
Abstract
The term ‘micronization’ is often used to refer to a process of heat treatment of grains at high temperature for a relatively short time processing using near-infrared radiation. Recently there is an increasing interest in the application of micronization as a processing technology for grains. When cereals/legumes with sufficient moisture are subjected to micronization, some beneficial changes like partial gelatinization of starch, inactivation of enzymes that are responsible for the degradation of quality and denaturing of antinutritional factors are observed. The partial gelatinization due to micronization improves starch digestibility and palatability and reduces the cooking time without significantly affecting other nutrients present in grains. Micronization is applied in the commercial production of quick cooking pulses, flaked cereals and toasted products. This review mainly deals with recent studies on micronization of pulses and cereals used as food and feed and the effect of micronization on product quality and cooking characteristics.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Plant-origin products such as grains are an integral part of the human diet, as they play a significant role in nourishment. They serve as one of the sources of energy, protein and other micronutrients. Some of the factors that concern the utilization of these products are poor digestibility, longer cooking time and low storage stability due to the enzymatic reactions and the presence of antinutrients affecting nutrient absorption. Thermal treatment of grains is one of the effective methods for the inactivation of enzymes and antinutritional factors and improving digestibility. However, it can also lead to certain undesirable changes such as loss of vitamins and minerals, loss of fresh appearance, flavour and texture. The typical approach to overcome or at least minimize these undesirable quality changes in thermal processing is the high-temperature short-time (HTST) concept. One such approach that has been recognized to have a niche in thermal processing of grains is micronization.
The term micronization is often used to refer to a process of heat treatment of grains using infrared (IR) radiation for a relatively shorter time. Infrared rays are a form of electromagnetic waves consisting of alternating electric and magnetic field moving at the speed of light. When electromagnetic waves impinge on any material, these rays induce the constituent molecules to vibrate, which leads to intermolecular friction, resulting in rapid heat development inside the material. The application of IR radiation to food processing has potential benefits such as higher heat transfer to the food, shorter processing time, increased energy efficiency and better quality product [17]. Infrared radiation has been employed in food processing operations such as dehydration [18, 41, 42], frying [10], dry blanching and enzyme inactivation [20], baking [17] and pasteurization [6, 19]. The general aspects of IR processing have been broadly covered in reviews by Krishnamurthy et al. [25, 26] and Rastogi [38]. Although studies on the micronization process were initiated in the 1970s, only in the recent past the technique has gained importance, and a few works have been reported [11, 44], and a few commercial products have been developed employing this technique (Micronizing company, UK). Since the demand for quick cooking cereals/pulses is increasing, the micronization process is gaining importance. The use of micronized grains in feed for improved starch digestibility/palatability is another reason for the growing interest in this technique.
This review discusses the process of micronization, application of micronization in processing of grains that are used either as food or feed and effect of micronization on starch gelatinization and digestibility, rheological and functional properties, nutritional content and cooking time.
Micronization Process
The ability of IR radiation to rapidly heat material makes it a suitable method of heating. Infrared radiation is classified into three categories based on wavelength, namely near-infrared (NIR), mid-infrared (MIR) and far-infrared (FIR) rays corresponding to the spectral ranges of 0.75–1.4, 1.4–3 and 3–1000 μm, respectively [40]. During micronization, the IR rays penetrate the grain and cause the constituent molecules to vibrate at a frequency 60,000–150,000 MHz that results in intermolecular friction and brings about rapid internal heating [16, 28]. The micronization process is concerned with the application of high-frequency NIR radiation to heat materials having sufficient moisture to induce desired changes in the material being processed. Rapid heating (~for 90–180 s) of grains in the presence of sufficient amount of moisture (>25 %) leads to starch gelatinization, reduced protein solubility and increased pectin solubility, which leads to improved starch digestibility/palatability and a reduction in cooking time. The micronized grains are expected to have some textural changes (increased porosity) and also to develop minor fissures on the surface. This change helps in rehydration of grains and also reducing cooking time. The rapid heating also inactivates enzymes and antinutritional component to a significant level, which could increase the shelf life and nutritional value, respectively. Initial reports on micronization deal with improving the nutritional quality of cereal grains used as feed for pigs and chicken [27, 30]. In recent years, micronization has been adopted as an effective way to achieve quick cooking of pulses as pulses take a longer time to cook due to their tough seed coat, which slows the water uptake during cooking. Micronized cereals are commercially used in the production of ready-to-eat breakfast cereals, cereal adjuncts, and in the brewing industry, or as animal feed.
Applications of Micronization in Processing of Grains
Food Grains
Micronization of Legumes
Legumes are considered to be a valuable source of plant proteins. Utilization of legumes is limited to a certain extent due to the requirement of longer cooking time and the presence of antinutritional factors. In the recent past, micronization has been successfully employed to shorten the cooking time and also to reduce the antinutritional factors. Also, other methods such as pre-treatment of legumes with alkaline salts and pre-cooking followed by drying have also been attempted. Prerequisites such as salt concentration in tempering solution, tempering time and moisture content are crucial for a process to be effective in reducing the cooking time of pulses. The following sections highlights the work reported on the effect of pre-treatment and conditions of micronization on physicochemical, structural, functional and sensorial characteristics of legumes.
Arntfield et al. [3] evaluated the effects of tempering conditions and moisture content on the quality of micronized Laird lentils. The samples were micronized using a bench-top micronizer composed of a tubular quartz IR lamp for 100 s on one side and flipped and heated for an additional 50 s. Based on the results of preliminary trials, the optimum tempering level for micronization of lentils was selected (25, 29, 33 %). The study reported that micronization at higher moisture levels (29 and 33 % w.b) produced significantly softer lentils due to a reduction in hardness values (≤125 N) and also increased the starch gelatinization (~70 %). However, higher moisture content (33 %) resulted in slight darkening of the seeds as indicated by the reduced lightness values (~46) in comparison with samples processed at lower moisture levels (~48). The protein solubility of micronized lentils was high when lentils were tempered to 25 % moisture content (~64–66 %) than lentils tempered to 29 and 33 % (~44–49 %). The authors suggested that the use of micronization on legumes tempered with water has the potential for reducing cooking time.
In another study, Bellido et al. [5] investigated the effect of using different tempering solutions (water, a mixture of salts of bicarbonate, carbonate and phosphate, a mixture of citric acid and ascorbic acid, or EDTA) prior to micronization on the hardness, colour, starch and protein content of navy and black beans. Micronized beans (surface temperature 112–117 °C) had significantly lower hardness values when tempered in water (~475 and 570 N) or with the solution containing the alkaline salt (~500 and 540 N) than raw (662 and 604 N) or beans treated with EDTA or the acid combination. The reduction in hardness was also correlated with the increased gelatinized starch (22.5 and 19 %) content and decreased protein solubility (9 and 13 %). Their study results too indicated that tempering beans in water prior to micronization was effective in significantly reducing the hardness and cooking time of beans. Andrejko et al. [2] demonstrated that pea seeds subjected to IR processing (180° C for 90 s) exhibited higher water absorption (by 1.8 times) during cooking compared to unprocessed seeds. Cooking time of pea seeds was shortened by 50 % on micronization. In contrary to the observations made in the above two works, the authors suggested that micronization of pea seeds even at 10 % moisture content for 90 s could be used commercially to shorten the cooking times that may be suitable for achieving foods of instant type.
The efficiency of the process in reducing the cooking time varies depending on the type of legume as their response varies due to inherent structural differences. The changes in chemical composition, mechanical, physical and functional properties of legume seeds (kidney beans, green peas, black beans, Laird lentils, pinto beans) subjected to micronization were investigated by Fasina et al. [16]. IR heating of legumes seeds to a surface temperature of 140 °C reduced the moisture content in the range of 7–30 %. Significant changes in the dimensions, i.e. major axis, minor axis and intermediate axis (9.09, 4.74 and 6.38 mm), were observed in case of black beans compared to raw (8.4, 4.25 and 5.97 mm). The increase in seed volume (~13–30 %) and reduction in bulk density (~2 %) occurred due to rapid internal heating and increase in water vapour pressure inside the material during micronization. This was attributed to volume increase and fracturing of grain. Reduction in trypsin inhibitor levels was in the range of 35–50 % for smaller seeds (green peas, black beans and lentils) and less than 10 % for larger seeds (kidney and pinto beans). Soaking of micronized seeds for 24 h exhibited higher leaching losses (~11 g/100 g sample) than raw (1–5 g/100 g sample). The authors assumed that cracking of seeds during micronization might have facilitated the migration of solubles into the soaking water causing higher leaching losses.
The effect of micronization process on the structural and physicochemical characteristics of two cowpea varieties (Var. 462 and Bechuana white) was explored by Mwangwela et al. [32]. The cowpeas were micronized using a table-top micronizer in a single layer for 6 min to a final surface temperature of 153 °C. It was observed that tempering to 41 % moisture content and heating to 153 °C led to changes in the physical structure such as development of fissures in the seed coat and cotyledon. These changes facilitated higher water uptake during cooking and imparted softer texture (5.0 and 2.6 N mm) compared to unmicronized seeds (7.3 and 3.2 N mm). Micronized cowpeas exhibited lower bulk density (20.35 and 24.37 %) than the unmicronized seeds. Following micronization, a significant reduction in cooking time by 36–47 % was achieved. The process also resulted in increased enzyme susceptible starch content (85.8 and 68.2 %) compared to unmicronized seeds (14.1, 21.2 %). Micronization lead to protein denaturation as evident by reduction in protein solubility of the cowpeas (33 and 34 %) compared to unmicronized ones (85 and 88 %). The study indicated that both the cowpea varieties had similar cooking times. The Bechuana white variety had softer cooked texture, absorbed more water and exhibited a higher degree of splitting during cooking (61.9 %) than the Var.462 (34.4 %). This could be as a result of varietal differences in the cotyledon structure. The authors concluded that although micronization reduced the cooking time significantly, it also led to splitting of cowpeas, and hence, this process may not be appropriate for cowpea varieties that are susceptible to splitting and are desirable as whole seeds after cooking.
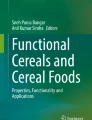
A few studies have focussed on the effect of micronization on the physicochemical properties of legumes. Arntfield et al. [4] compared the impact of processing at two micronization temperatures (138 and 170 °C) on the Laird lentils quality characteristics. Lentils (33 %, d.b) micronized (170 s) to attain an internal temperature of 138 and 170 °C required less compression force (63 and 55 %). Micronized lentils also contained increased level of gelatinized starch (44.2 and 46.7 %) compared to unprocessed samples (25 %). Lentils processed to an internal temperature of 138 °C were better than 170 °C, as cooked lentils were harder due to more moisture losses (7 %). Examination of seed coat microstructure revealed that only sample processed to 170 °C exhibited some collapse in the surface structure possibly due to drying (Fig. 1). Modifications in the texture due to micronization were not attributed to the changes in seed coat structure. Micronization (170 °C) also resulted in a slight darkening of the lentils as seen by lower lightness values (35.3) compared to unprocessed samples (37.7). In this study, authors concluded that optimization of micronization conditions like moisture content and temperature is very essential, as it has a definite impact on grain quality attributes.
Likewise, Kayitesi et al. [21] studied the effect of micronization of preconditioned cowpeas seeds on cooking time and sensory characteristics. Four cowpea types: Bechuana white (light-brown), Glenda (dark-brown), Dr Saunders (red) and Blackeye (cream), were selected for the study. They also reported that the process of micronization (41 % mc, final surface temperature 153 °C) significantly reduced cowpea cooking time by 28–49 %. Micronization increased splitting of all the cowpea types, and Bechuana white variety was more split and attained a mushy texture. Descriptive sensory analysis showed that micronized cowpeas were darker which was also confirmed by lower lightness values (38–64) than unmicronized cooked cowpeas (74–97) and was more evident in light-coloured cowpeas. Micronized cowpeas exhibited reduced coarseness, chewiness and firmness, indicating softer texture comparatively. There was a significant increase in the roasted aroma, flavour and total aroma strength after micronization. In some of the cowpea types, fermented flavour was also perceived (Fig. 2) which can be eliminated by lowering the moisture-conditioning temperature. Their study revealed that micronization of preconditioned cowpeas reduced the cooking time by nearly 50 % in some cowpea types and thus increasing their utilization. Authors have suggested that since excessive splitting of cowpeas is not desirable, selection of cowpea types that are less susceptible to splitting is important, if cowpeas are to be consumed in whole form and the ones that have more tendency to split can find its use in soups, sauces, etc.

Scanning electron micrographs of the seed coat for lentils that are raw (a, b), micronized to 138 °C (c, d) and micronized to 170 °C (e, f). Both surface (a, c, e) and cross sections (b, d, f) have been examined (reprinted from Arntfield et al. [4], copyright year: 2015 with permission from John Wiley and Sons)

Effect of micronization of preconditioned (41 % moisture) cowpeas on sensory properties of cooked cowpeas, a Blackeye, b Bechuana white, c Glenda, d Dr Saunders (reprinted from [21], copyright year: 2015 with permission from John Wiley and Sons)
Mwangwela et al. [33] examined the effect on functional properties of cowpea flour from seeds micronized at two different surface temperatures (130 and 170 °C). Bechuana white cowpea variety (41 % mc w.b) was micronized for 3 and 8 min to a final surface temperature of 130 and 170 °C, respectively. Starch and protein are the major constituents affecting the functional properties of the flour. Micronization did not induce any prominent changes in the crude protein content but reduced the nitrogen solubility index by 32 and 45 % at both the processing temperature. A significant increase in the water absorption capacity of the micronized cowpea at 130 °C (2509 g kg−1) and 170 °C (2871 g kg−1) was observed compared to unmicronized samples (1384 g kg−1). Significant reductions in water solubility (17.8 and 18.2 %) and swelling indices (42 and 55 %) and foaming capacity (~60 %) of the flour were observed in samples micronized at 130 and 170 °C. These changes were attributed mainly to the gelatinization of starch and reduced protein solubility due to micronization. Micronization affected the functional properties and the cowpea seeds processed at high temperature (170 °C) exhibited a decline in most of the functional properties. These observations are consistent with results achieved in the previous works. The authors recommended mild micronization conditions to process cowpeas. In another study, Mwangwela et al. [34] studied the effect of micronization temperature on cowpea cooking characteristics and also on starch physicochemical and functional properties. Cowpea seeds (Bechuana white) were (tempered to 41 % w.b) micronized for 3, 6 and 8 min to final surface temperatures of 130, 153 and 170 °C, respectively. A significant reduction in cowpea cooking time was observed at all the three micronization temperature (47, 44 and 32 %) compared to unmicronized cowpea. Unmicronized cowpeas required longer cooking time (60 min) to attain soft texture (~3.5 N mm) compared to micronized seeds (30–45 min) (Fig. 3). Micronization (130, 170 °C) of cowpeas altered the crystalline order of the starch granules as indicated by loss of birefringence and increased α-amylase digestion (68 and 73 %) compared to unmicronized cowpea seeds (21 %). Micronization affected the functional properties of the cowpea flour as observed by a decrease in pasting viscosities compared to unmicronized cowpea flour. The authors inferred that although micronization at 170 °C reduces the cowpea cooking time significantly, it also affects the starch functional properties.

Effect of micronization temperature (130, 153 and 170 °C) on texture (work) of cowpeas during 90 min of cooking (reprinted from [34], copyright year: 2015 with permission from John Wiley and Sons)
Besides reducing the cooking time of legumes, it is also shown that the process of micronization is effective in reducing the antinutritional factors. Kouzeh-Kanani et al. [23] in their study reported that IR processing of full-fat soybeans to 124 °C and subjected to 15 min of holding at experimental conditions decreased antinutritional factors such as urease (0.05 units of pH rise) and trypsin inhibitors (8.2 TIU/mg) to acceptable levels without affecting the available lysine levels. The authors in another study indicated that IR heating can also be used for enzyme inactivation. Lipoxygenase, an enzyme responsible for the deterioration in soybeans, was inactivated by 95 % within 60 s of IR treatment [24].
The effect of micronization on the proximate composition, textural properties, biochemical and nutritional properties of soy milk and tofu prepared from micronized soybeans (micronized for 90 s, 110–115 °C) was monitored by Metussin et al. [31]. The study showed that the protein content in soymilk prepared from micronized beans was higher (3.6 %) than soymilk from unprocessed beans (2.8 %) possibly due to an increase in water dispersibility of protein. Invitro protein digestibility of soymilk prepared from micronized beans was also higher (~4 %) than that of soymilk from unprocessed ones. In the case of tofu prepared from micronized beans, the protein content (6.6 %) was less than the tofu prepared from unprocessed soybean (9.5 %). The process also resulted in lower firmness and hardness values in tofu (temperature of coagulation 70 °C) made from the micronized beans (0.06 N/mm, 0.29 N) compared to tofu from unprocessed beans (0.11 N/mm, 0.67 N). These changes suggested that the process affected the coagulating properties and also reduced intermolecular binding properties of the micronized soybean protein. The available lysine content of the soymilk (6.1 %) and tofu (6.6 %) prepared from micronized soybean was higher compared to unprocessed sample (4.6, 5.9 %). Structural changes during micronization resulted in the availability of previously unavailable ϵ-amino groups. Their work indicated that heat treatment by micronization had only minor effects on the electrophoretic behaviour of protein components of the soymilk and tofu.
Influence of different non-thermal processing including soaking, fermentation and thermal processing such as roasting, micronization (24 % mc, 90 °C, 2.5–3 min), boiling, microwave and autoclave cooking on the nutritional quality of legumes (cowpea, kidney beans and peas) was explored by Khattab et al. [22]. Their findings indicated that autoclaving was most effective in improving protein quality followed by micronization and microwave cooking amongst various heat treatments attempted. The increase in different protein quality parameters such as protein efficiency ratio, chemical score and essential amino acid index of the micronized samples compared to raw was 10–27, 14–90 and 5–14 %, respectively. But here the authors observed that in vitro protein digestibility values reduced after micronization (2.75–3.72 %) and roasting (5.72–7.96 %) and attributed the changes to non-enzymatic browning and thermal cross-linking that occurred during dry-heat processing.
Thermal processing usually leads to altered solubility patterns of proteins due to denaturation. Zheng et al. [46] assessed the effect of micronization (surface temperatures of 115 and 140 °C) on nitrogen solubilities of cereals and legumes. Cereals (wheat, barley, rye, triticale, millet and wild rice) with moisture contents of 7–13 % and legumes (green pea, yellow pea, lentil, black bean, kidney bean and pinto bean) with moisture contents of 8–10 % were used in the study. Observations of the study indicated lower nitrogen solubilities in water at pH 6.0 (13–54 % for cereals, 12–41 % for legumes), 0.5 M NaCl (30–37 % for cereals, 9–64 % for legumes) in micronized samples compared to untreated grain/seed indicating denaturation of albumins and globulins and, to a lesser extent, prolamins for some cereals such as barley and triticale. It was noticed that increasing grain moisture content and micronization temperature progressively reduced nitrogen solubility in cereals and legumes. The authors suggested that adopting suitable IR processing conditions (moisture level, 10–14 %, 115 °C for cereals and 140 °C for legumes) can minimize the protein denaturation.
Generally when seeds are stored in mass, the volume of seeds increases exerting pressure on the wall of storage containers due to imbibition. When stored at extreme conditions, this could even result in damage to the container. Therefore, knowledge of force values appearing during imbibition is a critical factor in designing storage containers. Andrejko et al. [1] studied the changes in the pressures appearing in the course of humidification between thermally untreated soybean seeds and the seeds after micronization. Authors reported that humidification of soybean seeds that were thermally treated exerted about ten times lower pressures as compared to the pressures exerted by the material that was not subjected to micronization. Decreased seed cover permeability and changes in chemical composition of the micronized seeds could be responsible for the reduction in pressure during humidification.
Cenkowski et al. [7] developed a mathematical model describing temperature and moisture changes in a continuous flow configuration of yellow peas, exposed to high IR intensity. The model was based on radiation exchange principle in an enclosure composed of diffuse-grey surfaces. Authors made a number of assumptions with regard to product characteristics and mode of heating to develop the model. A pilot-scale gas-fired IR micronizer with a vibrating metal trough was used to validate the mathematical model. The model was developed to predict temperature and moisture content at different locations in peas having initial moisture content of 19 and 29 % (w.b). The results of the study showed that values predicted by developed models were in good agreement with that obtained from experiments.
The above findings showed that micronization can be used to considerably reduce the cooking time of legumes without significantly affecting quality, besides being effective in reducing antinutritional factors. The process could prove to be energy efficient, if process parameters are appropriately standardized depending on nature of legumes being micronized. Although a few research studies indicate the reduction in solubility of protein due to denaturation, and discolouration of grains, by suitably modifying processing conditions (IR application sequence and other parameters), these undesirable changes could be minimized. The summary of work reported on micronization of legumes is presented in Table 1.
Micronization of Cereals
A few studies have reported the application of micronization in processing cereals such as sorghum, barley, maize, oats, wheat and rice bran. The following section discusses the effect of micronization on physicochemical and nutritional properties and also on the efficiency of the process in enzyme inactivation for probable shelf-life extension of cereals.
Cruzy Celis et al. [9] evaluated the use of micronized sorghum of different endosperm types in granola-type ready-to-eat breakfast cereal. Waxy and non-waxy sorghum grains responded differently to micronizing although the conditions were kept same. Whole waxy grains produced flakes that were more gelatinized, whiter in colour, had better texture and a more cooked flavour. Air tunnels formed due to the evaporation of internal water during micronization was responsible for the puffed texture, light density and expansion of flakes. In contrast, non-waxy sorghum flakes were small, and dense and less disruption of starch granules was observed. This study showed that the selection of the type of cereal for micronization is critical. The authors inferred that the flakes from micronized waxy sorghum have potential applications in breakfast cereal and snack production due to their texture and flavour attributes.
The effect of micronization of hulless and pearled barley was investigated by Fasina et al. [15]. The authors reported that hulless barley samples expanded more when subjected to IR heating due to the presence of bran providing additional resistance to removal of evaporated moisture from within the kernel. When the kernels were conditioned, the starch granules melted indicating starch gelatinization. The amount of starch gelatinized significantly increased (34–93.8 %) with the increase in initial moisture content (19–26.5 % w.b) and kernel surface temperature (115–150 °C). Water absorption after soaking of micronized barely increased (intact kernels or flour) by 2–3 times compared to the unprocessed. This research study revealed that both micronizing temperature and initial moisture content affect the functional, structural and physical properties of the grain. In another study on barley, Emami et al. [13] analysed the effect of micronization on the concentrations of rapidly digestible starch (RDS), slowly digestible starch (SDS) and resistant starch (RS). Normal barley (NB), waxy barley (WB) and high-amylose barley (HAB) were the varieties used in the study. Barley was tempered to three different moisture contents (approximately 17, 31 or 41 % w.b), and then, each tempered sample was micronized to three surface temperatures (100, 120 or 140 °C). Micronized barley had a higher content of RDS and lower in SDS and RS, as compared to the untreated samples (Table 2). In NB and HAB, the concentration of RDS increased, and that of SDS and RS declined, with an increase in the initial moisture content and process temperature. In the case of WB, the concentration of RDS increased, and that of SDS and RS decreased. However, with an increase in micronization temperature, there was no significant effect of initial moisture content of WB on starch configuration. The observed increase in starch digestibility was attributed to starch gelatinization during micronization without significant retrogradation on subsequent storage. Authors concluded that both initial moisture content and surface temperature had a significant effect on the concentration of gelatinized starch in micronized barley samples. Higher concentrations of gelatinized starch associated with higher initial moisture content (40 %) and higher surface temperature (140 °C).
Deepa and Hebbar [11] studied optimization of process conditions for micronization of maize flour and its effect on rapidly digestible starch (RDS) and inactivation of peroxidase enzyme. A pilot scale, a conveyorized system fitted with NIR heaters, was used for this study. Maize flour was evenly spread over a glass plate kept on the conveyor and exposed to IR radiation. The study employed central composite design (CCD) with three variables, namely time (60–180 s), temperature (130–170 °C) and moisture content (20–40 %) with RDS and peroxidase contents as responses. The optimized micronization conditions (173 s, 159 °C, 40 % mc; 164 s, 166 °C and 40 % mc) obtained from the model resulted in 7.1–7.7 % increase in RDS content and 92.5–96.2 % inactivation of peroxidase enzyme. The increase in RDS content due to micronization could be attributed mainly to the gelatinization of starch. The scanning electron micrographs showed that the starch granules in the unmicronized flour are more or less spherical in shape, and turns non-spherical on micronization due to partial gelatinization (Fig. 4). The research studies indicated that the process of micronization can be used to improve RDS content and inactivation of enzymes in maize flour, which in turn leads to improved starch digestibility and probable increase in shelf life of maize flour. Žilic et al. [48] evaluated the effect of IR heating of maize grains on the formation of certain Maillard reaction products (MRPs) including acrylamide, 5-hydroxymethylfurfural (HMF) and N-ε-fructosyllysine (measured as furosine), changes in phenolic compounds, total antioxidant capacity and colour. There was an increase in furosine content by 37 % when processed for 50 s at 110 °C. HMF content was not detected in dried maize, and during IR heating at 140 °C for 100 s, the amount of HMF formed in maize reached 46.88 mg/g. Degradation of phenolic compounds also occurred after IR heating at 140 °C for 100 s, concentrations of ferulic and p-coumaric acids decreased which was approximately 48 and 32 times lower than their initial levels. The authors observed the formation of Maillard reaction products in IR-treated maize grains at higher temperature (>120 °C) and lower moisture levels (<4 %). They reported that less drastic conditions of IR heating (about 110 °C) are favourable with limited risk of formation of thermal process contaminants and also lead to improved antioxidant capacity.

Scanning electron microscope images of unmicronized and micronized maize flour; a control; b IR treated, 159 °C, 173 s, 40 %; c IR treated, 166 °C, 164 s, 40 (Deepa and Hebbar [11], copyright year: 2015, with permission from Elsevier)
Micronization of oat groats was carried out in order to identify the optimum processing conditions to inactivate lipolytic enzymes without causing browning of the oat groats [8]. A laboratory-scale gas-fired micronizer was used for this study. The unit had a perforated ceramic reflector bonded to a metal plate as a heater, and the oat groats were placed on a vibrating bed. Micronization trials involved controlling the surface temperature of the samples (1) by spraying with water (spraying tests) and (2) by restricting the infrared intensity (voltage control tests). Temperature control to avoid browning and inactivation of the peroxidase during this operation was obtained either by spraying water on the surface intermittently with 3.5 min of total processing or by adjusting the voltage of IR lamps and processing for 2.5 min. The authors suggested that micronization can be employed for successful inactivation of peroxidase enzyme in oat groats. In another study, Yılmaz et al. [44] demonstrated the effect of IR power, processing time and storage period on free fatty acids, oryzanol and tocopherol content, and on energy consumption for stabilization of rice bran. The experimental trials revealed that stabilization of rice bran at IR powers between 500 and 700 W was effective in retarding the FFA increase over a period of 6 months. The authors also evaluated the process energy consumption. It was observed that energy consumption at higher power level for short processing time (700 W, 3 min, 0.036 kWh/kg) was lower than at low IR power for long time (300 W, 10 min, 0.1955 kWh/kg, 600 W, 5.2 min, 0.0946 kWh/kg). The energy consumption required for IR stabilization was found to be comparable to that for extrusion, one of the most prevalent methods employed for rice bran stabilization. No change in oryzanol content was noticed after processing, but a significant loss (50 %) in tocopherols was observed. However, adopting high-power and short-duration processing, these losses can be minimized. IR can be used for stabilization of rice bran as it was effective in retarding FFA increase during the course of storage.
The effect of micronization on protein solubility characteristics of wheat having different gluten strength was elucidated by Sun et al. [43]. Wheat grains were micronized after tempering to 16 and 22 % moisture content, and the performances were compared with that of grains not subjected to tempering. The micronization bed slopes were adjusted to ensure micronized seeds reached a final surface temperature of 100 ± 5 °C. Micronization resulted in protein denaturation and aggregation during the process that contributed to losses of protein solubility and gluten functionality. The reduction in protein solubility in micronized samples was nearly 17 %. The average amount of the extractable polymeric protein fraction decreased from 19.3 % (untreated samples) to 10.7 % (micronized without tempering) and 3.1 % (micronized samples tempered). Moisture level during micronization had a significant impact and resulted in greater changes in protein solubility. Both hydrophobic and disulphide bonds appeared to be induced by micronization. The process of micronization markedly affected wheat rheological behaviour and gluten functional properties.
Influence of Micronization on Grinding Energy Requirements of Grains
The influence of parameters during thermal processing with IR on the value of elementary energy intake of grinding wheat grains was demonstrated by Opielak et al. [36]. Micronization was carried out at the temperature of 120 and 170 °C for 60 and 120 s, and the initial moisture content was 11–17 %. The authors reported that thermal processing with IR leads to changes in the value of energy required for grinding the unit of wheat grain mass. These changes depend on the parameters used during thermal processing (time and temperature) and the initial moisture of the material. Their studies indicated that the reduction in energy consumption during grinding occurred only when the material having initial moisture of 17.0 % was subjected to micronization at the temperature of 170 °C for 60 s and 120 s (~55–60 eu × 10−4 kWh/kg) compared to unmicronized wheat grains (~68 eu × 10−4 kWh/kg).
The changes in physical and mechanical properties of micronized normal barley (NB), high-amylose barley (HAB) and waxy barley (WB) samples were evaluated [14]. The samples were hydrated to 42–45 % moisture and subjected to micronization at 100 °C till the final moisture content is 10 %. Micronized barley exhibited low bio-yield and started to fracture at a lower force (10.22, 21.16 and 2.51 %) and deformation (75.41, 23.7 and 12.83 %) than the control. Changes in mechanical properties suggested that milling micronized barley required less energy than the unprocessed barley. These changes were mainly due to the gelatinization of starch granules, change in starch–protein and starch–lipids interactions during micronization. The authors observed that micronization of barley samples could reduce the required milling energy as they are more susceptible to breakage and possess lower modulus of elasticity and maximum contact stress. The work reported on micronization of cereals, and key observations made by authors is summarized in Table 3.
Applications of Micronization in Feed Processing
Micronizers in recent years are operated mainly by the animal feed industries. The presence of antinutritional factors such as trypsin and protease inhibitors, flatulence factors and lectins in legumes adversely affects the nutritional quality of the feed. Research studies reported that through the process of micronization, these disadvantages have been overcome.
Micronization has been shown to improve the utilization of corn and sorghum by poultry [12]. Mustafa et al. [35] explored the effect of micronization on ruminal and post-ruminal and total tract digestibility of protein, and amino acids of micronized flaxseed. Two steers fitted with ruminal and duodenal cannulas were used in a randomized complete block design. The results of this study indicated that micronization is an effective method for protecting flaxseed protein from ruminal degradation. The heat treatment reduced in sacco ruminal degradability of flaxseed protein by increasing the size of the slowly degradable protein fraction as well as reducing its ruminal degradation rate. Results of the mobile nylon bag study suggested that the quality of ruminal un-degraded amino acids available for post-ruminal digestion was not compromised by micronization. The effects of IR irradiation (for 60, 90, 120 and 150 s) on starch degradability and chemical compositions of corn grains were studied [39]. Three ruminally fistulated rams were used to measure in sacco degradation. Results suggest that IR processing of corn grain was effective in decreasing its ruminal starch. Time requirements for micronization were lower than for other dry- and wet-heat methods, and authors were of the view that this process may be useful in processing corn grains.
Zarkadas et al. [45] investigated the effect of preconditioning and different micronization temperature of wheat on physicochemical characteristics and performance and digestibility when included in diets for weaned piglets. Contrary to previous findings, from their study the authors reported that the inclusion of wheat processed under different micronization conditions did not improve piglet performance. In another study, it was shown that micronization of wheat at temperatures of 90–100 °C improved the feed efficiency in broilers, whereas the feed efficiency decreased when processed at temperatures of 120 °C [37]. The effects of micronization on in situ and in vitro nutrient disappearances of wheat, barley and corn were investigated by McAllister and Sultana [29]. Micronization appeared to alter the nature of the protein matrix and slow the in situ rate of starch digestion in all varieties (Sceptre, Laura, Kansas) of wheat examined. Authors have concluded that micronization may prove to be an effective method to modulate the rate of acid production during the fermentation of wheat in the rumen.
Conclusions
The high-temperature short-time IR treatment of grains known as micronization is gaining popularity as an effective method for reducing cooking time and antinutritional value. The studies reported so far have indicated that micronization of tempered or a hydrated grain at high temperatures induces partial gelatinization and inactivates enzymes responsible for spoilage and antinutritional components in cereals, pulses and oilseeds. The gelatinization of starch, changes in texture and development of fissures on the surface of grains reduce cooking time. This has led to the application of this technique in the production of quick cooking pulses, breakfast cereals and feed for animals. Although several studies and some commercial applications of micronization process are reported, a holistic study covering all quality characteristics of grains is still scarce. All the literature reports have indicated that operational parameters play a crucial role and need optimization. More insight into the effect of operational parameters such as combinations of power levels, single/multistage processing and intermittent heating is essential for the development of energy-efficient process. This provides an opportunity for further studies on this line and facilitates the application of micronization in food and feed industry.
References
Andrejko D, Mazur J, Grochowicz J (2003) The effect of infrared heating treatment on the changes of pressure taking place in the course of humidification of soybean seeds. Agric Eng 6:02
Andrejko D, Rydzak L, Œlaska-Grzywna B, GoŸdziewska M, Kobus Z (2008) Influence of preliminary thermal processing applying infra-red radiation on pea seeds cooking process. Int Agrophys 22:17–20
Arntfield SD, Scanlon MG, Malcolmson LJ, Watts B, Ryland D, Savoie V (1997) Effect of tempering and end moisture content on the quality of micronized lentils. Food Res Int 30:371–380
Arntfield SD, Scanlon MG, Malcolmson LJ, Watts BM, Cenkowski S, Ryalnd D, Savoie V (2001) Reduction in lentil cooking time using micronization: comparison of 2 micronization temperatures. J Food Sci 66:500–505
Bellido G, Arntfield SD, Cenkowski S, Scanlon M (2006) Effects of micronization pretreatments on the physicochemical properties of navy and black beans (Phaseolus vulgaris L.). LWT Food Sci Technol 39:779–787
Brandl MT, Zhongli P, Huynh S, Yi Z, McHugh TH (2008) Reduction of Salmonella enteritidis population sizes on almond kernels with infrared heat. J Food Prot 71:897–902
Cenkowski S, Hong JT, Scanlon MG, Arntfield SD (2004) Mathematical modeling of heat and mass transfer during continuous infrared micronization. Dry Technol Int J 22:2255–2272
Cenkowski S, Bale AR, Muir WE, White ND, Arntfield SD (2004) Stabilization of oat groats by infrared treatment. Tech Sci 7:15–26
Cruzy Celis L, Rooney LW, McDonough CM (1996) A ready-to-eat breakfast cereal from food-grade sorghum. Cereal Chem 73:108–114
Dagerskog M (1979) Infra-red radiation for food processing II. Calculation of heat penetration during infra-red frying of meat products. LWT Food Sci Technol 12:252–257
Deepa C, Hebbar HU (2014) Micronization of maize flour: process optimization and product quality. J Cereal Sci 60:569–575
Douglas JH, Sullivan TW, Abdul-Kadir R, Rupnov JJ (1991) Influence of infrared (micronization) treatment on the nutritional value of corn and low- and high-tannin sorghum. Poult Sci 70:1534–1539
Emami S, Meda V, Pickard MD, Tyler RT (2010) Impact of micronization on rapidly digestible, slowly digestible, and resistant starch concentrations in normal, high-amylose, and waxy barley. J Agric Food Chem 58:9793–9799
Emami S, Meda V, Tyler RT (2011) Effect of micronisation and electromagnetic radiation on physical and mechanical properties of Canadian barley. Int J Food Sci Technol 46:421–428
Fasina OO, Tyler RT, Pickard MD, Zheng GH (1999) Infrared heating of hulless and pearled barley. J Food Process Preserv 23:135–151
Fasina OO, Tyler RT, Pickard MD, Zheng GH, Wang N (2001) Effect of infrared heating on properties of legume seeds. Int J Food Sci Technol 36:79–90
Ginzburg AS (1969) Application of infrared radiation in food processing. Leonard Hill Books, London
Hebbar UH, Vishwanathan KH, Ramesh MN (2004) Development of combined infrared and hot air dryer for vegetables. J Food Eng 65:557–563
Huang L (2004) Infrared surface pasteurization of turkey frankfurters. Inno Food Sci Emerg Technol 5:345–351
Jeevitha GC, Hebbar HU, Raghavarao KSMS (2013) Electromagnetic radiation-based dry blanching of red bell peppers: a comparative study. J Food Process Eng 36:663–674
Kayitesi E, Duodu KG, Minnaar A, de Kock HL (2013) Effect of micronisation of pre-conditioned cowpeas on cooking time and sensory properties of cooked cowpeas. J Sci Food Agric 93:838–845
Khattab RY, Arntfield SD, Nyachoti CM (2009) Nutritional quality of legume seeds as affected by some physical treatments, Part 1: protein quality evaluation. LWT Food Sci Technol 42:1107–1112
Kouzeh-Kanani M, Van Zuilichem DJ, Roozen JP, Pilnik W (1981) A modified procedure for low temperature infrared radiation of soybeans. Part I: improvement of nutritive quality of full-fat flour. LWT Food Sci Technol 14:242–244
Kouzeh-Kanani M, Van Zuilichem DJ, Roozen JP, Pilnik W (1982) A modified procedure for low temperature infrared radiation of soybeans. II. Inactivation of lipoxygenase and keeping quality of full fat flour. LWT Food Sci Technol 15:139–142
Krishnamurthy K, Khurana K, Soojin J, Irudayaraj J, Demirci A (2008) Infrared heating in food processing: an overview. Compr Rev Food Sci Food Saf 7:2–13
Krishnamurthy K, Khurana HK, Jun S, Irudayaraj JM, Demirci A (2009) Infrared radiation for food processing. In: Jun S, Irudayaraj JM (eds) Food processing operations modeling: design and analysis. CRC Press, Boca Raton, pp 115–142
Lawrence TLJ (1975) An evaluation of the micronization process for preparing cereals for the growing pig. 3. A note on the effect of micronization temperature on the nutritive value of wheat. Anim Prod 20:167–170
Livingston HG (1977) Heat processing of cereals and oilseeds. Micronizing Co. (UK), Framlingham, Suffolk, England
McAllister TA, Sultana H (2011) Effects of micronization on the in situ and in vitro digestion of cereal grains. Asian-Australas J Anim Sci 24:929–939
Mercier C (1971) Effects of various U.S. grain processes on the alteration and in vitro digestibility of starch granule. Feedstuffs 43:33
Metussin R, Alli I, Kermasha S (1992) Micronization effects on composition and properties of tofu. J Food Sci 57:418–422
Mwangwela AM, Waniska RD, Minnaar A (2006) Hydrothermal treatments of two cowpea (Vignaunguiculata L. Walp) varieties: effect of micronisation on physicochemical and structural characteristics. J Sci Food Agric 86:35–45
Mwangwela AM, Waniska RD, Minnaar A (2007) Effect of micronisation temperature (130 and 170 °C) on functional properties of cowpea flour. Food Chem 104:650–657
Mwangwela AM, Waniska RD, McDonough C, Minnaar A (2007) Cowpea cooking characteristics as affected by micronisation temperature: a study of the physicochemical and functional properties of starch. J Sci Food Agric 87:399–410
Mustafa AF, McKinnon JJ, Christensen DA, He T (2002) Effect of micronization of flaxseed on nutrient disappearance in the gastrointestinal tract of steers. Can J Anim Sci 95:123–132
Opielak M, Andrejko D, Komsta H (2004) The influence of thermal processing with infrared rays on the elementary energy consumption in grinding wheat grains. TEKA Komisji Motoryzacji I Energetyki Rolnictwa IV
Niu ZY, Classen HL, Scott TA (2003) Effects of micronization, tempering, and flaking on the chemical characteristics of wheat and its feeding value for broiler chicks. Can J Anim Sci 83:113–121
Rastogi NK (2012) Recent trends and developments in infrared heating in food processing. Crit Rev Food Sci Nutr 52:737–760
Sadeghi AA, Nikkhah A, Fattah A, Chamani M (2012) The effects of micronisation on ruminal starch degradation of corn grain. World Appl Sci J 16:240–243
Sakai N, Hanzawa T (1994) Applications and advances in far-infrared heating in Japan. Trends Food Sci Technol 5:357–362
Sharma GP, Verma RC, Pathare P (2005) Mathematical modeling of infrared radiation thin layer drying of onion slices. J Food Eng 71:282–286
Sharma GP, Verma RC, Pathare PB (2005) Thin layer infrared radiation drying of onion slices. J Food Eng 67:361–366
Sun S, Watts BM, Lukow OM, Arntfield SD (2006) Effects of micronization on protein and rheological properties of spring wheat. Cereal Chem 83:340–347
Yılmaz N, Tuncel NB, Kocabıyık H (2014) Infrared stabilization of rice bran and its effects on γ-oryzano content, tocopherols and fatty acid composition. J Sci Food Agric 94(8):1568–1576
Zarkadas LN & Wiseman J (2001) Influence of processing variables during micronization of wheat on starch structure and subsequent performance and digestibility in weaned piglets fed wheat-based diets. Anim Feed Sci Tech 93(1):93–107
Zheng GH, Fasina O, Sosulski FW, Tyler RT (1998) Nitrogen solubility of cereals and legumes subjected to micronization. J Agric Food Chem 46:4150–4157
Žilić S, Hadži-Tašković Šukalović V, Milašinović M, Ignjatović-Micić D, Maksimović M, Semenčenko V (2010) Effect of micronisation on the composition and properties of the flour from white, yellow and red maize. Food Technol Biotechnol 48:198–206
Žilić S, Mogol BA, Akıllıoğlu G, Serpen A, Babić M, Gökmen V (2013) Effects of infrared heating on phenolic compounds and Maillard reaction products in maize flour. J Cereal Sci 58:1–7
Acknowledgments
Authors wish to thank Director, CFTRI, for the encouragement and support. The first author would like to thank ICMR, New Delhi, for the award of Senior Research Fellowship.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Deepa, C., Hebbar, H.U. Effect of High-Temperature Short-Time ‘Micronization’ of Grains on Product Quality and Cooking Characteristics. Food Eng Rev 8, 201–213 (2016). https://doi.org/10.1007/s12393-015-9132-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12393-015-9132-0