received A-scan signals obtained by focusing the phased array ultrasonic waves to the top of the FBH using each focusing method.

Time delays calculated by each ultrasonic focusing method through numerical simulations on vertical incidence to FBH

The sum of A-scan signals received at all array elements by each ultrasonic focusing method through numerical simulations on vertical incidence to flat bottom hole
The reflected waves from the crack using phase matching method was low because of beam distortion and skewing during the ultrasonic beam propagation. Otherwise, the reflected beams from crack using adaptive focusing method and time reversal method were stronger than the reflected beam using phase matching method and the beam distortion and skewing was noticeably decreased. And, the positions of the crack obtained by AFM and TRM-DORT were also closer to the actual position of the crack in the DMW model.
Table 1 shows the comparison of each peak-to-peak and each time-of-flight that was calculated through the mid-point between the maximum and minimum amplitude of the sum of A-scan signals obtained through simulations performed on each technique.
3.3 Experiments for FBH
Phased array ultrasonic focusing experiments using test specimen were performed. Since the time delays for PMM were obtained by calculation using Eq. (1), the values for the experiment were the same as the values applied for the simulation using PMM. In this way, experiments using PMM were performed. One of the received signals using PMM is shown in Fig. 8 and the signals by FBH and bottom surface are confirmed.

A-scan received on one element using the phase matching method for FBH in dissimilar metal weld specimen
All signals obtained from each element through PMM are shown in Fig. 9a. And, the cross-correlation between these signals was calculated using Eq. (2) and aligned for AFM as shown in Fig. 9b. Using the time difference obtained through the cross-correlation function, the time delays for AFM were calculated and applied.

A-scan data by phase matching method for FBH in dissimilar metal weld specimen; a received signals, and b aligned signals
And, the time reversal operator was constructed by repeating the process of receiving the signal received by all the elements from the ultrasonic wave emitted from one element and repeating it for all the elements. Using the Fourier transform, the transfer matrix and time reversal operator were obtained. Through the calculated time reversal operator, the eigenvalues and eigenvectors that contain information about the crack in DMW specimen were calculated. And, the time delays were obtained through the eigenvector. Figure 10 shows the eigenvalues obtained by calculating the time reversal operator.

Calculated eigenvalues for dissimilar metal weld specimen
In addition to the eigenvalues of the crack, eigenvalues of the noise by scattering owing to the coarsened crystal grains and anisotropic materials of dissimilar metal weld were also calculated. However, as one eigenvalue has a very high value, it can be seen that there is only one scatterer in this specimen.
Through these processes, the performance of each phased array ultrasonic focusing techniques has been verified. Figure 11 shows the time delays obtained using three focusing methods. Figure 12 shows the comparison of the sum of received A-scan signals obtained by using three different focusing techniques.

Time delays calculated by each ultrasonic focusing method through experiments on vertical incidence to flat bottom hole

The sum of A-scan signals received at all array elements by each ultrasonic focusing method through experiments on vertical incidence to flat bottom hole
By the application of the time delays determined by the adaptive focusing method and time reversal method, the signal amplitude were higher than that by the phase matching method. When the time delay is determined by the adaptive focusing method, the signal amplitude is the highest; 68.35% higher than that by the phase matching method. With the time reversal method, the amplitude is 58.23% higher than that obtained by the phase matching method. And, the position of the crack obtained through PMM was confirmed to be farther than the actual position of crack, but the positions obtained through AFM and TRM-DORT were similar to the top position of the flat bottom hole. Therefore, adaptive focusing method and time reversal method enhanced the amplitudes of crack signals effectively compared to phase matching method. Peaks-to-peak and times-of-flight to the crack in the DMW specimen, obtained through experiments, are shown in Table 2.
Compared with the results obtained by simulations, the amplitude was relatively low and the location of crack was different from the actual position using PMM. However, when AFM and TRM-DORT were used, the amplitudes were increased and the times-of-flight converged close to the time value of returning from the reflection at the actual position.
3.4 FEM Simulation for EDM Notch
Receiving and analyzing reflected ultrasonic signals at the top of the flat bottom hole is suitable for evaluating the performance of the three phased array ultrasonic focusing techniques. However, since the FBH differs from the shape of the actual defect in dissimilar metal welds, additional studies have been carried out. Therefore, the signals received by transmitting the ultrasonic wave on the EDM notch, which is close to the shape of the actual defect, were also compared. In the case of ultrasonic inspection for EDM notch, ultrasonic waves were focused on the corners of the EDM notch and the bottom surface. A wedge that set the angle of refraction of the transverse wave to 45° was used and attached to phased array ultrasonic transducer. They were placed on the top surface of stainless steel to focus the ultrasonic waves to the corners of the EDM notch. Figure 13 shows the time delays calculated by three focusing methods for EDM notch in DMW specimen. Figure 14 shows the sum of received A-scan signals from all array elements by using three different focusing techniques. The results show that the intensities of the reflected beams were also high when adaptive focusing method or time reversal method was applied. Table 3 summarizes the performance of three focusing methods for EDM notch in the specimen.

Time delays calculated by each ultrasonic focusing method through numerical simulations on oblique incidence to EDM notch

The sum of A-scan signals received at all array elements by each ultrasonic focusing method through numerical simulations on oblique incidence to EDM notch
3.5 Experiments for EDM Notch
Experiments using a phased array ultrasonic probe to compare the time delays and crack signals were also performed. The transducer with wedge was placed in the direction of permeation through stainless steel to focus the ultrasonic waves to the corners of the EDM notch, under the same conditions as the FEM simulations. The time delays calculated by applying each three phased array ultrasonic focusing technique and the reflected ultrasonic signals from experiments are shown in Figs. 15 and 16. The results of the phased array ultrasonic focusing methods on the EDM notch in the dissimilar metal weld specimen show that the amplitude was increased by 23.62% using the adaptive focusing method and time reversal method increased the amplitude by 16.54% compared to the phase matching method. In case of oblique incidence on EDM notch, the performance of phased array ultrasonic focusing methods for anisotropic and inhomogeneous dissimilar metal welds is relatively worse because of the longer time-of-flight than when the ultrasonic waves are incident vertically. Numerical data for these experimental results are shown in Table 4.

Time delays calculated by each ultrasonic focusing method through experiments on oblique incidence to EDM notch

The sum of A-scan signals received at all array elements by each ultrasonic focusing method through experiments on oblique incidence to EDM notch
4 Conclusions
In this paper, performance evaluation of phased array ultrasonic inspection using three focusing techniques for dissimilar metal weld were investigated by comparison of phased array ultrasonic signals scattered from the flat bottom hole and EDM notch. In order to compare the focusing methods, numerical simulation using commercial software and experiments using dissimilar metal weld specimen have been adopted. Time delays were calculated to focus ultrasonic beams at the desired position in the dissimilar metal weld for each ultrasonic focusing technique. Comparisons of focusing techniques were performed by quantitatively comparing the amplitude values of the received signals reflected by the cracks in DMW. According to the results obtained by simulation and experiment, the adaptive focusing method enhanced the amplitudes of phased array ultrasonic signals more than other techniques. However, in practical fields, adaptive focusing method and time reversal method could be used to improve SNR for DMWs.
By the way, the phased array ultrasonic focusing techniques mentioned in this paper are difficult to describe 2D or 3D images of the subject at present. Even if there are data obtained by scanning a phased array ultrasonic transducer for the subject and it is possible to apply the techniques using the obtained data to calculate respective time delays, an automated system must be built to utilize the respective time delay values in the corresponding positions since all time delays are different for every position in the scanning process. Therefore, there are currently limitations to the direct performance evaluation of a phased array ultrasonic image processing technique such as total focusing method (TFM) [22]. If the phased array ultrasonic image processing algorithm using the adaptive focusing method and the time reversal method is constructed, it will contribute to improving the image processing for anisotropic inhomogeneous materials.
Abbreviations
- \({\text{n}}\) :
-
Index of the array element
- \(t_{n}\) :
-
Time delay for the \({\text{n}}\)-th phased array element
- \({\text{F}}\) :
-
Focal length from the center of the array
- \({\text{c}}\) :
-
Sound velocity of material
- \({\text{N}}\) :
-
The number of elements
- \({\text{d}}\) :
-
Center-to-center spacing between elements
- \(\theta_{s}\) :
-
Steering angle from the center of the array
- \({\text{t}}\) :
-
Time
- \(\tau\) :
-
Displacement
- \(S_{1}\) :
-
First received signal
- \(S_{n}\) :
-
\({\text{n}}\)-th Received signal
- \(\omega\) :
-
Frequency
- \({\text{K}}\left( \omega \right)\) :
-
Transfer matrix
- \(U\) :
-
Eigenvectors of \({\text{K}}\left( \omega \right){\text{K}}\left( \omega \right)^{*}\)
- \(S^{t}\) :
-
Diagonal positive semi-definite matrix
- \({\text{V}}\) :
-
Eigenvectors of \({\text{K}}\left( \omega \right)^{*} {\text{K}}\left( \omega \right)\)
References
Kang, S. S., Hwang, S. S., Kim, H. P., Lim, Y. S., & Kim, J. S. (2014). The experience and analysis of vent pipe PWSCC (primary water stress corrosion cracking) in PWR vessel head penetration. Nuclear Engineering and Design, 269, 291–298.
Drinkwater, B. W., & Wilcox, P. D. (2006). Ultrasonic arrays for non-destructive evaluation: A review. NDT & E International, 39(7), 525–541.
Moles, M., Dubé, N., Labbé, S., & Ginzel, E. (2005). Review of ultrasonic phased arrays for pressure vessel and pipeline weld inspections. Journal of Pressure Vessel Technology, 127(3), 351–356.
Satyanarayan, L., Sridhar, C., Krishnamurthy, C. V., & Balasubramaniam, K. (2007). Simulation of ultrasonic phased array technique for imaging and sizing of defects using longitudinal waves. International Journal of Pressure Vessels and Piping, 84(12), 716–729.
Han, T., Schubert, F., Hillmann, S., & Meyendorf, N. (2015). Phased array ultrasonic testing of dissimilar metal welds using geometric based referencing delay law technique. In Smart Materials and Nondestructive Evaluation for Energy Systems 2015 (Vol. 9439, p. 943904). International Society for Optics and Photonics.
Becache, E., Joly, P., & Tsogka, C. (2001). Application of the fictitious domain method to 2D linear elastodynamic problems. Journal of Computational Acoustics, 9, 1175–1202.
Kim, H. H., Kim, H. J., Song, S. J., Kim, K. C., & Kim, Y. B. (2016). Simulation based investigation of focusing phased array ultrasound in dissimilar metal welds. Nuclear Engineering and Technology, 48(1), 228–235.
Ye, J., Kim, H. J., Song, S. J., Song, M. H., Kang, S. C., Kang, S. S., et al. (2008). Determination of focal laws for ultrasonic phased array testing of dissimilar metal welds. Journal of the Korean Society for Nondestructive Testing, 28(5), 247–435.
Ye, J., Kim, H. J., Song, S. J., Kang, S. S., Kim, K. C., & Song, M. H. (2011). Model-based simulation of focused beam fields produced by a phased array ultrasonic transducer in dissimilar metal welds. NDT & E International, 44(3), 290–296.
Azar, L., Shi, Y., & Wooh, S. C. (2000). Beam focusing behavior of linear phased arrays. NDT & E International, 33(3), 189–198.
Tamim, N. S. M., & Ghani, F. (2010). Techniques for optimization in time delay estimation from cross-correlation function. International Journal of Engineering and Technology, 10(2), 69–75.
Prada, C., Thomas, J. L., & Fink, M. (1995). The iterative time reversal process: Analysis of the convergence. The Journal of the Acoustical Society of America, 97(1), 62–71.
Prada, C., Kerbrat, E., Cassereau, D., & Fink, M. (2002). Time reversal techniques in ultrasonic nondestructive testing of scattering media. Inverse Problems, 18(6), 1761–1773.
Ogilvy, J. A. (1985). Computerized ultrasonic ray tracing in austenitic steel. NDT International, 18(2), 67–77.
Ogilvy, J. A. (1986). Ultrasonic beam profiles and beam propagation in an austenitic weld using a theoretical ray tracing model. Ultrasonics, 24(6), 337–347.
Ogilvy, J. A. (1988). Ultrasonic reflection properties of planar defects within austenitic welds. Ultrasonics, 26(6), 318–327.
Ogilvy, J. A. (1990). A layered media model for ray propagation in anisotropic inhomogeneous materials. Applied Mathematical Modelling, 14(5), 237–247.
Ogilvy, J. A. (1992). An iterative ray tracing model for ultrasonic nondestructive testing. NDT & E International, 25(1), 3–10.
Chassignole, B., Dupond, & O., Doudet, L. (2009). Ultrasonic and metallurgical examination of an alloy 182 welding mold. In 7th International conference on NDE in relation to structural integrity for nuclear and pressurized components (pp. 12–15).
Gardahaut, A., Lourme, H., Jenson, F., Lin, S., & Nagai, M. (2014). Ultrasonic wave propagation in dissimilar metal welds—Application of a ray-based model and comparison with experimental results. In Proceedings of the 11th European conference on non-destructive testing.
Ploix, M. A., Guy, P., Elguerjouma, R., Moysan, J., Corneloup, G., & Chassignole, B. (2006). Attenuation assessment for NDT of austenitic stainless steel welds. In 9th European conference on NDT (ECNDT).
Holmes, C., Drinkwater, B., & Wilcox, P. (2005). Post-processing of the full matrix of ultrasonic transmit-receive array data for non-destructive evaluation. NDT & E International, 38(8), 701–711.
Acknowledgements
This research was supported by Korea Electric Power Corporation (Grant Number R15GA12).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Hwang, YI., Park, J., Kim, HJ. et al. Performance Comparison of Ultrasonic Focusing Techniques for Phased Array Ultrasonic Inspection of Dissimilar Metal Welds. Int. J. Precis. Eng. Manuf. 20, 525–534 (2019). https://doi.org/10.1007/s12541-019-00085-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-019-00085-1