
Abstract
To enhance the strength and plasticity of the AZ61 Mg alloy, a process called extrusion-shear (ES) was proposed. The process is based on conventional extrusion with the addition of two equal extrusion channels (ECAP). ES process is a severe plastic deformation process that can effectively enhance the microstructure and mechanical properties of Mg alloy. However, the impact of shear angle on the process and mechanism remains unclear. Two channel angles, 120 and 135°, were designed for processing. The properties of the center and edge zones of the formed billets were investigated. This process is performed on AZ61 Mg alloys in the as-cast state with a processing temperature of 440 °C. The results show a significant increase in strength, with the yield strength reaching 193 MPa in the center zone of the ES-135° sample and the ultimate tensile strength reaching 241.9 MPa in the edge zone of the ES-120° sample. The increase in strength is attributed to second-phase precipitates, bimodal grain structure and high-density dislocations. ES-120° and ES-135° samples show less weakening of the basal texture in the edge zone than in the center zone. The ES-120° sample’s edge zone exhibited a fracture elongation of 18.2%. Excellent plasticity attributed to active slip system and bimodal grains. The microstructure results for the central and edge zones of the samples show that the shear angle leads to differences in the crystal orientation of the Mg alloys, and that different zones of the same sample also have different texture intensity due to the incorporation of ECAP. This study aims to reveal the deformation mechanism of Mg alloys in different shear angles and to provide a way to improve the plastic forming ability and comprehensive performance of Mg alloys.
Graphical Abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
As a high content metal material on the earth, Mg and its alloys have become indispensable metal materials in aerospace, transportation and electronics industries due to their excellent properties, including high specific strength and high specific stiffness, excellent dimensional stability, effective shock absorption and excellent electromagnetic shielding [1,2,3,4]. As a hexagonal close-packed (HCP) metal, its limited slip system leads to poor formability at room temperature [5]. Severe plastic deformation technology (SPD) can apply high plastic strain to the material without significantly changing the overall size of the material, and can obtain fine-grained structure to improve the strength and ductility of the material [6, 7]. Several SPD technologies have been developed and applied, such as multi-directional forging [8,9,10,11], rolling [12,13,14,15], equal channel angular pressing (ECAP) [16,17,18], high pressure torsion (HPT) [19, 20], etc. Among them, ECAP is considered to be an effective way to improve the efficiency of grain refinement [21]. According to the Hall–Petch effect, grain refinement can not only improve the strength of Mg alloys, but also improve the plasticity to a certain extent. The introduction of dynamic recrystallization (DRX) through the hot deformation process is an effective method to improve the strength and plasticity of Mg alloys [22]. The precipitation of DRX behaviour and second phase during extrusion is considered to be the mechanism of grain refinement [23].
Grain refinement is one of the reasons for the increase of material elongation, and the increase of elongation is also related to texture and second phase. Vedani et al. [24] studied the effect of ECAP process on the grain and texture of Mg-2Zn-1Mn Mg alloy at different processing temperatures. They found that the ECAP process can refine the grains to 0.6 μm, thereby greatly improving the strength. However, when the grains are obviously refined, the ductility will decrease significantly. The weakening of texture has been shown to play an important role in improving the plasticity of Mg alloys, which can usually be achieved by introducing shear strain to induce grain rotation during deformation [25]. Huang et al. [26] studied the differential rolling passes of AZ31 Mg alloy, and the c-axis of the grains moved from the normal direction (ND) to the rolling direction (RD). Compared with normal rolling, the (0002) matrix texture was weakened and the plasticity was increased by about 2 times.
Extrusion-shear (ES) is a new type of SPD process, which combines direct extrusion and two passes of ECAP process. In the ES process, effective strain distribution can be achieved through additional shear deformation [27]. In recent years, many studies have reported the method of alloying to enhance the mechanical properties of Mg alloys after the introduction of rare earth [28, 29]. For example, Piao et al. [30] reported that the shear deformation introduced by Mg-1.5Zn-0.5Zr-0.5Sr alloy after ES process improved the plasticity of the alloy, and the grain boundary strengthening and dislocation strengthening mechanism significantly improved the strength of the material. The activation of non-basal slip and the effect of second phase elements are the main reasons for improving the plasticity of the alloy.
However, there are few studies on the relationship between microstructure and mechanical properties of AZ61 magnesium alloy introduced into the ES process [31, 32]. There are few reports on the effects of grain refinement, texture type and second phase particles on mechanical properties under the deformation mode of ES process with different shear angles. The influence mechanism of different shear angles on ES is not clear. Therefore, in this study, The effects of microstructure, DRX, and texture intensity on the mechanical properties of AZ61 magnesium alloy produced by SPD process with different shear angles in similar deformation modes were investigated. The metal flow performance and physical field under ES process were predicted by finite element simulation software. This study provided theoretical research and practical application value for the subsequent exploration of plastic deformation process of Mg alloy.
2 Experiments and Simulation
2.1 Preparation of Materials and Extrusion Process
The extruded AZ61Mg alloy was employed in this work. The chemical composition of AZ61 alloys is shown in Table 1.The raw materials were machined into billets with a size of 80 mm in diameter and 110 mm in length for extrusion-shearing process, As shown in Fig. 1a.The AZ61 Mg alloy underwent the homogenization annealing at 400 °C for 12 h. The purpose of annealing is to make the internal structure and properties of the billet uniform. The extrusion force of the ingot after full homogenization annealing is lower than that without homogenization annealing [33]. Before the extrusion experiment, the billet and die were preheated at 440 °C for 15 min. followed by extrusion at 440 °C with a speed of 3 mm/s. For comparison purposes, AZ61 Mg alloy rods with the same diameter and different extrusion-shear angles were extruded using the same process parameters. Since it is difficult to open the slip system when the Mg alloy is deformed at room temperature, both billets are processed by hot-extrusion to activate the activation energy of the Mg alloy [34].

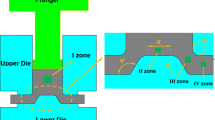
a Homogenization annealing, b Schematic diagram of ES-120° samples and ES-135° samples die processing, c Schematic diagram of ES-120°and ES-135° processing die parameters
Figure 1b shows the processing diagram of 120° extrusion-shear process and 135° extrusion-shear process. The extruded samples were named ES-120° and ES-135°, respectively. Both The ES process reaches the forming zone after passing through the extrusion reduction zone, the calibration zone, the first shear zone and the second shear zone. Figure 1c shows more details of the parameters of the die channels. During extrusion, the hydraulic press drives the punch to move. The diameter before extrusion is \({D}_{0}\) = 80 mm. firstly, the billet extruded through the first shear zone and the internal channel angle \(\phi\) = 120° and rounding angle at the outer corner of \(\psi =\) 45°. Next, the billet was extruded through the second shear zone. Finally, the extruded billet through the forming zone, and the diameter of the billet was reduced to \({D}_{1}\) = 24 mm The second shear zone has the same internal channel angles and outer corner angle.
The accumulative strain of extrusion-shearing process can be expressed as Eq. (1) [35, 36], in the equation, \(\overline{\varepsilon }\) is the accumulative strain; \({D}_{0}\) is the initial diameter of the sample; \({D}_{1}\) is the diameter of the extrusion calibration zone; \(\phi\) is the internal channel angle; \(\psi\) is the outer corner angle.
2.2 Microstructure Analyses and Mechanical Tests
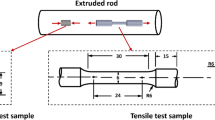
Figure 2 shows the location of the microscopic test and the size of the tensile specimen. ED is the extrusion direction, and ND is the normal direction. In this study, the microstructure and texture evolution of the ED-ND plane were studied. The mechanical and characterization samples were taken from the edge zone and the central zone of the material, respectively. The samples with mechanical properties and microscopic characterization were processed by wire electrical discharge machining, and the surface of the samples after cutting was finely processed by SIC metal grinding paper. Tensile tests were performed using dog bone samples with a gauge length of 20 mm along the ED direction. Then, it tests were conducted on the samples using a universal mechanical testing machine (EXCEED E43). Tests were conducted at room temperature (24 °C) with a 1.2 mm/min speed. The fracture morphology of the tensile fracture interface and the composition of the second phase elements were observed by SEM (JCM-7000) and energy dispersive spectrometer (EDS). The size of the second phase particles was analyzed by the line intercept method in Nano Measurer 1.2 software. The samples were polished by Fischione 1061 argon ion polisher. JEOL JSM-7800F Field scanning electron microscopy at 22KVand 1 μm steps was employed to obtain corresponding EBSD data. Data post-processing was carried out using Aztec-crystalTM2.1.

Schematic of sampling locations and observation planes
2.3 Finite Element Simulation(FEM)
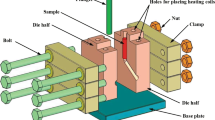
The numerical simulation parameters are summarized in Table 2. The AZ61 billet extrusion process finite element model was calculated using the Lagrangian incremental calculation method based on DEFORM software. The billet and die geometrical models were created in 3D modelling software NX12.0 and then imported into DEFORM software in STL format. To improve the efficiency of simulation calculations, a one-half cross-section billet and die are used for finite element simulation. The billet is meshed with tetrahedral cells and defined as a thermoplastic material model, while the die is defined as a thermo-rigid material model. Elastic mechanical behaviours are ignored in both material models. During the extrusion process, convective heat transfer occurs mainly between the material and the extrusion die. Based on the thermal compression stress–strain data of the Mg alloy obtained from Gleeble-3800 thermal simulation, the corresponding heat transfer coefficients in the finite element analysis can be determined. The extrusion temperature is set at 440 °C, and the heat transfer coefficient between the billet and the extrusion die is 11 N/°C·S·mm [37], with a heat radiation coefficient of 0.2 and a friction coefficient of 0.1.
3 Results
3.1 Load Analysis
Figure 3 shows the stroke-force curves of AZ61 Mg alloy during the forming process at different extrusion-shear angles. Combined with the deformation states of the material at different deformation stages simulated in Figs. 4 and 5, the changes in the physical field of the material during the actual processing can be predicted. It can be seen from the figure that the change of load is different when the billet flows through different positions in terms of the whole load stroke. The trend of load change is mainly divided into four stages.

Different stages of billet forming in stroke-load curve

Schematic diagram of the FEM results of the stress, strain, temperature and velocity fields in the extrusion reduction zone, the first ES zone and the second ES zone at ES-120°

Schematic diagram of the FEM results of the stress, strain, temperature and velocity fields in the extrusion reduction zone, the first ES zone and the second ES zone at ES-135°
Firstly, the metal billet flows into the extrusion reduction zone, at this time the extrusion force (i.e. the required load) is low, approximately 150 KN, and the load in this zone has a relatively gentle increasing tendency, the deformation of the metal billet at this stage is small, and thus the required load is also small. Secondly, the second stage is the first extrusion-shear stage (the metal obviously changes the flow direction), the load value increases significantly, the load in the extrusion-shear stage has a very obvious characteristic, that is, influenced by the shear angle and the die, the load curve has a fluctuating increasing tendency, and the load required at ES-120° samples is obviously higher than that at ES-135° samples, the growth rate is obviously higher than the first stage. The metal billet undergoes severe plastic deformation in this zone with a consequent increase in the required load. As can be seen from the graph, the load and stroke have a linear growth trend. Thirdly, the third stage is the second extrusion-shear stage where the fluctuating trend of the load curve increases further and reaches its maximum value as it passes through the corner. Finally, when the metal billet passes through the forming zone (fourth stage), the die passages are flat, the billet is no longer deformed at this stage, and the load is relatively stable and fluctuates up and down by a small amount within a certain range.
In summary, the load required for ES-120° samples is significantly higher than for ES-135° samples.
3.2 The Evolution of Effective Stress, Strain and Velocity During Extrusion
Figures 4 and 5 shows the simulation results of the evolution of stress field, strain field, velocity field and temperature field of AZ61 Mg alloy at different deformation stages when the extrusion- shear angles are 120 and 135°, respectively. At the stage of extrusion reduction, the billet exhibits progressively higher stress and strain distributions due to the action of the extrusion pressure, as the volume of the cavity of the extrusion barrel has a conical decrease (Fig. 4a, b and Fig. 5a, b). In the shear stage, the effective stress of the metal flow is remarkably high. In the shear corner region, neighbouring metal streams contact each other and change the flow direction under high pressure, and ES-120° passes through a larger corner than ES-135°, which accumulates more deformation energy, resulting in higher stresses and strains in ES-120°samples than in ES-135°samples.
Figures 4c and 5c show the temperature field of the workpiece throughout the extrusion process. The temperature gradient of the samples for both shear angles increased as the process progresses. At the stage of Extrusion reduction, the temperature of the workpiece increases gradually, the workpiece temperature reaches 444 °C for the ES-120° sample and 440 °C for the ES-135°. During the shear stage, the temperature at the edges of the workpiece is higher than in the center due to deformation energy and heat generated by friction. Maximum temperature throughout the extrusion process, The workpiece’s temperature for ES-120° sample reaches 447 °C, while that ES-135° is only 443 °C. The heat generation between the workpiece and the die at ES-120° is greater than the heat exchange with the atmosphere. Consequently, the workpiece temperature reaches its maximum in the second shear zone. This heat increase is attributed to severe local shear deformation. When the billet passes through the deformation zone with large corners, the metal is forced to flow peristalticly in the corner region and is subjected to a strong reverse force from the vessel wall, resulting in severe localised shear, leading to the generation of large amounts of heat [38].
Figures 4d and 5d show the velocity field throughout the extrusion process. The velocity of the metal flow along the extrusion direction increases gradually. As the extrusion process proceeds, the increase in velocity is greatest in the extrusion reduction zone, with a gradual levelling off in the shear zone. Upon observation of the velocity field, it was discovered that the metal in the central zone moved at a faster rate than the metal in the edge zone. This is due to the fact that the edge zone was subjected to larger shear deformation compared to the central zone, which experienced smaller deformation. The flow of the metal is impeded by the shear deformation, resulting in a decrease in the velocity gradient.
To reveal the metal’s variational behaviours in the edge and central zones, point tracking was employed in the finite element simulations. The location of the point tracking is shown schematically in Fig. 2. Represented using five dots, with P1 and P5 representing the edge region and P2, P3, P4 representing the center region, as shown in Fig. 6(a–d) and Fig. 7(a–d). The metal in the edge region (indicated by the red and black lines) exhibits higher values of stress throughout the extrusion process. As shown in Fig. 6(e–h) and Fig. 7(e–h), the overall deformation strain shows a steady increase, and the strain value in the edge region is always greater than that in the center region, which is in consistent with the results due to shear deformation analysed above. As shown in Fig. 6(i–l) and Fig. 7(i–l), the flow velocity of the metal in the edge region is smaller than that in the center region during the first three stages of deformation, and the velocity fluctuation at the five tracking points in the forming zone is very small. The velocity stability of the ES-135° sample is better. The more stable speed in the forming region indicates that machining at this process parameter will reduce machining defects such as cracks and necking in magnesium alloy billets.

Schematic diagram of point tracking curves of physical field evolution of different extrusion stages at ES-120°: (a–d) Effective stress; (e–h) Effective strain; (i–l) velocity

Schematic diagram of point tracking curves of physical field evolution of different extrusion stages at ES-135°: (a–d) Effective stress; (e–h) Effective strain; (i-l) velocity
3.3 Precipitates in the Microstructure
To examine the impact of second phase elements on the mechanical properties of the two samples, we analysed samples from the central and edge zones of the forming zone. The SEM images in Fig. 8a, b and 9a, b display the microscopic morphology of the four samples. The billet exhibits a dispersed distribution of precipitate particles after undergoing two ECAP shearing processes. The ES-120° sample contained numerous fine ellipsoidal precipitate particles, with an average size of approximately 1.2–2 μm. Meanwhile, the ES-135° sample had larger rectangular precipitates, measuring around 6 μm, which were diffusely distributed on the surface. EDS energy spectral point analyses were conducted on the two precipitate particles, as shown in Figures Fig. 8d, e and 9d, e. The results indicated that the ellipsoidal precipitates were enriched in Mn, while the larger rectangular precipitates were enriched in Zn, which is consistent with an earlier study [39]. The formation of second phase particulate precipitates occurs during the hot extrusion process and solidifies at room temperature [40]. The histograms in Figs. 8c and 9c show that the amount of second phase is comparable in both zones of the ES-120° sample, but the edge zone has slightly finer precipitate size. The EDS scans indicate that the fine second phase precipitates are primarily enriched in the Mg-Mn phase, while the coarse rectangular precipitates are mainly enriched in the Mg-Zn phase. During extrusion, The effective strain of the ES-120° sample is higher than that of the ES-135° sample. This leads to the introduction of a large number of dislocations in the microstructure, forming sub-grain boundaries. These defects convert solid solution elements into high-density dislocation clusters [41], providing an abundance of favourable nucleation sites for the deposition of the second phase. Meanwhile, the uniform and fine second-phase particles that precipitated during extrusion exhibit a strong pinning effect on grain boundaries, which can inhibit further grain growth.

SEM and EDS results of ES-120° samples: a, d edge zone; b, e center zone; c Histogram of particle size statistics

SEM and EDS results of ES-135°samples: a, d edge zone; b, e center zone; c Histogram of particle size statistics
According to Ovri et al. [42], Mn-rich elemental second phase precipitates are beneficial in softening the zones where the second phase aggregates. This makes it easier for the alloy to relieve stress during stress deformation, reducing susceptibility to destructive failure due to microscopic stress concentration during tensile testing. The second phase precipitates, rich in Zn elements, will bend as the dislocations sweep across the slip plane. If the bending is severe, the ends of the dislocations will meet and cancel each other out. This process of dislocation elongation makes the dislocations difficult to move. Results in an increase in the strength of the material.
3.4 Microstructural Evolution During ES Process
The lattice structure of metal materials primarily determines their mechanical properties and deformation behaviours [43, 44]. Severe plastic deformation causes deflection of crystal orientation in Mg alloys, and the arrangement of crystal particles is closely linked to the alloys’ mechanical properties. Furthermore, it is widely accepted that the increased tensile strength is a result of the finer grain structure. During the tensile test, the uniform and fine grains prevent premature failure when subjected to tensile stress, resulting in a greater total tensile stress that can be sustained. This relationship between grain size and yield strength is described by the Hall–Petch formula [45]. However, the mechanical properties of Mg alloys are affected by various factors, not just grain size, as demonstrated by numerous studies [46,47,48]. Other important factors include final texture intensity, second phase particles, recrystallization behavior, and Schmid factor of wrought Mg alloys.
Figures 10 and 11 show the IPF(inverse pole figure), GOS(grain orientation spread), MAD(misorientation angle distribution), and PF (pole figure) maps for different zones of the two extrusion-shear angles. The IPFs of Figs. 10a–d and Figs. 11a–d show that the grain orientation is deflected in the ED direction to varying degrees after two ECAP processes. The grain orientation in the edge zone of ES-120° is deflected to the < \(01 \overline{1}0\)> direction, while the remaining three samples are still dominated by the < \(01 \overline{1}0\)>, < \(\overline{1}2\overline{1}0\)> orientation, and a few < 0001 > oriented grains are also present. The structure is dominated by small grains wrapped around large grains with more curved grain boundaries. The orientation of the crystals affects the distribution of the texture [49], and the detailed differences in the distribution of the texture are further explained in the PF maps below. The finite element simulations indicate that the ES-120° experiences a greater effective strain compared to the ES-135°. Additionally, the metal in the edge zone of the ES-120° undergoes a larger shear strain, resulting in a more favourable inclination of the grains towards the non < 0001 > orientation, in comparison to the samples processed at the ES-135°.

Microstructure of AZ61 Mg alloy under ES-120° deformation condition; ES-120°-edge sample a IPF map, b GOS map, c MAD map, g (0001)PF and ED IPF; ES-120°-center sample d IPF map, e GOS map, f MAD map, h (0001)PF and ED IPF

Microstructure of AZ61 Mg alloy under ES-135° deformation condition; ES-135°-edge sample a IPF map, b GOS map, c MAD map, g (0001)PF and ED IPF; ES-135°-center sample d IPF map, e GOS map, f MAD map, h (0001)PF and ED IPF
The PF maps of Figs. 10g, h and 11g, h demonstrate the texture distributions of the corresponding four samples. It is well known that Mg alloys undergoing rolling or extrusion exhibit typical basal texture characteristics, the (0001) planes of the majority of the grains are parallel to the ED. the corresponding IPF indicates that the four samples exhibit strong non- < 0001 > oriented distributions, with the ES- 120° edge zone has an IPF intensity of 6.3 and a grain orientation biased towards < \(01 \overline{1}0\)>, while the remaining three samples have grain orientations deflected in the < \(01 \overline{1}0\)>, < \(\overline{1}2\overline{1}0\)> direction and smaller IPF intensity. It can be seen from the PF that the dispersion occurs most significantly from the ED to ND direction in the edge zone of ES-120°. DRX behaviour affects the crystal orientation, but since the DRX behaviour is not yet complete, the grain orientation does not show complete consistency [50]. A larger value of the texture intensity indicates a more uniform orientation of the grains. In this study, the samples in the edge zone all have a stronger intensity of the texture distribution in the ED direction, due to the fact that the shear strain applied to the metal at the corners of the channel during the two-pass ECAP leads to the activation of the slip system, which results in the formation of a shear component that rotates the basal plane and realigns it with the shear direction [51]. Thus, the intensity of basal planes which increased in the edge zone may be related to the formation of new grains and rotation parallel to the shear direction during the DRX process. Akbaripanah [52] et al. suggested that weaker basal plane intensity leads to the activation of non-basal slip and that non-basal slip is more likely to expand between adjacent grains, which is shown to result in a more random grain orientation in the central zone. Tork [53] et al. suggested that the increase in basal plane intensity is attributed to the greater strain exerted along the direction of extrusion, and it is clear that the ES-120° of the strain applied to the metal at the ECAP stage is slightly greater than that at ES-135°, and this is the reason why the basal plane texture intensity of the sample at ES-120° is slightly higher than that at ES-135°. The difference in the values of the polar intensity of the four samples is one of the reasons why each of them shows different elongations in the tensile mechanical tests.
As shown in Figs. 10b–e and 11b–e.the corresponding GOS diagram was drawn and the DRX ratio was calculated to study the recrystallization behavior of different samples. The thermo-mechanical processing of Mg alloys is usually carried out at high temperatures. DRX behavior causes the nucleation and growth of the grains to continuously develop the microstructure [54]. In this study, the GOS was used to evaluate the recrystallization distribution. The GOS calculated the average orientation of all grains to represent the orientation difference of each grain. As shown in the scale, the GOS values of 0–2° represent DRX grains, 2–6° represent sub-grains, and more than 6° represent deformed grains. The texture of the alloy can be adjusted by targeting the hot deformation behavior during the extrusion-shear process. Controlling the DRX behavior can be achieved through the introduction of different extrusion-shear angles. The extrusion-shear angles reveal that the DRXed grain ratio in the edge zone is significantly higher than that in the central zone. Specifically, the DRXed grain ratios in the edge zone of ES-120° and ES-135° are 83.1 and 84%, respectively, while in the central zone are 69.5 and 68.5%, respectively. This difference in DRXed grain ratio is attributed to the higher temperature and greater shear strain experienced in the edge zone compared to the central zone. Additionally, the ES process results in the formation of DRX grains with varying orientations. This can lead to a reduction in the intensity of the basal texture, which will be analysed below.
Figures 10c–f and 11c–f shows the MAD maps of ES samples. The red and black lines represent low-angle grain boundaries (LAGBs, 2° ≤ θ ≤ 15°) and high-angle grain boundaries (HAGBs, θ > 15°), respectively. LAGBs continuously absorb dislocations and form sub-grains, which eventually transform into HAGBs, thereby continuously forming new DRXed grains [55]. In this study, the processing temperature is set at 440 °C. The friction heat generation between the edge zone and the die channel during the processing will cause the temperature of the edge zone to increase relative to the central zone. The disappearance of dislocations is related to temperature. The higher the temperature, the stronger the dislocation migration ability. The ability of LAGBs in the edge zone to absorb dislocations to transform into HAGBs is stronger, and the temperature will stimulate the activation energy between molecules to reduce local dislocations. With the passage of time, the partial disappearance of dislocations will lead to the residual of LAGBs, which may be the reason why LAGBs still have a certain proportion in the edge zone with high dislocation density and high temperature.
Grain size is one of the important factors affecting the mechanical properties of metals. Figure 12 shows the average grain size of the four samples. The grain structure of Mg alloy is hexagonal close-packed (HCP) structure. Because there are only two independent slip systems at room temperature, the plastic deformation ability is poor. According to Hall–Petch formula:
where \({\sigma }_{y}\) is YS, \({\sigma }_{0}\) is material constants, \(d\) is grain size and \(k\) is Hall–Petch slope. The k value is positively correlated with the Taylor index, and the smaller the slip system, the greater the k value. The strengthening effect of grain refinement of Mg alloy is obviously better than that of other kinds of alloys [56]. After ES process, due to DRX behaviours promoting the nucleation of new grains, some small new grains will appear. However, due to the hot extrusion at 440 °C, the new grains will continue to absorb energy after nucleation, the grain boundary will migrate, and the grains will grow slowly, thus forming new grains with larger size [57]. By observing Figs. 10b–e and 11b–e, it is found that there are bimodal grain characteristics in the four samples, and the bimodal grain distribution is the result of the combined action of PSN effect and second phase pinning effect [58]. Wang et al. [45] found that bimodal grains can reduce the anisotropy of the material, which leads to better strength and plasticity of the material. The growth mechanism of grains at high temperature is the increase of surface tension caused by grain boundary bending, that is, the difference of strain energy stored in grains leads to boundary migration (SIBM), which leads to grain growth [59]. In this study, it is found that the grain growth rate at the edge is not much different from that at the center, and the difference between the samples with two ES angles is not large. This is because the stress state in the edge zone is more complex, which will lead to an increase in the energy storage of {10–12} twins, thereby increasing the thermal mobility of the interface, resulting in a high degree of deformation, and the twin intersection preferentially becomes the recrystallization nucleation point. Therefore, the grains in the edge zone will not grow sharply.

Grain size of extruded samples: a ES-120°edge; b ES-120°center; c ES-135°edge; d ES-135°center
3.5 Dynamic Recrystallization Behavior
In order to explore the reasons why the strength and ductility of the Mg alloy prepared by the two ES processes are improved in some areas of the material by applying high strain and high processing temperature (440 °C). DRX behavior can affect the evolution of texture, so it is necessary to analyze the relationship between the orientation of DRXed and UDRXed grains and mechanical properties. The deformation mode of ES is beneficial to the recrystallization process of Mg alloy. Compared with the ordinary extrusion deformation mode, the grain refinement is realized to a certain extent [60]. Figures 13 and 14 show the IPF and PF of DRXed and UDRXed grains of Mg alloy after ES process. YU [61] and others believe that the extruded Mg alloy will obtain a fine complete DRX structure when the critical strain exceeds 3.4. In this study, the maximum strains in the two zones of ES-120° in the four samples are 1.82 and 1.38, respectively, which are less than the critical strain value, so they all show a bimodal grain distribution structure composed of fine DRXed grains and larger UDRXed grains. The IPF maps in Figs. 13a, b and 14a, b, revealed CDRX phenomenon in the edge zone of ES-120° and ES-135°. This is evidenced by the observation of a grain group with a small color change on the IPF. The crystal orientation in the edge zone is more consistent, while the central zone exhibits more random orientation. Figures 13c, d and 14c, d depict the IPF maps of UDRX grains, which consist of sub-grains and deformed grains. The UDRX grains are relatively coarse and exhibit random orientation.

IPF maps of DRXed region and UDRXed region and (0001) PF and ED IPF: (a, c, e, g) ES-120° edge; (b, d, f, h) ES-120° center

IPF maps of DRXed region and UDRXed region and (0001) PF and ED IPF: (a, c, e, g) ES-135° edge; (b, d, f, h) ES-135° center
Figure 13e–h and Fig. 14e–h shows the pole density distribution of DRX and UDRX grains for the four samples. The left column presents the (0001) pole figure of the sample, with the vertical arrow representing ED, while the right column shows the IPF maps in the ED direction. It is evident that the basal plane of most DRXed grains is parallel to ED. The DRXed grains of the four samples exhibit weak texture intensity, while the UDRXed grains exhibit strong texture intensity. Both grains exhibit the < \(01 \overline{1}0\)>, < \(\overline{1}2\overline{1}0\)> orientation. Thus, it can be concluded that the strength of the texture of the whole grain is primarily due to the UDRXed grains. This study has confirmed that increasing the proportion of DRXed grains weakens the basal texture intensity of the entire grains [62]. In the IPF density distribution maps, all three samples except the sample in the 120° edge zone exhibit a diffuse distribution of grain orientations near the < \(01 \overline{1}0\)>, < \(\overline{1}2\overline{1}0\)> orientation. SUN et al. [63] suggested that the increase in the number of grains in the orientation between the column and cone surfaces is beneficial to improve the material’s ability to resist deformation, which explains why the sample at ES-135° exhibits higher yield strength. In conclusion, the increase of the non-basal texture intensity of the ES-120° alloy favours the deformation of the material and therefore shows a higher plasticity than the ES-135° alloy.
As shown in Figs.15a, b, by introducing the model deformation reference system caused by the shear on the intersection plane of the channels during ECAP, the model deformation systems of ES-120° and ES-120° are determined [64]. The deformation of ES-120° is the largest. The rectangular model is squeezed into a slender and inclined structure after a shear near the rotation direction axis. the large deformation leads to a sharp rise in dislocations, which accelerates the movement of dislocations through the die channel. The model in the edge zone will produce more serious dislocations than the central zone due to the large friction with the die channel. This leads to a higher dynamic recrystallization ratio in the edge zone at the two channel angles. The local stress in the central zone is small due to the reaction force of both sides of the channel at the same time. The disappearance of local dislocations will increase the gradient of dislocation density, thus promoting the formation of sub-grains. This is why the central zone of the two channel angles has a higher proportion of sub-grains.

Extrusion channel deformation reference system of a ES-120° and b ES-135°
The geometrically necessary dislocation (GND) value can reflect the residual stress and dislocation density, and the higher the GND value, the denser the residual dislocation of the material [65]. Figure 16 shows the GND maps of the four samples. The GND values of the edge zone and the central zone of the ES-120° and ES-135° samples are 0.82 \(\times {10}^{14}/{{\text{m}}}^{2}\), \(0.45\times {10}^{14}/{{\text{m}}}^{2}, 0.67\times {10}^{14}/{{\text{m}}}^{2}\), \(0.44\times {10}^{14}/{{\text{m}}}^{2}\), respectively. The edge zones of both shear angles show higher GND values \((\rho {\text{GND mean}} = 0.82 \times 10^{14} /{\text{m}}^{2} ,\rho {\text{GND mean}} = 0.67 \times 10^{14} /{\text{m}}^{2} )\). The given data indicates that the residual stress and dislocation density in the edge zone are higher than those in the central zone. After two passes of ECAP, dislocations are almost eliminated during high-temperature (440 °C) extrusion. This is the reason why the four samples show a non-concentrated distribution and a lower GND value. The majority of the LAGBs are converted into HAGBs through the absorption of dislocations, resulting in the formation of DRXed grains. This finding is in consistent with the lower fraction of LAGBs observed in the four samples that were analysed.

GND maps and Burgers Vector cartogram of (a, b, e, f) ES-120° samples; (c, d, g, h) ES-135° samples
3.6 mechanical Properties
Figure 17.a shows the stress–strain curves of the edge and central zones of the ES-120° and ES-135° samples obtained through tensile testing. The final data results were calculated using the truncated average method. Figure 17.b displays the statistical histogram, while Table 3 presents the specific values for tensile yield strength (YS), ultimate tensile strength (UTS), and elongation (EL). It can be seen that the ultimate tensile strength and elongation of the samples in the center and edge zones of ES-120° samples are significantly higher than those of ES-135° samples, especially the edge zones of ES-120° samples show the best UTS and EL(UTS is 241.9Mpa, EI is 18.2%). The YS of ES-135° samples is higher than that of ES-120° samples, but the elongation is poor. In summary, the elongation is expressed as follows: 120°edge > 120°center > 135°edge > 135°center. The elongation of the edge zone of ES-120° samples increased significantly.

a Engineering strain–stress curves and b mechanical properties
Figure 18 illustrates the tensile fracture morphology of the edge and center zones of ES-120° and ES-135° specimens, and the fracture mechanism was analysed. The ES-135° edge zone samples exhibit a large number of cleavage planes and tear lines, which are typical characteristics of brittle cleavage fracture. Conversely, the ES-120° edge zone samples display numerous large and deep dimples, with uniform and fine dimples surrounding them. The appearance of these dimples indicates the material’s creep resistance when resisting external force deformation, suggesting that it has the characteristics of ductile fracture. The central zone of ES-120° samples and the edge zone of ES-135° samples showed similar fracture morphology. The morphology of discontinuous tearing lines and small dimples indicates that it has the characteristics of brittle and ductile fracture combination. From the stress–strain curve, The stress–strain curve indicates that both samples have similar elongation. The tensile fracture results are consistent with their corresponding tensile stress–strain curves.

Fracture morphologies of a ES-120°edge; b ES-120°center; c ES-135°edge; d ES-135°center
3.7 Strengthening Mechanism
Numerous studies [66,67,68] have demonstrated that severe plastic deformation of Mg alloy through the ECAP process results in a strength-elongation mismatch due to its unique hexagonal close-packed (HCP) structure. The analysis focuses on the reasons for the increase in elongation and strength of Mg alloy after the ES process with varying shear angles. Figure 19 illustrates the distribution of the Schmid factor (SF) along the ED direction in the edge and central zones of the two channel angles after the ES process. The higher the SF value, the redder the zone color. At room temperature, Mg alloy exhibits high activity but poor plastic deformation ability. After undergoing the ES process, Mg alloy can activate both < a > prismatic plane slip and < c + a > pyramidal plane slip systems. Slip is the primary form of plastic deformation in Mg alloy, and the basal slip system with a large SF value is typically the first to be activated [69].

Schmid factor maps of three slip systems: (a–c) 120°-edge; (d–f) 120°-center; (g–i) 135°-edge; (j–l) 135°-center
This study presents three main types of slip systems: (0001)<11-20> basal plane slip (<a>slip), (10-10)<11-20> prismatic plane slip (<a>slip), and (10-12)<-1011> pyramidal plane slip(<a+c>slip). Basal plane slip is most likely to occur because it requires the smallest CRSS. The prismatic plane slip and pyramidal plane slip will be activated under greater stress. As shown in Figs.19a–c, the SF values of basal plane slip, prismatic plane slip and pyramidal plane slip are 0.28, 0.45 and 0.43, respectively, corresponding to the three slip systems of ES-120° samples. A higher SF value benefits the sliding system’s start and the metal material’s deformation. It is important to note that the SF value of basal plane slip is 120°-edge>120°-center>135°-edge>135°-center. It has been reported that the lower plane basal slip SF value will limit the deformation of the alloy, the material will exhibit poor plasticity, and dislocations will tend to accumulate in the grains with lower SF values [41]. This explains why the plasticity of ES-135 ° samples is generally lower than that of ES-120° samples. Specifically, due to the minimum SF value of basal plane slip in the central zone of ES-135° samples, the slip of Mg alloy along the basal plane will be narrow because of the slip surface, but it cannot effectively resolve the dislocation pile-up when encountering a large and hard crystal structure, resulting in micro-cleavage fracture, making the material exhibit poor plasticity. This corresponds to the previous mechanical test results.
The SF values for prismatic plane slip and pyramidal plane slip for ES-120° samples and ES-135° samples remained at high values, with the highest SF values for 120°-edge samples. The prismatic plane slip and pyramidal plane slip are the main slip modes, and when these two slip systems are initiated they produce a high density of dislocations that can be pinned by second-phase particles, resulting in the Portevin–le Chatelier (PLC) effect [70]. Resulting in higher tensile strength.
4 Conclusion
In the present work, AZ61 Mg alloy billets extruded by the ES process at two shear angles were successfully fabricated. The relationship between the microstructure and the mechanical properties of the material in the center and edge zones of the samples prepared at the two shear angles was investigated. The conclusions are summarised as follows:
-
The microstructure of AZ61 was significantly improved through the employment of the ES process. Both ES-120° and ES-135° display a typical bimodal microstructure, with large grains surrounded by smaller DRXed grains. Additionally, both samples exhibit finer grains in the central region and slightly larger grains in the edge region. The bimodal grain microstructure results from the pinning effect of the second phase and the accumulation of dislocation storage. The 135-edge samples exhibit the best ratio of bimodal grain structure, which benefits the improvement of mechanical properties. The ES process significantly enhances dynamic recrystallisation behaviour, with the edge zone undergoing more dynamic recrystallisation than the central zone due to higher temperatures and larger strains.
-
The process of ES has a significant effect on the texture of the alloys. The samples extruded at angles of ES-120° and ES-135° exhibit a weaker basal texture in the central zone compared to the edge zone. Additionally, the ES-120° samples exhibit a strong <10-10> fiber texture in the edge zone and the rest of the samples exhibit a strong non-basal fiber orientation.
-
The mechanical properties of the samples were improved by the ES process. The ES-120° sample had a UTS of 241.9 MPa and an EL of 18.3% in the edge region, while the ES-135° sample had a YS of 194.9 MPa. The plasticity of the material is attributed to the active slip system and bimodal grains, while the increase in strength is due to the second-phase precipitates, bimodal grain structure, and high density of dislocations. The mechanical properties of the samples with different shear angles in the ES process were stronger than those in the edge region. The mechanical properties of the samples with different shear angles are stronger in the edge zone than in the center zone. In summary, the ES-120° samples exhibit stronger mechanical properties than the ES-135° samples.
-
Data Availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
References
A.H. Pahlevanpour, S.M.H. Karparvarfard, S.K. Shaha, S.B. Behravesh, S. Adibnazari, H. Jahed, Mater. Des. 160, 936 (2018). https://doi.org/10.1016/j.matdes.2018.10.026
W.J. Wu, W.Z. Chen, L.X. Zhang, X.M. Chen, H.X. Wang, W.K. Wang, W.C. Zhang, Mater. Sci. Eng. A 823, 141767 (2021). https://doi.org/10.1016/j.msea.2021.141767
S.M. Fatemi-Varzaneh, A. Zarei-Hanzaki, Mater. Sci. Eng. A 504, 104 (2009). https://doi.org/10.1016/j.msea.2008.10.027
N. Guo, S. Li, F. Yan, Z. Wang, K. Xue, R. Wang, W. Xing, Metals 12, 227 (2022). https://doi.org/10.3390/met12020227
W.D. Mueller, M.L. Nascimento, M.F.L. de Mele, Acta Biomater. 6, 1749 (2010). https://doi.org/10.1016/j.actbio.2009.12.048
Q. Zang, H. Chen, J. Zhang, L. Wang, Y. Jin, J. Mater. Res. Technol. 14, 195 (2021). https://doi.org/10.1016/j.jmrt.2021.06.052
L.B. Tong, J.H. Chu, W.T. Sun, Z.H. Jiang, D.N. Zou, S.F. Liu, S. Kamado, M.Y. Zheng, J. Magnes. Alloys 9, 1007 (2021). https://doi.org/10.1016/j.jma.2020.03.011
B. Liu, Z. Zhang, L. Jin, J. Gao, J. Dong, Mater. Sci. Eng. A 650, 233 (2016). https://doi.org/10.1016/j.msea.2015.10.035
B. Wang, C. Liu, Y. Gao, S. Jiang, Z. Chen, Z. Luo, Mater. Sci. Eng. A 702, 22 (2017). https://doi.org/10.1016/j.msea.2017.06.038
B. Dong, Z. Zhang, J. Yu, X. Che, M. Meng, J. Zhang, J. Alloys Compd. 823, 153776 (2020). https://doi.org/10.1016/j.jallcom.2020.153776
C. Cui, W. Zhang, W. Chen, J. He, X. Chen, J. Hou, J. Magnes. Alloys 10, 2745 (2022). https://doi.org/10.1016/j.jma.2021.01.001
W. Zhang, X. Liu, J. Ma, W. Wang, W. Chen, Y. Liu, J. Yang, Trans. Nonferr. Met. Soc. China 32, 2877 (2022). https://doi.org/10.1016/S1003-6326(22)65990-9
H. Chen, Q. Zang, H. Yu, J. Zhang, Y. Jin, Mater. Charact. 106, 437 (2015). https://doi.org/10.1016/j.matchar.2015.06.015
P. Zhou, E. Beeh, M. Wang, H.E. Friedrich, Trans. Nonferr. Met. Soc. China 26, 2846 (2016). https://doi.org/10.1016/S1003-6326(16)64413-8
P. Minárik, M. Zimina, J. Čížek, J. Stráska, T. Krajňák, M. Cieslar, T. Vlasák, J. Bohlen, G. Kurz, D. Letzig, Mater. Charact. 153, 199 (2019). https://doi.org/10.1016/j.matchar.2019.05.006
B. Li, Y. Duan, S. Zheng, M. Li, M. Peng, H. Qi, J. Mater. Res. Technol. 24, 6048 (2023). https://doi.org/10.1016/j.jmrt.2023.04.206
D. Orlov, G. Raab, T.T. Lamark, M. Popov, Y. Estrin, Acta Mater. 59, 375 (2011). https://doi.org/10.1016/j.actamat.2010.09.043
R. Jahadi, M. Sedighi, H. Jahed, Mater. Sci. Eng. A 593, 178 (2014). https://doi.org/10.1016/j.msea.2013.11.042
W.T. Sun, X.G. Qiao, M.Y. Zheng, X.J. Zhao, H.W. Chen, N. Gao, M.J. Starink, Scr. Mater. 155, 21 (2018). https://doi.org/10.1016/j.scriptamat.2018.06.009
L. Hou, T. Wang, R. Wu, J. Zhang, M. Zhang, A. Dong, B. Sun, S. Betsofen, B. Krit, J. Mater. Sci. Technol. 34, 317 (2018). https://doi.org/10.1016/j.jmst.2017.02.005
J. Song, J. Chen, X. Xiong, X. Peng, D. Chen, F. Pan, J. Magnes. Alloys 10, 863 (2022). https://doi.org/10.1016/j.jma.2022.04.001
H. Yu, C. Li, Y. Xin, A. Chapuis, X. Huang, Q. Liu, Acta Mater. 128, 313 (2017). https://doi.org/10.1016/j.actamat.2017.02.044
A. Siahsarani, G. Faraji, Trans. Nonferr. Met. Soc. China 31, 1303 (2021). https://doi.org/10.1016/S1003-6326(21)65579-6
Q. Ge, D. Dellasega, A.G. Demir, M. Vedani, Acta Biomater. 9, 8604 (2013). https://doi.org/10.1016/j.actbio.2013.01.010
J. Wu, L. Jin, J. Dong, F. Wang, S. Dong, J. Mater. Sci. Technol. 42, 175 (2020). https://doi.org/10.1016/j.jmst.2019.10.010
X. Huang, K. Suzuki, Y. Chino, M. Mabuchi, J. Alloys Compd. 509, 7579 (2011). https://doi.org/10.1016/j.jallcom.2011.04.132
H. Hu, Y. Liu, D. Zhang, Z. Ou, J. Alloys Compd. 695, 1088 (2017). https://doi.org/10.1016/j.jallcom.2016.10.234
M. Li, Y. Huang, Y. Liu, X. Wang, Z. Wang, Mater. Sci. Eng. A 832, 142479 (2022). https://doi.org/10.1016/j.msea.2021.142479
S.-H. Kim, S.W. Lee, B.G. Moon, H.S. Kim, Y.M. Kim, S.H. Park, J. Mater. Res. Technol. 8, 5254 (2019). https://doi.org/10.1016/j.jmrt.2019.08.048
N. Piao, F. Shi, W. Zhang, N. Zou, F. Yang, J. Wang, Y. Guo, S. Lu, L. Wang, J. Mater. Res. Technol. 29, 213 (2024). https://doi.org/10.1016/j.jmrt.2024.01.065
J. Jiang, Y. Wang, J. Qu, Mater. Sci. Eng. A 560, 473 (2013). https://doi.org/10.1016/j.msea.2012.09.092
Z. Shan, J. Yang, J. Fan, H. Zhang, Q. Zhang, Y. Wu, W. Li, H. Dong, B. Xu, J. Magnes. Alloys 9, 548 (2021). https://doi.org/10.1016/j.jma.2020.02.028
Y.Q. Li, F. Li, F.W. Kang, H.Q. Du, Z.Y. Chen, J. Alloys Compd. 953, 170080 (2023). https://doi.org/10.1016/j.jallcom.2023.170080
H.J. Hu, Adv. Mater. Sci. Eng. 2013, 259594 (2013). https://doi.org/10.1155/2013/259594
C. Chen, D. Han, M. Wang, S. Xu, T. Cai, S. Yang, F. Shi, B. Beausir, L.S. Toth, J. Alloys Compd. 931, 167498 (2023). https://doi.org/10.1016/j.jallcom.2022.167498
Y. Iwahashi, J. Wang, Z. Horita, M. Nemoto, T.G. Langdon, Scr. Mater. 35, 143 (1996). https://doi.org/10.1016/1359-6462(96)00107-8
W. Jia, L. Ma, M. Jiao, Q. Le, T. Han, C. Che, J. Mater. Res. Technol. 9, 4773 (2020). https://doi.org/10.1016/j.jmrt.2020.02.103
Z. Liu, L. Li, J. Yi, S. Li, G. Wang, Int. J. Adv. Manuf. Technol. 92, 1039 (2017). https://doi.org/10.1007/s00170-017-0200-x
M. Mondet, E. Barraud, S. Lemonnier, J. Guyon, N. Allain, T. Grosdidier, Acta Mater. 119, 55 (2016). https://doi.org/10.1016/j.actamat.2016.08.006
S. Ahmadi, V. Alimirzaloo, G. Faraji, A. Doniavi, Trans. Nonferr. Met. Soc. China 31, 655 (2021). https://doi.org/10.1016/S1003-6326(21)65527-9
X. Gao, S.M. He, X.Q. Zeng, L.M. Peng, W.J. Ding, J.F. Nie, Mater. Sci. Eng. A 431, 322 (2006). https://doi.org/10.1016/j.msea.2006.06.018
H. Ovri, D. Steglich, H. Dieringa, E.T. Lilleodden, Mater. Sci. Eng. A 740–741, 226 (2019). https://doi.org/10.1016/j.msea.2018.10.099
Z.C. Cordero, B.E. Knight, C.A. Schuh, Int. Mater. Rev. 61, 495 (2016). https://doi.org/10.1080/09506608.2016.1191808
H. Yu, Y. Xin, M. Wang, Q. Liu, J. Mater. Sci. Technol. 34, 248 (2018). https://doi.org/10.1016/j.jmst.2017.07.022
F. Wei, B. Cheng, L.T. Chew, J.J. Lee, K.H. Cheong, J. Wu, Q. Zhu, C.C. Tan, J. Mater. Res. Technol. 20, 4130 (2022). https://doi.org/10.1016/j.jmrt.2022.09.006
D. Wang, Y. Jing, Y. Gao, J. Li, Y. Shi, R.D.K. Misra, J. Mater. Res. Technol. 27, 4430 (2023). https://doi.org/10.1016/j.jmrt.2023.10.205
J.-H. Cho, S.S. Jeong, H.-W. Kim, S.-B. Kang, Mater. Sci. Eng. A 566, 40 (2013). https://doi.org/10.1016/j.msea.2012.12.066
P. Peng, L. Zhang, J. Zhao, C. Ran, B. Wang, S. Long, Q. Yang, Q. Dai, J. Mater. Res. Technol. 22, 1026 (2023). https://doi.org/10.1016/j.jmrt.2022.12.002
G. Jan Dittrich, D. Farkas, M. Drozdenko, K. Knapek, P. Máthis, J. Minárik, Alloys Compd. 937, 168388 (2023). https://doi.org/10.1016/j.jallcom.2022.168388
X. Wang, Y. Yu, W. Chen, X. Zhang, D. Fang, W. Zhang, W. Wang, Mater. Sci. Eng. A 859, 144193 (2022). https://doi.org/10.1016/j.msea.2022.144193
R. Alizadeh, R. Mahmudi, A.H.W. Ngan, P.H.R. Pereira, Y. Huang, T.G. Langdon, Metall. Mater. Trans. A 47, 6056 (2016). https://doi.org/10.1007/s11661-016-3765-3
F. Akbaripanah, F. Fereshteh-Saniee, R. Mahmudi, H.K. Kim, Mater. Des. 43, 31 (2013). https://doi.org/10.1016/j.matdes.2012.06.051
N. Bayat Tork, H. Saghafian, S.H. Razavi, K.J. Al-Fadhalah, R. Ebrahimi, R. Mahmudi, J. Mater. Res. Technol. 8, 1288 (2019). https://doi.org/10.1016/j.jmrt.2018.06.023
A. Galiyev, R. Kaibyshev, G. Gottstein, Acta Mater. 49, 1199 (2001). https://doi.org/10.1016/S1359-6454(01)00020-9
O. Sitdikov, R. Kaibyshev, Mater. Trans. 42, 1928 (2005). https://doi.org/10.2320/matertrans.42.1928
W. Zhang, H. Jun Hu, G. Hu, Z. Sun, T. Yuan, Z. Ou, Mater. Sci. Eng. A 880, 145090 (2023). https://doi.org/10.1016/j.msea.2023.145090
H. Chen, T. Liu, D. Hou, D. Shi, Mater. Sci. Eng. A 667, 402 (2016). https://doi.org/10.1016/j.msea.2016.05.006
D.C. Foley, M. Al-Maharbi, K.T. Hartwig, I. Karaman, L.J. Kecskes, S.N. Mathaudhu, Scr. Mater. 64, 193 (2011). https://doi.org/10.1016/j.scriptamat.2010.09.042
J.U. Lee, Y.J. Kim, S.-H. Kim, J.H. Lee, M.-S. Kim, S.-H. Choi, B.G. Moon, Y.M. Kim, S.H. Park, J. Magnes. Alloys 7, 648 (2019). https://doi.org/10.1016/j.jma.2019.09.002
P. Minárik, R. Král, J. Pešička, S. Daniš, M. Janeček, Mater. Charact. 112, 1 (2016). https://doi.org/10.1016/j.matchar.2015.12.002
Z. Yu, Y. Huang, W. Gan, Z. Zhong, N. Hort, J. Meng, J. Mater. Sci. 52, 6670 (2017). https://doi.org/10.1007/s10853-017-0902-3
D. Ponge, G. Gottstein, Acta Mater. 46, 69 (1998). https://doi.org/10.1016/S1359-6454(97)00233-4
J. Sun, Z. Yang, J. Han, T. Yuan, D. Song, Y. Wu, Y. Yuan, X. Zhuo, H. Liu, A. Ma, J. Alloys Compd. 780, 443 (2019). https://doi.org/10.1016/j.jallcom.2018.12.008
B. Beausir, S. Suwas, L.S. Tóth, K.W. Neale, J.J. Fundenberger, Acta Mater. 56, 200 (2008). https://doi.org/10.1016/j.actamat.2007.09.032
Y. Xu, J. Li, M. Qi, W. Guo, Y. Deng, Mater. Charact. 188, 111867 (2022). https://doi.org/10.1016/j.matchar.2022.111867
F. Kang, J.T. Wang, Y. Peng, Mater. Sci. Eng. A 487, 68 (2008). https://doi.org/10.1016/j.msea.2007.09.063
H. Shahmir, M. Nili-Ahmadabadi, M. Mansouri-Arani, A. Khajezade, T.G. Langdon, Adv. Eng. Mater. 16, 918 (2014). https://doi.org/10.1002/adem.201300474
L. Liu, X. Zhou, S. Yu, J. Zhang, X. Lu, X. Shu, Z. Su, J. Magnes. Alloys 10, 501 (2022). https://doi.org/10.1016/j.jma.2020.09.023
M.H. Yoo, S.R. Agnew, J.R. Morris, K.M. Ho, Mater. Sci. Eng. A 319–321, 87 (2001). https://doi.org/10.1016/S0921-5093(01)01027-9
Y. Wang, F. Li, Y. Wang, L. Gao, J. Mater. Eng. Perform. 29, 2748 (2020). https://doi.org/10.1007/s11665-020-04780-3
Funding
Chongqing Natural Science Foundation Project of CSTB2023NSCQ-MSX0079 and Chongqing Talent Plan (CSTC2021YCJH-BGZXM0148).
Author information
Authors and Affiliations
Contributions
Hong-jun Hu is the corresponding author of this paper who wrote the paper. Chaowei Zeng: Original draft, Investigation, Methodology, Data curation, Visualization. Wei Peng: Methodology, Resources, Supervision, Data curation. Ting Yuan: Methodology, Resources, Data curation. Zengwei Sun: Methodology, Formal analysis. Yisong Zhou: Methodology, Formal analysis. Xufeng Xie: Methodology, Visualization.
Corresponding author
Ethics declarations
Conflict of Interests
The authors declare no competing non-financial/financial interests.
Ethical Approval
No animals have been used in any experiments.
Consent to Participate
There is no human who has been used in any experiments.
Consent to Publish
The Author confirms: that the work described has not been published before (except in the form of an abstract or as part of a published lecture, review, or thesis); that it is not under consideration for publication elsewhere; that its publication has been approved by all co-authors, if any; that its publication has been approved (tacitly or explicitly) by the responsible authorities at the institution where the work is carried out.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zeng, C., Peng, W., Yuan, T. et al. Effect of Shear Angle on Microstructure and Mechanical Properties of AZ61 Mg Alloy During Extrusion-Shear Process. Met. Mater. Int. (2024). https://doi.org/10.1007/s12540-024-01688-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12540-024-01688-8