
Abstract
To investigate the effect of heat treatment on the grain size of austenite in 30BF steel, the comparisons of the morphologies and sizes of austenite grains between heating samples were made with a high-temperature electric resistance furnace, and the austenite growth models were built with method of mathematics. The results show that most grains in original specimen with the sizes below 70 μm uniformly distributed. At a heating rate (v) of 10 °C/s, the grain size (d) value under a certain time (t) increased by 60–100 μm with raising temperature (T) from 850 to 1100 °C, whereas the d value under a certain T merely increased by 70–120 μm with raising time to 60 min. Under v = 0.1 °C/s, T = 850 °C, and t = 0 s, the occupied ratio of grains with sizes of 40–50 μm was 0.165, whereas at 900 °C, the occupied ratio was 0.125. The evolutions of \(\ln \left({d^{5.8} - d_{0}^{5.8}} \right)\) with 1/T were in negative linear correlations, whereas the \(\ln \left({d^{5.8} - d_{0}^{5.8}} \right)\) with lnt were in positive linear correlations. To sum up, the grain growth behavior of steel was elucidated.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
30BF steel, a key non-quenched and tempered steel, is widely used to produce various types of umbrella bone for manufacture of automotive rain-brushs, comprising two microstructures of ferrite and pearlite [1]. This steel has better machinability during the processing [2]. However, a serious embrittlement phenomenon of steel appears when it is used, which is mainly attributed to its worse microstructure. Thus, a better heat treatment for this steel to reduce embrittlement is vital [3, 4].
As is well-known to us, the level of heat treatment plays key roles in control of properties and microstructures of steel [5]. As usual, a process of heat treatment mainly includes three procedures of raising temperature, holding temperature and cooling. A better manner of heat treatment always contributes to obtain fine and uniform grain of austenite in steel, and further to improve the strength and toughness of steel, whereas a worse manner is bound to deteriorate the microstructure of steel, resulting in probable occurrence of project accidents. Many investigations [6,7,8,9,10] have been carried out to explore the effect of heat treatment on the properties of steel so far. Of all influence factors [6,7,8], an acceptable recognition, studied by scientists, is that the grain size significantly determines the mechanical properties of steel [8]. With more fine and uniform grains, the better properties of steel are obtained based on proper methods of heat treatment [5].
Nowadays, many scholars have carried out similar studies [6,7,8,9,10]. Sellar et al. [6] investigated the austenite growth behavior of C-Mn steel, and established a mathematical model for description of austenite grain growth in steel. And this proposed model has been widely used by other scientists. Yue et al. [7] analyzed the kinetics of austenite grain growth in GCr15 steel with the austenitizing temperatures of 1223, 1323, 1373, and 1423 K, and holding time in range of 0–480 s, with a result showing that the holding time had vital effects on the austenite grain growth with a mathematical model. Li et al. [9] reported the grain growth behavior of austenite in a GCr15 steel cast billet in heat treatment process, with results showing that the austenite grain size increased with increasing the heating temperature and holding time, and mixed grains were observed. Lee et al. [10] predicted the austenite grain growth of low alloy steels during austenitization considering alloying elements, showing that a formula for predicting the austenite grain growth of low-alloyed steels was proposed with an Arrhenius equation based on 16 different low-alloyed steels. Xiao et al. [11] discussed the austenite grain growth behavior of Q1030 high-strength welded steel, with results showing that the austenite grain size increased with raising heating temperature and holding time, and grew up in exponential state with raising heating temperature and in parabolic manner with prolonging holding time. At 1000–1100 °C, mixed grains [12, 13] appeared. However, there is no systematical research on the austenite grain growth behavior of 30BF steel, so as to achieve desired properties.
Consequently, this paper aims to fully explore the austenite grain growth behaviors of 30BF steel under reheating conditions with a high-temperature electric resistance furnace. And the growth models for austenite grain were obtained with mathematical methods [6, 11, 14] of linear regression and statistics. One of both growth models was first proposed and established with a tri-dimensional space cubic object model. The evolutions of the morphologies and sizes of austenite grains between various heating schemes were systematically compared and the better experimental parameters for grain growth were obtained. The formation mechanism of mixed grain was studied. The conditions for abnormal grain growth were obtained.
2 Experimental Procedures
All the steel samples were taken from hot-rolled rods (30BF umbrella bone steel) produced by a Chinese steel plant (Qindao Steel Group Co., Ltd., located in Shandong province, P.R. China). The chemical composition of steel is shown in Table 1. The microstructure of original steel, etched by alcohol solution containing 4% of nitric acid (volume fraction), comprises ferrite and pearlite with a volume ratio of 1:4, as shown in Fig. 1. The original austenite grain size after 300 °C tempering for 2 h was determined, which was 18.9 μm on average.

Microstructure of original steel
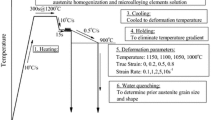
The specimens with the dimensions of 10 × 10 × 15 mm in the rolling direction were cut along the center axis of steel, as shown in Fig. 2. Then the specimens were heated at heating rates of 0.1, 1.0, 10 °C/s in a high-temperature electric resistance furnace to heating temperatures of 850, 900, 1000 and 1100 °C, and held for 0, 5, 10, 30, and 60 min, respectively. In the heating phase, there were three heating rates. In the holding-temperature phase, four temperatures, 850, 900, 1000, 1100 °C were set. In the water-quenching phase, the heated specimens after the holding-temperature were immediately quenched in the cooling water to room temperature to maintain the high-temperature morphologies of austenite grains. And the schemes and a schematic for heat treatment are shown in Table 2 and Fig. 3, respectively.

Schematic of sampling method

Schematic of heat treatment process
After the water-quenching samples were pre-grinded and polished along the rolling direction, they were corroded in mixed solution of saturated picric acid + alcohol + 1.0 mL hydrochloric acid for 15–30 s in a warm water bath to obtain the original high-temperature boundaries of austenite grains in the heated specimen. Then the metallograpic morphologies of grain boundaries were observed with an optical microscope, and the average grain area and grain diameter were calculated by using the Image Pro Plus software [2]. The number of measured grains was in the range from 100 to 500 for reduction of errors in terms of each statistic calculation.
The methods for statistic calculations were described here that the statistics for total austenite grain number (S) in a metallographic viewing image were first performed; next the equivalent size of each austenite grain in diameter (di) in the image was measured and recorded. All of the grain sizes were then divided into various categories based on the size range and corresponding number (h). So the ratio and average austenite grain size (\(\bar{d}\)) were defined as Eqs. (1) and (2), respectively.
3 Results and Discussion
3.1 Size Comparison of Original Grain and Heated Grain
In order to investigate the effect of heat treatment on the sizes of austenite grains, the sizes and distributions of austenite grains shown in Fig. 4 in the original and heating samples were compared. The grain size distribution in the original specimen after measurements is shown in Fig. 4a. The grain size distribution in heated specimen with a holding temperature of 850 °C for holding time 10 min after measurements is shown in Fig. 4b. The original grain and heated grain were referred to as the grains of original hot-rolled steel rods derived from the steel plant and the heating samples after experiments, respectively.

Size comparisons of original grain and heated grain; a original grain size, b grain size at 850 °C for 10 min
As evident in Fig. 4a, the distribution ratio of grain size nearly complys with a parabolic state without a mixed grain phenomenon. Most grains with the sizes below 70 μm uniformly distributed in the whole region of two-dimensional plane; especially, the number of grains with sizes of 15–45 μm occupied more than half of the plane region, which is illustrated that the grains in the original specimen are fine and uniform. Conversely, with increasing the temperature to 850 °C and holding temperature for 10 min, the distribution ratio curve of grain size in heated specimen shown in Fig. 4b had two parabolic states. The distribution state of grain size below 70 μm was the same to that of grain size below 45 μm, as described in Fig. 4b. However, with the grain size above 70 μm, both distribution states show a larger difference. The occupied ratio of larger grain shown in Fig. 4b was more than in Fig. 4a, and both differences of grain size were greater, which is illustrated that raising temperature can greatly contribute to the larger grains and probabe occurrence of mixed grain. Part of the grains with the sizes of 110–140 μm in diameter grew up abnormally. This abnormal growth may develop a mixed grain phenomenon.
3.2 Morphology Evolution of Grain Growth
To investigate the effects of holding temperature and holding time on the grain morphologies of austenite during the heating, the morphology evolutions of austenite grains were described in Figs. 5 and 6, respectively. Figure 5 shows that at holding time of 60 min, the macro-sizes of austenite grain increased with raising the holding temperature.

Effect of holding temperature on austenite grain size at a constant holding time; at 60 min, the grain sizes of austenite evolved at a 850 °C, b 900 °C, c 1000 °C and d 1100 °C, respectively

Effect of holding time on austenite grain size at a constant holding temperature; at holding temperatures of 900 °C and 1100 °C, the grain sizes evolved at a 0 min, b 10 min, c 30 min and d 60 min, respectively
Figure 5a–b shows that at lower holding temperatures, the fine grain regions occupied the greater proportions in viewing field. Besides, the number of larger grains in Fig. 5a was smaller than in Fig. 5b, illustrating that at a same holding time, the higher holding temperature, the larger the grain was. With raising holding temperature, the average grain size greatly increased. The sizes were evidently larger in Fig. 5c–d than in Fig. 5a–b on average, whereas the fine grains occupied smaller ratios in viewing field. Furthermore, Fig. 5d shows that at 1100 °C, the fine region was smallest of 4 viewing fields, and most of grains were completely coarsened. Therefore, a conclusion can be made that the high holding temperature can contribute to the grain growth.
Figure 6 shows that at holding temperatures of 900 °C and 1100 °C, the grain sizes changed with increasing the holding time, respectively.
At 900 °C, with increasing holding time, the grain size grew larger and larger, and the fine grain regions occupied smaller and smaller proportions in viewing fields. At 10 min, a severe mixed grain phenomenon appeared. However, with increasing the holding time, the abnormal grains grew larger further, which was not beneficial for steel properties. At 30 min, the mixed grain phenomenon was further enlarged. And the fine grain region occupied the smallest proportion in viewing field.
At 1000 °C, with increasing holding time, the grain size also grew larger and larger. The growth phenomenon of grain size at 1000 °C was nearly similar to that at 900 °C. However, the grain size of austenite at 1000 °C was on average larger that at 900 °C at any same holding time. Besides, the fine grain region merely appeared in a short holding time, but it disappeared with increasing the holding time. In a longer holding time, the coarsening grain region completely occupied the whole viewing field. Thus, combined with Figs. 5 and 6, a conclusion may be drawn that the effect of higher temperature on the grain growth was greater than that of longer holding time in this paper.
3.3 Size Statistics for Austenite Grains in the Two-Dimensional Plane
After experiments, the average sizes of austenite grains in range of 20–210 μm were recorded statistically under different holding temperatures and holding time. The statistics for average sizes of austenite grains under various manners of heat treatment were shown in Fig. 7. In general, the greater the average size (\({\bar{\text{d}}}\)) of austenite grain, the larger number of coarsening grains was.

Two-dimensional statistics for \(\bar{d}\) at various heating rates; a 0.1 °C/s, b 1 °C/s, c 10 °C/s, dt versus \(\bar{d}\)
Figure 7a shows that at the heating rate of 0.1 °C/s, the average size of austenite grain increased smoothly with increasing holding time under the same holding temperature, and the average grain size also increased with increasing the holding temperature; particularly, above 1000 °C, the average grain size increased more rapidly than below 1000 °C, with a result showing that the size was nearly increased by 100 μm with increasing the holding temperature from 850 to 1100 °C. However, under the same holding temperature, the average size was merely increased by 20–40 μm with increasing holding time from 0 to 60 min. It is illustrated that under a smaller heating rate, in contrast to the effect of holding temperature on grain growth, the effect of holding time was stronger. Because at a smaller heating rate, the grain had enough time to grow and austenizing was sufficient. Therefore, the size distribution of grain was relatively more uniform than that at a larger heating rate. Namely, the large heating rate can foster the abnormal grain growth.
Figure 7b shows that at the heating rate of 1.0 °C/s, the average size of austenite grain increased rapidly with increasing holding time under the same holding temperature, and the average grain size also increased with increasing the holding temperature. It was observed that at the holding time below 10 min, the grain size increased rapidly, whereas above 10 min, raised slowly. The increased curves seemed to be close to the exponential tendency, which was clearly illustrated that the mixed grain phenomenon occurred with a greater probability.
Figure 7c shows that at 10 °C/s, the \(\bar{d}\) value under same holding time increased by 60–100 μm with increasing the holding temperature from 850 to 1100 °C, whereas the grain size under a holding temperature was merely increased by 70–120 μm with increasing the holding time from 0 to 60 min, showing that under a greater heating rate, holding temperature had significant influences on grain growth. The high temperature contributed to the grain nucleation and growth. Besides, the austenite grain growth increased exponentially with increasing holding temperature and time. Meanwhile, as Eq. (4) described, the heating rate significantly determined the initial austenite grain size. Therefore, the smaller the heating rate, the worse the growth was.
Figure 7d shows that under the same heating rate, the \(\bar{d}\) value raised linearly with increasing holding temperature. Remarkably, the longer the holding time, the greater \(\bar{d}\) value was. Moreover, an obvious phenomenon was also observed that under a certain holding time, the greater a heating rate, the smaller \(\bar{d}\) value was, and the differences of \(\bar{d}\) at higher holding temperatures were greater.
3.4 Mathematical Analysis of Grain Growth
The austenite growth is a sponsteneous process, which includes thermodynamics and kinetics. Heating rate, holding time and heating temperature are key factors affecting grain growth. Several classic theories have been established by worldwide renowned scholars [6,7,8,9,10,11,12,13,14], for instance, Beck, Hillert, Arrhenius, Sellars [6], to describe this growth process so far. In contrast to other methods, the Sellars model is more accurate because of full considerations of the relationship of grain growth, heating time and heating temperature [9, 11, 14]. Therefore, a growth model was selected based on Sellars model in this paper.
Different researchers have established grain growth models of different materials by using Eq. (3) so far. Austenitic grain growth model is usually expressed by [11, 14]:
With increasing heating rate, the initial grain size decreases. According to the classical theory of grain growth [15], there is a positive correlation between initial austenite grain size (\(\bar{d}_{0}\)) which is defined as the average size, obtained by measurements after the specimens were instantly heated to a certain temperature without holding temperature, and the reciprocal of the heating rate (v). So the relationship can be expressed by:
where \(\bar{d}\) is the average anstenite grain size after completely coarsening with holding temperature, μm; \(\bar{d}_{0}\) is the initial average grain size after being heated to a temperature without holding time, μm; t is the holding time, s; T is the holding temperature, K; R is the molar gas constant, 8.314 J/(mol K); Q is the activation energy, J/mol; A, n and N are experimental constants; v is the heating rate, °C/s.
For alloys [14], the value of n is between 2 and 6. By the logarithmic transformation of Eq. (3), Eq. (5) is derived by:
In Eq. (5), to work out these parameters (n, A, Q), n was first set to a value (for instance, 2.0, 3.0, 4.0, 5.0, and 6.0), then Q and A under a given n value were calculated by the data fitting. When t remains a constant, the partial derivative with respect to l/T was calculated, as shown in Eq. (6).
By linear regression analysis of \({ \ln }\left( {\bar{d}^{n} - \bar{d}_{0}^{n} } \right)\) to 1/T in Eq. (5), Q value was obtained under a given value of n. Then A can be calculated by Eq. (5).
After fitting the austenite grain size with various heating rates and temperatures according to Eq. (4), respectively, the N value changed slightly. Thus, in this paper, N was set to an average value, 0.082, (linear correlation coefficient R = 0.966). For parameter M, it is found that it changed linearly with T, which can be expressed by:
Thus, the initial grain size of experimental steel can be expressed by Eq. (8):
When n was set to various values, the corresponding Q and A can be determined by the above method. The errors of Q and A under various given values of n can be calculated. The functional relationship between error sum of squares and n was obtained by fitting. Based on the calculations, the error sum was smallest at a n value of 5.8. Then Q and A were calculated to be the parameter values of Eq. (4) when n value was 5.8. After calculations, the values of Q and A were 258,676 and 1.59 × 1019, respectively. Thus, a mathematical model for the austenite grain growth is given by:
Meanwhile, in order to reduce the statistic errors, two indexes were introduced in this paper. The correlation coefficient (R) and absolute average relative error (AE) were calculated to describe the errors of Eqs. (8) and (9), respectively, quantitatively showing the accuracy of the grain growth model in the aspect of prediction for grain size. The R and AE values respectively were 0.949 and 12.11% after calculations. Thus the model can approximately predict austenite grain growth.
However, the actual distribution of grain size in two-dimensional plane scarcely well matches power distribution because the arithmetic average grain size cannot reflect the actual grain size in steel, so a new method for grain growth is proposed with tri-dimensional volume in this paper.
The each equivalent diameter (di) of austenite grain used to calculate the average grain size (\(\bar{d}_{\text{v}}\)) with method of tri-dimensional volume is proposed by:
In general, the fitting calculation of average grain size adopts the method of arithmetic average, mainly based on linear intercept method of grain size. However, the linear intercept method cannot get the data about distribution of grain size, which just can get the ratios of statistical area and the total grain numbers. Therefore, after conversions of size calculations, a new tri-dimensional model for grain growth similar to Eq. (9) was obtained by:
Subsequently, in order to further describe the mathematical relationship between the calculated expressions and experimental data intuitively, several comparisons were conducted in Fig. 8.

Austenite grain size versus T and t; a\(\bar{d}_{0}\) versus T, b\(\bar{d}\) versus T, c\(\ln \left( {\bar{d} ^{5.8} - \bar{d}_{0}^{5.8} } \right)\) versus 1/T, d\(\ln \left( {\bar{d} ^{5.8} - \bar{d}_{0}^{5.8} } \right)\) versus lnt
Figure 8a shows that at holding time t = 1800 s and heating rate v = 1.0 °C/s, the \(\bar{d}_{0}\) values had a positive linear correlation with holding temperature T, and its values obtained by the calculations in Eq. (8) were nearly close to the experimental data. Figure 8b shows that at t = 1800 s and v = 1.0 °C/s, the \(\bar{d}\) values also had a positive linear correlation with T. When the three values of v, t and T were put into Eqs. (9) and (11) respectively, the \(\bar{d}\) values were obtained. It is clearly observed that at a lower T value, the calculations had smaller difference than at a higher T value. Meanwhile, at any T value, the values calculated by Eq. (11) were always smaller than those calculated by Eq. (8); especially at a higher T value, both differences of calculations were greater. Equation (8) was established based on the size statistics of numerous austenite grains in the two-dimensional plane. Therefore, it seemed to be more accurate than Eq. (11). Equation (11) was established based on a tri-dimensional space cubic object model. As a matter of fact, the actual morphologies of grains in the tri-dimensional space were in irregular type. Figure 8c shows that at t = 1800 s and v = 1.0 °C/s, the evolutions of \(\ln \left( {\bar{d}^{{^{5.8} }} - \bar{d}_{0}^{5.8} } \right)\) with 1/T in both Eqs. (9) and (11) were in negative linear correlations. Figure 8d shows that at T = 1000 °C and v = 1.0 °C/s, the relationships of \(\ln \left( {\bar{d}^{{^{5.8} }} - \bar{d}_{0}^{5.8} } \right)\) with lnt were in positive linear correlations.
3.5 Analysis of Size Distribution of Austenite Grain
When a few of large grains are 5 or 10 times larger the size of the others, the distribution curve of grain size, calculated by statistics, appeared two parabolic states, as shown in Fig. 4. The typical morphologies of different grain sizes are shown in Fig. 9.

Typical morphologies of austenite grain; a fine grain, b severe mixed grain, c fine + mixed grain
Figure 9a shows that the grain sizes were fine and the morphology distributions were uniform. Figure 9b shows that the morphologies of grain were inhomogeneous, and the sizes of several grains were far larger than others. Most of grains were in a severe mixed grain region. Figure 9c shows that some grains were fine, while the others were large. The morphology distributions of grains were in fine and mixed grain regions.
Based on calculations above, the Q values of austenite grain growth in steel calculated by two methods were 258 and 285 kJ/mol respectively, and amazingly, both values were greater than those in boron-free low-alloyed steels (90–160 kJ/mol) [16], but were closer to those in Ni, V, Ti alloyed steels [17, 18]. It means that the boron as an alloying element in the experimental steel was likely to enhance the Q values, greatly restricting the grain growth.
The size statistics for grain distribution ratio at a constant heating rate of 0.1 °C/s under various holding time (t) after experiments are shown in Fig. 10.

Distribution ratios of di after experiments at 0.1 °C/s with T; a 850 °C, b 900 °C, c 1000 °C, d 1100 °C
Figure 10a shows that at the holding temperature of 850 °C, the evolutions of grain growths were smooth and slow, and the distributions were unimodal. At t = 0 min, the occupied ratio of grains with the sizes of 40–50 μm was the maximum of all, 0.165. However, with further raising holding time, the number of large-sized grains increased. Figure 10b shows that at 900 °C and t = 0 min, the occupied ratio of grains with the sizes of 40–50 μm was the maximum of all, 0.125. However, with increasing holding time, the ratios of grains with the sizes above 90 μm sustained greater values, illustrating that a mixed grain phenomenon appeared more severe at 900 °C in contrast to at 850 °C, particularly the holding time at 30–60 min. Figure 10c shows that at 1000 °C, a large number of grains had already grown up in the period of heating, the large grain size uniformly distributed in a wide range, and the distributions show same plateau forms. Figure 10d shows that at 1100 °C, there existed a mixed grain phenomenon at 0 min, abnormally in the heating stage. With raising holding time, the large-sized grains became stable, and small-sized grains grew up.
The evolutions of austenite grain distribution at heating rates of 10 and 1 °C/s were similar, but there are still certain differences. With increasing heating rate, the behaviors of nucleation and recrystallization were greatly reduced in the heating period. Therefore, the holding temperature for a longer time led to more mixed grains significantly. Whereas all the curves presented the unimodal states after 1100 °C holding temperature for above 30 min.
In terms of actual process, schemes for heat treatment should possibly avoid the occurence of mixed grains. Based on the analyses above, in terms of experimental steels, the worse schemes for heat treatment were summarized that: heating rate 0.1 °C/s, holding temperatures 900 °C for 30–60 min and above 1000 °C for below 5 min; heating rates 1.0, 10 °C/s, holding temperatures 900 °C for 60 min and 1000 °C for 10–30 min.
4 Conclusions
The sizes and morphologies of austenite grains in the 30BF steel were depicted in this paper, with various manners of heat treatment by using a high-temperature electric resistance furnace. The following conclusions are obtained:
-
1.
The sizes and morphologies of grains between heated specimens were compared. At 10 °C/s, the \(\bar{d}\) value under a t value increased by 60–100 μm with increasing T from 850 to 1100 °C, whereas the \(\bar{d}\) value under a T increased by 70–120 μm with increasing t from 0 to 60 min. A higher holding temperature contributed to the grain growth and the effect of higher temperature on the grain growth was greater than that of longer holding time.
-
2.
The formulae of the initial average grain size and average austenite grain size after coarsening were obtained with mathematics, providing a method to predict the grain growth for production.
-
3.
After experiments, the worse schemes for heat treatment were that: at heating rate of 0.1 °C/s, holding temperature 900 °C for 30–60 min and above 1000 °C for below 5 min; and heating rates 1.0, 10 °C/s, holding temperatures 900 °C for 60 min and 1000 °C for 10–30 min. Therefore, we should avoid the experimental zones during actual production.
References
L. Wang, D. Tang, Y. Song, J. Iron Steel Res. Int. 24, 321–327 (2017)
J.B. Xie, D. Zhang, Q.K. Yang, J.M. An, Z.Z. Huang, J.X. Fu, Ironmak. Steelmak. 1–11 (2018) (published online)
S.S. Albermani, P.S. Davies, C. Chesman, B.P. Wynne, J. Talamantes-Silva, Ironmak. Steelmak. 43, 351–357 (2016)
R. Fakir, N. Barka, J. Brousseau, Met. Mater. Int. 24, 981–991 (2018)
G.R. Ebrahimi, H. Keshmiri, A. Momeni, Ironmak. Steelmak. 38, 123–128 (2011)
C.M. Sellars, J.A. Whiteman, Met. Sci. 13, 87–194 (1979)
C.X. Yue, L.W. Zhang, S.L. Liao, H.J. Gao, J. Mater. Eng. Perform. 19, 112–115 (2009)
J.H. Shin, Y.D. Kim, J.W. Lee, Met. Mater. Int. 24, 1412–1421 (2018)
Z.Q. Li, Z. Wen, F.Y. Su, R.J. Zhang, Z. Li, J. Mater. Res. 31, 2105–2113 (2016)
S.J. Lee, Y.K. Lee, Mater. Design 29, 1840–1844 (2008)
R.T. Xiao, H. Yu, P. Zhou, Int. J. Miner. Metall. Mater. 19, 711–716 (2012)
Q.Y. Sha, Z.Q. Sun, Mater. Sci. Eng., A 523, 77–84 (2009)
F. Wang, C. Davis, M. Strangwood, Mater. Sci. Technol. 34, 587–595 (2018)
G.S. Zhou, H.M. Zhang, H.B. Jia, Heat Treat. Met. 40, 71–75 (2015). (in Chinese)
L.Q. Chen, F.L. Dou, X.H. Liu, Acta Metall. Sin. 45, 1242–1248 (2009)
D.W. James, G.M. Leak, Philos. Mag. 12, 491–503 (1965)
S. Suzuki, G.C. Weatherly, D.C. Houghton, Acta Metall. 35, 341–352 (1987)
H.R. Wang, W. Wang, Mater. Sci. Technol. 24, 2228–2232 (2008)
Acknowledgements
The work is sponsored by the State Natural Science Foundation of China (No. 51671124), and Wuhu Xinxing Ductile Iron Piples Co., Ltd., Wuhu, Anhui Province, China.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interests.
Rights and permissions
About this article

Cite this article
Chen, Yf., Xie, Jb., Wu, Yx. et al. Austenite Grain Growth Behavior of 30BF Steel Before Rough Rolling. Met. Mater. Int. 25, 1072–1082 (2019). https://doi.org/10.1007/s12540-019-00246-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12540-019-00246-x