
Abstract
Physical vapour deposition technique was used to deposit TiAlCrN coatings on the YT15 tungsten carbide inserts. The dry turning tests of 20CrMo steel were carried out to evaluate performances of TiAlCrN coated and uncoated tools on the CA6140A lathe. The effect of the two kinds of tools on cutting forces, cutting temperature, surface roughness and tool wear had been investigated to assess the performance of TiAlCrN coated tools. The results showed that the cutting force and cutting temperature obtained by TiAlCrN coated tools were decreased and the TiACrN coated tools produced a better surface finish in comparison with the uncoated tools. The TiAlCrN coated tools yield working life about 45 min, which was two times of that for uncoated tools. The wear mechanisms of the TiAlCrN coated tools were mainly oxidation and boundary wear, accompanied with diffusion wear.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Depositing a hard coating on the surface of the material is an economical and effective method to improve the comprehensive properties of the material. The physical vapour deposition (PVD) technique is widely used to deposit coatings. PVD process is an atomic deposition process in which a material is vaporised from a solid or fluid source such as molecules or atoms and transported as vapour through a plasma or vacuum environment to the substrate where it is condensed. Thin PVD films and coatings are applied in structural bulk materials in order to improve the desired properties of the surface, such as corrosion resistance, wear resistance, hardness and friction. It is characteristic for PVD coating deposition methods that metals and alloys are evaporated or sputtered in a vacuum and gases and vapours of metals are ionised at a reduced pressure and at a lower temperature than in chemical vapour deposition (CVD) methods [1].
Hard coatings not only have the characteristics of high hardness, good wear resistance, high bonding strength and low thermal expansion coefficient at room temperature, but also have high strength, excellent corrosion resistance, wear resistance and oxidation resistance under high temperature conditions [2, 3]. Hard coatings deposited on carbide tools can effectively enhance the hardness, wear resistance and oxidation resistance and extend service life. The important significance of the coated tool is to combine the characteristics of the tool materials with the super-hard coatings, which realizes the comprehensive modification for the traditional tools, so that they can meet the needs of modern metal cutting processing technology [4, 5].
Due to its high hardness and good wear resistance, TiN coating is widely used on the surface of cutting tool. However, it can be rapidly oxidized to TiO2 when the temperature exceeds approximately 550 °C, and the coating would be easily worn off by rubbing action [6]. TiAlN coating has higher hardness and excellent oxidation resistance under high temperatures, and it has been rapidly and widely used in the field of high speed cutting because of showing unparalleled superior performance in high speed cutting of hardened materials [7]. The TiAlCrN coating is obtained by adding Cr element to the TiAlN coating, as a result, the oxidation resistance under high temperature of the coating is further improved [8].
TiAlCrN coating has attracted much attention in current researches. Junfeng Yuan et al. used TiAlCrN coted tools to machining DA718 alloys in three different conditions and observed that during the initial period of cutting process, a protective and lubricated friction film generated on the friction surface, which significantly increased the tool service life [9]. Qiang Ru et al. deposited TiAlCrN coating on TC11 titanium alloy substrates with the vacuum cathodic arc ion plating technique. They confirmed that the oxidation resistance of the TiAlCrN coating was excellent at the range of 700–800 °C and the wear resistance of the TC11 alloy was considerably improved by the TiAlCrN coating [10]. Oliveria et al. evaluated the corrosion behavior of uncoated and TiAlCrN coated Ti–6Al–4V alloys in 3.5 wt% NaCl solutions at 25, 60 and 80 °C and found that TiAlCrN coated alloys showed a superior corrosion resistance evidenced by lower corrosion current densities and higher impedance values compared to the uncoated sample [11].
However, there are few detailed studies on cutting performance and wear mechanisms of TiAlCrN coated tools present now. The main objective of this study is to investigate the cutting performance of the TiAlCrN coated tools. The influence of cutting parameters on cutting forces, cutting temperatures and workpiece surface roughness were also investigated during the dry cutting experiments which were conducted with TiAlCrN coated tools and uncoated tools. Based on the results, the tool life and wear mechanism were discussed.
2 Experimental Details
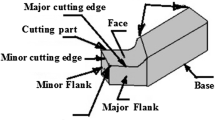
20CrMo steel with a normalizing heat treatment was selected as the workpiece for cutting experiment in this study. The workpiece was a round bar with 65.4 mm in diameter and 500 mm in length. The chemical composition of 20CrMo steel was determined as (wt%): C 0.17–0.24, Si 0.17–037, Cr 0.08–1.1, Mn 0.4–0.7, S 0.035, P 0.035, Ni 0.03, Mo 0.15–0.25 and Fe balance. The magnetron sputtering technique was used to deposit TiAlCrN coating on YT15 cemented carbide substrates. The main geometric parameters of the YT15 inserts are as follows: rake angle γ0 = 15°, relief angle α0 = 8°, inclination angle λs = − 4° and side cutting-edge angle κr = 75°.
Dry turning tests were performed on a CA6140A lathe. And the subsystem for measuring the cutting force and cutting temperature were composed of a triaxial SDC-L3M piezoelectric dynamometer, a DJ-CL-1 charge amplifier, a DapBoard/2000 PCI data acquisition board and a set of computer data acquisition software (DasyLab). The arithmetic average surface roughness (Ra) of the workpiece was measured by surface roughness tester (JB-1C, China).
It is generally agreed that the depth of cut (ap) is the most dominant factor influencing the cutting force, while the cutting speed (v) affect the cutting temperature most and the feed rate (f) is the most significant factor for surface roughness. Hence, the cutting tests were performed with the follow parameters in Table 1.
3 Results and Discussion
3.1 Cutting Forces
Figure 1 illustrates the evolution of the tangential force (Fc) with the different depth of cuts for the TiAlCrN coated tool and uncoated tool. As a result, the cutting forces rapidly increased as the increasing depth of cut. The forces of the TiAlCrN and uncoated tools are similar and both of them almost increase with a direct proportion. This can be explained according to the formula of the theoretical cutting force:
where Fc is tangential force; τs is the shear yield strength of the workpiece; ap is the depth of cut; f is the feed rate; ξ is the deformation coefficient of chips; C is the coefficient related to the rake angle.

Evolution of cutting forces with depth of cut
When the cutting speed and feed rate remain unchanged, Fc and ap are with a relationship of direct proportion. But the test results do not completely fulfill the relationship because of the experimental errors. With the same parameters, the cutting force of TiAlCrN coated tool is smaller than that of uncoated tool, it can be inferred that after depositing a TiAlCrN coating, the cutting tool can efficiently reduce the cutting force, which can be owed to the high hardness, high temperature resistance and oxidation resistance of the TiAlCrN coating [12].
3.2 Cutting Temperature
Figure 2 shows the evolution of the cutting temperatures with various cutting speeds for TiAlCrN and uncoated tools. It can be seen that both temperatures of the two tools increased with the increasing cutting speeds. The temperatures had a huge increase when the cutting speed was in the range of 47–137 m/min, this should be mainly attributed to the increase of the cutting rate for workpiece in per unit time, which led to an increase in the power consumed by the cutting, therefore the cutting heat increased. In addition, the heat generated by friction between the bottom of the chips and the rake face of the tool cannot be transferred timely, and the heat accumulated in the cutting zone to increase the cutting temperature. When the cutting speed was over 137 m/min, the tendency of increase for the temperatures slowed down. This could be explained with two aspects reasons: firstly, the material in the cutting zone of the workpiece was softened by the high temperature, the shearing force reduced and the cutting heat converted by the cutting force reduced as well; secondly, as the cutting speed increased, the speed of chips flowed out in per unit time increased, so more heat was taken away by the chips, which reduced the amount of heat accumulated in the cutting zone. The temperature of uncoated tool is higher than the TiAlCrN coated tool, because the coefficient of thermal conductivity of the uncoated tool is larger than that of the TiAlCrN coated tool, and the well thermal conductivity resulted in the heat of cutting easily transmitting to the tool substrate. In addition, the friction coefficient of the uncoated tool’s surface was larger than TiAlCrN coated tool, so the heat generated by the friction between tool, workpiece and chips was higher during the cutting process.

Evolution of cutting temperatures with cutting speed
3.3 Surface Roughness
Surface roughness is one of the important indicators for measuring the surface quality, and it is also a significant factor for affecting the wear resistance and fatigue strength of the products. Figure 3 shows the surface roughness obtained at different feed rate with uncoated and TiAlCrN coated tool. It is observed that the surface roughness is obviously affected by feed rates. Both kinds of cutting tools, the surface roughness had a sharp increase when the feed rate changed bigger. This is mainly attributed to that the changes of the feed rate will directly affect the theoretical height of the metal residual on the workpiece surface. When the arc radius of tool nose keeps constant, with the increase of the feed rate, the height of metal residual will increase sharply, so the surface roughness also increases. The cutting surface roughness of the TiAlCrN coated tool is always lower than that of the uncoated tool, and the reduction is about 11–35%, indicating that the TiAlCrN coated tool can improve the surface quality of the workpiece.

Evolution of surface roughness of workpiece with feed rate
3.4 Flank Wear Comparison
The tool wear tests were performed with the follow parameters: v = 174.42 mm/min; f = 0.14 mm/r; ap= 1.0 mm. Average flank wear width VB = 0.3 mm was selected as the wear criterion of the cutting tools. The scanning electron microscope (JSM-6510LV, Japan) was used to observe the wear morphology. VB was measured after each 5 min and the results were plotted in Fig. 4. As shown, the wear curves can be roughly divided into three stages: the period of first 0–5 min was the initial wear stage, and the wear of both tools was no obvious gap. After 5 min, both tools went to the normal wear stage, as the cutting continued, the speed of wear rate for uncoated tool was obvious larger than that of the TiAlCrN coated tool. After cutting lasted for 20 min, the VB of the uncoated tool reached 0.29 mm, which indicated the uncoated tool had almost failed. While the VB of TiAlCrN coated tool was obvious lower than uncoated tool. After 45 min, the VB of the TiAlCrN coated tool was 0.33 mm, so the TiAlCrN coated tool had already been ineffective for normal cutting. It can be concluded from the result that the TiAlCrN coating can strength the wear resistance of the cutting tools, and the tool life of the TiAlCrN coated tool is about two times of the uncoated tool.

Evolution of flank wears with the machining time
3.5 Tool Wear
3.5.1 Uncoated Tool
Figure 5a presents a SEM micrograph of worn rake face of uncoated tool after dry turning of 20CrMo steel. It can be observed that there are a few adhesive materials on the rake face. This is because the 20CrMo steel has a certain chemical activity, and the cutting layer metal melted at high temperatures adhered to the tool surface during the dry turning process. In addition, the surface of uncoated tool was rough, and the mechanical occlusion occurred between the melted cutting layer metal and tool surface, resulting in forming a hard adhesive layer on the surface of the uncoated tool. The EDS analysis of the region A in Fig. 5a is shown in Fig. 5b. As shown, the W element has the highest peak value, the second is the Fe element. But, there is no obvious adhesive material in region A, which indicates that a large amount of Fe element in the workpiece diffused to the tool, resulting in the decrease of the hardness and strength of the rake face area of the uncoated tool, so the brittleness of the tool increased and the wear of the tool would be more severe. In the spectrum of region A, the O element has high mass fraction, it can be inferred that the oxidation wear occurred during the turning process. The tipping phenomenon happened on the minor cutting edge, it can be explained that under the interaction of diffusion and oxidation wear, the strength and hardness near the cutting edge of the tool greatly reduced, the degree of the wear increased and cutting edge tipping happened when workpiece vibration or momentary impact on the tool generated during cutting process [13]. Figure 5b illustrates the EDS result of the region B. it can be seen that the mass fraction of Fe element is the highest, indicating that this area is the adhesion formed by the cutting metal of the workpiece material after melting at a high temperature. The adhesion also contains W element which exists in tool, showing that the diffusion wear happened on the rake face of uncoated tool as well. In summary, the main wear mechanisms of uncoated tool are oxidation and diffusion wear.

a A SEM micrograph of worn rake face of uncoated tool, b EDS results of the wear region A in a, c EDS results of the wear region B in a
3.5.2 TiAlCrN Coated Tool
Figure 6a, b show the SEM micrographs of worn rake face and the tool nose, respectively. Table 2 illustrates the EDS results of the region A, B, C and D in Fig. 6. It was observed from Fig. 6b that slight boundary wear occurred on the cutting edge near the TiAlCrN coated tool nose, which extended from the edge of the main cutting edge to the tool nose, but no obvious adhesions were found. This is because that the affinity between the workpiece material and TiAlCrN is extremely low, so the surface of the TiAlCrN coated tool is not easy to form adhesions. At the same time, the surface of TiAlCrN coated tool generated an oxide layer with Al2O3, Cr2O3 etc. under action of high temperatures. However, the oxide layer was gradually worn out with the outflow of chips, so the wear degree of the tool nose became worse and the wear area expanded to the periphery [14].

a SEM micrographs of TiAlCrN coated tool: a the worn rank face; b the worn tool nose
Region A and C contain a high content of Fe element, it can be judged that region A and C are the adhesion of the workpiece material. And the mass fractions of Ti element are 3.56% and 2.26%, respectively, which indicates that the Ti element existed in TiAlCrN coating had diffused into the adhesions. And the mass fractions of O element in both region A and C are more than 20%, showing that the adhesive layer undergone a severe oxidation reaction under the action of cutting heat, and the oxides of Fe were mainly generated. In region B, the Fe element with a mass fraction of 7.28% is detected, and the mass fractions of Ti and Al are much larger than that of Fe, indicating that the Fe element on the workpiece material had diffused into the tool. The mass fraction of O element is 17.97%, which illustrates that TiAlCrN coating undergone oxidation reaction at high temperature during the cutting process, thereby resulting in the oxidation wear. Known from the EDS result of the region D, the mass fraction of O element reaches 17.97%, because after the coating was worn out, the severe oxidative wear occurred on the tool nose at high temperatures and pressures, while oxides were worn off under the friction between the tool and the workpiece, and as the cutting wear progressed, the boundary wear eventually formed. In summary, during the cutting process, the wear modes of TiAlCrN coated tool were mainly oxidative and boundary wear, accompanied with light diffusion wear. When the TiAlCrN coating was worn out, oxidation wear was the main wear mode, which aggravated tool wear.
4 Conclusions
-
1.
The TiAlCrN coated tool showed excellent performance during the dry turning 20CrMo steel in the field of cutting force, cutting temperature, surface roughness, tool life and tool wear. Compared with uncoated tool, the main cutting force obtained with TiAlCrN coated tool decreased 5–18%; the cutting temperature obtained with TiAlCrN coated tool decreased 3–8%; the surface roughness caused by TiAlCrN coated tool reduced 11–35%.
-
2.
When used dry turning 20CrMo steel with the cutting speed of 174.42 m/min, feed rate of 0.14 mm/r and depth of cut of 1.0 mm, the tool life of TiAlCrN coated tool was about 45 min; while the uncoated tool was nearly half of the TiAlCrN coated tool, which was about 20 min.
-
3.
During dry turning 20CrMo steel, the SEM observation and EDS analysis of worn TiAlCrN coated and uncoated tools indicated that the wear mechanisms of TiAlCrN coated tools were mainly oxidation and boundary wear, accompanied with diffusion wear; while the uncoated tools were mainly oxidation and diffusion wear.
References
Nee, A. Y. C. (2015). Handbook of manufacturing engineering and technology (pp. 2720–2721). London: Springer.
He, H. B., Han, W. Q., Li, H. Y., Li, D. Y., Yang, J., Gu, T., et al. (2014). Effect of deep cryogenic treatment on machinability and wear mechanism of TiAlN coated tools during dry turning. International Journal of Precision Engineering and Manufacturing, 15(4), 655–660.
Kobayashi, A. (2016). Enhancement of functional ceramic coating performance by gas tunnel type plasma spraying. Journal of Thermal Spray Technology, 25(3), 411–418.
Das, S., Dhupal, D., & Kumar, A. (2015). Experimental investigation into machinability of hardened AISI 4140 steel using TiN coated ceramic tool. Measurement, 62, 108–126.
Bouzakis, K., Michailidis, N., Skordaris, G., Bouzakis, E., & Biermann, D. (2012). Cutting with coated tools: Coating technologies, characterization methods and performance optimization. CIRP Annals-Manufacturing Technology, 61(2), 703–723.
Li, H. Y., He, H. B., Han, W. Q., Yang, J., Gu, T., Li, Y. M., et al. (2015). A study on cutting and tribology performances of TiN and TiAlN coated tools. International Journal of Precision Engineering and Manufacturing, 16(4), 781–786.
Zhang, K. D., Deng, J. X., Guo, X. H., Sun, L. L., & Lei, S. T. (2018). Study on the adhesion and tribological behavior of PVD TiAlN coatings with a multi-scale ttextured substrate surface. International Journal of Refractory Metals & Hard Materials, 72, 292–305.
Fernanders, F., Danek, M., Polcar, T., & Cavaleiro, A. (2018). Tribological and cutting performance of TiAlCrN films with different Cr contents deposited with multilayered structure. Tribology International, 119, 345–353.
Yuan, J. F., Yamamoto, K. J., & Covelli, D. (2016). Tribo-films control in adaptive TiAlCrSiYN/TiAlCrN multilayer PVD coating by accelerating the initial machining conditions. Surface & Coatings Technology, 294, 54–61.
Ru, Q., Hu, S. J., Huang, N. C., Zhao, L. Z., Qiu, X. L., & Hu, X. Q. (2008). Properties of TiAlCrN coatings prepared by vacuum cathodic arc ion plating. Rare Metals, 27, 251–256.
Oliveira, V. M. C. A., Vazquez, A. M., Aguiar, C., Robin, A., & Barboza, M. J. R. (2015). Protective effect of plasma-assisted PVD deposited coatings on Ti–6Al–4V alloy in NaCl solutions. Materials and Design, 88, 1334–1341.
Santana, A. E., Karimi, A., Derflinger, V. H., & Schütze, A. (2004). Microstructure and mechanical behavior of TiAlCrN multilayer thin films. Surface & Coatings Technology, 177–178(30), 334–340.
Xu, Q., Zhao, J., & Ai, X. (2017). Cutting performance of tools made of different materials in the machining of 42CrMo4 high-strength steel: A comparative study. The International Journal of Advanced Manufacturing Technology, 93(5–8), 2061–2069.
Danek, M., Fernandes, F., Polcar, T., & Cavaleiro, A. (2017). Influence of Cr additions on the structure and oxidation resistance of multilayered TiAlCrN films. Surface & Coatings Technology, 313(15), 158–167.
Acknowledgements
This work was supported by the Fundamental Research Funds for the Central Universities of Ministry of Education of P. R. China (XDJK2017C081) and the Cooperative research and development of scientific research prototype (180029).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
He, HB., Li, HY., Zhang, XY. et al. Research on the Cutting Performances and Wear Mechanisms of TiAlCrN Coated Tools During Dry Turning. Int. J. Precis. Eng. Manuf. 20, 201–207 (2019). https://doi.org/10.1007/s12541-019-00026-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-019-00026-y