
Abstract
Stiffened cylindric components made by traditional block-welding processes are severely limited by their poor mechanical properties. Here, we present a novel spin-extrusion forming (SEF) process for manufacturing 2195 Al–Li alloy weld-free stiffened components. The grain configuration of 2195 Al–Li alloy was first tuned by different annealing temperatures and subsequently modified by SEF and T8 treatments. The evolution of microstructure and mechanical properties of the stiffened cylindric component is studied in detail. The results show that the initial grain structure with large proportion of recrystallized grains are transformed into fine equiaxed grains after SEF, and the hardness is increased. After T8 treatment, the sample with higher proportion of deformed grains have the highest peak-aging hardness and the shortest peak-aging time due to grain boundary strengthening. However, T1 phases are enriched at the grain boundaries after T8 treatment, resulting in precipitation-free zones and thus lowering the strength and elongation of the samples. In clear contrast, the samples consist largely of recrystallized grains achieves the highest tensile strength (602.1 MPa) and elongation (7%), simultaneously improving the strength and ductility of the spin-extruded 2195 stiffened cylindric component.
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
2195 Al–Li alloys have several merits, including low density, high elastic modulus and high specific strength, making it material of choice for launch vehicles [1,2,3]. Among all structural parts of the launch vehicles, the stiffened cylindric component accounts for 54%–67% of the total dry weight and bears major mechanical load during the flight. Owing to their complex structure, traditional manufacturing processes of the stiffened cylindric component involve splice welding after block forming [4], as a result, their overall performance are limited by potential defects of weld seams and hidden internal stresses, leading to easy destruction of metal streamline in the milling process [5,6,7,8,9]. Moreover, the use of 2195 Al–Li alloy during these conventional welding processes is even more challenging due to the Li loss and severe welding defects [10, 11]. This also deteriorates mechanical properties of the components as T1 (Al2CuLi) phase is largely reduced. Therefore, it is necessary to use an integral forming process, such as spin-extrusion forming (SEF), to make satisfying 2195 alloy stiffened cylindric component.
As far as we are concerned, the stiffened cylindric components produced in most laboratories at home and abroad are less than 300 mm [10,11,12,13,14]. In order to understand the performance of large-scale stiffened cylindric components, it is necessary to build an equivalent experimental platform that simulates the actual forming process of the component. Moreover, it is imperative to elucidate the evolution of grain configuration of the material as it is intimately related to the mechanical properties of the deformed components [15,16,17]. For example, the initial grain size affects the recrystallization kinetics because the nucleation and growth rate of new grains can be accelerated at the grain boundaries, altering the recrystallization temperature and time [18]. Jazaeri and Humphreys [19] found that small-sized grains, large second-phase particles and high level of strain would promote continuous recrystallization. The second-phase particles affect the supersaturation of the material and thus change the driving force for precipitation. Zhang [20] found that Al3Zr particles facilitate the precipitation of finely-dispersed T1 phase, and improve the mechanical properties of the spin-extruded ring-shaped cylinder. So far, no study has been carried out in understanding the effects of initial fraction of recrystallized grains on the microstructure and mechanical properties of the spin-extruded components.
In our previous study [21], we have proved the feasibility of the SEF method by successfully manufacturing a stiffened cylindric component with a diameter of 0.128 m. In order to understand the compatibility of SEF method with large-size stiffened cylindric component manufacturing (e.g. 2.25 m for fuel tank of rocket launcher), here we build a SEF local-forming platform to investigate the material behavior and forming performance during SEF of the 2195 Al–Li alloy stiffened cylindric component with a curvature diameter of 2.25 m. Through fine tunning of the grain configuration of the component by a combination of short-time annealing, SEF process and subsequent T8 treatment, the strength and ductility of the component are simultaneously improved, the effects of the initial grain configuration on the microstructural evolution and mechanical properties of the material are discussed.
2 Experimental
2.1 Material
The chemical composition of 2195 Al–Li alloy used in this study is as follows: Al, 4.1% Cu, 0.9% Li, 0.28% Mg, 0.28% Ag, 0.13% Zr, 0.04% Mn, 0.04% Fe, 0.03% Si, and 0.03% Zn (weight%). The as-received material was in hot-rolled state with a thickness of 5 mm. They are then annealed at 400 °C, 440 and 480 °C for one hour (named: A400, A440 and A480, respectively).
2.2 Spinning-Extrusion Forming Equipment Design
In the existing methods of forming stiffened cylindric components, only small-size stiffened cylindric components (diameter < 500 mm) can be formed by spinning machines. In this study, a SEF equipment that based on the three-axis CNC machining tool was designed to form the stiffened cylindric components (Curvature diameter 2.25 m) with precise temperature control. As shown in Fig. 1a, the mold of the stiffened component has several rib grooves of 3 mm deep, and the spindle was connected to the spinning rollers. Four heating rods were installed at the center of the mold (1 kW). Holes were drilled in the front and bottom of the mold to install thermocouples for measuring the temperature of the mold and material respectively. The first thermocouple provides input for the PID controller and ensures the sheet was rapidly heated. Additionally, a set of homemade hot air blowers were installed around the mold to provide a maximum air temperature of 500 °C with 100–400 L/min flow rate. The above heating system effectively controls the temperature during the forming process and prevent an uneven temperature gradient distribution. Figure 1b shows the SEFed stiffened component, a sketch of tensile test sampling and 2.25 m diameter stiffened cylindric components. The location of the tensile test sample was located in the area of the barrel shell between the stiffeners.

a SEF equipment; b Stiffened component and tensile test sample position
2.3 Manufacturing
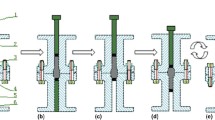
The complete manufacturing process is shown in Fig. 2a. Annealed 2195 alloy sheet was installed on the heated forming mold. The temperatures of the mold were maintained at 300 °C. Figure 2b demonstrates the spin-extrusion forming (SEF) process in details: in the first pass, the spinning rollers move along the circumferential direction and in the second pass in reverse directions. The yellow dots are the starting points of the spinning rollers, and the green dots are the ending points. The thinning rate and feed speed of the SEF forming process were 40% and 75 mm/s, respectively. The SEF process is followed by the T8 heat treatment, which involves the solution treatment of the SEFed components at 510 °C for 1 h, water quenching, 7% pre-deformation at room temperature and artificial aging at 160 °C.

a The complete manufacturing process of 2195 Al–Li alloy stiffened cylindric components; b Trajectory of the spinning rollers during SEF.
2.4 Characterizations
After aging, the hardness of the cylindric components were measured using a Vickers hardness tester, the loading time of 10 s and a load of 1 kN. Five or more points were measured each time to calculate the average hardness, and an age hardening curve was drawn. The peak aging section was selected, and the sample for tensile test was obtained from the component by wire cutting in axial direction. The length and the width of the tensile test sample was 40 mm and 10 mm, respectively. The mechanical properties of the formed components were tested at a tensile speed of 2 mm/min on a WDW-100 A universal testing machine.
Microstructures were observed with electron backscatter diffraction (EBSD, ZEISS EVOMA10) and transition electron microscopy (TEM, Tecnai G2 F20). Low angle grain boundaries (LABs: misorientation 2° < \(\theta\) < 10°), medium-low-angle grain boundaries (MLABs: misorientation 10° < \(\theta\) < 15°), and high angle grain boundaries (HABs: misorientation \(\theta\) > 15°) were shown as black, green and red lines in the EBSD maps respectively. Also, in the GOS maps, red, yellow and blue represent deformed grains, sub-grains and recrystallized grains respectively. After mechanical polishing, the sample was immersed in a mixture of 10% perchloric acid and 90% ethanol under 20 V for 5–10 s for electrolytic polishing. The area of each sample measured by EBSD was 150 × 150 μm2 and the data were analyzed using commercial Channel 5 software. The TEM sample was prepared by grounding and punching the specimen into a disk with a thickness of 80 μm and a diameter of 3 mm. Subsequently, dilute the sample by twin-jet electropolishing with a mixture of 70% methanol and 30% nitric acid below − 25 °C.
3 Results
3.1 Tensile Properties
Table 1 shows the hardness and standard deviation of the annealed 2195 alloy sheets and the stiffened cylindric components after SEF. After annealing at different temperatures, the hardness has a slight decrease. and subsequently all increased after SEF process. The standard deviation of the hardness of the A480 sample is less than the other two samples.
Figure 3a shows the hardness of the sheet during artificial aging at 160 °C. The hardness of the A400, A440 and A480 samples at the beginning of aging (0 h) are 121 HV, 116.2 HV and 105.9 HV, respectively. As the aging time increases, the hardness of the samples is all increased. Compared with the A440 (48 h) and A480(104 h) samples, the A400 (12 h) sample exhibited a faster ageing response and shorter peak ageing time. The peak-aging hardness of A400 sample is 173.8 HV, which is higher than that of A440 (175.8 HV) and A480 (177.3 HV) samples.
Figure 3b, c shows the tensile properties of A400-480 samples at peak ageing times and their engineering stress-strain curves. For A400 sample, it has the lowest ultimate tensile strength (\({\sigma }_{b}\) = 578.3 MPa), yield strength (\({\sigma }_{0.2}\) = 563.8 MPa) and elongation (\(\delta\) = 5.3%), whereas both strength and ductility of A480 are simultaneously (602.1 MPa, 578.9 MPa and 7.0%) enhanced compared to the other two specimens.

a The age-hardening curve of the A400, A440 and A480 sample; b Tensile properties of the peak-aged samples; c Stress–strain curves of A400, A440 and A480 samples
3.2 Microstructures Evolution Before Solution Treatment
In order to understand the reason for the improvement in strength and ductility of the A480 sample, the initial grain configurations of the annealed samples are investigated. Figure 4 shows the EBSD grain boundary contrast maps and the corresponding GOS maps of the 2195 alloy sheet at different annealing temperatures. The microstructure of the A400 sample is characterized by a large number of deformed grains (marked by red grain, 76.5%), a small amount of sub-grains (marked by yellow grain, 14.1%) and recrystallized grains (marked by blue grain, 9.4%). With increasing annealing temperatures, the volume fraction of recrystallized grains gradually increases, reaching 26.9% in A480.

EBSD grain boundaries contrast mapping of 2195 alloy sheet at different annealing temperatures: a A400, b A440, c A480; the corresponding GOS map of d A400, e A440 and f A480
Figure 5 shows the EBSD grain boundaries maps and corresponding GOS maps of A400, A440 and A480 samples after the SEF process. Many of the original grains have been deformed and replaced by new grains. As can be seen in Fig. 5d–f, compared with the A400 sample, the deformed grains in A480 sample are sharply decreased (70.2%–29.9%), a corresponding reduction in LABs (marked by black lines) and the recrystallized grains are significantly increased (14.7%–47.4%). Additionally, the grain size of the A480 sample is smaller than the other two samples, and the grain refinement is obvious (7 μm to 1.7 μm).

EBSD grain boundaries contrast maps showing the microstructure after SEF: a A400, b A440, c A480; the corresponding GOS map of d A400, e A440 and f A480
3.3 Microstructure Evolution After T8 Treatment
Carefully designed heat treatment process is important for controlling and tuning the microstructure and mechanical properties of the alloyed materials [14,15,16, 18]. In order to understand the high strength and elongation in A480 sample, the microstructure of A400, A440 and A480 samples after T8 treatment is demonstrated (Fig. 6). The deformed grains are greatly reduced after T8 treatment, and the sub-grains and recrystallized grains are greatly increased. The increase in the number of recrystallized grains is lower for the A400 sample (from 14.7 to 19.5%)and higher for the A480 sample (from 47.4 to 51.9%). The proportion of sub-grains increase from 15.1 to 49.8% in A400 samples and from 22.7 to 35.3% in A480 samples, indicating that most of the deformed grains are transformed into sub-grain structures after T8 treatment.

EBSD grain boundaries contrast maps showing the microstructure after SEF showing the microstructure after T8 treatment: a A400, b A440, c A480; the corresponding GOS map of d A400, e A440 and f A480
Figure 7 shows the evolution of low-angle grain boundaries (LABs) and average grain sizes at different stages of the processing. With increasing annealing temperatures, the LABs are reduced (75.5%–64.3%). In addition, after annealing at 480 °C for 1 h (A480), the proportion of recrystallized grains increased, and the average grain size increased from 4.1 μm in A400 sample to 7 μm in A480 sample. After SEF, the proportion of LABs and the grain size all decreased. Compared with the A400 and A440 samples, the LABs of the A480 sample had the biggest reduction (64.3%–18.9%), which transforms into a large number of recrystallized grains. In addition, the average grain size in A480 was reduced from 7 to 1.7 μm, indicating an obvious grain refinement effect. In clear contrast, the proportion of LABs in A400 decreased only slightly (75.5%–66.7%), and the average grain size only decreased from 4.1 to 3.7 μm. After T8 treatment, the proportion of LABs slightly fluctuates, and the average grain size changes greatly. The average grain size of A400 and A480 samples are increased from 2.4 to 6.2 μm and 1.7 to 6.6 μm, respectively, whereas that of A400 sample increases mildly.

Grain boundary misorientation and grain size change at each stage: a Annealed; b SEF; c T8 treatment; d Grain size statistics
3.4 TEM During Ageing
It is well known that as the main strengthening phase in 2195 Al–Li alloy, the T1 phases plays an important role in improving the strength and elongation of the material [22]. The effect on strengthening depends on whether it is sheared or bypassed by dislocations, as well as other factors such as volume fraction, number density, distribution of the T1 phases [23]. Figure 8 depicts the TEM bright-field images and the corresponding selected area diffraction (SAD) patterns of of A400, A440 and A480 samples, which was taken along the \({\left[110\right]}_{\text{A}\text{l}}\) zone axis. In the A400 sample, there are little T1 phases within the grains and the size of PFZ near LAB is around 48.3 nm. In clear contrast, no apparent PFZ can be observed near LAB in the A440 and A480 samples, and the amount of T1 phases in these samples is higher. The presence of PFZ often leads to stress concentrations and weakening of the bonding forces at grain boundary, deteriorating the ductility of the sample [24,25,26]. In Fig. 8d–f, it can be observed that PFZ is present in all three samples at HAB with decreasing sizes of 22.3 nm, 19.9 nm and 17.6 nm, respectively.

TEM images of the peak aging state along \({\left[110\right]}_{\text{A}\text{l}}\): a A400 at LAB; b A440 at LAB; c A480 at LAB; d A400 at HAB; e A440 at HAB; f A480 at HAB
4 Discussion
4.1 Grain Configuration and Hardness of SEFed Samples Before T8 Treatment
It can be clearly seen from Fig. 7 that the LABs of the A440 and A480 samples are greatly reduced after SEF, and the high angle grain boundaries (HABs) are significantly increased. For the A400 sample, there is no obvious reduction of LABs and average grain size. It is possible that during the SEF, the effect of dynamic recovery is lower than that of work hardening, that is, the softening caused by dislocation cross-slip is not enough to offset the strain hardening caused by dislocation proliferation [27]. The dynamic recovery effect of A440 sample and A480 sample during deformation is greater than that of work hardening. As can be seen from Fig. 7, Most of the LABs in A440 and A480 bypass the medium-low-angle grain boundaries (MLABs) stage and are directly transformed into HABs, resulting in significantly increased recrystallized grains. Such transformation in 2195 Al–Li alloy is known to be very sensitive to deformation temperature. Zhang [28] suggested that during the deformation process at medium temperature (~ 300 ℃), LABs would bypass the MLABs and are directly transformed into HABs, which is an indication for discontinuous dynamic recrystallization. Therefore, it can be considered that the A440 samples and the A480 samples undergoes discontinuous dynamic recrystallization during the SEF process.
The higher hardness of the A480 sample (see Table 1) than that of A400 and A440 samples can be explained according to the Hall–Petch relation [29]. Since the strength of the material is inversely proportional to the square root of the grain diameter, this is consistent from Table 1; Fig. 7.
4.2 Grain Structure and Strength of SEFed Samples After T8 Treatment
For the heat treatable aluminum alloy, the strength (\(\varDelta \sigma\)) of the sample after aging are mainly contributed by the pure matrix (\(\varDelta {\sigma }_{0}\)), solid solution strengthening (\(\varDelta {\sigma }_{ss}\)), grain boundary strengthening (\(\varDelta {\sigma }_{gb}\)), precipitation strengthening (\(\varDelta {\sigma }_{P}\)) and strain hardening (\(\varDelta {\sigma }_{s}\)). The contribution to yield strength can be calculated from the following relationship [26]:
According to Huang [30], any changes caused by solid solution strengthening are relatively small. During the aging process, the strengthening effect of solute atoms becomes negligible. Secondly, \(\varDelta {\sigma }_{s}\) is the same for A400–A480 samples as they underwent the same deformation process. Therefore, the difference in strength between A400 and A480 originates (Fig. 3b) from the difference between their grain boundary strengthening and T1 phase strengthening.
For grain boundary strengthening, as shown in Fig. 7, after T8 treatment, the grain size gradually increased, and the grain size was 5.2, 6.2 and 6.8 μm, respectively. Zhang [17] showed that the grains did not change significantly during the aging process. The change of grain configuration after aging is mainly caused by solution treatment and pre-deformation. The A400 sample has the highest proportion of sub-grains and LABs formed inside the grains. Sub-grains with an average size of 4 μm and recrystallized grains of 3.8 μm are formed in the A400 samples, whereas for A480 sample the size of the sub-grains is 5.7 and 5.8 μm for recrystallized grains. This suggests a coarser sub-grains and recrystallized grains and fewer LABs in A480 samples The A400 sample has the most sub-grains and fine recrystallized grains formed at the grain boundaries. It is known that grain boundaries would hinder the slipping of dislocations between neighboring grains. The increase of the grain boundary area effectively improves the strength of the material, which is consistent with the higher hardness of A400 sample than that of A480 sample after solution treatment (i.e. hardness at 0 h of aging in Fig. 3a).
After aging is introduced, the peak-aging hardness of A400–A480 samples are similar, (within 1.9% difference). However, their strength differs greatly (Fig. 3b), the difference in strength at peak-aging time is mainly affected by precipitation strengthening phase. In general, the precipitation strengthening effect \(\varDelta {\sigma }_{P}\) can be expressed as follows [31, 32]:
where M is the Taylor factor; G is the shear modulus; \({r}_{0}\) is the inner radius of the dislocation around the precipitated phase; b is the Burgers vector; l, t and f are the length, thickness and volume fraction of the precipitated phase, respectively. According to Eq. (2), \(\varDelta {\sigma }_{P}\) can be enhanced by increasing the density and reducing the size of the precipitates. It can be clearly seen from Fig. 8 that the A440 sample (839.5 \(\pm\) 5.2 \({{\upmu }\text{m}}^{-2}\)) and A480 sample (982.7 \(\pm\) 10.8 \({{\upmu }\text{m}}^{-2}\) ) have higher density of T1 phases than the A400 sample (768.3 \(\pm\) 20.8 \({{\upmu }\text{m}}^{-2}\)), and their distribution is more uniform, which explains the enhanced strength in A480 samples at peak-aging time.
The difference between the precipitation behaviors of A400 and A480 samples can be understood when considering their grain configurations, i.e. the A400 sample has more LABs and smaller sub-grains than that of A480, where solute atoms could be readily precipitated, which is consistent to the shorter peak-aging time of the A400 sample than that of the A480 sample as. As the aging time increases, the precipitates enriched at the grain boundaries of the A400 sample nucleate and grow into contact with each other, eventually depleting Li atoms in the nearby matrix, resulting in PFZs near the grain boundaries which significantly affects the strength and toughness of the material [33]. As a result, the A480 sample has enhanced ultimate tensile strength and yield strength and higher elongation. Compared with the components with welded seams, the stiffened cylindric components manufactured by SEF oftentimes possess better mechanical properties and microstructure [2, 34]. This is because during the conventional process of repeated heating, the welded components suffer from the coarsening and dissolution of the precipitated phases, which deteriorates the original grain configurations, leading to potential defects such as coarse grains and micro-cracks [35,36,37].
5 Conclusion
In this work, 2195 Al–Li alloy was processed by the SEF to fabricate weld-free stiffened cylindric components. By adjusting the grain configuration, the evolution of the microstructures and mechanical properties of the stiffened cylindric components was investigated during the subsequent SEF and T8 treatments. The following conclusions were drawn:
-
1.
By adjusting the grain configuration, good strength and ductility can be simultaneously obtained during subsequent SEF and T8 treatment.
-
2.
Before solution treatment, compared with the samples dominated by deformed grains, the samples with a higher recrystallization ratio are governed by discontinuous dynamic recrystallization during the SEF process, forming more fine equiaxed recrystallized grains for higher hardness.
-
3.
After solution treatment but before the ageing took place (at 0 h in Fig. 3a), the samples with more sub-grains and smaller grain size have the most obvious grain boundary strengthening effect, leading to the highest hardness and the shortest peak-aging time. At peak-aging, however, the sample with a larger proportion of recrystallized grains achieves higher strength and ductility, mainly due to the contribution of T1 phase strengthening and elimination of PFZs.
References
M.L. Bairwa, P.P. Date, J. Mater. Process. Tech. 153–154, 603–607 (2004)
J.H. Sanders, Thin Solid Films. 277, 121–127 (1996)
Z. Zhang, Y. Yi, W. You, S. Huang, Y. Guo, H. He, Met. Mater. Int. 28, 1423–1432 (2021)
H. Yang, Creep age forming investigation on aluminum alloy 2219 and related studies, Ph.D. Thesis, Imperial College London (2013)
B.Y. Ghoo, Y.T. Keum, Y.S. Kim, J. Mater. Process. Tech. 113, 692–698 (2001)
B. Cai, Z.Q. Zheng, D.Q. He, S.C. Li, H.P. Li, J. Alloys Compd. 649, 19–27 (2015)
S.J. Yuan, Z.L. Hu, X.S. Wang, Mater. Sci. Eng. A 558, 586–591 (2012)
N. Sharma, A.N. Siddiquee, Z.A. Khan, MT. Mohammed, Mater. Manuf. Process. 33, 786–794 (2017)
S. Chen, X.H. Zhan, Y.Q. Zhao, Y. Wu, D. Liu, Met. Mater. Int. 27, 1671–1685 (2021)
F. Ma, H. Yang, M. Zhan, J. Mater. Process. Tech. 210, 180–189 (2010)
X. Zeng, X.G. Fan, H.W. Li, M. Zhan, S.H. Li, K.Q. Wu, T.W. Ren, Mater. Sci. Eng. A 790, 139702 (2020)
X. Zeng, X. Fan, H. Li, S. Li, Procedia Manuf. 15, 1239–1246 (2018)
W.A. Tayon, M.S. Domack, J.A. Wagne, Characterization of 10-ft. Diameter Aluminum Alloy 2219 Integrally Stiffened Cylinders, NASA/TM–2019-220260 (NASA STI Program, Hampton, 2019)
W. Xu, X. Zhao, D. Shan, J. Li, Q. Deng, X. Cui, Z. Li, J. Mater. Process. Tech. 229, 450–466 (2016)
O. Andreau, J. Gubicza, N.X. Zhang, Y. Huang, P. Jenei, T.G. Langdon, Mater. Sci. Eng. A 615, 231–239 (2014)
H. He, Y. Yi, S. Huang, Y. Zhang, Mater. Sci. Eng. A 702, 414–423 (2018)
C. Zhang, M. Liu, Z. Meng, Q. Zhang, G. Zhao, L. Chen, H. Zhang, J. Wang, J. Mater. Process. Tech. 283, 116718 (2020)
J.X. Zhang, M. Ma, W.C. Liu, Mater. Sci. Eng. A 690, 233–243 (2017)
H. Jazaeri, F.J. Humphreys, Acta Mater 52, 3251–3262 (2004)
J. Zhang, H.Q. Zeng, C. Wang, Z.B. Tang, Front. Mater. 9, 822589 (2022)
F. Shen, B. Wang, D. Yi, H. Liu, C. Tang, W. Shou, Mater. Design 104, 116–125 (2016)
B. Decreus, A. Deschamps, F. De Geuser, P. Donnadieu, C. Sigli, M. Weyland, Acta Mater. 61, 2207–2218 (2013)
A. de Vaucorbeil, W.J. Poole, C.W. Sinclair, Mater. Sci. Eng. A 582, 147–154 (2013)
M. Wang, L.-H. Zhan, Y.-L. Yang, L. Yang, M.-H. Huang, Trans. Nonferrous Met. Soc. China 25, 1383–1390 (2015)
J.H. Jiang, T. Yuan, W.W. Zhang, A. Ma, D. Song, Y. Wu, Mater. Sci. Eng. A 733, 385–392 (2018)
B.I. Rodgers, P.B. Prangnell, Acta Mater. 108, 55–67 (2016)
A.S. Khan, S. Huang, Int. J. Plasticity 8, 397–424 (1992)
J. Zhang, Y. Yi, S. Huang, X. Mao, H. He, J. Tang, W. Guo, F. Dong, Mater. Sci. Eng. A 804, 140650 (2021)
B.P. Kashyap, K. Tangri, Acta Metall. Mater. 43, 3971–3981 (1995)
Y. Huang, J.D. Robson, P.B. Prangnell, Acta Mater. 58, 1643–1657 (2010)
X. Mao, Y. Yi, H. He, S. Huang, W. Guo, Mater. Sci. Eng. A 781, 139226 (2020)
F. Dong, S. Huang, Y. Yi, H. He, K. Huang, S. Gao, Y. Jia, W. Yu, Mater. Sci. Eng. A 834, 142585 (2022)
Y. Deng, J. Xu, J. Chen, X. Guo, Mater. Sci. Eng. A 795, 139975 (2020)
M.C. Chaturvedi, D.L. Chen, Mater. Sci. Eng. A. 387–389, 465–469 (2004)
J. Zhang, X.S. Feng, J.S. Gao, H. Huang, Z.Q. Ma, L.J. Guo, J. Mater. Sci. Technol. 34, 219–227 (2018)
O. Hatamleh, M. Hill, S. Forth, D. Garcia, Mater. Sci. Eng. A 519, 61–69 (2009)
O. Hatamleh, Mater. Sci. Eng. A 492, 168–176 (2008)
Acknowledgements
This work was supported by the National Key R&D Program of China(Grant Number 2020YFA0711104), National Natural Science Foundation of China (Grant No. U21B6004), Major Project of Scientific Innovation of Hunan Province(Grant No. 2021GK1040).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Tang, Z., Xiong, W., Zhang, J. et al. Simultaneously Enhancing the Strength and Ductility of Spin-Extruded 2195 Al–Li Alloy by Grain Configuration Tunning. Met. Mater. Int. 29, 1896–1906 (2023). https://doi.org/10.1007/s12540-022-01361-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12540-022-01361-y