
Abstract
The solidification structure and centerline segregation of high magnetic induction grain-oriented silicon steel slabs were studied to describe the characteristics of solidification and compare the degree of centerline segregation of continuously cast slabs. Industrial experiments were conducted to investigate the solidification behavior of slabs by secondary cooling segment electromagnetic stirring. Three typical slabs were produced by S-EMS with current intensities of 0, 200, and 350 A. Molten steel cast at a low stirring intensity (0 A) resulted in a coarse structure relative to those cast at higher stirring intensities (200 and 350 A). The centerline segregation of carbon and silicon markedly increased with increases in S-EMS current intensity. Composition distribution by electron probe microanalysis identified segregation spots as the sources of centerline segregation. Experimental results indicate that to optimize the centerline segregation of grain-oriented silicon steel slabs, the columnar crystal zone should be enlarged and the equiaxed crystal zone be reduced.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
High magnetic induction grain-oriented silicon steel is widely used as transformer core and generator core materials in the power generation field [1,2,3,4]. Research in this field has consistently been aimed at improving the magnetic properties of products and reducing core loss. The magnetic properties of grain-oriented silicon steel sheet are determined by its chemical composition and highly aligned structure. The chemical compositions of grain-oriented silicon steel were controlled within a narrow range to ensure the main phase transformation and solidification structure [5, 6]. The highly aligned structure of grain-oriented silicon steel was developed using a complex manufacturing process, including hot rolling, heat treatment, and cold rolling, among others [7,8,9]. Continuously cast slabs were the initial materials used during the manufacture of steel, indicating that its highly aligned structure was originated from the solidification structure. The characteristics of the solidification structure and the composition distribution of steel need to be elucidated.
The fine equiaxed crystal zone, columnar crystal zone, and coarse equiaxed crystal zone are typically formed in the solidification direction in a continuously cast slab. Columnar crystals with a strong {100} texture negatively affects the subsequent structural evolution. The rotating cubic texture formed in hot-rolled coarse columnar crystals cannot be eliminated completely until annealing [10, 11]. The texture evolution behavior of coarse and fine columnar crystals was investigated to show that fine columnar crystals could be easily transformed into Gaussian textures [12]. Work hardening and the non-uniform distribution of the recrystallization structure are caused by coarse columnar crystals during rolling [13]. Dissolution and precipitation were more difficult to control because temperature distribution was more inhomogeneous in the coarse columnar crystal zone than in the equiaxed crystal zone at the same reheating temperature [14].
Segregation of compositions inevitable occurs because of the redistribution of residual solute enriched in the mushy zone during solidification. Macrosegregation [15] and microsegregation [16] usually occur in steel in accordance with the scale of segregation. Both processes are strongly influenced by the morphology of the solidification structure. Considerable macrosegregation segregation caused by coarse columnar crystals is difficult to eliminate during heating [17]. Therefore, coarse columnar crystal formation needs to be prevented, and the ratio of the equiaxed crystal zone has to be controlled during industrial production. Equiaxed crystals were previously known to redistribute the enriched composition of the molten steel and minimize the formation of segregation. However, larger-scale segregation was also formed in some types of steel by microsegregation spots existing around the equiaxed dendrite structure [18].
As previously discussed, controlling the morphology of the solidification structure significantly improves the quality of steel and reduce segregation in steel. Electromagnetic stirring is usually employed to control the morphology of the solidification structure and segregation during continuous casting. The segregation degree of billet was reduced by the enlargement of the equiaxed crystal zone, together with electromagnetic stirring [19, 20]. Earlier studies focused more on the mechanism of solidification and segregation in steel. Quantification of the solidification structure and segregation in industrial continuously cast slabs is rarely reported, particularly in high magnetic induction grain-oriented silicon steel.
In the present study, high-magnetic-induction grain-oriented silicon steel slabs were produced by secondary cooling segment electromagnetic stirring (S-EMS) at different current intensities. The morphology, number density, and size of the solidification structure were characterized to evaluate the effect of S-EMS on the solidification structure. Accordingly, the relationship between solidification structure and centerline segregation was examined. The optimization direction of the suitable solidification structure of high magnetic induction grain-oriented silicon steel was suggested during continuous casting.
2 Methods
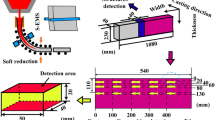
Figure 1 illustrates the S-EMS process and sample (1080 × 230 × 40 mm3) collection. To explore the solidification behavior and composition distribution of grain-oriented silicon steel slabs, continuous casting parameters, except for S-EMS, were set to constant. Stirring current intensities were set to 0, 200, and 350 A in an S4 roller, respectively. Hydrochloric acid and a Canon EOS 7D camera were used to show and record the solidification structure of the slabs. The density and size of the solidification structure were characterized given the following conditions: (1) Only the columnar crystal and the equiaxed crystal were present in the slabs; (2) On the basis of the color recognition function in Photoshop, the crystal boundary was described using a curve with a width of 0.5 pt; (3) ImagePro was used to collect the quantification information of the solidification structure. The traditional equiaxed crystal ratio is the ratio of the average width of the equiaxed crystal zone to the width of the slab. To more realistically describe variations in equiaxed crystal zone, the equiaxed crystal ratio was calculated using the cross-sectional area of the equiaxed zone and the cross-sectional area of the slab. The equiaxed crystal ratio is calculated using Eq. (1).

Schematic of the sample collected for testing
Samples measuring 50 mm × 40 mm × 15 mm were cut from the center of the slabs for composition detection. Macroscopic chemical composition distribution was detected by spark source mass spectrometry; the minimum detection spot was about 10 mm. Analysis of eight points of non-overlapping and random distribution in the section of the 50 mm × 40 mm was conducted. Segregation degree was calculated using Eq. (2). The chemical composition qualitative distribution was detected by electron probe microanalysis.
3 Results and Discussion
3.1 Morphology of Cast Structure
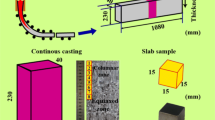
To determine the macroscopic structural characteristics of the slabs, cold-acid macroetching of slabs was conducted. Figure 2 presents the morphology of the cast structure under the current intensities of 0, 200, and 350 A. The overall cast structures included the fine equiaxed crystal zone, coarse columnar crystal zone, and equiaxed crystal zone from the edge to the center of the slabs. Columnar and center-equiaxed zones were separated by a red line to compare the cast structure. Figure 2a shows that coarse columnar structures are present in the slab section without S-EMS. Widened equiaxed zones were obtained by increasing the stirring intensity (Fig. 2b, c). At stirring current intensities of 0, 200, and 350 A, the equiaxed crystal ratios were 15.8, 36.4, and 62.4%, respectively. The morphology of the coarse columnar crystal depends on the molten steel superheat and compositions, as well as casting parameters [21]. The composition and casting parameters in the study were similar; thus, molten steel superheat was potentially the dominant factor influencing the formation and evolution of the cast structure. Molten steel superheat could not dissipate in time; thus, a wider columnar zone was formed. S-EMS increases convection and eliminates molten steel superheat, significantly extending the ratio of the equiaxed zone. In addition, slightly asymmetric columnar structures are presented in the 0 A slab sample. These structures are attributed to differences in nucleus deposition and liquid steel flow on the inner and outer sides of the arc.

Solidification structure of samples under different current intensities: a 0, b 200 and c 350 A
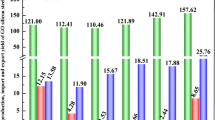
The equiaxed crystal ratio was used to describe the overall trend of change in the cast structure. However, the change in cast structure was difficult to describe in detail. Figure 3a presents the cast structure as depicted and dyed using Photoshop. The red, blue, and yellow zones represent the inner arc side columnar, center equiaxed, and outer arc side columnar zones, respectively. The number density of the crystal was used to further evaluate the effect of current intensity on the cast structure per unit area (Fig. 3b). S-EMS promotes the number density of crystals in slabs, reflecting the increased complexity of the cast structure distribution in slabs. The chemical composition distribution may be affected by the complex cast structure.

Characterization of the cast structure: a crystal depicted and measured, b crystal number density, c maximum crystal size distribution in the samples
The size of the cast structure was determined to evaluate the effect of S-EMS on the cast structure. Figure 3a reveals the size of the cast structure, determined under the following conditions: (1) The semi-slab is divided into six zones from the edge to the center; (2) The maximum size of the crystal is the diameter D of the equivalent circle; and (3) The crystal belongs to the region that has the majority of its area. On the basis of the aforementioned conditions, the maximum size distribution of the cast structure is shown in Fig. 3c. With an increase in stirring intensity from 0 A to 200 and 350 A, the maximum size of the columnar crystal was reduced from 37 mm to 23 and 18 mm; the maximum size of the equiaxed crystal was reduced from 15 mm to 10 and 8 mm. The cast structure was affected by the nucleation rate and growth rate during casting. Under a large temperature gradient, the nuclei developed into coarse columnar crystals. Under isotropic temperature conditions, the nuclei developed into equiaxed crystals. The efficiency of nucleation and uniformity of heat distribution at the solidification front are improved via the annular flow of molten steel developed by electromagnetic stirring [22]. The growth rate of crystals increased because of the uniformity of the temperature field. Some fine dendrite structures were interrupted or melted by the flow of molten steel, thus preventing the development of columnar structures in the solidification direction. Meanwhile, equiaxed nuclei could exist and grow in the molten steel. Therefore, the ratio of equiaxed crystals increased, and the size of the cast structure decreased.
3.2 Dendritic Structure of Slabs
The size and number of segregation spots are strongly determined by the morphology of the dendrite structure. Fine dendrite structure contributes to the decrease in central segregation [23, 24]. Both columnar and equiaxed dendrites exhibit the potential to form solidification bridges in a mushy zone, preventing the feed of the molten steel. Thus, isolated zones containing enriched compositions of steel were created, serving as sources of segregation spots. Figure 4a shows the morphology of the dendrite structure from the inner arc side to the center of the slabs. Obvious transition zones (TZ) were observed between the columnar zone (CZ) and the equiaxed zone (EZ) in the 200 and 350 A slabs. With an increase in current intensity, the transition zone gradually expanded. The secondary dendrite arm spacing (SDAS) of the three slabs was measured (Fig. 4b). For the slab with a stirring current intensity of 0 A to 200 and 350 A, the SDAS at the center of the slab decreased from 210 μm to 170 and 160 μm. SDAS gradually increased from the surface to the center, reflecting a change in solidification rate. SDAS generally increases with a decrease in the cooling rate of steel during continuous casting [25]. Owing to the increased solidification rate, dendrite structures had no sufficient time to grow. The dendrite structures presented a dense arrangement at the edge of the slabs. The solidification rate of the slabs decreased with the growth of the solidified shell; thus, the SDAS gradually increased from the edge to the center of the slabs. In addition, temperature gradients decreased in molten steel under stirring. SDAS decrease with an increase in current intensity, which is facilitated by further increase in solidification rate [17].

Dendrite structure: a morphology of the dendrite structure, b secondary dendrite arm spacing
3.3 Centerline Segregation in Slabs
Controlling the chemical composition distribution of a slab continues to be a highly discussed subject in continuous casting. Reasonable composition distribution in high-magnetic-induction oriented silicon steel slab contributes to the development of manufacturing processes and final product performance. The maximum degree of carbon segregation without S-EMS was 1.3, but this segregation degree increased to 1.7 and 1.5 in the 200 and 350 A samples, respectively (Fig. 5a). Accordingly, the degree of silicon segregation increased from 0.95 to 0.85. The centerline segregation degrees of both carbon and silicon increased with an increase in S-EMS current intensity. S-EMS promoted the development of equiaxed crystal and increased the centerline segregation of carbon and silicon.

Composition distribution at the center of the slab: a carbon distribution and b silicon distribution
The chemical composition distribution was studied to explore the mechanism underlying centerline segregation. Figure 6 illustrates the qualitative distribution information regarding the local concentrations of carbon and silicon at the center of the slabs. The segregation behavior originates from the enrichment and transport of elements in the mushy zone. The white and red zones are segregation spots of carbon and silicon with sizes ranging from tens of microns to several hundreds of microns. Larger withe and red zones are found in the 200 and 350 A samples, indicating an increase in the size of segregation spots. The nucleation efficiency and solidification rate are significantly increased because of high stirring intensities. Dendrite structures connect the surrounding dendrite structures by its rapid growth to form solidification bridges. Some solidification bridges cannot be broken, resulting in the formation of segregation spots. Macroscopic segregation may be caused by large numbers of segregation spots. Thus, the solidification structure at the center of the slab is vital for the control of the centerline segregation. Although the columnar and equiaxed crystals were coarser in the 0 A sample, the degrees of segregation of the carbon and the silicon remained lower than those of the 200 and 350 A slabs. In industrial production, the optimization direction of the solidification structure and the composition distribution of the grain-oriented silicon steel slab is to increase the columnar crystal zone and reduce the equiaxed crystal zone.

Mapping of carbon and silicon distributions at the center of the slabs
4 Conclusions
S-EMS experiments with stirring intensities of 0, 200, and 350 A were undertaken to evaluate the influence of S-EMS on the solidification structure and centerline segregation in high-magnetic-induction grain-oriented silicon steel slabs. The following conclusions were drawn:
-
1.
The morphology of the cast structure indicates that coarse, medium, and fine columnar crystal structures were obtained by controlling the current intensities of S-EMS at 0, 200, and 350 A. The equiaxed crystal ratio increased from 15.8% to 36.4 and 62.4%.
-
2.
Quantitative characterization of the cast structure reveals that the crystal number density increased significantly with an increase in stirring intensity. For coarse, medium, and fine columnar crystals, the maximum size decreased from 37 mm to 23 and 18 mm.
-
3.
Finer dendrite structures at the center of the slab were obtained by increasing the stirring intensity. The size of SDAS decreased from 210 μm to 170 and 160 μm.
-
4.
With increases in S-EMS current intensity, the equiaxed crystal ratio increased, and the dendrite structure decreased; however, carbon and silicon had higher degrees of centerline segregation. Centerline segregation originates from segregation spots around equiaxed structures. To optimize the composition distribution at the center of the slab, the columnar crystal zone should be enlarged, and the equiaxed crystal zone should be reduced.
References
M.F. Littman, J. Magn. Magn. Mater. 26, 1 (1982)
Z. Xia, Y. Kang, Q. Wang, J. Magn. Magn. Mater. 23, 3229 (2008)
M.Q. Yan, H. Qian, P. Yan, H.J. Song, Y.Y. Shao, W.M. Mao, Acta Metall. Sin. 48, 16 (2012)
K. Price, B. Goode, D. Power, Ironmak Steelmak. 43, 636 (2016)
G.L. Houze, S.L. Ames, W.R. Bitler, IEEE Trans. Magn. 6, 708 (1970)
Z. Liu, Z. Liu, J. Li, Z. He, Acta Metall. Sin. 5, 33 (1992)
H.Y. Song, H.T. Liu, H.H. Lu, H.Z. Li, W.Q. Liu, X.M. Zhang, G.D. Wang, Mater. Sci. Eng. A-Struct. 605, 260 (2014)
S.M. Shin, S. Birosca, S.K. Chang, B.C. De Cooman, J. Microsc. 230, 414 (2010)
K. GüNTHER, G. Abbruzzese, S. Fortunati, G. Ligi, Steel Res. Int. 76, 413 (2005)
N. Zhang, P. Yang, W.M. Mao, Acta Metall. Sin. 48, 307 (2012)
L. Cheng, N. Zhang, P. Yang, W.M. Mao, Scr. Mater. 67, 899 (2012)
H.T. Liu, Z.Y. Liu, G.M. Cao, C.G. Li, G.D. Wang, J. Magn. Magn. Mater. 323, 2648 (2011)
L. Ding, Y.Y. Shao, P. Yang, W.M. Mao, T. Mater. Heat Treat. 34, 111 (2013)
Z. He, Y. Zhao, H. Luo, Electrical Steel (Metallurgical Industry press, Beijing, 2012), pp. 397–400
M. Réger, B. Verő, Z. Csepeli, Á. Szélig, Mater. Sci. Forum 508, 233 (2006)
A. Ghosh, Sadhana 26(1–2), 5 (2001)
S.K. Choudhary, S. Ganguly, A. Sengupta, V. Sharma, J. Mater. Process. Tech. 243, 312 (2017)
Z. Xu, X. Wang, F. Huang, L. Zhou, W. Wang, Y. Yin, J. Univ. Sci. Tech. Beijing. 36, 751 (2014)
P.P. Sahoo, A. Kumar, J. Halder, M. Raj, ISIJ Int. 49, 521 (2009)
H.J. Wu, N. Wei, Y.P. Bao, G.X. Wang, C.P. Xiao, J.J. Liu, Int. J. Min. Met. Mater. 18, 159 (2011)
Y. Ji, P. Lan, H. Geng, C.J. Shang, J.Q. Zhang, Steel Res. Int. 89, 1700331 (2017)
L. Beitelman, Can. Metall. Quart. 38, 301 (1999)
S.K. Choudhary, G. Suvankar, ISIJ Int. 47, 1759 (2007)
G. Lesoult, Mater. Sci. Eng. A-Struct. 413, 19 (2005)
Y.M. Won, B.G. Thomas, Metall. Mater. Trans. A 32, 1755 (2001)
Acknowledgements
The authors are grateful for support from the National Science Foundation China (Grant No. 51774031), Open project of state key laboratory of advanced special steel, shanghai university (SKLASS 2017-12), China, and Shougang Qian′an Iron and Steel Company.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Li, X., Wang, M., Bao, Y. et al. Solidification Structure and Segregation of High Magnetic Induction Grain-Oriented Silicon Steel. Met. Mater. Int. 25, 1586–1592 (2019). https://doi.org/10.1007/s12540-019-00280-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12540-019-00280-9