
Abstract
Knowledge of the deformation behaviour of Ti-6Al-4V using single-point micro incremental forming (SPMIF) is very important to understand the physics behind the microstructural changes, and forming limit. In SPIF, shape changes in sheet metals up to ultra-thin sizes can be performed without using a die and punch (does not require any specific tooling as in the conventional forming process) and hence, this process is recommended for the fabrication of parts in the aerospace, automobile, and bio-medical industries. Furthermore, in SPIF, the components are manufactured using a hemispherical end tool moving along a predefined path with an enhanced forming limit. The present research work has focused on studying the formability, microstructure, mechanical properties and fracture mechanics of Ti–6Al–4V alloy foils during SPMIF. The importance of spindle speed on the forming limits of the Ti–6Al–4V alloy foil was studied and it was found that the maximum forming limits were achieved at higher spindle speeds (200 rpm) due to strengthening of basal texture and weakening of prismatic texture components. A forming limit strain (FLS) was drawn at different spindle speeds (100, 150, and 200 rpm). XRD, EBSD and TEM analyses were performed for the phase analysis, orientation and dislocation density respectively. The fracture behaviour was investigated and the void coalescence parameters were compared with respect to spindle speed.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Titanium and its alloys are used in many applications require high levels of reliable performance, including automotive, aerospace, surgery, chemical plants, medicine, and other major industries, because of their distinctive properties such as high strength, high toughness, low weight ratio, biocompatibility and excellent resistance to corrosion [1]. In many technical applications, titanium substitutes are heavier, less reliable, and less cost-effective materials. Ti is commonly used in designs to create reliable, inexpensive, and durable systems and components. Various titanium grades are available. Pure titanium is not as robust and formable as other titanium alloys. Ti-6Al-4V alloy is the most popular alloy. It exhibits exceptional mechanical properties and dependable machinability. Owing to its biocompatibility, this alloy provides the highest overall performance for a range of weight-reduction applications in automotive, marine equipment, and aerospace applications. An Ti-6Al-4V (Ti grade V) is used in medical applications namely, dental implants, pacemakers, hip and knee replacements [2].
Sheet metal components are essential for both consumer and commercial applications. With the current trends in product size reduction and developments in microelectronics, sheet metal products are now required to keep up with tiny items, such as micro cups, micro gears, and laminates for micro motors and sensors. Thin sheet metal components are needed for advanced products including structural parts and compact housing in consumer goods, laparoscopic surgical tools and medical implants in the medical field. Sheet metal manufacturing methods, such as deep drawing and stamping are well-known on a large scale. According to Beltran et al., [3], conventional forming methods encounter challenges as they become smaller, including reduced formability, incorrect tool fabrication, misalignment of several tooling elements, and absence of control over the conditions at the interfaces between various moving parts.
The single point incremental forming (SPIF) process is an advanced metal forming technique by which very thin parts (micro level) can be easily shaped without significant stress concentration. This process is currently being used by metal forming research communities. During this process, a simple hemispherical-ended tool is used to locally deform the sheet, which gives it ultimate shape as it moves along a specified tool path. The major features of SPIF compared with conventional forming are lower forming forces and a lack of product shape-dependent tooling. The scaled-down version of SPIF [4], known as single point micro incremental forming (SPMIF), is a suitable choice for integration into the micro-fabrication paradigm owing to its benefits of energy efficiency, greater process flexibility, and mobility. In addition, SPIF can help us manufacturing of intricate with precise micro-sheet metal parts.
Knowledge of SPIF failure is still in its infancy. Currently, predicting the formability, fracture behaviour, and forming pressures for SPIF of large aerospace and automotive parts requires considerable time and effort. Smaller components allow for significantly faster execution of multiple experimental runs than larger components. If correlations between macro-scale and micro-scale formability and forming forces can be studied, the cycle time for creating the appropriate tool paths for SPMIF can be significantly reduced. According to Jeswiet et al. [5], the maximum formable wall angle is a good predictor of material formability failure in SPIF. As per Filice et al. [6], the possibility of real-time fracture identification is based on punch force which automatically stick with the process parameters. The force trend methodology for recognizing failure can be applied to a cone-shaped object; however, Szekeres et al [7] showed that it cannot be utilized to detect failure in a pyramid-shaped object.
The mechanics of the technique itself has a significant impact on the likelihood of failure in SPIF. The concept of conventional forming limit curves (FLCs) was initially used to explain formability limits in the SPIF process. Filice et al. [8] showed that the strain for failure in SPIF is much greater than that in traditional forming. Huang et al. [9] employed an empirical fracture criterion called Oyane's fracture to forecast failure when creating a conical cup using SPIF. Jackson and Allwood [10] demonstrated that stretching of the metal perpendicular to the tool path, and stretching of the metal along the tool path are the main types of deformation occurring in the SPIF process. Obikawa et al. [10] explained that the SPMIF process in a CNC machine with a specific sheet clamping fixture affects the formability by varying the tool rotation, tool size, and lubricant. The simulation of the SPIF process using finite element modeling (FEM) on aluminium alloy sheets was investigated by Said et al.[11]. Gatea et al. [12] conducted several experiments related to SPIF techniques that varied several factors, namely, tool type, tool shape, tool diameter, sheet metal thickness, spindle speed, spindle direction, and feed rate. Ambrogio and Gagliardi [13] investigated the formability of Ti and Al alloys formed using a high-speed incremental process and reported a linear relationship between the forming speed and formability. Behera et al. [14] used an incremental forming process to determine the precise form and shape of Ti medical implants. An application was developed to use SPIF to create a personalized medical device, such as an ankle brace. The SPIF procedure was chosen to create sheet exalting and profiling when producing intricate shapes [15]. Jeswiet et al. [5] investigated SPIF using various asymmetric complicated designs, including single-point and multi-point incremental sheet metal forming (ISF). Sekine and Obikawa [16] reported that increasing the tool contact area on the sheet metal during the SPMIF process resulted in higher forming and fracture limits. Yoganjaneyulu et al. investigated the impact of the SPIF technique on the fracture behaviour (void coalescence) of Ti grade 2 sheets, as well as the impact of the tool diameter and speed. It was found that the sheets had higher forming and fracture limits when formed at higher speeds with a 12 mm tool diameter. The forming and fracture behaviour of high strength low alloy (HSLA) steels were investigated and correlated the fracture analysis with shear strain [17, 18]. Vigneshwaran et al. [19] used different Al alloy grades AA5083, AA6061, and CP-Al to correlate the void coalescence and fracture limit with respect to strain triaxiality. The majority of researchers have focused on the formability and fracture behaviour of stainless steel, Al, Cu, and their alloys. There are no reports on the SPMIF of Ti alloy foils, which is essential for bio implants. The current study focused on the formability, fracture behaviour, microstructure, and mechanical properties of a Ti-6Al-4V foil subjected to the SPMIF process.
Experimental procedure
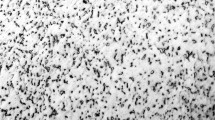
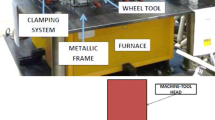
In the present study, Ti-6Al-4V alloy foils (base metal-BM) with 0.25 mm (250 microns) thickness were used. The chemical composition of the selected materials is listed in Table 1. An optical micrograph of the Ti-6Al-4V alloy is shown in Fig. 1. The grains appeared to be equiaxed and consisted of a globular α-Ti and β-Ti phases. The average size of the equiaxed α-phase grains (white) was 7±3 μm whereas the average grain size of the transformed β-phase (dark) was 2.5±1.4 μm. Fig. 2a shows the schematic diagram representing the SPMIF process. The SPMIF tool was developed using the F6 tool steel material which was fabricated with a hemispherical tool end as shown in Fig. 2b.The SPMIF process was performed on Ti-6Al-4V alloy foils using a FINE MILL TM VMM Mill 250, which is a lab-scale computerized numerically controlled vertical milling machine (CNC-VMM). Laser assisted circular grid (1.5 mm diameter) patterns were prepared over the Ti-6Al-4V alloy foils. The foils were clamped using a special fixture setup installed in the CNC-VMM unit. The CNC-VMM programming codes were developed to perform SPMIF with varying tool rotational speeds of 100 rpm, 150 rpm and 200 rpm. The vertical step depth and feed rate were kept at 0.2 mm and 300 mm/min, respectively, which favored the forming behavior of Ti alloys as per our previous investigation [20]. The strain rate for the forming operation was 25 s-1. Coconut oil was used as the lubricant to obtain a good surface finish on the deformed part. SPMIF was performed on the Ti-6Al-4V alloy foils until the onset of necking and the foils were unclamped for evaluation after SPMIF. The deformed foil after SPMIF is shown in Fig. 2c-d. Samples for micro-tensile test along rolling direction (RD) and transverse direction (TD) were cut and used for mechanical testing (Fig. 2d). Upon completion of SPMIF, the grid circles became elliptical. To construct the forming limit strain (FLS), the major and minor diameters of the deformed circles were measured using a digital probe microscope (VMM, Standard Gage Visual 250) with an accuracy of 3 μm. The true major strain (\({\varepsilon }_{1})\) and true minor strain (\({\varepsilon }_{2})\) were obtained from the major and minor diameters of the deformed circles, respectively. A FLS was plotted with the true minor strain and true major strain in the abscissa and ordinate, respectively. The expression used to determine the true minor strain and true major strain was based on the following expressions [21].

Optical microstructure of Ti-6Al-4V alloy (base metal) in RD

a Schematic diagram representing SPMIF process; (b) Experimental setup of SPMIF; (c) Deformed Ti-6Al-4V foil after SPMIF; (d) Region of extraction of tensile samples along rolling direction (RD) and transverse direction (TD); (e) Micro tensile sample (topmost - before testing and rest-after testing) and (f) dimensional details of micro tensile specimens [22]
Samples along RD were taken for microstructural examination. After standard metallographic procedure, the polished sample was etched using Kroll's reagent (2% HF in water) and the same was subjected to a light optical microscopic examination. Microstructural examination was carried out using field emission scanning electron microscopy (FEG-SEM) integrated with electron-backscattered diffraction (EBSD). The samples were extracted from the walls of the deformed foils and electropolished at 38 V for 20s in 80:20 methanol and per-chloric acid using a Struers – ElectropolTM – IV unit. Orientation images were recorded with a step size of 0.3 µm with the support of FEITM-Quanta 3D FEGSEM. The recorded data were incorporated into TSL OIM 4.6 software for obtaining, the grain size plot, orientation plot and pole figures. Samples of 0.5 mm2 were extracted from the deformed zone after SPMIF and mechanically grounded to a thickness of ~100 µm foils. The ground foils were electropolished with 78% CH3OH, 10% C3H6O3, 7% H2SO4, 3%HNO3, and 2% HF electrolytic solution. Electropolishing was performed at a subzero temperature (-30°C) using a twin jet polishing unit. JEOL-JEM 2100 transmission electron microscope (TEM) was used for microscopic studies. The X-ray diffraction (XRD) analysis was carried out on the samples extracted from the deformed foils using Cu-Kα radiation (λ = 1.5406 Å) at a scan rate of 2° per minute and Rigaku Ultima IIITM was employed for this analysis.
A micro tensile test was performed for the base material (BM) and deformed foils (DF) along RD and TD directions (Fig. 2e and f). The specimens were drawn from the deformed region using a wire-cut electrical discharge machine (WEDM), as shown in Fig. 2d. Three trials were taken from each processed condition. The micro tensile test was carried out using a Tinius OlsenTM Universal Testing Machine (UTM) (HKL50) at a constant crosshead speed of 1 mm/min (strain rate of 2.778 s-1). The fractured tensile specimens were inspected using a TescanTM Vega 3FESEM unit to record the fracture surface morphology. Subsequently, the recorded FESEM images were imported into Auto CAD drafting software for void coalescence analysis.
Results and discussion
Formability studies of Ti-6Al-4V foils deformed by SPMIF at various spindle speeds
The forming limit strain (FLS) shown in Fig. 3 represents the variation in the major true strain \(\left({\varepsilon }_{1}\right)\) and minor true strain \(\left({\varepsilon }_{2}\right)\) of the Ti-6Al-4V alloy after SPMIF at spindle rotational speeds of 100 rpm, 150 rpm and 200 rpm. During SPMIF, the foil subjected to deformation involves only tensile force and there is no involvement of compressive or both tensile and compressive forces. Hence, FLS showed positive major and minor strain values. From the FLS, it was observed that the forming limit strain of Ti-6Al-4V increased as the spindle speed increased. The highest spindle speed of 200 rpm resulted in a higher forming limit strain compared to its counterpart. This is because, a lower spindle speed causes a marginal dip in the downward force, thereby causing sliding friction. As the spindle speed increases, the sliding friction decreases and produces frictional heat along the contact area, resulting in better formability as stated by [23]. The reduced sliding friction and local heating improved the FLS of the Ti-6Al-4V formed at 200 rpm. Moreover, a higher spindle speed promotes shear stress on the foil, which causes additional plastic deformation [24].

Forming limit strain (FLS) of Ti-6Al-4V foils after SPMIF at various spindle speeds (inset represents the spindle speed in rpm)
Effect of spindle speeds on microstructural changes during SPMIF process
The SEM-EBSD technique was used to characterize the microstructures of the BM and deformed Ti-6Al-4V foils along RD at various spindle speeds. The inverse pole figure (IPF) maps of the as-received Ti-6Al-4V of BM and deformed Ti-6Al-4V foils at various spindle speeds are shown in Fig. 4(a-d). The insets at the bottom of Fig. 4 represent the standard stereogram indicating grain orientation in the IPF. The IPF map of the BM (Fig. 4a)shows the presence of equiaxed grains of α-phase and β-phase (transformed one). Moreover, the IPF map of the deformed Ti-6Al-4V foil after SPMIF at 100 rpm of Fig. 4b shows nearly equiaxed grains with refined grains compared with the BM (Fig. 4a). With a further increase in spindle speeds of 150 and 200 rpm, the IPF maps (Fig. 4c and d) exhibited well refined microstructures owing to more severe plastic deformations with few traces of deformation twins. This twinning is common in Ti-6Al-4V when subjected to severe deformation due to increase in spindle speed. These twins occur due to the limited slip system of α-Ti with HCP structure [24]. Overall, with increasing spindle speed, the nucleation and growth of β-phase increased owing to the grain refinement produced by the SPMIF process.

SEM-EBSD Inverse pole figures of Ti-6Al-4V foils along RD: (a) Base metal; (b) after SPMIF at 100 rpm, (c) after SPMIF at 150 rpm and (d) after SPMIF at 200 rpm
Figure 5 shows the phase contrast map, grain size distribution, and misorientation angle distribution for the BM, deformed Ti-6Al-4V foils along RD after SPMIF at 100 rpm, 150rpm, and 200 rpm. Based on the phase contrast maps of Fig. 5 (a1, b1, c1, and d1, left), the observed α-Ti/β-Ti phase fractions were 0.991/0.009, 0.99/0.01, 0.988/0.012, and 0.977/0.023for BM, SPMIF at 100 rpm, SPMIF at 150 rpm, and SPMIF at 200 rpm, respectively. These results demonstrate that with increasing spindle speed, the transformed β-Ti phase started to increase considerably owing to structural refinement in Ti-6Al-4V foils, which produced more contact with the tool. The grain size distribution plot of Fig. 5 (a2, b2, c2, and d2, middle) represents an average grain size of 7±2.1 µm, 6.5±1.2 μm, 3.7±1.6 μm, and 2.3±1.4 μm for BM, SPMIF at 100 rpm, SPMIF at 150 rpm, and SPMIF at 200 rpm, respectively. The considerable decrease in grain size confirms that structural refinement occurs during SPMIF with increasing spindle speed owing to the increase in severe plastic deformation [25, 26].The deformed Ti-6Al-4V foil by SPMIF at a spindle speed of 200 rpm exhibits a lower grain size (refer to Fig. 5d2). Similar findings were reported by [27], who reported that an increase in spindle speed during single point incremental forming of Al produced inverse proportionality with the grain size. When the misorientation angle is greater than 100, these grains are termed high angle grain boundaries (HAGBs), if the misorientation angle is less than 100, then the grains are called low angle boundaries (LAGBs). The misorientation plots (Fig. 5a3, b3, c3, and d3) show that most of the grains were HAGBs. Because the investigated Ti-6Al-4V is a dual phase titanium (α-Ti: HCP phase, transformed β-Ti: BCC phase), the involvement of the prominent phase after deformation becomes essential [28, 29].Based on the phase contrast maps (Fig. 5a1, b1, c1, and d1, left), it is noted that the α phase (green) is dominant in the Ti-6Al-4V foil when compared to the β phase (red).The transformed β-Ti phase increase with increase spindle speed owing to structural refinement. During SPMIF, the shear force contributes to the deformation of the crystals and sub grains. Thus, grain misorientations are caused by crystal rotation, which causes microstructural instability. At higher deformation speeds, the grain morphology loses its original character and completely disappears. However, the crystallographic orientations of a few distorted adjacent grains remained the same [30]. In essence, different grain morphologies were observed at various deformation speeds. The orientation of the grains indicates the formation of a preferred orientation (texturing) in the material after SPMIF [29].

SEM-EBSD phase contrast map (left), grain size distribution Vs area fraction (middle) and misorientation angle Vs number fraction (right) for: (a1-a3) BM; (b1-b3) deformed Ti-6Al-4V after SPMIF at 100 rpm; (c1-c3) deformed Ti-6Al-4V after SPMIF at 150 rpm; (d1-d3) deformed Ti-6Al-4V after SPMIF at 200 rpm
Figure 6 shows the EBSD results of the Kernal average missorientation (KAM) maps for the BM and deformed Ti-6Al-4V foils along RD after SPMIF at various spindle speeds. The KAM mapsindicate the intensity of the dislocation density [25, 26] in which the dislocation density was started to increase with increasing spindle speed. The KAM map of BM as shown in Figure 6a, exhibited a uniform distribution of grains and more un-deformed grains due to the non-contact nature of the tool. This eventually results in a lower dislocation density. The dislocation density increased in the case of deformed Ti-6Al-4V foils (Figure 6b-d)and the deformed Ti-6Al-4V foil at 200 rpm spindle speed produced a higher dislocation density. This is because, dislocation mobility increases with increasing spindle speed. The formation of more LAGBs (Figure 5)may have resulted from this increase in the dislocation density. The intergranular dislocations tended to shift toward the grain boundaries as plastic deformation proceeded. Additionally, the distribution of KAM values differed among locations, corroborating the preceding findings and demonstrating the non–uniform alteration of grains with increasing spindle speed [31, 32].

Kernal average misorientation (KAM) map indicating dislocation density present in: (a) BM, (b) deformed Ti-6Al-4V after SPMIF at 100 rpm, (c) deformed Ti-6Al-4V after SPMIF at 150 rpm and (d) deformed Ti-6Al-4V after SPMIF at 200 rpm
Transmission electron microscopy (TEM) images of the BM and deformed Ti-6Al-4V foils along RD after the SPMIF process at various spindle speeds are shown in Figure 7a-d. Based on the TEM results, it can be observed that the BM exhibits very few dislocations in the form of lines. However, dislocation entanglement occurs in deformed Ti-6Al-4V foils after SPMIF [26]. The dislocation density increased in proportion to the increase in spindle speed during SPMIF and a dense dislocation density was observed for the deformed foil at a spindle speed of 200 rpm. The results are apparent in the KAM maps (Figure 6), where the dislocation density increased in proportion to the increase in spindle speed. The increase in the dislocation density with increasing spindle speed is expected to enhance the mechanical properties of the formed products after SPMIF.

Transmission electron microscopic (TEM) images indicating the formation of dislocation entanglement in: (a) BM (indicting less dislocations), (b) deformed Ti-6Al-4V foil after SPMIF at spindle speed of 100 rpm, (c) deformed Ti-6Al-4V foil after SPMIF at spindle speed of 150 rpm and (d) deformed Ti-6Al-4V foil after SPMIF at spindle speed of 200 rpm. (An increase in dislocation density is visible from b-d as the spindle speed increases)
X-ray diffraction and texture analysis
The XRD patterns of the BM and deformed Ti-6Al-4V foils after SPMIF are shown in Figure 8(a-b). It is also observed that with increasing spindle speed, the width of the peak (full-width half maximum) increases (Figure 8b); compared to BM, the peak broadening is greater when the foil is deformed at 200 rpm. Peak shifts towards higher angles occur with increasing spindle speed. These results confirm the presence of strain accumulation and changes in the lattice structure (structural refinement) as reported by [33]. XRD peak broadening analyses via the Williamson-Hall (W-H) method were used as explained by [34], which is given below:

a XRD pattern of BM and deformed Ti-6Al-4V foils after SPMIF at 100 rpm, 150 rpm and 200 rpm, (b) Magnified view: XRD pattern indicating the peak broadening for the deformed Ti-6Al-4V foils after SPMIF
Where \({\beta }_{D}\) represents the peak broadening contributed by grain refinement/grain size, \({\beta }_{S}\) denotes the peak broadening contributed by lattice strain, (\(hkl)\) represents the Miller indices and \({\beta }_{hkl}\) isthe total integral peak broadening in which the grain size contribution and the strain contribution are the additive components.
\({\beta }_{D}=\left(\frac{k\lambda }{DCos \theta }\right)\), \({\beta }_{S}=\left(\varepsilon tan\theta \right)\), \(k=0.94\) is a constant, \(\lambda =0.1540 nm\) is the wavelength of \(CuK\alpha\) radiation,\(\theta\) is the diffraction angle, \(D\) is the crystallite size, and \(\varepsilon\) isthe lattice strain.
Rewriting equation (4) derives:
A graph was plotted between \({\beta }_{hkl} Cos \theta\) (along the y-axis) and \(4 \varepsilon Sin \theta\) (along the x-axis). From the linear fit analyses, the slope of the line gives the lattice strain value, whereas the y-intercept gives the grain size. According to [35], the dislocation density \((\rho )\) was obtained from eq. (6):
Where,\({\rho }_{D}\) is the dislocation density based on grain size, \({\rho }_{D}=\left(\frac{3}{{D}^{2}}\right),\)
\({\rho }_{S}\) is the dislocation density due to strain contribution, \({\rho }_{S}=\left(\frac{K{\varepsilon }^{2}}{{b}^{2}}\right),\)
\(K=6\pi\) and \(b=0.286 nm\) is the Burgers vector value used in this study.
\(D\) is the crystallite size, and \(\varepsilon\) denotes the lattice strain, which was obtained from XRD peak broadening studies.
The results of the X-ray peak broadening analysis, such as crystallite size, micro strain and dislocation density, were calculated and are listed in Table 2.The BM exhibited the highest crystallite size of 47.80 nm; whereas, the crystallite size started to decrease in the deformed Ti-6Al-4V foils after SPMIF at various spindle speeds. The deformed Ti-6Al-4V foils after SPMIF at a spindle speed of 200 rpm showed the smallest crystallite size of 26.48 nm among the samples tested which was 1.8 times lower compared to BM. In addition, the micro strain and dislocation density reports an increase in value when compared to the BM and the deformed Ti-6Al-4V foils after SPMIF at a spindle speed of 200 rpm exhibited the highest micro strain and dislocation density values. The above findings are in line with the report of [20] where the incrementally formed titanium sheets reported the smallest crystallite size and enhanced micro strain and dislocation density for the sheets formed at the highest spindle speeds. These results confirm that structural refinement occurs during the SPMIF process in terms of grain size reduction, increase in lattice strain, and increase in dislocation density (Figure 4, Figure 5 and Figure 6) consequently the strength of the SPMIF parts is expected to be higher.
To confirm the structural refinements and occurrence of more severe plastic deformation in the deformed samples, SEM-EBSD texture analyses were also performed which is shown in Fig. 9. It can be observed from the pole figures (Fig. 9) that texturing occurred in the deformed Ti-6Al-4V foils after the SPMIF process owing to the effect of spindle speed variation. The pole figures were obtained at the exact location of the IPF maps, as shown in Fig. 4. The BM represents the initial texture and the (0001) pole figure indicates the c-axis of the basal plane. The majority of grains were textured at -30 °to -60°in the transverse direction. The orientation of the (0001) plane was parallel to the initial rolling direction of the Ti-6Al-4V foil. The prismatic (1 0 \(\overline{1 }\) 1) and pyramidal (1120) pole figures denote the a-axis of the foil and the overall texture of the BM is random. Similarly, titanium exhibited texturing in the basal plane and randomness of prismatic and pyramidal planes in the work of [36]. In the case of deformed Ti-6Al-4V foils (refer to Fig. 9(b-d)), a notable texture weakness is observed owing to the involvement of shear deformation during SPMIF.SPMIF modifies the microstructure and orients the grains. It is noted from the pole figures that the basal plane texture is predominant, which can also be evidenced from the IPF maps (refer to Fig. 4) as more grains are oriented towards the basal plane (indicated in red colour in the IPF maps). This represents the formation of a stable orientation during SPMIF towards the basal plane. In the case of HCP materials such as titanium, Beausir et al. [37] identified five types of dominant textural components, B, C1, C2, P, and Y, as deformation textures and concluded that significant increase in basal texture occurred during severe plastic deformation led to promote more formability. Therefore, the increasing of spindle speed in SPMIF process enhances the basal texture consequently weakening the prismatic texture which led to shift the forming lift to higher end. The pole figures in Fig. 9 show that an increase in orientation resembles the P and B type textures. The present pole figure and formation of textures are in line with the report by [36], where titanium subjected to incremental plastic deformation led to refined microstructures which evolved similar textures as observed in the present investigation.

EBSD Pole figures of Ti–6Al–4V foil indicating texture intensity for: (a) BM, (b) deformed Ti–6Al–4V foil after SPMIF at a spindle speed of 100 rpm, (c) deformed Ti–6Al–4V foil after SPMIF at a spindle speed of 150 rpm and (d) deformed Ti–6Al–4V foil after SPMIF at a spindle speed of 200 rpm. [(0001) – basal plane; (1 0 \(\overline{1 }\) 0 – prismatic plane; (1120) – pyramidal plane of α titanium. (001); (111) and (110) are the basal, prismatic and pyramidal planes of β titanium].
Effect of SPMIF spindle speeds on mechanical properties
Figure 10 shows the variation in the engineering stress-strain curves for the Ti-6Al-4V foils along RD extracted from the deformed location. Tensile test of BM and SPMIF samples along RD and TD were conducted. It was found that the obtained stress-strain curves were no much deviation with the function of RD and TD indicating negligible anisotropy. The mechanical properties in terms of yield strength, ultimate strength, and total elongation, were determined from the engineering stress-strain curves along RD and TD, and the values are listed in Table 3. In addition, a microhardness test was conducted and the results are presented in Table 3. It was observed from the stress-strain plot that the BM showed the lowest ultimate strength value of 770 MPa and reported a higher total elongation of 15%. Whereas, the Ti-6Al-4V foil deformed at a spindle speed of 100 rpm exhibited 22% improvement in strength and 26% reduction in total elongation when compared to BM. Similarly, 14% and 22% of enhancement in strength as well as 47% and 53% of reduction in elongation were observed in the case of Ti-6Al-4V foils deformed at a spindle speeds of 150 rpm and 200 rpm, respectively. From the tensile plot it is understood that the strength started to increase with compromising ductility (i.e decrease in elongation) when the SPMIF spindle speed increased. The enhancement of the mechanical strength with increasing spindle speed was expected to result in structural refinements in terms of grain size reduction, lattice strain increment, and increasing dislocation density (Figure 4, Figure 5, and Figure 6, Table 2).The maximum dislocation density was noticed in the Ti-6Al-4V foil deformed at 200 rpm (Table 2, Figure 6) which exhibited the highest yield and ultimate strength (Table 3). However, the observed elongation with increasing spindle speed started to decrease considerably because of the increasing amount of dislocations which was expected to introduce more obstacles during dislocation motion [30, 38]. In addition, the formation of refined grains was expected to increase grain boundary strengthening which might have also decreased the elongation with increasing spindle speed in the SPMIF process. As shown in Figure 9, a strong basal texture with a P type texture might have also contributed to the improvement of the mechanical properties. Therefore, dislocation pile-up strengthening, grain boundary strengthening, and strong basal texture are the main contributors to the enhancement of the mechanical properties of SPMIF processed samples [20, 38].Similarly, owing to the influence of grain refinement, the formation of dislocations and mechanical fibering of deformed Ti-6Al-4V foils resulted in greater hardness than that of BM. Similar to the tensile strength, the hardness values showed a proportional increase with increasing spindle speed.

Engineering stress-strain plot for the BM and deformed Ti-6Al-4V foil along RD after SPMIF at various spindle speeds (100, 150, and 200 rpm)
Table 4 lists the major strain obtained from the forming test and the limit strain with respect to the necking onset obtained from the tensile test as a function of spindle speeds. The results clearly demonstrate that increasing the spindle speeds enhances the forming behavior in the biaxial deformation regime (major strain increases with spindle speeds) during the SPMIF process (Fig. 3) due to a decrease in sliding friction and enhancement of shear stress (as discussed in the previous section), resulting in improved forming behavior, which further accumulates more dislocations (Fig. 4, Fig. 5, and Fig. 6, Table 2). However, after the SPMIF process (formed one), the limit strain with respect to the necking onset from the tensile stress-strain plot (Fig. 10) before fracture (forming takes place) exhibited decreasing values with spindle speeds due to the presence of more dislocations and refined grains (Fig. 4, Fig. 5, and Fig. 6, Table 2). In conclusion, the results suggest a potential increase in formability in the biaxial deformation regime during SPMIF process. Whereas, after SPMIF, the tensile test results indicate a possible decrease in formability in the uniaxial deformation regime.
Effect of spindle speed on fracture behaviour
Figure 11a-c shows the FESEM fracture surfaces of the Ti-6Al-4V alloy foils when the sheets were deformed at different SPMIF spindle speeds (100 rpm, 150 rpm and 200 rpm). The FESEM fractographs showed that the fracture mode was partly brittle and ductile. When the sheets were deformed at a higher speed (200 rpm),higher severe plastic deformation was achieved owing to the higher rotational shear stress (refer toFigure 2) which leads to ductile fracture [24]. To understand the fracture behaviour of the Ti-6Al-4V alloy metal sheets after the SPMIF process, the void coalescence parameters were determined from FESEM images of the fractured components. The void coalescence parameters were measured using AutoCAD Software. Figure 12shows the variation in void area (%), void length to width ratio (L/W), d-factor (ratio between ligament thickness and void radius), and ligament thickness (LT-space between the two voids) drawn with respect to spindle rotational speeds. The LT, void area (%), void (L/W) ratio and d-factor increased when the sheet was deformed at higher speeds (200 rpm) [30].The fractography (refer Figure 11 and Figure 12) of the Ti-6Al-4V alloy deformed at 200 rpm shows a greater number of micro voids as compared to other deformed materials owing to the presence of more fine grains in the material (Figure 4, Figure 5, and Figure 6, Table 2). The microvoids started to decrease with increasing spindle speed owing to the increase in lattice strain. The ligament thickness (LT) and d-factor increase at higher speeds were due to higher plastic deformation. The void area (%) increases with increasing spindle speed because the void number increases with increasing speed owing to the application of more shear stress during SPMIF.

Fracture surface morphology of deformed Ti-6Al-4V foils after SPMIF process at spindle speed as: (a) 100 rpm, (b) 150 rpm and (c) 200 rpm

The variation of void size, d – factor, (L/W) ratio, Ligament thickness (LT) and void area (%) with respect to spindle speeds
Conclusions
The SPMIF process was successfully conducted on Ti-6Al-4V foils successfully as this process is more suitable for the development of customized micro components. The following conclusions were drawn from this study. From the FLS results, it was observed that a higher plastic deformation was achieved when the sheets were deformed at 200 rpm. An increase in spindle speed can delay the onset of local plastic deformation, thereby allowing for slightly higher strain before failure. This postponement of local plastic deformation is indicative of improved formability in the biaxial deformation regime. The XRD analysis showed that an increase in dislocation density with an increase in spindle speed led to an increase in strength. Higher tensile strength and hardness were observed at higher spindle rotational speeds due to strain hardening during SPMIF. However, it is important to note that higher spindle rotational speeds also result in a reduction of uniform deformation in tension. The void coalescence analysis reveals that the void area (%), (L/W) ratio LT and d– factor increase with spindle speed. From the EBSD measurements, it was observed that the formation of LAGBs with increasing spindle speeds.
Data availability
The experimental datasets obtained from this research work and then the analyzed results during the current study are available from the corresponding author upon reasonable request.
References
Leyens C, Peters M (Eds) (2006) Titanium and titanium alloys: fundamentals and applications. Wiley Online Library
Ahmed YM, Sahari KSM, Ishak M, Khidhir BA (2014) Titanium and its alloy. Int J Sci Res 3(10):1351–1361
Beltran M, Malhotra R, Nelson AJ et al (2013) Experimental study of failure modes and scaling effects in micro-incremental forming. J Micro-and Nano-Manufacturing 1(3):31005
Qin Y, Ma Y, Harrison C et al (2008) Development of a new machine system for the forming of micro-sheet-products. Int J Mater Form 1:475–478
Jeswiet J, Micari F, Hirt G et al (2005) Asymmetric single point incremental forming of sheet metal. CIRP Ann 54(2):88–114
Filice L, Ambrogio G, Micari F (2006) On-line control of single point incremental forming operations through punch force monitoring. CIRP Ann 55(1):245–248
Szekeres A, Ham M, Jeswiet J (2007) Force measurement in pyramid shaped parts with a spindle mounted force sensor. Key Eng Mater 344:551–558
Filice L, Fratini L, Micari F (2002) Analysis of material formability in incremental forming. CIRP Ann 51(1):199–202
Huang Y, Cao J, Smith KS et al (2008) Experimental and numerical investigation of forming limits in incremental forming of a conical cup. In: Transactions of the North American Manufacturing Research Institution of SME. pp 389–396
Jackson K, Allwood J (2009) The mechanics of incremental sheet forming. J Mater Process Technol 209:1158–1174
Ben Said L, Mars J, Wali M, Dammak F (2017) Numerical prediction of the ductile damage in single point incremental forming process. Int J Mech Sci 131:546–558
Gatea S, Ou H, McCartney G (2016) Review on the influence of process parameters in incremental sheet forming. Int J Adv Manuf Technol 87:479–499
Ambrogio G, Gagliardi F (2015) Temperature variation during high speed incremental forming on different lightweight alloys. Int J Adv Manuf Technol 76:1819–1825
Behera AK, Lu B, Ou H (2016) Characterization of shape and dimensional accuracy of incrementally formed titanium sheet parts with intermediate curvatures between two feature types. Int J Adv Manuf Technol 83:1099–1111
Ambrogio G, De Napoli L, Filice L et al (2005) Application of Incremental Forming process for high customised medical product manufacturing. J Mater Process Technol 162:156–162
Sekine T, Obikawa T (2010) Single point micro incremental forming of miniature shell structures. J Adv Mech Des Syst Manuf 4:543–557
Narayanasamy R, Parthasarathi NL, Narayanan CS et al (2008) A study on fracture behaviour of three different high strength low alloy steel sheets during formation with different strain ratios. Mater Des 29:1868–1885
Narayanasamy R, Narayanan CS (2008) Forming, fracture and wrinkling limit diagram for if steel sheets of different thickness. Mater Des 29:1467–1475
Vigneshwaran S, Krishna K, Sekhar KC et al (2016) A study on the work hardening and the effect of triaxiality on the fracture behaviour of some cryorolled aluminium alloys. Mater Sci Eng A 678:165–177
Yoganjaneyulu G, Vigneshwaran S, Palanivel R et al (2021) Effect of tool rotational speed on the microstructure and associated mechanical properties of incrementally formed commercially pure titanium. J Mater Eng Perform 30:7636–7644
Narayanasamy R, Narayanan CS (2006) Some aspects on fracture limit diagram developed for different steel sheets. Mater Sci Eng A 417:197–224
Nadammal N, Kailas SV, Suwas S (2015) A Bottom-Up Approach for Optimization of Friction Stir Processing Parameters; A Study on Aluminium 2024–T3 Alloy. Mater Des 65:127–138
Uheida EH, Oosthuizen GA, Dimitrov D (2017) Investigating the impact of tool velocity on the process conditions in incremental forming of titanium sheets. Procedia Manuf 7:345–350
Yoganjaneyulu G, Narayanan CS, Narayanasamy R (2018) Investigation on the fracture behavior of titanium grade 2 sheets by using the single point incremental forming process. J Manuf Process 35:197–204
Simonelli M, Tse YY, Tuck C (2014) On the texture formation of selective laser melted Ti-6Al-4V. Metall Mater Trans A 45:2863–2872
Liu Z, Li P, Geng L, Liu T (2017) Microstructure and texture evolution of TA32 titanium alloy during superplastic deformation. Mater Sci Eng A 699:71–80
Shrivastava P, Tandon P (2019) Microstructure and texture based analysis of forming behavior and deformation mechanism of AA1050 sheet during Single Point Incremental Forming. J Mater Process Technol 266:292–310
Wright SI, Nowell MM, Field DP (2011) A review of strain analysis using electron backscatter diffraction. Microsc Microanal 17:316–329
Wang SC, Aindow M, Starink MJ (2003) Effect of self-accommodation on α/α boundary populations in pure titanium. Acta Mater 51:2485–2503
Vigneshwaran S, Sivaprasad K, Narayanasamy R, Venkateswarlu K (2019) Microstructure and mechanical properties of Al–3Mg–0.25 Sc alloy sheets produced by cryorolling. Mater Sci Eng A 740:49–62
Li P-H, Guo W-G, Huang W-D et al (2015) Thermomechanical response of 3D laser-deposited Ti–6Al–4V alloy over a wide range of strain rates and temperatures. Mater Sci Eng A 647:34–42
Yang Q, Deng Z, Zhang Z et al (2016) Effects of strain rate on flow stress behavior and dynamic recrystallization mechanism of Al-Zn-Mg-Cu aluminum alloy during hot deformation. Mater Sci Eng A 662:204–213
Ungar T (2004) Microstructural parameters from X-ray diffraction peak broadening. Scr Mater 51:777–781
Zak AK, Majid WHA, Abrishami ME, Yousefi R (2011) X-ray analysis of ZnO nanoparticles by Williamson-Hall and size–strain plot methods. Solid State Sci 13:251–256
Smallman RE, Westmacott KH (1957) Stacking faults in face-centred cubic metals and alloys. Philos Mag 2:669–683
Qarni MJ, Sivaswamy G, Rosochowski A, Boczkal S (2017) On the evolution of microstructure and texture in commercial purity titanium during multiple passes of incremental equal channel angular pressing (I-ECAP). Mater Sci Eng A 699:31–47
Beausir B, Suwas S, Tóth LS et al (2008) Analysis of texture evolution in magnesium during equal channel angular extrusion. Acta Mater 56:200–214
Nasiri-Abarbekoh H, Abbasi R, Ekrami A, Ziaei-Moayyed AA (2014) Notch-texture strengthening mechanism in commercially pure titanium thin sheets. Mater Des 55:683–689
Obikawa T, Satou S, Hakutani T (2009) Dieless incremental micro-forming of miniature shell objects of aluminum foils. Int J Mach Tools Manuf 49:906–915
Acknowledgment
The authors are also thankful to the Professor Indradev Samajdar, Department of Metallurgical Engineering and Materials Science, National facility, OIM and Texture lab, IIT-Bombay, India, for providing EBSD and TEM facility. Authors are also thankful to Dr. R. Narayanasamy, Retd. Professor (HAG) and Dr. C. Sathiya Narayanan, Head, Department of Production Engineering, National Institute of Technology, Tiruchirappalli–620015, Tamil Nadu, India for their fundamental inputs in the field of study.
Funding
The author (Dr. Gunda Yoganjaneyulu) is thankful to the DST–SERB, Government of India for sponsoring the Start–up Research Grant (SRG) Project (File No: SRG/2020/000988) for carrying out this research investigation.
Author information
Authors and Affiliations
Contributions
G. Yoganjaneyulu: Formal analysis, Investigation, Validation, Data curation, Roles/Writing-original draft. S. Vigneshwaran: Visualization; Investigation, Data curation, Resources, Project administration. S.Siva Sankaran: Resources, Data curation, Investigation, Writing - review and editing. Abdullah A. Alhomidan: Resources, Project Administration, Writing - review and editing.
Corresponding author
Ethics declarations
Competing interest
The authors declare no financial or commercial conflicts of interest.
Conflict of interest
The authors solemnly declare no conflict of interest.
Declaration of generative AI in scientific writing
During the preparation of this work, the author(s) have not used any AI tool.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
G., Y., S., V., S., S. et al. Influence of spindle speeds on the formability, microstructure, mechanical properties and fracture behaviour of Ti-6Al-4V alloy foils during single point micro incremental forming (SPMIF) process. Int J Mater Form 17, 50 (2024). https://doi.org/10.1007/s12289-024-01851-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12289-024-01851-x