
Abstract
The characterization of corrosion resistance, which is essential to estimate the lifetime of brazed joints in corrosive environments, is of central importance for many industrial applications and a basic requirement for the reliable and economic operation of brazed components. High temperature vacuum brazing with thin amorphous-crystalline foils is used for numerous applications such as exhaust gas heat exchangers. In this study one industrial BNi-5a® and two experimental rapidly solidified filler metal foils of Ni7Cr7.5Si4Fe1.5B and Ni20Cr7.5Si4Fe4Mo1.5B wt% were used to braze joints of AISI 304L. In addition, two holding times at 1160 °C were chosen to investigate the effect of the resulting microstructural differences on corrosion resistance. Especially the amount and distribution of borides and silicides within the brazing seam could be changed by the time-dependent diffusion processes, as could be shown by metallographic cross sections. Accelerated intercrystalline corrosion tests were carried out to evaluate the influence of the microstructure on the corrosion depth and damage mechanisms. Additionally, potentiodynamic polarization measurements in synthetic exhaust gas condensate as an application-oriented corrosion medium were performed for a comparative evaluation of corrosion properties and rate. The combination of high chromium-containing filler metal and increased holding time, which led to a more homogeneous microstructure, resulted in a more than five times improved corrosion resistance within both investigations.
Graphic Abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Compared to other joining technologies, such as welding, brazing [1] of stainless steel with nickel, cooper and other based filler metals offers numerous well-known advantages, so that it is used in numerous applications from the food industry to aircraft turbines. But specifically nickel filler metals are used for harsh operating conditions [1], such as exhaust gas recirculation (EGR) systems in the operation of diesel engines ranging from light-, medium- and heavy-duty diesel engines to two-stroke low-speed marine engines. These joints are subjected to varying cyclical loads during their applications, often in corrosive environments and elevated temperatures.
Until today the corrosion resistance and the corrosion damage-mechanism are poorly studied for vacuum brazed steel joints, in contrast to the mechanical properties. A research is complicated by the fact that the thickness of the brazed seam often does not exceed 100 µm due to the use of thin amorphous-crystalline foils. Because of the ratio of the small surface area of the seam to the base material a carefully preparation of the experiments is necessary to study the behavior of the seam in aggressive environments and also the recording of potentiodynamic polarization curves for the brazed joint requires high sensitivity of the measuring devices.
A challenge for many applications in corrosive media is the difficult to predict lifetime of brazed joints which are largely determined by the microstructure of the seam [2, 3]. This in turn is influenced by various factors, such as the filler metal alloy composition, the brazing gap geometries or the time and temperature dependent diffusion processes [4]. It is widely known, that an element such as chromium is responsible for the corrosion resistance of stainless steels [5], however, in case of nickel amorphous-crystalline brazing foils, containing silicon and boron, adverse phases as borides and silicides are formed [6, 7]. These phases have their own electrochemical potentials and reduce the chromium content of the surrounding nickel solid solution within the seam. All these factors in combination lead to the formation of microgalvanic pairs in the area of the seam and to electrochemical corrosion in the electrolyte environment.
In this study, the steel AISI 304L, a standard austenitic stainless steel, was chosen. One industrial filler metal BNi-5a® (Ni19Cr7.5Si1.5B, wt%) and two different rapidly solidified filler metal foils based on NiCrSiB system were produced to investigate the influence of the chromium and molybdenum content on the corrosion resistance. Increasing the chromium concentration in the alloy is known to reduce current density in the material and increases the breakdown potential as well as the passivity region [8]. Increasing the molybdenum concentration in the alloy should extend the passivity region to higher potentials, thus is expected to improve the resistance of the alloy to localized corrosion [9]. In [10] alloy C-22® (Ni22Cr13Mo3W, wt%), Ni21Cr17Mo and Ni15Cr22Mo have been investigated and the corrosion rate in 1 M HCl and the crevice corrosion resistance in 1 M NaCl have been determined depending on their Mo content. It has been established that as the Mo content increased, the corrosion rate decreased, and the resistance to crevice corrosion increased. Also the fact is noted in [11] that Ni–Cr-Mo and Ni-Mo alloys systems behave similarly to austenitic stainless steels and the main alloying elements for improved intergranular corrosion (IGC) resistance are chromium and molybdenum. Chromium gives resistance in oxidizing media, whereas molybdenum increases the resistance in reducing media. The work [12] is shown that the addition of molybdenum in nickel alloy enhances the stress-rupture lives due to strengthening effect to γ-Ni, decreasing stacking fault energy and dislocation spacing. But the negative effect specifically for filler metal can be the decreasing of diffusion constant of elements, such boron and silicon. But on the other hand this may not be a negative effect, since the presence of chromium in combination with molybdenum in the brazing alloy can be significantly reduced by the amount of chromium borides in the area of brazing seam [13].
Also, molybdenum has a high affinity for silicon, which is 7.5 wt% in the filler metals. The calculation of Gibbs energies using the HSC Chemistry 6 software database gives rough estimate, which presented in Table 1. According to this data, chromium and molybdenum should replace nickel in the Ni3Si phase, which is formed in the brazed seam. This fact is established in previous studies by energy dispersive spectrometry (EDS) in [14]. It is expected that it will increase the corrosion resistance of joints. This positive effect according to the binary phase diagram should be based on a molybdenum content of 2 wt% to 4 wt%.
As well as silicon, molybdenum has an affinity for boron, which is 1.5 wt% in the filler metals. In [15] binary borides have been investigated by first-principles calculations and it has been shown that the equation for formation enthalpy ΔHf depending on boron content is extremely close for Cr and Mo. Thus, the formation of mixed borides is most likely. Different diffusion effects were generated by two different holding times to generate various microstructures with more or less borides and silicides, whose influence is to be evaluated.
The contribution of this article is thus to determine the influence of the chromium and molybdenum content, as well as the holding time on the microstructure-depending corrosion resistance of brazed AISI 304L/NiCrSiB joints by conducting of intercrystalline corrosion tests and potentiodynamic polarization measurements.
2 Material and Methods
2.1 Manufacturing and Brazing Process
For the investigation of the chromium and molybdenum content on the corrosion resistance of brazed steel joint, two amorphous-crystalline filler metals were obtained in form of foils with a thickness of 45 ± 5 µm by rapidly (104–106 K/s) solidification of flat jet of melt on a fast rotating copper disk. Pure elements according to Russian state standards 849-70, 5905-2004, 13610-79, 14316-91 were used as initial materials to produce crystal ingots before the rapidly solidification. The original ingots of the alloys were obtained by melting in an arc vacuum furnace with a tungsten non-consumable electrode by five-time re-melting in the atmosphere of argon. For evaluation the effect of molybdenum separately, the industrial filler metal BNi-5a® was used too. The chemical compositions of these filler metals as well as the base material (AISI 304L) are shown in Table 2. The alloys were shortly referred to ST07 and ST20, as experimental new filler metal of industrial Russian grade of foils STEMET®.
The brazing temperature of NiCrSiB filler metals is strongly associated with the chromium, silicon and boron content. Temperature characteristics of filler metals, obtained by differential thermal analysis (DTA) with a SDTQ600 thermal analyzer, and brazing modes are shown in Table 3. The process of solidification of the filler fluid in dependence of holding times was investigated in [14].
2.2 Intercrystalline Corrosion Tests
Intercrystalline or intergranular corrosion is one of the most dangerous types of corrosion destruction of chromium-nickel austenitic steels. In intergranular corrosion, the bond between the grains is broken due to temperature-induced formation of chromium carbides (Fe,Cr)23C6 resulting in chromium depleted regions adjacent to the grain boundaries [16]: a grain becomes cathode and chromium depletion region becomes anode. As a result—the steel eventually loses its mechanical strength and can break even at low loads. From this point of view, intercrystalline corrosion tests are an important type of tests for brazed joints since chromium borides are formed in the diffusion zone.
For the accelerated corrosion tests, a solution was prepared which contained 50 g L−1 CuSO4 (coper sulfate) and 250 ml L−1 pure H2SO4 (sulfuric acid). The volume of the resulting solution was calculated in the proportion of 4–8 cm3 per 1 cm2 of the total surface of specimens. The test was carried out in the presence of copper chips. Specimens were in close contact with copper, but did not come into contact with each other [17]. The test was carried out in boiling solution for 8 h. The boiling point measured using a thermocouple was 110 °C. At the end of the tests, specimens were washed in running water to remove corrosion products on the surface.
2.3 Metallographic Microstructural Studies
For metallographic studies of brazed joints before and after corrosion tests, the standard technology for the manufacture of cross-sections was used. The depth of corrosion damage was determined for specimens according to the scheme shown in Fig. 1. For each specimen, the depth of corrosion damage was measured three times using optical METAM PB-21–1 microscope. After each measurement a thin layer was removed by polishing for a correct assessment of the damage depth, which is associated with the heterogeneity of the seam structure, especially for the mode with a short holding time. Features of corrosion damage were measured using scanning electron microscopes (SEM). SEM EVO 50 (Carl Zeiss) was used together with an energy dispersive spectrometer INCA 350 x-act (Oxford Instruments) for scan line analyses to detect the elemental distribution.

Scheme of specimen for metallographic investigation after the corrosion test
2.4 Potentiodynamic Polarization Measurement
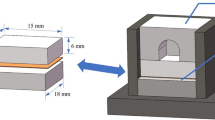
The basis of potentiodynamic measurements is that the current flowing between the anodic and cathodic regions is equivalent to the metal dissolved in the solution [18]. Therefore, the current represents the anodic and the cathodic reaction speed and measuring of corrosion rates is possible by the Tafel extrapolation method that has been validated for various metals and solutions with some limitations [19]. To prepare the specimen surface of the cylindrical butt joints with a diameter of 8 mm, they were first polished and then cleaned. To create a defined area for corrosion attack, it was then covered with a 3 mm wide adhesive strip and sealed with an electrically insolating lacquer. After removing the adhesive strip, the result was a cylindrical electrically conductive surface of 0.754 cm2. The synthetic exhaust gas condensate K2.2 according to VDA 230–214 [20] was used as an application-oriented corrosion medium, since exhaust gas condensate is in direct contact with nickel-based brazed joints in EGR systems, for example, as mentioned in the introduction. This very moderate medium with a pH value of 3.5 was mixed from distilled water with 1.65 g L−1 NaCl, 0.00392 vol% C2H4O2 (acetic acid) and 0.00352 vol% CH2O2 (formic acid). For the potentiodynamic polarization measurements, a standard three-electrode system inside a self-developed corrosion cell was used, which is shown in Fig. 2. The setup consists of a working electrode, which is the brazed joint to be investigated, and a counter electrode from glassy carbon, which is required for polarization of the working electrode. Both electrodes are connected via the potentiostat “Interface1000A” from Gamry Instruments. This basically consists of a direct current source to generate currents in both directions, an ammeter to measure the currents and a voltmeter. The voltmeter is used to measure and control the potential of the working electrode by using an Ag/AgCl reference electrode, which is inside a Haber Lugin capillary. To perform the potentiodynamic polarization measurements, the open circuit potential of the working electrode was first measured for 5 h. Afterwards, the polarization of the working electrode was measured from − 400 mV below the open circuit potential to + 400 mV above. The potential was then increased with steps of 0.1 mV/s, which is an important factor that strongly influences the curve of the measurement [21, 22].

Setup for potentiodynamic polarization tests
The measurements were evaluated using the Gamry Echem Analyst software, which determines the corrosion current density Icorr based on the logarithmically plotted table graph and the intersection of the extrapolated linear portions from the anodic and cathodic current of the graph. This linear portions must be manually selected by the user and was always chosen to be approximately ± 150 mV from Ecorr. Corrosion rates ṁcorr were calculated based on the characteristic Icorr values on the basis of Faraday's law (Eq. 1) [23].
The left term represents the corrosion rate, which is the mass loss Δm related to the sample area A exposed to the medium in time t. In addition, Faraday's law includes the (weighted average) molar mass M of the alloy in the area A, the (weighted average) valency z of the metal cations formed in the area A, the Faraday constant F (96,485 As mol−1) and the current density I related to the sample area that flows between the two electrodes.
3 Results and Discussion
3.1 Microstructure of Brazed Joints
Metallographic studies in optical microscope of the brazed specimens are shown in Fig. 3. The cross-sections demonstrate that for three filler metals the seam structure looks similar in case of mode 2 (40 min holding time), and isothermal solidification has not been completed notably for all filler metals in case of mode 1 (15 min holding time).

Metallographic studies of brazed specimens in two modes
In numerous studies, the holding time has been identified as an important parameter influencing on the total completion of TLP-bonding [4, 24,25,26] and on the microstructure, such as the formation of brittle phases [27, 28] of the brazed joint. The structure of the seam consists from nickel solid solution (γ-Ni), borides (MxBy, M–Cr, Mo, Fe, Ni) and silicides (M3Si) [29]. The exact compositions of phases for the filler metal ST20 are presented in [14]: complex phases (Cr, Fe, Ni, Mn, Mo)3B2—for the borides and (Cr, Fe, Ni, Mo)3Si—for the silicides. In [30] Ni15Cr1.4B7.25Si (MBF-51) and Ni19Cr1.5B7.3Si (MBF-50), wt% were investigated and it is obvious that 4% of molybdenum does not change the structural-phase composition of the joint. This element modifies silicides and borides by dissolving in them. For ST20 and BNi-5a filler metals the structure looks similar. In case of mode 1 a degenerate eutectic, which is a layer of intermediate phases, looks like a thin line in the center of the seam for ST0715 min and blocky large phases for ST2015 min and BNi-5a15 min. When this thin line or blocky phase emerges on a surface in contact with the medium, local electrochemical corrosion effects are expected.
3.2 Results of Intercrystalline Corrosion Tests
The influence of the composition of filler metals and brazing modes on the resistance of brazed joints to intergranular corrosion is investigated. The averaged corrosion damage depths of the specimens brazed with three filler metals are shown in Fig. 4.

The averaged corrosion damage depth on specimens brazed two filler metals
The error of measurement was ± 1–5 μm. The deepest corrosion damage was observed from 30 to 90 μm in specimens brazed with low chromium filler metals (7 wt%). The worst result with 90 μm was obtained for the specimen ST0715 min. However, the specimen ST0740 min with longer holding time was less prone to corrosion. The smallest corrosion damage was observed for specimens brazed with high chromium filler metals (20 wt%): from 3 to 14 μm for ST20 and from 0 to 1 μm for BNi-5a. It can be concluded, that the two important factors for the corrosion tendency of the investigated brazed joints are the chromium content and the brazing mode.
Optical investigation of view from above specimens ST20 and BNi-5a after the corrosion test are presented in Fig. 5. It can be seen that the addition of molybdenum in this case reduces the corrosion resistance and leads to the dissolution of the brazed joint.

Optical image of view from above of specimens ST07, ST20 and BNi-5a after the corrosion test: a ST0715 min; b ST0740 min; c ST2015 min; d ST2040 min; e BNi-5a15 min; f BNi-5a40 min
SEM images of specimens after the corrosion test in combination with chemical analysis of the brazed joints are presented in Fig. 6. The specimens showed signs of intercrystalline corrosion on the base metal near the brazed joint, presumably related to chromium borides at the steel grain boundary (Fig. 6, points 1). These precipitations are located on the surface contacting with media and form, according to principle of carbides as mention above, cathodic (grain boundary) and anodic (chromium depletion region) regions. In accordance with [31, 32], the main corrosion damage took place in the center of the seam, which is the region with the largest number of intermediate phases.

SEM image (in back-scattered electrons) with EDS-linescans of brazed joints after corrosion tests: a ST0715 min; b ST0740 min; c ST2015 min; d ST2040 min; e BNi-5a15 min; f BNi-5a40 min
However, while the corrosion damage in the ST0715 min specimen developed along the diffusion zone (Fig. 6a, points 2), which could also be shown in [33] for similar joints in K2.2 with holding times of 2 min, and the athermal solidification zone (Fig. 6a, points 3). The corrosion damage in the ST0740 min specimen proceeded more intensively along the isothermal solidification zone (Fig. 6b, points 4). In the ST07 specimens, besides the formation of chromium borides along the steel grain boundaries and local chromium depletion due to this, the diffusion zone, which is an essentially product of the interaction of steel and filler metal melt, is depleted in chromium relative to the base metal due to the gradient of chromium between steel (18 wt%) and seam (7 wt%). Joints with high-chromium filler metal ST2015 min are characterized by corrosion damage along the athermal solidification zone, which is the region with the greatest structural heterogeneity. The specimen ST2040 min shows no signs of damage as well as specimen BNi-5a15 min and BNi-5a40 min. Similar results were shown in [34] for AISI 321 cell joints brazed by Ni-based filler metals, including industrial BNi-2 (Ni7Cr4.5Si3.5Fe3B, wt%), BNi-5a (Ni7Cr4.5Si1.5B, wt%) and BNi-7 (Ni14Cr10P, wt%). It can be concluded that addition of Mo negatively affects the corrosion resistance, increasing the dissolution of the central region of the seam, where the undesirable phases are located. These complex phases MxBy and M3Si, modified by Mo, are less resistant to aggressive environments.
The form of corrosion damage can be explained by the presence of microgalvanic pairs formed due to the diffusion of elements during the brazing process. A brazed joint is a heterogeneous system containing phases with different potentials. In [35], polarization curves were obtained in solutions of 10 vol% H2SO4 and 3.5 wt% NaCl and mass loss was measured for a non-brazed steel specimen and a brazed joint SS304/MBF30 (Ni-4.5Si-3.2B, wt%) with and without additional heat treatment. The corrosion resistance of the brazed joint was much lower than the resistance of the non-brazed steel specimen and the resistance of the brazed joint after homogenization. Also, for brazed specimens, a decrease in the passivation region on the polarization curves was observed, which may be associated with deterioration in the protective properties of the oxide film in the joint area.
As mentioned earlier, seams obtained by using low chromium filler metals are more degraded. The chromium content of 7 wt% is not sufficient to resist corrosion damage, despite its diffusion from the base metal. The presence of intermediate phases in the seam, as in the case of joints (Fig. 6a, c), leads to the appearance of microgalvanic pairs. The presence of few moving elements (molybdenum, chromium, silicon) in the filler metal leads to the release of unwanted individual phases in the center of the brazed joint. For this reason, it is most advantageous to obtain a joint consisting entirely of solid solution, such joints are obtained with a long holding time of 40 min (mode 2). Boron is a mobile element and, due to its high affinity for chromium, it forms chromium borides, which concentrate along grain boundaries [7]. The intensification of intergranular corrosion near the brazed joint can be caused by the diffusion of boron into the base metal and, as a result, the formation of chromium borides. Borides are also found in the center of the seam [14], where they have complex composition. And few moving silicon forms silicides in the center of the seam.
A comparison of two brazed joints with the same filler metal, but with different modes (Fig. 6c, d), demonstrates the influence of Si and B, which are concentrated in the center of the seam in the first case and distributed over the thickness of the seam in the second case. As in the works done by other authors [36, 37], silicon does not have enough time to diffuse into the base metal, when using brazing mode with holding time of 15 min (mode 1). This leads to the formation of phases in the center of the seam, with low chromium content (Fig. 6c—the peak of the silicon content is ≈ 14 wt%, while the chromium content is ≈ 10 wt%,). This also leads to increased dissolution of the seam through this area. In the case of using brazing mode with a holding time of 40 min, silicon is relatively evenly distributed over the thickness of seam, and a sharp decrease in concentration is observed only in the diffusion zone. The concentration of Cr is also uniform, and it is the same in all zones around the joint.
3.3 Potentiodynamic Polarization
Figure 7 shows the table diagrams for the alloy ST0715 min, ST0740 min, ST2015 min, ST2040 min and BNi-5a40 min in K2.2 overlaid. The curves contain some measurement artifacts, which are known from other investigations [21, 38] and some could be explained by the additional reactions between the brazed seam and the base material, which not occur with pure stainless steel and could cause local instabilities in the measurement. It is also possible that small undetectable damages to the electrically insolating lacquer have occurred and led to irregularities in the anodic area. Nevertheless, the curves are suitable for a comparative evaluation of the corrosion behavior.

Potentiodynamic polarization curves in synthetic exhaust condensate K2.2
The corrosion potential Ecorr is shifted to a more positive potential due to the longer holding time (for BNi-5a40 min is no comparison available). This effect could also be observed in [39] for AISI 304/Cu joints at different holding times. For nanocrystalline nickel of different grain sizes it could be shown in [40] that larger grains lead to a more negative Ecorr, but since the temperature was the same for all specimens and this clearly dominates the grain growth in contrast to the holding time, this effect can be neglected. The filler metal composition itself can led to a shift of Ecorr due to the chromium or molybdenum content, which is shown by BNi-5a40 min, but in comparison the effect of the holding time in between the specimens of same filler metal is much higher. Since the difference of Ecorr of ST0740 min to BNi-5a40 min due to the lower chromium content should be negative [8], it cannot be determined with confidence that the chosen test setup had the necessary sensitivity to measure such small differences in Ecorr or whether there was an overlap due to other effects. But Ecorr does not play a critical role in determining the corrosion resistance of such a heterogeneous system as a brazed joint. Much more important is the behavior during passivation and the current density I in the anodic region, which correlates with protection properties of oxide films. Brazed joints can be more active (when Ecorr is more negative), but they can become passive much faster, which is more important. For ST0715 min is the current density several times higher than for the rest, which means that seam can not build up a resistive passive layer. This result correlates well with the intercrystalline corrosion test, where the greatest damage was found in the case of ST0715 min.
Also, the specimens of longer holding time showed less small eruptions in the anodic region, which could be explained by the reduced inhomogeneity of the microstructure and so the reduction of microgalvanic pairs like borides, as shown in Fig. 3 and by EDS-line scans in Fig. 6. The ST0715 min specimen showed the highest increase, which is clearly reflected in the values calculated in Table 4. Icorr was determined based on the measurement data from about − 150 mV to 150 mV starting from Ecorr. The corrosion rate ṁcorr was then calculated according to Eq. 1, which here is mainly influenced by the differences of Icorr, and is given in mg per year and cm2 (which is more specific than the often-used indication in mm per year). These values range from 0.74 for ST2040 min to 4.41 for ST0715 min.
In [36] a brazed AISI 316/Ni613 joint (29 wt% Cr) with a holding time of 10 min at 1100 °C was investigated, which showed a corrosion current density Icorr of 158 nA cm−2 (1.58·10–3 A m−2 in this reference) and a corrosion potential Ecorr of − 110 mV. The corrosion rate could also be calculated based on the given element compositions of filler metal and base material according to the scheme already explained. Although a medium with a significantly higher NaCl concentration was used, which contributed to an increased corrosion rate and shifted Ecorr into a more negative potential [41], the quantitative validity of the determined values can be underlined with this rare literature value for nickel-based joints.
Thus it can be concluded that two methods of corrosion tests: intercrystalline corrosion tests and potentiodynamic polarization—do not contradict, but rather complement each other.
4 Summary and Conclusions
The microstructure-related corrosion resistance in dependence of two different holding times and filler metal compositions was investigated for brazed AISI 304L/NiCrSiB joints. Three rapidly solidified filler metal foils Ni7Cr7.5Si4Fe1.5B and Ni20Cr7.5Si4Fe4Mo1.5B wt% as well as the industrial BNi-5a® were produced in form of amorphous-crystalline foils for high-temperature vacuum brazing. Additional microstructure differences were generated due to holding times of 15 min and 40 min at 1160 °C. The following conclusions can be made:
-
1.
The brazed specimens with longer holding time showed a more homogeneous seam structure and element distribution than specimens with short holding time. Since the isothermal solidification has not been completed for both filler metals with holding time of 15 min, a central degenerate eutectic was formed as a thin line for Ni7Cr7.5Si4Fe1.5B and blocky large phases for Ni20Cr7.5Si4Fe4Mo1.5B and BNi-5a.
-
2.
Microstructural differences regarding size, quantity and distribution of borides and silicides showed a significant influence on the results of corrosion tests. The deepest corrosion damage after accelerated intercrystalline corrosion tests was observed for the specimens brazed with Ni7Cr7.5Si4Fe1.5B and short holding time due to their low chromium content and elemental inhomogeneity. For the specimens brazed with Ni20Cr7.5Si4Fe4Mo1.5B and long holding time the effect of corrosion was almost absent. But the absence of molybdenum in BNi-5a combined with long holding time showed the best results of all variations.
-
3.
Potentiodynamic polarization curves were measured in synthetic exhaust gas condensate. It was shown that the calculated corrosion rates ṁcorr are in good accordance with the results of the intercrystalline corrosion tests. BNi-5a and Ni20Cr7.5Si4Fe4Mo1.5Bbrazed with long holding times showed a corrosion rate that is more than six times lower than Ni7Cr7.5Si41.5B brazed with short holding time.
-
4.
Chromium-borides and nickel-silicides, can be formed as a thin line in the center of the seam. This led to an increased corrosion attack in the middle of the seam as well as to an increased corrosion attack in the diffusion zones if a high proportion of both phases was also present there. In the case of nickel silicides saturated with chromium and molybdenum, which were formed as single blocky large phases, the corrosion attack did not extend deep into the center.
-
5.
The addition of Mo negatively affects the corrosion resistance, increasing the dissolution of the central region of the seam, where the undesirable phases are located. These complex phases MxBy and M3Si, as well as nickel solid solution, modified by Mo, are less resistant to aggressive environments.
The study underlines the important effect of a homogeneous brazed seam due to the holding time, especially when local reductions of chromium cannot be compensated with a low chromium content of the filler metal. This knowledge can help to optimize brazed components under corrosive attack, even if more cost-intensive alloys and manufacturing processes are required. In summary, it can be said that an increased chromium content as well as an extended holding time lead to significantly improved corrosion resistance.
References
American Welding Society, Brazing Handbook, 5th edn. (American Welding Society, Miami, 2007)
M. Way, J. Willingham, R. Goodall, Int. Mater. Rev. 65, 257 (2020)
S. Mirzaei, B. Binesh, Microstructure evolution mechanism and corrosion behavior of transient liquid phase bonded 304L stainless steel. Met. Mater. Int. (2020). https://doi.org/10.1007/s12540-020-00671-3
E. Lugscheider, K.-D. Partz, Weld. J. 62, 160S (1983)
R. Revie, H. Uhlig, Corrosion and Corrosion Control: An Introduction to Corrosion Science and Engineering, 4th edn. (Wiley, Hoboken, 2008)
B. Riggs, Microstructural characterization of single crystal superalloy CMSX-4 brazed joints with BNi-2 and BNi-9 filler metals, in IBSC Proceedings of the International Brazing and Soldering Conference (American Welding Society (AWS), Long Beach, 2015), pp. 1–4
Y. Miyazawa, Brazing of ferrite stainless steel with Ni-based amorphous brazing foils, in IBSC Proceedings of the International Brazing and Soldering Conference (American Welding Society (AWS), Long Beach, 2015), pp. 75–79
W.Y.C. Chen, J.R. Stephans, Corrosion 35, 443 (1979)
N. Eliaz, E. Gileadi, Physical Electrochemistry: Fundamentals, Techniques, and Applications, 2nd edn. (Wiley-VCH, Weinheim, 2019)
N.S. Zadorozne, M.A. Rodríguez, R.M. Carranza, N.S. Meck, R.B. Rebak, in Corrosion Resistance of Ni-Cr-Mo and Ni-Mo-Cr Alloys in Different Metallurgical Conditions. CORROSION 2010 (NACE International, San Antonio, 2010), p. 32
G. de Queiroz Caetano, C.C. Silva, M.F. Motta, H.C. Miranda, J.P. Farias, L.A. Bergmann, J.F. dos Santos, J. Mater. Res. Technol. 8, 1878 (2019)
Y. Liang, S. Li, C. Ai, Y. Han, S. Gong, Prog. Nat. Sci. Mater. Int. 26, 112 (2016)
A.A. Ivannikov, V.T. Fedotov, O.N. Sevryukov, B.A. Kalin, A.N. Suchkov, I.S. Logvenchev, I.V. Fedotov, Weld. Int. 27, 660 (2013)
J.L. Otto, M. Penyaz, A. Schmiedt-Kalenborn, M. Knyazeva, A. Ivannikov, B. Kalin, F. Walther, J. Mater. Res. Technol. 9, 10550 (2020)
H.K. Zhang, J.S. Chen, L.X. Zhang, Z. Yu, P. Zhang, Y.Z. Zhang, C. Yu, H. Lu, Phase Transit. 93, 158 (2020)
A. Almubarak, W. Abuhaimed, A. Almazrouee, Int. J. Electrochem. 2013, 970835 (2013)
GOST (State Standards) 6032-2003, Corrosion-resistant steels and alloys. Test methods of intercrystalline corrosion resistance (GOST Russia, Moscow, 2003)
U.R. Evans, T.P. Hoar, Proc. R. Soc. Lond. A 137, 343 (1932)
E. McCafferty, Corros. Sci. 47, 3202 (2005)
VDA recommendation 230-214: Resistance of metallic materials to condensate corrosion in exhaust-gas-carrying components (Berlin, Germany, 2018)
Y. Yi, P. Cho, A.A. Zaabi, Y. Addad, C. Jang, Corros. Sci. 74, 92 (2013)
M. Tachibana, K. Ishida, Y. Wada, M. Aizawa, M. Fuse, J. Nucl. Sci. Technol. 46, 132 (2009)
M. Klein, F. Kuhlmann, P. Wittke, H. Dieringa, F. Walther, Mater. Corros. 65, 991 (2014)
G.O. Cook, C.D. Sorensen, J. Mater. Sci. 46, 5305 (2011)
I. Hoyer, B. Wielage, in Advances in Brazing, Part III-18, ed. by D.P. Sekulić (Woodhead Publishing, Cambridge, 2013), pp. 545–565
M. Jafari, M. Rafiei, H. Mostaan, Met. Mater. Int. 26, 1533 (2020)
E. Lugscheider, K. Klöhn, R. Liso, Strength of high temperature brazed joints—influence of brazing parameters, in Proccedings of the 10th International AWS-WRC Brazing Conference, Apr 3–5 (Detroit, MI, USA, 1979), pp. 296–300
W. Jiang, J.M. Gong, S.T. Tu, Mater. Design 31, 2157 (2010)
B. Binesh, A.J. Gharehbagh, J. Mater. Sci. Technol. 32, 1137 (2016)
E.A. Leone, A. Rabinkin, B. Sarna, Weld. World 50, 3 (2006)
W. Tillmann, F. Walther, M. Manka, A. Schmiedt, L. Wojarski, A. Eilers, D.W. Reker, Results Phys. 12, 1245 (2019)
T. Hartmann, D. Nuetzel, Chromium containing amorphous brazing foils and their resistance to automotive exhaust gas condensate, in 5th International Brazing and Soldering Conference (American Society for Metals, 2012)
A. Schmiedt, L. Lücker, M. Manka, W. Tillmann, F. Walther, Fatigue Fract. Eng. M. 41, 2338 (2018)
M. Penyaz, N. Popov, A. Ivannikov, O. Sevryukov, Non-Ferr. Met. 1, 41 (2020)
A. Kazazi, A. Ekrami, J. Manuf. Process. 42, 131 (2019)
H. Chen, J.-M. Gong, S.-T. Tu, W.-C. Jiang, J. Comput. Theor. Nanos. 5, 1746 (2008)
S.K. Tung, L.C. Lim, M.O. Lai, H. Wu, Mater. Sci. Technol. 13, 1051 (1997)
S. Sunada, M. Hataheyama, H. Motoya, N. Nunomura, Acta Metall. Slovaca 24, 88 (2018)
M.M. Atabaki, J.N. Wati, J. Idris, Weld. J. 92, 57 (2013)
R. Mishra, R. Balasubramaniam, Corros. Sci. 46, 3019 (2004)
Y. Wang, G. Cheng, W. Wu, Q. Qiao, Y. Li, X. Li, Appl. Surf. Sci. 349, 746 (2015)
Acknowledgements
The study was funded by the Russian Foundation for Basic Research (RFBR)—research Project № 19-52-12030 and German Research Foundation (Deutsche Forschungsgemeinschaft, DFG)—Project № 408904168, with the title “Alloying-dependent microstructure influence on corrosion fatigue mechanisms of brazed AISI 304/NiCrSiB joints”.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Penyaz, M., Otto, J.L., Popov, N. et al. Microstructure Influence on Corrosion Resistance of Brazed AISI 304L/NiCrSiB Joints. Met. Mater. Int. 27, 4142–4151 (2021). https://doi.org/10.1007/s12540-021-00974-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12540-021-00974-z