
Abstract
The primary objective of this research work is to analyse the effect of double pass on grain refinement during friction stir processing (FSP). The impact of double pass was also assessed on the microstructure, micro-hardness, and tensile strength of the hybrid reinforced aluminum alloy. Field emission scanning microscopy with energy dispersive spectroscopic analysis was used to analyze the grain size distribution as well as the percentage of elements present across the stir zone (SZ) and mode of fracture during the tensile testing. Results show a notable increase in mechanical properties and a huge reduction in grain size when compared to base material (BM). The grain size of SZ in single pass FSP (FSPed-SP) and double pass FSP (FSPed-DP) was reduced to 76.71% and 91.8% in comparison to the BM because repetitive stirring action causes huge dynamic recrystallization. However, peak micro-hardness in FSPed-DP and FSPed-SP was achieved as 30.58% and 22.79% of the BM due to the hall–petch effect. FSPed-DP demonstrated superior ultimate tensile strength and percentage of elongation in contrast to FSPed-SP, which exhibited values of 29.03% and 25% respectively.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The friction stir processing (FSP) is an offshoot of a recent friction stir welding (FSW) technique, which was invented at The Welding Institute (TWI) by Thomas et al. in 1991. It is a recent and versatile solid-state processing technique that was initially developed for microstructural modifications and mechanical properties enhancement through grain refinement and dynamic recrystallization (DRX) by Mishra et al. [1]. Of late, it has evolved as a generic material processing technology that utilizes a rotating cylindrical tool with a shoulder and a pin which plummets into the base metal (BM) surface and subsequently traverses in a predefined direction [2]. The frictional heat input between the tool and BM softens and plasticizes the material. The plasticized material moves from leading edge of the tool to the trailing edge and finally gets consolidated as a processed material [3]. During complex movement, the material circulates around the tool, starting from advancing side (AS) to retreating side (RS). This action described as stirring has a distinct benefit of mixing and distributing the reinforcement particles which are suitably implanted in the base material plate and produce surface composites [4,5,6]. The processed region develops significant grain refinement, subdivides and redistributes the defects and minimized their effects on the bulk properties. In addition to refinement, surface composite fabrication; the FSP has also been successfully employed for solid solutionzing by mechanical alloying [7]. This practice also aims to exercise precise control over the material’s characteristics in the characteristic processed regions [8, 9].
Despite several benefits such as grain refinement by DRX, high heat input rate, consumable free processing etc., attaining homogeneous distribution of the reinforcement particles is challenging. Thus, employing several number of FSP passes is a frequently used strategy to rectify the non-uniform distribution of particles within the stir zone (SZ) [10]. In the single-pass FSP, a notable issue was the poor bonding between the heavily clustered particles and the base alloy. By increasing the number of passes, clustered particles get repositioned, undergo repeated cycles of distribution within the characteristic SZ and processed zone, leading to reduced clustering and a more even spread of the reinforcement particles [11,12,13]. Zhang et al. reported that tool induced mechanical action helps in the deformation and fragmentation of reinforcement during the processing [14]. Liu et al. noted that with an increase in the number of FSP passes, there was a noticeable improvement in the dispersion of carbon nanotubes (CNT) within the matrix. Moreover, the maximum tensile strength demonstrated an enhancement as the number of passes increased [15]. Barmouz and Givi employed multi-pass FSP to fabricate Cu/SiC composites and perceived that increasing the number of FSP passes led to better distribution of SiC particles and a decrease in grain size [16]. Shafiei-Zarghani et al., used a multi-pass FSP approach to create Al/Al2O3 and found that more even dispersion of alumina particles, resulting in enhanced hardness and improved resistance to wear [17]. Through the augmentation of FSP passes, the uniform dispersion of nano particles within the matrix is achieved, leading to refinement of grain structure, enhancement in mechanical characteristics such as hardness,tensile strength as well as surface properties like wear and corrosion resistance [18,19,20]. The average micro hardness of the AA6082/SiCp composite, which was subjected to multiple FSP passes, was notably improved owing to fine grain refinement [21].
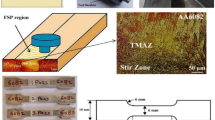
FSP involves a distinct material movement due to the heterogeneous composition of the material being stirred. Therefore multi pass strategy has been generally adopted. However, the additional FSP passes involves multiple setup times, additional heat input and additional cost. It will be desirable to attain the better distribution in the minimum number of FSP passes [22]. Utilizing nano-sized ceramic particle reinforcements significantly enhances mechanical strength by more efficiently leveraging particle hardening mechanisms [23, 24]. Further, the brittle nature of the ceramic particles adversely affects the ductility and toughness of the resultant composites. The use of metallic element particles as reinforcement is recently reported. These particles apart from contributing to the strengthening also get into solid solution by mechanical alloying (MA) and aid to the strength without much adverse effect on the ductility. The low melting point metals can facilitate distribution by phase change and limit excessive temperature rise but soaking phase change energy [25]. Thus, use of metallic elements as reinforcement can bring-in multitude of benefit. Addition of Sn nano powder can help in the distribution of reinforcement during processing as it acts as a phase change material that control the process temperature and also to act as a distribution facilitator [26]. The Mn alloyed with Al can result in significant enhancement of mechanical strength and elastic modulus [27] The alloying of Fe contributes to strength of Al-alloys at high temperatures. In this work the metallic reinforcements are added to derive benefits by particulate reinforcement and solid solution strengthening both. The SiC particle was used to obtain the strengthening and surface hardening by rule of mixture. It has been reported that different degrees of MA may occur at different radial distances away from tool axis in the FSPed characteristic zones. The FSP with second pass was employed with a view to better distribute the reinforcement and alloying regions.
2 Material and Experimental Methods
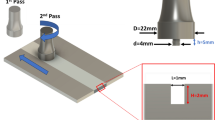
The surface composite was produced using AA5083 aluminum alloy as a BM plate having a dimension of 200 mm × 80 mm × 6 mm and its alloy chemical composition is shown in Table 1. As reinforcement, a blend of SiC, Fe, Mn, and Sn powder (in proportions of 70%, 25%, 3%, and 2% by weight) was utilized. The particle size of SiC, Fe and Mn used in the present investigation is 50–80 nm whereas Sn has the particle size of 160–180 nm . These reinforcements were preplaced into the 2.5 mm × 2 mm groove that was machined in the middle of base plate. A retrofitted vertical milling machine (Bharat Fritz Werner (BFW)) shown in Fig.1 was used to perform the FSP experiments. A high speed steel (HSS) tool having right hand threaded cylindrical pin profile (6 mm in diameter and 5 mm in length) and shoulder diameter of 21 mm (shown in Fig. 2) was used. The threaded cylindrical pins aid in material movement and dispersion of reinforcing particles in the BM matrix. The process parameter window was established using extensive trial experiments and the authors’ prior knowledge.

Experimental setup for processing

Profile and dimensions of the tool
The present experimental investigation was carried out at a tilt angle of 2°, traverse speed of 63 mm/min and a rotational speed of 900 rpm mentioned in Table 2. Second pass was performed on the same process parameter values and the plates were cooled to room temperature before the second pass. Microstructure was obtained by polishing with different grade emery paper as per standard microstructural analysis procedure and etching was done by modified poulten reagent (1 ml HF, 12 ml HCl, 16 ml HNO3, 34 ml of distilled water, and 4.8 g of CrO3) for 15 s. Field emission scanning electron microscopy (FESEM), Energy dispersive spectroscopy (EDS) and X-ray diffraction (XRD) were used to analyze the grain refinement, reinforcement distribution and the evolved phases during processing. Grain size was measured by linear intercept method according to ASTM E112 standard using imageJ software. Vickers microhardness was measured at a test load of 1 N with 15 s of dwell time in a 2D grid pattern. For tensile test, standard specimens were cut from wire electric discharge machine (WEDM) in transverse direction as per ASTM E8M standard and tests were performed on a computer controlled Tensometer with a crosshead speed of 2 mm/min at room temperature. The scheme of sample cutting for the aforementioned analysis is depicted in Fig.3.

Scheme of sample cutting for testing
3 Results and Discussion
The microstructural and mechanical characterization were performed to arrive at meaningful conclusions. Microstructural analysis provided crucial information about the variation in grain size, morphology, reinforcement distribution, and presence of any defects in different zones.
3.1 Microstructural Analysis
The optical micrographs of different evolved regions for single pass and double pass FSP (i.e., FSPed-SP and FSPed-DP respectively) are displayed in Figs. 4 and 5 respectively. Distinguishable characteristic zones, such as stir zone (SZ), shoulder affected stir zone (SASZ), pin affected stir zone (PASZ), thermo-mechanically affected zone (TMAZ), heat affected zone (HAZ), base material (BM) in AS and RS can be noticed. In both passes, SZ region exhibits fine, recrystallized, and equiaxed grains because of severe plastic deformation coupled with DRX and the TMAZ which forms an interface with the SZ, having elongated grains. The TMAZ receives heat through conduction and induced strain and experiences partially recrystallization because of strain at lower temperature.

Microstructural evolution of different zone for FSPed-SP

Microstructural evolution of different zone for FSPed-DP
This is because the material on the AS underwent a more intense change in strain distribution compared to the material on the RS.HAZ shows coarser grains compared to other zones because it only experiences high-temperature thermal cycles [28]. Achieving a consistent distribution of reinforcement particle leads to the formation of numerous interfaces between matrix and reinforcements, thereby enhancing the pinning effect due to uniform nanoparticle dispersion. Moreover, FSP induces dislocation sources that amplify the DRX mechanism, resulting in the formation of a refined and evenly distributed grain structure [29]. The stirring actions by shoulder and pin resulted in the formation of subzones in SZ, namely, SASZ and PASZ. Due to thermal gradient, change in stirring action and dissipation of heat, the grain size (GS) increases from SASZ to PASZ. SASZ has the smallest grains i.e. 1.03 μm in SP, as the stirring rate is more due to higher tangential velocity away from the centre of shoulder [30]. The optical micrographs distinctly reveal that the GS of FSPed-DP is significantly reduced compared to FSPed-SP (GS of FSPed-SP is 9.2 µm while GS of FSPed-DP is 3.4 µm) due to dual stirring action which leads to further plastic deformation [31].
Figure 6 illustrates the change in grain size across the distinguished zones in FSPed-SP and FSPed-DP samples. The grain size is observed to steadily increase from SZ to HAZ. The BM comprises of a coarser grain size of 52.68 μm, whereas, the SZ has fine and equiaxed grains with an average size of 9.2 μm and 3.4 μm in SP and DP respectively. The SZ has experienced significant refinement because of DRX wherein plastic deformation and a simultaneous recrystallization at elevated temperature take place. The average grain size of SASZ was recorded as 1.03 μm and 0.29 μm in SP and DP respectively whereas in PASZ, 2 μm and 1 μm respectively. Average grain size of 31.15 μm and 22.15 μm was obtained in TMAZ of FSPed-SP and FSPed-DP respectively. It is perceived from the Fig. 6 that grains the AS are bigger than the RS this could be attributed to the observation that the AS received a larger share of the heat input compared to the RS.

Variation in grain size of evolved zones during FSPed-SP and FSPed-DP
3.2 Field Emission Scanning Electron Microscopic with Energy-Dispersive Spectroscopic Analysis
Figure 7a–f portrays the Field Emission scanning electron microscopy (FE-SEM) micrographs of different zones evolved during FSP in SP and DP. These images show the grain size and particles distribution in the matrix with a lot of clarity. Recrystallized fine grains are observed with greater lucidity in SASZ and PASZ in both the passes. Figure 7b,e depicts that the reinforcement particles are homogenously distributed in SZ. It is pertinent to mention that direct stirring action is imparted by the tool in the PASZ, SASZ; therefore, most grain refinement occurs in these regions and difference in grain sizes are small. Whereas, the SZ has an average grain size of 9.2 µm and 3.4 µm in respective passes which is larger as compare to the other subzones of SZ because of the prevalent thermo-mechanical conditions. Fine size secondary particles are observed in Fig. 7c,f whereas coarse particles are dispersed in Fig. 7b,e.The results of EDS point spectrum are given in Fig. 8a–f, which shows the presence of Al–Fe–Mg–Mn bearing second phase particles. The excessive traces of carbon element may be attributed to diamond grit lodged during polishing. Most of the secondary particles are present at the boundary of the grain which promotes the strengthening mechanism.

FESEM micrographs of different zones in FSPed-SP and FSPed-DP

EDS point spectrum of FSPed-SP (a–c) and FSPed-DP (d–f)
An analysis of these spectra reveals that the FSPed-DP specimen displays a more uniform dispersion of the included reinforcement. The material undergoes a rigorous second stirring by the tool, resulting in a more even distribution of reinforced particles within the matrix in the second pass of processing.
3.3 Micro-Hardness Measurement
Vickers micro-hardness measurement was taken along the width in the transverse section at three locations i.e. top, middle and bottom of the cross-section of the FSPed-SP and FSPed-DP plate and distance between two indentation was 0.5 mm. Figure 9a,c depict the 2D color contour maps illustrating the distribution of micro-hardness across the specimen in the both passes of FSP. Whereas, Fig. 9b,d shows the line trace of the respective contour maps.

Micro-hardness contour mapping and its distribution in FSPed-SP (a–b) and FSPed-DP (c–d)
Close examination from the results shows that maximum value of micro-hardness is achieved in the middle section of the SZ. i.e. 105.6 HV and 112.3 HV in FSPed-SP and FSPed-DP respectively. Whereas, BM has a micro-hardness value of 86 HV. Enhancement in micro-hardness values is mainly because of dispersed reinforcement and grain refinement. Micro-hardness values vary across the processed zone because of complex material flow characteristics within the SZ [32]. Zones that have heterogeneous distribution of reinforcement have scattered values of hardness whereas, more uniform values of hardness is present in the sample having homogeneous distribution of reinforcements. Furthermore, SZ consists of fine grains and homogenously distributed reinforcement particles which contribute in hardness by Hall Petch effect and Orowan strengthening [33]. The presence of dispersed fine reinforcement particles restrict the grain boundary due to pinning effect which may also contributes to the hardness improvement [34, 35].
Higher hardness in AS may be attributed to the fact that the material on this side of the processed zone is picked-up and transported around the pin, undergoes extrusion and subsequently forged behind the tool. It is clear from the Fig. 8 that values of micro-hardness are maximum at SASZ and minimum at the bottom portion of the SZ. This may be attributed to the fact that this region formed the interface with the shoulder which is the heat source and consequently undergone the higher thermal cycle. Additionally, near the centre of the shoulder the tangential component of velocity is less and shearing actions was relatively subdued. As one moves towards bottom from SASZ, micro-hardness values decreases owing to decrease in SZ area because of lesser deformation away from the shoulder. At the bottom, GS are increased because this is the area below the PASZ which experiences only heat [36]. It is also evident from the Fig. 9 that hardness of HAZ at certain locations are higher because of the interaction of indenter and reinforcement particle [37].
3.4 Tensile Strength and Ductility
Figure 10 shows the comparison of ultimate tensile strength (UTS) and %elongation and the values are mentioned in Table 2. FSPed-SP has UTS of 177.4 MPa whereas FSPed-DP has higher UTS as comparison to SP i.e. 228.9 MPa which is because of uniform distribution of reinforcement, grain refinement and solid solution strengthening process. FSPed-DP exhibited enhanced ductility which implies percentage elongation has a significant boost of 25% in comparison to FSPed-SP. This advancement can be primarily attributed to the even distribution of reinforcing particles within the metal matrix which is clearly evident in Fig. 7b,e. It is pertinent to mention that hardness and strength are closely related to each other therefore, reasons of increment in hardness and strength are similar. In processed composite, strengthening occurs due to various mechanisms such as grain size strengthening through Hall Petch effect, solid solution strengthening and strain hardening. Further, as the composite is a mixture of two or more immiscible phases depending on the composition of reinforcement. The rule of mixture-based strengthening is a factor in case of composites. All these factors contribute to the strengthening if the composite is defect free, without any agglomeration and intimate interface bonding. During tensile testing, the stress–strain behaviour is used to analyse the tensile properties [38, 39] (Table 3).

Comparison of UTS and %elongation in FSPed-SP and FSPed-DP
3.5 Fracture Analysis
The fractured surfaces of the tensile test specimens for SP and DP are depicted in Figs. 11 and 12 respectively, providing a visual representation by fractographs. The micrograph displays a common ductile failure characterized as it possesses deep, uneven network of dimples. Figure 11 shows the magnified view of dimples which are random in shapes while Fig. 11 displays the location of crack which is surrounded by reinforcement particles. Random, round and cup-shaped interconnected dimples are representative of energy dissipations sites during significant plastic deformation at the time of fracture. In case of a pre-existing stress raiser such as a micro-crack, void, agglomeration or poor interface bonding; it provides a favourable local failure site and the dimples directionally propagate to the stress raiser and coalesce leading to bulk fracture.

Fractographs of fractured tensile surfaces in FSPed-SP

Fractographs of fractured tensile surfaces in FSPed-DP
Figure 12a–c represents micrographs of fractured surface of FSPed-DP where bunch of small dimples are shown and the existence of small dimples signifies a fracture mode characterized by ductile failure. It is worthwhile to mention that when particles are fine and placed close to each other, small dimples are formed because the growth of a void is small before the coalescence and vice versa. The ultimate size of the dimple will be influenced by how far apart the particles are and the material’s ability to deform.
In ductile fractures, dimples grow by plastic deformation along inclined dislocation bands where slip occurs.
Plastic slip bands often begin at the surface of the dimple, causing the dimple to grow as dislocations are emitted or annihilated, and material is taken away from the surface. Figure 13 shows the FESEM micrograph and area mapping of crack region in FSPed-SP wherein distribution of elements are clearly visible. Maximum area around the crack region are surrounded by SiC particles and these particles have the higher concentration at that location and fracture starts from this region. Whereas in the area mapping of FSPed-DP round crack, concentration of SiC are less which is shown in Fig. 14. Furthermore, agglomerated particles possessed less load bearing capacity as plastic deformation is insufficient therefore UTS and percentage elongation of these types of samples are very less. Agglomerated particles acts as a stress riser and shared a very less load and reduces the effective load bearing area as compared to the other region as well as these particle have poor interfacial bonding with the matrix phase [40]. Thus it can be concluded that in both passes ductile failure occurs while the agglomeration of particles near crack are varying in both the passes because of stirring movement.

FESEM and area mapping of crack region in FSPed-SP

FESEM and area mapping of crack region in FSPed-DP
4 Conclusion
The results of FSPed-SP and FSPed-DP are analysed through comprehensive microstructural, mechanical properties evolutions in hybrid reinforced aluminum alloy comprising of SiC + Sn + Mn + Fe. The following conclusions can be made in light of the results:
-
1.
Through the augmentation of FSP passes, the distribution of reinforcement particles within the aluminum matrix was homogenous and uniform. This has led to a notable increase in mechanical properties and reduction in grain size when compared to the BM.
-
2.
Significant grain size reduction was obtained in FSPed-DP. Additionally, the grains were smaller in the RS owing to the increased levels of induced strains. SASZ has the smallest grains i.e. 1.03 μm and 0.29 µm in SP and DP respectively, as the stirring rate is higher due to higher tangential velocity away from the centre of shoulder.
-
3.
The micro-hardness values indicate that, the uppermost layer of the processed zone has higher value in both FSPed-SP and FSPed-DP as SASZ has a very fine grains.
-
4.
In both passes, there was an enhancement in hardness because of grain refinement. However, peak micro-hardness values in FSPed-DP and FSPed-SP were achieved as 30.58% and 22.79% of the BM due to hall–petch effect.
-
5.
FSPed-DP revealed higher value of UTS and %elongation i.e. 29.03% and 25% respectively as compare to FSPed-SP. This is because of homogenous distribution of reinforcement and grain refinement within the processed zone.
-
6.
In both cases, ductile failure has occurred while the size of dimples were small in FSPed-DP as comparison to FSPed-SP.
References
N. Merah, M. Abdul Azeem, H.M. Abubaker, F. Al-Badour, J. Albinmousa, A.A. Sorour, Friction Stir processing influence on microstructure, mechanical, and corrosion behavior of steels: a review. Materials 14(17), 5023 (2021)
A.P. Zykova, S.Y. Tarasov, A.V. Chumaevskiy, E.A. Kolubaev, A review of friction stir processing of structural metallic materials: process, properties, and methods. Metals 10(6), 772 (2020)
P. Dwivedi, A.N. Siddiquee, S. Maheshwari, Issues and requirements for aluminum alloys used in aircraft components: state of the art. Russ. J. Non-Ferrous Met. 62(2), 212–225 (2021)
C. Zhang, G. Huang, Y. Cao, Y. Zhu, X. Huang, Y. Zhou, Q. Li, Q. Zeng, Q. Liu, Microstructure evolution of thermo-mechanically affected zone in dissimilar AA2024/7075 joint produced by friction stir welding. Vacuum 179, 109515 (2020)
C.F. Chen, P.W. Kao, L.W. Chang, N.J. Ho, Effect of processing parameters on microstructure and mechanical properties of an Al-Al11 Ce3-Al2O3 in-situ composite produced by friction stir processing. Metall. Mater. Trans. A 41, 513–522 (2010)
N. Gangil, A. Noor-Siddiquee, S. Maheshwari, A.M. Al-Ahmari, M.H. Abidi, State of the art of ex-situ aluminium matrix composite fabrication through friction stir processing, Arch. Metall. Mater. 63(2), 719–738 (2018)
N.F. Lone, D. Bajaj, N. Gangil, T. Khan, M.H. Abidi, A. Al-Ahmari, A.N. Siddiquee, Multi principal element alloy particle reinforced metal matrix composites: synthesis, microstructure, and mechanical aspects. Manuf. Lett. 36, 46–51 (2023)
N. Yuvaraja, S. Aravindanb, Vipin, Effect of process parameters on the microhardness and wear behavior of Friction stir processing (FSP)ed Al5083/B4C surface composite, in Proceedings of the 17th ISME Conference (ISME17). New Delhi, 3-4 (2015)
Z.Y. Ma, Friction stir processing technology: a review. Metall. Mater. Trans. A 39, 642–658 (2008)
S. Meenia, F. Khan, S. Babu, R.J. Immanuel, S.K. Panigrahi, G.D.J. Ram, Particle refinement and fine-grain formation leading to enhanced mechanical behaviour in a hypo-eutectic Al–Si alloy subjected to multi-pass friction stir processing. Mater. Charact. 113, 134–143 (2016)
H. Mehdi, R.S. Mishra, Effect of multi-pass friction stir processing and SiC nanoparticles on microstructure and mechanical properties of AA6082-T6. Adv. Ind. Manuf. Eng. 3, 100062 (2021)
S. Arulvel, Development of multi-pass processed AA6082/SiCp surface composite using friction stir processing and its mechanical and tribology characterization. Surf. Coatings Technol. 394, 125900 (2020)
V. Bikkina, S.R. Talasila, K. Adepu, Characterization of aluminum based functionally graded composites developed via friction stir processing. Trans. Nonferrous Met. Soc. China 30(7), 1743–1755 (2020)
M. Zhang et al., Impact of multiple FSP passes on structure, mechanical, tribological and corrosion behaviors of AA6061/316 stainless-steel reinforced Al matrix composites. Surf. Coatings Technol. 447, 128801 (2022)
Z.Y. Liu, B.L. Xiao, W.G. Wang, Z.Y. Ma, Analysis of carbon nanotube shortening and composite strengthening in carbon nanotube/aluminum composites fabricated by multi-pass friction stir processing. Carbon 69, 264–274 (2014)
M. Barmouz, M.K.B. Givi, Fabrication of in situ Cu/SiC composites using multi-pass friction stir processing: Evaluation of microstructural, porosity, mechanical and electrical behavior. Compos. Part A Appl. Sci. Manuf. 42(10), 1445–1453 (2011)
A. Shafiei-Zarghani, S.F. Kashani-Bozorg, A. Zarei-Hanzaki, Microstructures and mechanical properties of Al/Al2O3 surface nano-composite layer produced by friction stir processing. Mater. Sci. Eng. A 500(1–2), 84–91 (2009)
N. Yuvaraj, S. Aravindan, Fabrication of Al5083/B4C surface composite by friction stir processing and its tribological characterization. J. Mater. Res. Technol. 4(4), 398–410 (2015)
Y.F. Sun, H. Fujii, The effect of SiC particles on the microstructure and mechanical properties of friction stir welded pure copper joints. Mater. Sci. Eng. A 528(16–17), 5470–5475 (2011)
Y. Li et al., Fabrication of the novel hybridized AZ31B Mg/CeO2+ ZrO2 composites via multiple pass friction stir processing. J. Mater. Res. Technol. 24, 9984–10004 (2023)
M. Sivanesh Prabhu, A. Elaya Perumal, S. Arulvel, Development of multi-pass processed AA6082/SiCp surface composite using friction stir processing and its mechanical and tribology characterization. Surf. Coatings Technol. 394, 125900 (2020)
N. Gangil, S. Maheshwari, E.A. Nasr, A.M. El-Tamimi, M.A. El-Meligy, A.N. Siddiquee, Another approach to characterize particle distribution during surface composite fabrication using friction stir processing. Metals 8(8), 568 (2018)
P. Asadi, M.K.B. Givi, K. Abrinia, M. Taherishargh, R. Salekrostam, Effects of SiC particle size and process parameters on the microstructure and hardness of AZ91/SiC composite layer fabricated by FSP. J. Mater. Eng. Perform. 20, 1554–1562 (2011)
M. Song, B. Huang, Effects of particle size on the fracture toughness of SiCp/Al alloy metal matrix composites. Mater. Sci. Eng. A 488(1–2), 601–607 (2008)
N. Gangil, S. Maheshwari, A.N. Siddiquee, Novel use of distribution facilitators and time-temperature range for strengthening in surface composites on AA7050-T7451. Metallogr. Microstruct. Anal. 7(5), 561–577 (2018).
C. Confalonieri, A.T. Grimaldi, E. Gariboldi, Ball-milled Al–Sn alloy as composite phase change material. Mater. Today Energy 17, 100456 (2020)
T. Saito, Magnetic properties of Mn–Al system alloys produced by mechanical alloying. J. Appl. Phys. 93(10), 8686–8688 (2003)
M.V.N.V. Satyanarayana, K. Adepu, K. Chauhan, Effect of overlapping friction stir processing on microstructure, mechanical properties and corrosion behavior of AA6061 alloy. Met. Mater. Int. 27, 3563–3573 (2021)
P. Su, A. Gerlich, T.H. North, G.J. Bendzsak, Material flow during friction stir spot welding. Sci. Technol. Weld. Join. 11(1), 61–71 (2006)
P. Dwivedi, S. Maheshwari, A.N. Siddiquee, Fe-SiC-Sn-Mn reinforced surface composite via FSP: a comprehensive analysis. Mater. Today Commun. 35, 105783 (2023)
A. Maqbool, N.F. Lone, T. Ahmad, N.Z. Khan, A.N. Siddiquee, Effect of hybrid reinforcement and number of passes on microstructure, mechanical and corrosion behavior of WE43 Mg alloy based metal matrix composite. J. Manuf. Process. 89, 170–181 (2023)
T. Khan, D. Bajaj, A.N. Siddiquee, Friction stir engineering for fabrication of ultra-refined cunimgzn alloys. Mater. Lett. 291, 129596 (2021)
P. Dwivedi, S. Maheshwari, M.H. Abidi, A.N. Siddiquee, J. Haider, H. Alkhalefah, Toward devising pilot experiments to establish parameter window for FSP of aluminum alloys. Adv. Mech. Eng. 14(6), 16878132221108268 (2022)
L.X. Bach, D.L. Son, M.T. Phong, L.V. Thang, M.Z. Bian, N.D. Nam, A study on Mg and AlN composite in microstructural and electrochemical characterizations of extruded aluminum alloy. Compos. Part B Eng. 156, 332–343 (2019)
H. Mehdi, R.S. Mishra, Modification of microstructure and mechanical properties of AA6082/ZrB2 processed by multipass friction stir processing. J. Mater. Eng. Perform. 32(1), 285–295 (2023)
N.F. Lone, D. Bajaj, N. Gangil, S.M.A.K. Mohammed, D. Chen, A.N. Siddiquee, A novel study on the effect of tool offset in friction stir processing for Mg-NiTi Composite. Crystals 12(11), 1651 (2022)
M. Paidar, O.O. Ojo, H.R. Ezatpour, A. Heidarzadeh, Influence of multi-pass FSP on the microstructure, mechanical properties and tribological characterization of Al/B4C composite fabricated by accumulative roll bonding (ARB). Surf. Coatings Technol. 361, 159–169 (2019)
S.R. Nathan, K. Suganeswaran, S. Kumar, P. Thangavel, V.K. Gobinath, Investigations on microstructure, thermo-mechanical and tribological behavior of graphene oxide reinforced AA7075 surface composites developed via friction stir processing. J. Manuf. Process. 90, 139–150 (2023)
G. Girish. Effect of tool pin geometry and multi-pass intermittent friction stir processing on the surface properties of aerospace grade aluminium 7075 alloy. Proc. Inst. Mech. Eng. E (2023) https://doi.org/10.1177/0954408923115894
A. Sharma, V.M. Sharma, B. Sahoo, S.K. Pal, J. Paul, Effect of multiple micro channel reinforcement filling strategy on Al6061-graphene nanocomposite fabricated through friction stir processing. J. Manuf. Process. 37, 53–70 (2019)
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The author(s) declared no conflicts of interest with respect to the research, authorship, and/or publication of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Dwivedi, P., Maheshwari, S. & Siddiquee, A.N. Microstructure and Mechanical Properties of SiC + Fe + Mn + Sn Hybrid Reinforced Surface Composites Fabricated by Friction Stir Processing: Effect of Double Pass. Met. Mater. Int. (2024). https://doi.org/10.1007/s12540-024-01697-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12540-024-01697-7