
Abstract
Drilling is a major component of mining operations and must be efficient in order to achieve an economic production cycle. The main objective of this research is to utilize numerical approaches in the prediction of bit wear rather than laborious, time-consuming, and expensive lab tests. This research used three-dimensional continuum modeling to study the effect of rock and drill bit material, drill speed, and feed rate on the interaction of rock and bit material. In addition, three-dimensional discontinuum modeling was used to validate the previous modeling and to investigate workpiece fragmentation. The rock types evaluated were quartz, limestone, and copper, and the bit materials tested were 76-mm tungsten-carbide (T-C) and polycrystalline diamond compact (PDC). The maximum bit wear depth was 64 mm which occurred with T-C bit and quartz as the workpiece. Tool wear depth was five times higher for copper (0.001 mm) than limestone for a given drilling time. In the discontinuum model, the effect of rotational speed and feed rate on rock fragmentation were simulated. The approach can be used for different purposes by varying the defined parameters in this paper.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
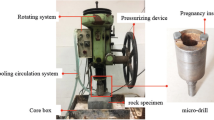
Drilling in rock formations using either mechanical excavation or drill and blast methods requires the use of a drill bit. Bit wear has a critical impact on machining economics: prevention of bit wear and replacement of worn bits comprise approximately 18–24% of machining costs (Klocke and Eisenblätter 1997; Ramírez et al. 2017; Sreejith and Ngoi 2000). The control of bit wear and its impact on the integrity of the machined surface is a major technical challenge (Kishawy et al. 2011). Cutting performance is significantly affected by the abrasive properties of the rock. Quartz is the most abrasive rock type; thus, quartz grain size and content, bit materials and shape, operational variables, and rock strength are the most important characteristics affecting the life of cutting tools (Bilgin et al. 2013). Laboratory bit wear tests on rocks of differing strength and quartz content showed that the wear rate is a function of quartz grain size and content in the rock and specific energy is dramatically affected by wear flat (Figure 1). Bit material characteristics that limit abrasive wear are toughness (to prevent failure), the ability to maintain high-temperature hardness, and wear resistance. Methods for measuring rock abrasiveness include the following: the Schimazek Abrasivity Index, based on the percentage of quartz in the rock (Schimazek and Knatz 1970); the Cerchar Abrasivity Index, based on scratch formation by a steel pin with a cone-shaped tip under a static load of 7 kg over the rock surface for a length of 10 mm (Nizamoglu 1978); and the Norwegian University of Science and Technology (NTNU) Abrasivity Index for predicting hard rock tunnel boring machine performance (Bruland et al. 1995; Bruland 2000).

Several published analytical or empirical equations relate tool wear with cutting conditions (e.g., Attanasio et al. 2017; Takeyama and Murata 1963; Usui et al. 1978), but developing these often requires time-consuming and expensive experimental wear tests (Poutord et al. 2013). Several authors have successfully applied three-dimensional (3D) finite element methods (FEMs) to drilling and machining operation simulations. Figure 2 is one of many examples of accurate FEM software simulations of tool wear.

Finite element method simulation (left) and measured (right) flank wear (Lotfi et al. 2016)
The main objective of this investigation is to develop a new approach to predict bit wear during drilling. The continuum modeling approach was used to simulate drill bit–workpiece interactions and wear mechanisms and evaluate the effects of key operating parameters. Discontinuum modeling was used to investigate workpiece fragmentation, which cannot be analyzed by continuum methods. The effects of bit and workpiece material and operational parameters were simulated in three dimensions.
Continuum simulation
Continuum mechanics deals with solving different mechanical interactions by considering materials as a continuous mass instead of discrete elements. Continuum mechanics can be applied in many examples including metals and rocks (Sharma et al. 2021; Wood et al. 2018; Le et al. 2017; Luan and Robbins 2005; Williams 1999). Equivalent continuum simulation in drilling is carried out by simulating similar material properties in all directions. The advantage of continuum mechanics in drilling is that continuous stress/strain distribution of material is achievable. This can lead to precise information about stress concentration and material failure points. Since the goal of this section is to investigate the wear behavior of the drill bit, continuum mechanics was used to simulating the drill bit. However, discontinuum mechanics is usually preferred in rock simulation regarding the discontinuous nature of rocks. Discontinuum analysis of rock while drilling is also provided in the next section. The advanced 3D FEM software DEFORM developed by Scientific Forming Technologies Corporation (1994) was used to numerically simulate interactions between a drill bit and rock (workpiece) for different rock types, feed rates, and bit rotational speeds. Combined with axial and shear forces and whether or not drilling fluid is used, these are the key parameters affecting bit wear (Köhler et al. 2011; Rostami et al. 2012; Thuro and Käsling 2009). The wear model (Eq. 1) for tungsten-carbide (T-C) proposed by Usui et al. (1984) and based on Taylor’s and Archard’s equations has high accuracy with few constants (Usui et al. 1984; DEFORM-3D 2014):
where w is the wear depth, p is the interface pressure, V is the sliding velocity, T is the interface temperature, dt is the time component, and a and b are constants. Due to the lack of an appropriate model for diamond wear model and simplicity, the T-C wear model was used for the diamond wear model regarding its properties.
Effect of bit and rock material on wear depth
The design of tricone drill bit was hard to simulate due to the software limitations. Therefore, the modeled drill bit in this study is similar to the concave DTH drill bit. The shape and the number of buttons affect the bit performance and change the concentration of the stress. Four simulations were carried out (Table 1). In simulations 1–3, a 76-mm T-C bit and cylindrical limestone, copper, and quartz workpieces were used. In the fourth simulation, a 76-mm PDC bit and cylindrical quartz workpiece with a slightly larger diameter than the tool was used (Figure 3). It is not possible to simulate rock containing more than one mineral within the finite element domain. As a boundary condition, a rotational speed of 0 was considered. A rotational speed of 140 rpm and a feed rate of 3 m/h, which is common for this drill bit, were used for all analyses (Hbaieb et al. 2013; Chen et al. 2020).

a Discretized view of the bit geometry and b bit and workpiece stand position
After 2.25 s from the start of the process (“step 2250”), the wear depth on the T-C bit with limestone was 0.0002 mm (Figure 4a), compared to 0.001 mm for copper (Figure 4b). The wear depth on T-C bit with quartz workpiece was 64 mm (Figure 4c) and for the PDC bit with quartz was 45 mm (Figure 4d). As noted above, pure quartz was modeled, which significantly increases the wear depth. In practice, if the rock contains even a small amount of quartz, wear depth notably increases.

Wear depth of drill bits with a rotational speed of 140 rpm and a feed rate of 3 m/h for a tungsten-carbide bit and limestone, b tungsten-carbide bit and copper, c tungsten-carbide bit and quartz, and d polycrystalline diamond compact bit and quartz
The loads for the T-C bit drilling into limestone and copper were much lower, 50 and 90 kN, respectively (Figure 5a, b). For quartz, the highest load along the axis of the bit was approximately 3000 kN for the T-C bit (Figure 5c) compared to 2500 kN for the PDC bit (Figure 5d), a 17% reduction. This analysis shows that the drill bit load depends more on the workpiece than the bit material. Quartz increases the axial load on the drill bit dramatically and the load continues to increase beyond 2 s. Meanwhile, the load on the bit reaches a balanced value after 1 s for limestone and copper.

Modeled axial load on drill bits with a rotational speed of 140 rpm and a feed rate of 3 m/h for a tungsten-carbide bit and limestone, b tungsten-carbide bit and copper, c tungsten-carbide bit and quartz, and d polycrystalline diamond compact bit and quartz
To assess wear depth as well as bit and workpiece temperature, linear relationships as a function of time were developed (Figure 6 and Table 2). Using a PDC bit instead of a T-C bit leads to a reduction in bit temperature by 66%. Bit temperature increase includes more parts of the bit when the workpiece is quartz rather than limestone and copper. The temperature of the quartz workpiece with T-C bit is significantly higher and is three times that in the quartz workpiece with PDC bit. Comparing limestone and copper, the temperature of the copper workpiece is five times that in the limestone workpiece (Table 2). The presented equations can be used as an aid to predict wear depth in varying situations and avoid expensive laboratory tests.

Relationship between wear depth and drilling time at a rotational speed of 140 rpm and feed rate of 3 m/h for a T-C bits drilling into limestone and copper, and b tungsten-carbide (T-C) and polycrystalline diamond compact (PDC) bits drilling into quartz
Effect of rotational speed on wear depth
Rotational speeds of 140 and 160 and 180 rpm were evaluated for a 3-m/h feed rate and a T-C bit drilling into limestone. The lowest wear depth occurred at a rotational speed of 140 rpm (Figure 7). At 180 rpm, a wear depth of approximately 0.0005 mm was modeled at 2 s, but the continuum model cannot process the high speed and large drilled workpiece, so the solution was stopped after this time. Drill bit wear began to appear nearly 2.2 s from the start of the simulations for speeds of 140 (wear depth of 0.0002 mm) and 160 rpm (wear depth = 0.0007 mm). The ultimate wear depth was 0.0006 mm (2.289 s) and 0.0037 mm (2.388 s) for the 140- and 160-rpm rotational speeds.

Wear depth of a tungsten-carbide drill bit drilling into limestone with a feed rate of 3 m/h and a rotational speed of a 140 rpm, b 160 rpm, and c 180 rpm
The axial load on the T-C bit at 160 rpm (90 kN) was approximately twice the load at rotational speeds of 140 and 180 rpm (50 kN) (Figure 8). However, the minimum wear depth of the drill bit was observed at a speed of 140 rpm (Figure 7). Close examination of the variation in bit wear suggests that higher rotational speed causes deeper wear due to more interaction between the bit and workpiece in less time. Thus, the interaction time for the 180-rpm rotational speed is too short to compare with the slower rotational speeds.

Modeled axial load on tungsten-carbide bits drilling in limestone with a feed rate of 3 m/h at rotational speeds of a 140 rpm, b 160 rpm, and c 180 rpm
Given that increasing the rotational speed results in higher wear depth, when the drill bit rotates six times on the rock (in a different time period for different speeds), the drill speed of 180 rpm caused approximately 0.0005 mm of wear, whereas a 160-rpm drill bit caused nearly 0.0009 mm of wear. On the one hand, in terms of the number of bit rotation on the workpiece, the drill speed of 160 rpm causes greater wear depth; on the other, considering time as a criterion, wear depth of the drill bit at 180 rpm starts sooner and is higher.
Based on this approach, in hard rock with a high abrasive index, a lower rotational speed and a higher applied load or feed rate is recommended. For rocks with a low abrasive index, the rotational speed can be increased. The wear rate is less sensitive to changes in the rotational speed than to changes in rock type or bit material. Figure 9 presents wear depth as a function of time for varying drilling speeds. Additionally, linear relationships between bit and workpiece temperature as a function of time are presented (Table 3). The temperatures of both the bit and workpiece for the bit with the rotational speed of 180 rpm start sooner and are presumably higher.

Relationship between wear depth and drilling time of tungsten-carbide bit with the workpiece of limestone at a feed rate of 3 m/h
Effect of feed rate on wear depth
The feed rate is positively correlated with the load applied on the bit. Based on data from drilling operations, the feed rate range of PDC drill bits is approximately 3–10 m/h. Thus, feed rates of 3, 7, and 10 m/h were simulated and a constant rotational speed of 140 rpm was used in all models. T-C bit material and limestone were simulated. Boundary conditions are the same as in previous simulations. As illustrated in Figure 10, the wear depth of the drill was 0.0006 mm after 0.5 s at a 10 m/h feed rate and after 2.3 s at a 3 m/h feed rate. The intermediate feed rate of 7 m/h showed a wear depth of 0.0001 mm in 0.7 s.

Wear depth of tungsten-carbide bit with limestone workpiece at a rotational speed of 140 rpm for feed rates of a 3 m/h, b 7 m/h, and c 10 m/h
Figure 11 shows the applied axial load on the drill bit for different feed rates. The load on the bit at 10 m/h a feed rate increased in a short time and reached a high value of 52 kN in 0.5 s.

Variations of predicted load on a tungsten-carbide bit with the limestone workpiece at a rotational speed of 140 rpm for feed rates of a 3 m/h, b 7 m/h, and c 10 m/h
Generally, with increasing feed rate, the drill bit wear began sooner and was higher. The applied load confirms this idea since the load on the bit with the feed rate of 10 m/h was the highest (Figure 11). Figure 12 shows the wear depth over time at the three feed rates. The temperature of the bit at the feed rate of 10 m/h significantly increased in a short time and the temperature of the limestone at this feed rate rose dramatically in 0.5 s. The limestone at 3 m/h feed rate did not reach this value in 2 s. To illustrate relationships between bit and workpiece temperature as a function of time, Table 4 is presented. The temperature of both the bit and workpiece starts sooner for the bit with the feed rate of 10 m/h and is probably higher.

Relationship between wear depth and drilling time of tungsten-carbide bit with the limestone workpiece at a rotational speed of 140 rpm
Discontinuum simulation
Rock is naturally composed of discrete elements connected on different surfaces (Barla et al. 2001). Since rock fragmentation plays a crucial role in rock drilling, discontinuum mechanics is considered to simulate rock fragmentation in this section. Discontinuum analysis was firstly used by Stagg and Zienkiewiz (1968) considering rigid blocks connected to each at block interfaces. In the discrete element method (DEM), the rock mass is divided into series of block with interaction in between contact planes. DEM has been widely used to solve the discontinuum problems associated with rock fragmentation (Lin et al. 2021; Zhao and Liu 2020; Zhao et al. 2017).
DEM was used to simulate the effects of feed rate and bit rotational speed on rock breakage and fragmentation during drilling due to shortcomings of the FEM approach in simulating rock fragmentation. To simplify the DEM model, a simple drill bit was simulated having a diameter of 76 mm, which is typically used in blasting operations (Figure 13).

a, b Drill bit geometry and c simplified drill bit geometry used in DEM modeling
The simulated workpiece was a limestone cylinder, as in the FEM model (Figure 14a). The rock material was simulated by an assembly of small discrete elements, glued together such that the final workpiece had strength properties of intact rock (Figure 14b). The Mohr-Coulomb criterion was used for block interactions at interfaces. The workpiece block was located on a base block, which was fixed as the model boundary condition (Figure 14b). A rotational speed was applied to a T-C bit and its interaction with the rock was simulated.

a Discrete element workpiece geometry and b boundary condition of the workpiece
Effect of rotational speed on rock fragmentation
This simulation was performed at a constant feed rate of 3 m/h and rotational speeds of 140, 160, and 180 rpm. As expected, rock fragmentation depended on rotational speed: the maximum fragmentation was achieved at 180 rpm (Figure 15). The unbalanced force in the bit at 160 rpm speed was the highest, which indicates good fragmentation, but also a higher possibility of bit breakage. The axial force was the highest (40 kN) for a rotational speed of 160 rpm (Figure 16). The axial force at rotational speeds of 140 and 180 rpm were both approximately 32 kN.

Limestone fragmentation with tungsten-carbide bit at a feed rate of 3 m/h and the rotational speed of a 140 rpm, b 160 rpm, and c 180 rpm

Axial force (acting in the Y direction) applied to a tungsten-carbide bit rotating on a limestone workpiece at a feed rate of 3 m/h and rotational speeds of a 140 rpm, b 160 rpm, and c 180 rpm
Effect of feed rate on rock fragmentation
A constant rotational speed of 140 rpm was considered and feed rates of 3, 7, and 10 m/h were simulated. Rock fragmentation was directly related to feed rate: the maximum fragmentation of the rock was observed at a 10 m/h feed rate (Figure 17). The axial force in the Y direction for a feed rate of 7 m/h reached its highest value (50 kN) in 1.5 s and then fell to an average of 10 kN (Fig 18b). By comparison, at a feed rate of 10 m/h, the axial force reached 35 kN in a short time and then varied within this range (Figure 18c). Thus, the axial force was higher for a feed rate of 10 m/h, although the bit with a feed rate of 7 m/h bore much more force in a short period of time.

Limestone fragmentation with tungsten-carbide bit at rotational speed of 140 rpm and feed rates of a 3m/h, b 7 m/h, and c 10 m/h

Axial force applied on tungsten-carbide bit rotating on limestone workpiece at a rotational speed of 140 rpm and feed rates of a 3 m/h, b 7 m/h, and c 10 m/h
Conclusions
Drill bit-rock interactions are complex, involving mechanisms that are difficult to quantify and modify experimentally. In this study, complexities associated with rock characteristics, the dynamic nature of the problem, and bit–workpiece contact mechanics were managed using advanced 3D continuum and discontinuum modeling methods.
For the continuum approach, effects of rock and bit type, rotational speed, and feed rate on wear depth were evaluated. The rock and tool type were the most crucial elements in determining tool wear. We recommend changing the drilling path to avoid rocks containing quartz. If this is not possible, tool wear can be controlled by modifying parameters such as rotational speed and feed rate. For quartz-containing rocks, a PDC drill bit is recommended; it reduced the wear depth and drill bit temperature by 33 and 66%, respectively, over the same period of time. Compared to quartz, limestone and copper are not as abrasive. The wear depth of a T-C bit was approximately 5 times more drilling in copper than limestone. The applied load on T-C tool (30 kN) was 60 times higher drilling in quartz than limestone. This load was 16% lower with the PDC bit.
Both continuum and discontinuum analyses showed the axial load on the bit was highest for a rotational speed of 160 rpm. The wear depth was also higher for a rotational speed of 160 rpm than 180 rpm. The limestone temperature is considerably higher at a speed of 180 rpm. By increasing the feed rate, tool wear commenced sooner and appeared higher. The applied load on the bit showed that the bit having a feed rate of 10 m/h experienced the maximum wear depth. The bit temperature with a feed rate of 10 m/h rises significantly shortly and the limestone temperature increased greatly in 0.5 s. The limestone at feed rates of 3 m/h did not approach this value in 2 s. The discontinuum approach was used to model the effects of rotational speed and feed rate on rock fragmentation. Fragmentation was positively related to rotational speed and feed rate.
In practical drilling applications within the mining and civil industries, the project costs are strongly affected by tool wear, since the correct estimation of wear and timely replacement of the tool can significantly influence operational efficiency. The interaction of drill bit-rock in situ is a highly complicated process and relatively unknown. It is very difficult to characterize the rock mass in situ and there are limited filed data available on the effect of rock mass properties on drill efficiency. The predictive approach shown in this work can be used as an aid in selecting the appropriate bit for varying rock types. Predictive design charts were presented that can be used as an aid in bit selection but require site-specific calibrations. The authors believe that a significant amount of work at the laboratory and field scales are required to characterize the drill bit wear mechanisms in actual field operations. This is a work in progress and will be the subject of future publications.
References
Attanasio A, Faini F, Outeiro JC (2017) FEM simulation of tool wear in drilling. Procedia CIRP 58:440–444
Barla, Giovanni, et al. "Developments and applications of discontinuum modelling to rock engineering." Computer methods and advances in Geomechanics (2001): 81-92
Bilgin N (1977) Investigations into the mechanical cutting characteristics of some medium and high strength rocks. In: PhD thesis. The University of Newcastle Upon Tyne, England
Bilgin, N. 1982. Drillability studies in Zonguldak coalfield, Turkish Scientific and Research Council, TUBITAK, MAG-548
Bilgin N, Copur H, Balci C (2013) Mechanical excavation in mining and civil industries. CRC Press
Bruland, A. 2000. Hard rock tunnel boring. Fakultet for ingeniørvitenskap og teknologi
Bruland, A., Dahlo, T. S., & Nilsen, B. 1995. Tunnelling performance estimation based on drillability testing. In 8th ISRM Congress. International Society for Rock Mechanics
Chen S, Wisinger J, Dunbar B, Propes C (2020) Identification and mitigation of friction-and cutting action-induced stick-slip vibrations with PDC bits. In: IADC/SPE International Drilling Conference and Exhibition. Society of Petroleum Engineers
DEFORM-3D Version 11.0 user’s manual, 2014. Scientific Forming Technologies Corporation
Hbaieb, Slim, Michael Azar, and Smith Bits. "Hybrid bit improves drilling efficiency in Brazil’s pre-salt formations." World Oil, p. B154-B157, Setembro (2013).
Kishawy HA, Pang L, Balazinski M (2011) Modeling of tool wear during hard turning with self- propelled rotary tools. Int J Mech Sci 53(11):1015–1021
Klocke FAEG, Eisenblätter G (1997) Dry cutting. CIRP Ann 46(2):519–526
Köhler M, Maidl U, Martak L (2011) Abrasiveness and tool wear in shield tunnelling in soil/Abrasivität und Werkzeugverschleiß beim Schildvortrieb im Lockergestein. Geomechanics and Tunnelling 4(1):36–54
Le LA et al (2017) Modelling jointed rock mass as a continuum with an embedded cohesive-frictional model. Eng Geol 228:107–120
Lin Q-w et al (2021) Simulation of the fragmentation and propagation of jointed rock masses in rockslides: DEM modeling and physical experimental verification. Landslides 18.3:993–1009
Lotfi M, Jahanbakhsh M, Farid AA (2016) Wear estimation of ceramic and coated carbide tools in turning of Inconel 625: 3D FE analysis. Tribol Int 99:107–116
Luan B, Robbins MO (2005) The breakdown of continuum models for mechanical contacts. Nature 435(7044):929–932
Nizamoglu, S. 1978. Study on the performance of TBMs and tool consumption. PhD thesis. Ecole Nationale Superieure de la Metallurgy et de L’industry des Mines de Nancy, p 139
Poutord A, Rossi F, Poulachon G, M'Saoubi R, Abrivard G (2013) Local approach of wear in drilling Ti6Al4V/CFRP for stack modeling. Procedia CIRP 8:316–321
Ramírez F, Soldani X, Loya J, Miguélez H (2017) A new approach for time-space wear modeling applied to machining tool wear. Wear 390:125–134
Rostami J, Gharahbagh EA, Palomino AM, Mosleh M (2012) Development of soil abrasivity testing for soft ground tunneling using shield machines. Tunn Undergr Space Technol 28:245–256
Schimazek J, Knatz H (1970) The influence of rock structure on the cutting speed and pick wear of heading machines. Gluckauf 106:274–278
Sharma A, Vijay A, Sadeghi F (2021) Finite element modeling of fretting wear in anisotropic composite coatings: application to HVOF Cr3C2–NiCr coating. Tribol Int 155:106765
Sreejith PS, Ngoi BKA (2000) Dry machining: machining of the future. J Mater Process Technol 101(1-3):287–291
Stagg KG, Zienkiewicz OC (1968) Rock mechanics in engineering practice. John Wiley & Sons Ltd
Takeyama H, Murata R (1963) Basic investigation of tool wear. Journal of Engineering for Industry 85(1):33–37
Thuro K, Käsling H (2009) Classification of the abrasiveness of soil and rock. Klassifikation der Abrasivität von Boden und Fels. Geomechanics and Tunnelling 2(2):179–188
Usui E, Shirakashi T, Kitagawa T (1978) Analytical prediction of three-dimensional cutting process—part 3: cutting temperature and crater wear of carbide tool. Journal of Engineering for Industry 100(2):236–243
Usui E, Shirakashi T, Kitagawa T (1984) Analytical prediction of cutting tool wear. Wear 100(1-3):129–151
Williams JAA (1999) Wear modelling: analytical, computational and mapping: a continuum mechanics approach. Wear 225:1–17
Wood RJK, Herd S, Thakare MR (2018) A critical review of the tribocorrosion of cemented and thermal sprayed tungsten carbide. Tribol Int 119:491–509
Zhao T, Liu Y (2020) A novel random discrete element analysis of rock fragmentation. Int J Numer Anal Methods Geomech 44(10):1386–1395
Zhao T et al (2017) Investigation of rock fragmentation during rockfalls and rock avalanches via 3-D discrete element analyses. J Geophys Res Earth Surf 122.3:678–695
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Additional information
Responsible Editor: Murat Karakus
Rights and permissions
About this article

Cite this article
Houshmand, N., Mortazavi, A. & Hassani, F.P. Modeling drill bit wear mechanisms during rock drilling. Arab J Geosci 14, 1970 (2021). https://doi.org/10.1007/s12517-021-08333-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12517-021-08333-3