
Abstract
This paper proposes a heuristic and genetic approach for cutting sheet metal parts that identify effective locations for micro-joints, thereby generating an optimized tool path. In the current industrial practice of Laser, Plasma and Abrasive Water Jet (AWJ) processes, one or more micro-joints (also known as a stitch) are used to link the cut parts with the sheet. These micro-joints are randomly given along the part geometries by the shop floor engineer. The number of micro-joints is directly proportional to that of the piercing points, which highly influences the tool travel path and the process time. This ongoing research effectively locates three micro-joints in a specific orientation by considering the centroid point of the part geometry. This approach eliminates the excessive micro-joints in a parts layout. Considering the contour of the parts as segments, each one of them is cut by the tool with a piercing (lead in / entry) point just away from the micro-joint. The varied orientation of micro-joints generates different tool path to cut all the segments in the layout in a specific sequence which is represented by a genetic string. The genetic algorithm is customized in such a way that it suits the proposed approach. And such a genetic algorithmic process finds the near optimal string with an objective to reduce the tool travel distance. The effectiveness of the proposed approach is demonstrated with the randomly generated parts layout. The results show a significant improvement in the tool path.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
A large amount of sheet metal is consumed every year for manufacturing the components which are used in machine tools, automobiles, aerospace industry, defence and consumer products etc., Typically, manufacturing of a sheet metal component starts with designing of a 3D model in a CAD system and then unfolded to 2D flat shape. Such unfolded 2D shapes with required quantity are effectively nested over an adequate sheet with an objective to reduce the wastage of the sheet metal [1, 2]. After arranging them on the sheet, the parts are cut using any one of the sheet metal cutting processes such as Laser, Plasma, Abrasive Water Jet cutting (AWJ), Blanking, Profile blanking etc., Based on the type of the cutting process chosen, the nested parts are transferred to the CAM system for modifying the parts layout suitable for the cutting operation [3]. The CAM system generates the tool path for the layout considering necessary allowances such as bridge width, kerf width, piercing points etc., [2, 3]. The sheet, when loaded on the bed allows the tool (i.e., laser/plasma/water jet) to travel on the tool path and execute the cutting process [3].
Figure 1 shows the sheet arranged over the (a) laser cutting machine bed and (b) AWJ cutting machine bed for cutting. The bed in laser or plasma cutting machine is built by arranging a series of slats with gaps in between them, as shown in Fig. 1a [4]. The gaps range from 50 to 100 mm, depending on the capacity/type of the machine [3]. Similarly, in the case of AWJ machine, the bed is an arrangement of slats within a pool of water. The water pool acts as a catcher for the pressurized abrasive water jet during the cutting process [5]. While cutting the sheet metal parts, the smaller parts tend to fall in between the gaps of the bed. Recovering such fallen parts is a difficult task and a time-consuming process. Some laser cutting machine manufacturers provide a tray at the bottom of the machine (at floor level) to collect the fallen parts. In few other cases, the machine operators or the helpers use a special purpose stick with a magnetic picker at its end, to pick up the fallen parts. This might not be possible in the case of AWJ machine since the fallen parts can be recovered only when the water tank undergoes cleaning (may be once in 3 to 4 months).

Arrangement of sheet metal parts over the machine bed during (a) Laser cutting and (b) Abrasive Water Jet Cutting processes
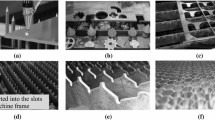
For this above-mentioned problem, some manufacturers provide solutions suitable for AWJ machine [6]. One such solution is by placing plastic bricks over the bed and above which the sheet metal is placed for cutting. Though this avoids falling of the cut parts, abrasive water jet damages the plastic bricks which have to be replaced periodically. Another solution is by inserting small match sticks tightly in the kerf i.e., between the part edge and the sheet. However, these methods involve some additional cost to the part. In the present industrial practice, creating micro-joints is considered as the easiest way to avoid falling of parts. Micro-joints are small joints given at the contour of the parts to retain the connection with the sheet after cutting. This is also referred as stitch by some machine manufacturers. Figure 2 shows the parts layout cut with AWJ cutting (Fig. 2a, b) and profile blanking (Fig. 2c) processes. The micro-joints are provided along the contours. While cutting the parts, this small joint (say 1 to 2 mm) remains uncut. For example, consider the five parts shown in Fig. 2a. Two micro-joints are provided for 1st, 2nd and 4th parts, while three micro-joints are provided for 3rd and 5th parts. Even four to six micro-joints are provided in some cases. No standard procedures are followed for the allocation of the number of micro-joints. Figure 2b illustrates the cutting of a part using AWJ process (same for laser/plasma). In this case two micro-joints are provided at pre-decided locations; first, the tool pierces at a distance away from the part and travels along its edge. While approaching the micro-joints, the tool lifts in the air and then moves a distance (1 to 2 mm). Again the tool pierces the sheet and continues to cut the part. So the piercing takes place after the formation of each and every micro-joint. Hence the tool takes additional time to complete the cutting process. From this, it can be understood that the micro-joints highly influence the tool path. So, wherever possible the unnecessary micro-joints have to be avoided.

Holding of parts to the sheet with the help of micro-joints in (a) and (b) AWJ cutting, (c) Profile blanking processes. Ineffective location or negligence of micro-joints causes (d) falling of part, (e) detach of parts and (f) disruption to the cutting tool
But micro-joints are known to offer structural stability for the sheet throughout the cutting process. Figure 2d–f shows major drawbacks due to ineffective or missing of micro-joints. Figure 2d shows AWJ cutting in which the part falls into the water pool due to insufficient joint (support) towards the sheet. Also due to lack of support slat under the part, it might go further down into the tank. The machine operator continuously monitors and retrieves such detached parts immediately. Even then, the ineffective locations of the micro-joints lead the cut part to lift and tend to collide with the tool. Figure 2e shows the parts cutting with AWJ process, in which the parts lift on one side while cutting on the opposite side of that part. To avoid such disturbances for the tool head, the operator pushes down the lifted parts. Typically the water jet at high pressure (about 4000 to 6000 bar) impinges the sheet [5], and hence micro-joints at a proper location can avoid this kind of issues. In some cases which involve thermal cutting (laser or plasma), the property of the sheet tends to distort and collide with the tool. Usually, the gap between the tool and the sheet is around 1 to 3 mm. Such distortion immensely disturbs the cutting process. Figure 2f shows the sheet that distorts and lifts during laser cutting process, which influences the critical gap between the tool and the sheet.
From the above explanation, it is clear that the micro-joints are very important to effectively execute the cutting process. Also, the location of the micro joints greatly influences in avoiding the distortion or lifting the parts while cutting. The number of micro-joints increases the number of piercings and eventually increases the cutting time. Research has been conducted to generate the tool path by considering the piercing points, but not by micro-joints. There are many approaches proposed by researchers to generate the tool path in collaboration with any Artificial Intelligent (AI) algorithms. Dewil, Pieter and Dirk (2016) [4] have recently reviewed the cutting path problems exclusively in laser cutting machines by referring the articles indexed in reputed bibliographic databases. Most of the algorithms are focused on locating the piercings and generating the cut moves and the air moves of the tool. Generally, the movement of the tool in the air is considered as non-productive and has to be reduced. A heuristic algorithm is proposed by Dewil et al. (2015) [7], in which the contour of the part is split in order to find the best feasible cutting path. In this approach, the problem is formulated as generalized travelling salesman problem (GTSP). The generation of the tool path is associated with several factors which are termed as precedence constraints. The constraints include the cutting of inner contour first followed by the outer contour or vice-versa, considering common cuts, the location of piercing points and usage of pre-cuts etc., [4]. In addition to these precedence constraints in laser cutting process, thermal constraints are also considered during cutting. Di Pietro and Lawrence (1998) [8] has generated the cutting path by focusing the quality of the edges obtained at the corners and small holes in the layout, considering its heat accumulation, Heat Affected Zone (HAZ), widening of kerf etc., A generalised approach suitable for CNC laser and plasma cutting machines is proposed by Chentsov et al. (2016) [9]. In this method, the piercing points are decided based on the cutting order of the inner and the outer contours. There are methods available to reduce the cutting time in progressive die stamping process [10].
Each one of the above-mentioned algorithm or heuristic approach is together addressed with any one of the AI algorithms. This helps in generating a near optimal solution for the tool path problem [4]. Several AI algorithms such as Genetic Algorithm (GA), Particle Swarm Optimization (PSO), Bee colony, Ant colony, Simulated Annealing (SA), Tabu Search (TS) etc., are used as optimization techniques for this problem [4, 11, 12]. Mathematical models also provide suitable solutions [8, 13]. Petunin and Chrysostomos (2016) [13] proposed a mathematical model for tool path routing problem in CNC cutting machines (laser, plasma and AWJ) by considering the contour as segments and locating the piercing points. Lee and Ki-Bum (2006) [14] optimized the tool path and piercing points by a two step GA process. This reduces the non-productive movement of the tool. Other than tool path, GA is implemented for progressive die stamping process to identify an optimal sequence of operations [15]. For NC turret punch press, through an iterative process, the total cutting time is minimized by determining the piercing points and the sequence of the parts [16]. GA is used as an optimization technique for fixture design and laser welding applications [17,18,19]. A fussy based approach is proposed for manufacturing sheet metal parts considering the feature of the parts [20].
From the literature, it is evident that many tool path generation approaches are proposed along with an optimization technique. These tool path generation strategies consider several constraints such as piercings, HAZ, heat accumulation, the cutting sequence of inner and outer contours, common cuts, and pre-cuts. It is considered as a problem relating to distance and Travelling Salesman Problem (TSP). However, research on locating the effective micro-joints and the tool path generation is not found. The micro-joints are very important and is considered as one of the mandatory requirements while cutting the sheet metal parts in the industry. Locating the micro-joints with respect to the parts with varying geometrical shapes will be a sensible approach. Micro-joints are directly proportional to the number of piercings and thereby influencing the tool path distance. In this work, the micro-joints are effectively located based on the centroid of the parts and the tool path is generated to cut the parts with minimum air travel distance.
Methodology
A unique way for locating micro-joints and generating the tool path for laser, plasma and AWJ cutting processes is proposed in the present work. The methodology is separated into three portions. In the first portion, the method for identifying micro joints for a part based on its centroid point and segmentation of edges for tool path generation is explained. Secondly, the steps involved in the proposed heuristic way for generating a tool path for the given layout of parts are explained with a sample parts layout. The third portion explains the frame work of genetic algorithm for this present problem.
Representation of parts and their tool path
The parts layout is prepared in AutoCAD software and given as input for this process. The parts data are retrieved from dxf file. Figure 3 shows the typical part geometry. In this approach the effective location for micro-joints for each part is identified based on its centroid point. From the parts data, the part boundary and its centroid point are imported. Considering the example shown in Fig. 3a, the tool path is in a certain distance offset from the part boundary which depends upon the kerf formed during the cutting process. For this part, three locations for the micro-joints are identified by projecting lines from the centroid point to the tool path at an angle. In this case, three lines are projected at three different angles commonly starting from the centroid point. The angle between each line is equal to 120o. The intersecting points of these projected lines and tool path are identified for micro-joints, which are marked as “A, B and C”. With reference to the micro-joints, the tool path is divided into three segments S1, S2 and S3. The edges between the micro-joints A and B are referred as segment S1, whereas B and C form S2 and C and A form segment S3. From the location of the micro-joints, the tool pierces the sheet at a certain distance away from the part edge, thereby joining the tool path and continues cutting the edges of that segment and exits at a distance (say 1-2 mm) before the next micro-joint. In this example (Fig. 3a), the tool pierces at a micro-joint ‘A’ and proceeds cutting the segment S1, stop near micro-joint ‘B’, then lifts in the air, move to the micro-joint ‘B’ for next piercing and starts cutting the segment S2. In a similar way the edges in the segment S3 are cut by starting and ending at the micro-joints ‘C’ and ‘A’ respectively. In this approach, each part in the layout is divided into three segments and cut with piercing points at the micro-joints. In the proposed method, the micro-joints are identified by projecting the line from the centroid point towards the part boundary (at an angle), in such a way that it intersects any edge of the tool path. In some cases, due to the geometry of the part, the projecting line(s) may intersect multiple edges of the tool path. However, among the many intersection points, the point which is away from the centroid is considered for micro-joint. Figure 3b shows such a case, where the projecting line ‘L3’ intersects the tool path at three points p1, p2, and p3. Among the three intersection points, ‘p3’ is chosen for locating the micro-joint. This is to ensure the attachment of the cut part to the sheet by means of micro-joints A, B and C.

a A typical part geometry with its corresponding centroid location, micro-joints and tool path and (b) identifying the micro-joint at farther most part boundary
Heuristic approach
In this work, a method is proposed heuristically to identify the locations of micro-joints and thereby generating a tool path. The steps involved in this heuristic method are given below.
Step 1: Retrieve the parts and layout data.
Step 2: Construct the projecting lines and find the intersection points for each part with respect to its angle.
Step 3: Locate the micro-joints.
Step 4: Segment the contour of parts and construct the cut path for the tool.
Step 5: Considering the sequence of cut segments, generate air path for the tool from its origin / home position.
Step 6: Collect the available information on distance travelled by the tool.
The above steps are explained in detail with the help of a typical parts layout of three parts shown in Fig. 4. Step 1 - The part data including contours and centroid points are retrieved from dxf file. Step 2 - For a given angle, the projecting lines are constructed as shown in Fig. 4a. In this case, 45o angle with reference to the horizontal plane is considered for all the parts for constructing the lines. Step 3 – The points at which the projecting lines and the tool path intersect are identified as micro-joints. Then the contours of the parts are segmented with reference to the micro-joints. Figure 4b shows the segments S1 to S3, S4 to S6 and S7 to S9 of the parts 1, 2 and 3 respectively. Step 4 – After the segmentation, the cut path for the tool is defined with necessary piercing points. Figure 4c shows the piercing points marked with the alphabets A to I. Also the cut path with direction of cutting can be seen. Step 5 – The complete tool path is generated by including the air travel of the tool from one part to another. Figure 4d shows the air travel path of the tool. The tool starts from the origin (0,0) which is usually the home position. In this case, the order of cutting is A, D and G. i.e., the cutting of segments is in the order of 1, 2, 3, 4, 5, 6, 7, 8, 9. After cutting the final segment the tool returns to its origin. Step 6 – Finally the information on the distance travelled by the tool is collected. The total tool travel distance is a combination of the cut distance and the air travel distance. The cut distance is calculated by adding the contour of parts whereas the air travel distance is calculated by (origin toA) + (AtoD) + (DtoG) + (Gto origin).

Steps involved in the proposed heuristic approach
Formulation of genetic string
The above given heuristic approach works best for a given set of angles and a sequence of cut segments. The present idea is to find an effective location for micro joints for all the parts in the layout in such a way that, further sequencing of cut segments reduces the total tool travel distance for an entire layout. Finding an effective location of micro-joints and near optimal tool travel path is achieved by genetic algorithmic search process. For this, a genetic string suitable for the present problem is formulated as shown below.

This string contains two components i.e., two kinds of information that are interrelated. The elements of the first component contain the information on the angle for each part, by which the lines are projected from the centroid to the part contour. The angle varies between 0o to 120o. The second component of the string provides the order of piercing and cutting the segments. This string representation is for the layout of 3 parts which includes 3 angles and 9 segments. For example, if the number of parts is four, the string contains 4 angles (1st component of the string) and 12 segments (2nd component).
Based on the information contained in the genetic string, the micro-joints and the tool path are generated for a given layout. To illustrate the working of the present approach for different values of string, the parts layout shown in Fig. 4 is considered. The different strings and their corresponding layout are illustrated in Fig. 5. Consider the layout and the string shown in 5a, in which the string is in 45o45o45o and 1 2 3 4 5 6 7 8 9. Therefore the micro-joints are located at an angle of 45o for the parts (in this case, for all the three parts the angle is given same). Then according to the sequence of the segments, the tool starts cutting the edges from the origin. Here the total air travel distance is 380.71 mm. The cut distance is not considered for evaluation. Because for a given layout of parts, the distance of cut edges (contour) always remains same. Only the air travel distance of the tool varies with different cutting sequences. The uniqueness of the present approach greatly alters the air travel distance, by varying the angle and the sequence of cut segments. The tool path generated for the same layout containing different strings is illustrated in Fig. 5b–d. In Fig. 5b, the angle is changed to 60o for all the three parts but the order of the cut segments remains unchanged. This generates the tool path with air travel distance of 338.26 mm. In Fig. 5c, the angle of all the three parts are altered (80o20o30o), but the sequence of cut segments remains unchanged. This further reduces the air travel distance to 307.09 mm. This significant reduction in air travel distance of the tool is because of the change in the angle that modifies the location of micro-joints and the piercing points. This influences the movement of the tool from one part to another. This can be observed in both the Fig. 5b, c. Other than the change in angle, the change in the sequence of cut segments also greatly influences the air travel distance. Figure 5d shows the genetic string and its corresponding micro-joints along with the tool path. In this example, the angle remains same for all the three parts (45o) and the sequence of the cut segments is changed as 3 1 9 7 8 6 4 5 2. In previous cases (Fig. 5a–c), the segments that belong to one contour of part are cut, followed by the next contour. But in this case (Fig. 5d), the contour of the 1st part is completely cut after cutting the contours of the 2nd and the 3rd part. The tool movement between the contours and their travel to and fro from the origin is reduced. Unnecessary movement of the tool in the air is avoided on a whole and the air travel distance is reduced to 286.88 mm.

Location of micro-joints and generation of tool path for specific set of parts with different angles and sequence of cutting the segments (strings)
Genetic algorithm
The formulation of the genetic string for the proposed problem and the generation of tool path is explained in the previous section. It is visible that, the angle variation and the sequence of cut segments greatly influence the tool travel distance. In the present work, for a given layout of parts, the string that generates an effective location of micro-joints and the tool path is identified. This is achieved by employing genetic algorithmic search process (Fig. 6). The typical parts layout (4 parts) shown in Fig. 7 is considered for further explanation. The string is formulated with 4 elements (angles) in the 1st component and 12 elements (cut segment) in the 2nd component. After formulating the genetic string, the following steps are followed: generation of the initial population, Evaluation of fitness function, crossover, mutation, generating offsprings, selection of best strings for reproduction and formation of a new population. The genetic process is designed specifically to this problem and the frame work of this genetic algorithmic search process is illustrated in Fig. 6.

Frame work of the genetic algorithmic search process

Tool path generated with different genetic strings, a parent 1, b parent 2, c offspring 1 and (d) offspring 2
Evaluation of Fitness Function
After crossover and mutation within the parents, the offsprings are evaluated for fitness value. In the present approach, for the given parts layout the objective is to locate the effective micro-joints and minimize the air travel distance of the tool. Then the best string with lowest air travel distance is considered for next reproduction.
Initial Population
The process of generation of the initial population begins with the population size which is decided based on the size of the elements in the 2nd component. It is observed that the search process works well if the solution space is sufficiently equal to the size of the elements. The elements (numerical value) of the strings in the initial population are randomly generated. The initial population from 1st to Nth string is shown in Fig. 6 for the layout containing four parts (Fig. 7).
Crossover
The next step in the genetic process involves two-point-partial-matching crossover as suggested by Goldberg, D.E. (2014) [21]. The crossover operation is explained in Fig. 6. Consider the 1st and the 2nd string from the initial population as parent 1 and parent 2 respectively for crossover. The crossover is carried out separately for the two components of the string by randomly selecting the set of elements. The crossover sites are chosen as 1 and 2 for the 1st component (angles) while 1 and 7 for the 2nd component (sequence of cut segments) as indicated (before crossover). The elements between the crossover sites are exchanged in between the parents. After exchanging, the new strings are shown (Two point partially matched crossover). In this case, there are some elements repeated in the 2nd component, which has to be replaced. For example, in the 1st string 6 1 8 are repeatedly found in the string itself and also in the exchanged elements. Hence they are replaced with 9 12 11. The replacement of the repeated elements can be seen in the Fig. 6. The resulting strings are termed as offspring 1 and offspring 2.
Mutation
After crossover, the offspring 1 and offspring 2 are subjected to mutation in which two elements in the string are chosen and swapped. This avoids the search process getting trapped at a local optimum. The mutation for the offspring 2 is shown in the Fig. 6. In this case, the mutation sites are randomly chosen as 1 and 4 for the 1st component, while 1 and 2 for the 2nd component. The elements 110o⇔ 102o and 7 ⇔ 9 are swapped with respect to the 1st and the 2nd components. The offspring 2, before and after mutation is shown in the Fig. 6.
Such offspring are evaluated for the fitness function. The outcome of the offspring may or may not be better than their parents. Figure 7 shows the air travel distance obtained from the strings through the genetic operation as discussed in Fig. 6. For the layout of 4 parts, the micro-joints and the tool path are generated for the strings parent 1, parent 2, offspring 1 and offspring 2 as shown in the Fig. 7a–d respectively. From this figure, it can be observed that by comparing to the parents 1 and 2, the offspring 1 and 2 produce tool path with both increase and decrease in their air travel distance. However, the offspring 2 produces a better string with air travel distance of 541 mm (Fig. 7d). This is a significant improvement in the fitness function.
So it is observed that the genetic algorithm can produce better strings from their parents. Further, many number of iterations can enable to converge the problem and generate a string with near optimal air travel distance. The effectiveness of the proposed approach is explained further.
Results and discussion
The present work is developed in the VC++ application on PC (specification: Windows 8 OS, Intel Core i5 2.5GHz processor, 4GB RAM). This application is interfaced with AutoCAD for retrieving parts layout through .dxf files and output tool path is viewed via OpenGL and also in AutoCAD through script files.
As discussed in introduction chapter, each process laser, plasma and abrasive water jet cutting have different kerf and bridge width. But the steps involved in identifying the effective micro joints remains same. The present algorithmic approach is suitable for all the above said processes. In case of varying kerf and bridge width the user can define appropriate values during their input / layout preparation.
Effective location of micro-joints and tool path generation for a typical set of parts
The effectiveness of the proposed approach in generating the micro-joints and the tool path with respect to a typical set of parts with different geometrical shapes is illustrated in Fig. 8. A typical set of six parts with a sheet size of 350 × 350 mm (width x height) is considered to demonstrate the improvement in the objective function (air travel distance) through a genetic algorithmic search process. In this search process, the number of elements in the sequence of cut segments is 18 (6 parts × 3 segments each) and based on this the population size is chosen as 20. The number of iterations is considered as 100. Figure 8a shows the tool path with air travel distance of 2241 mm which is generated at the beginning of the process. After the search process, the air travel distance is reduced up to 1031 mm. The optimized tool path is shown in Fig. 8b. In this figure, it can be observed that the repeated air travel of the tool (dashed lines) is highly minimized while compared with air travel path in Fig. 8a. This helps in reducing the distance to 1031 mm. A graph as shown in Fig. 8c is plotted between the number of iteration Vs score – air travel distance to illustrate the improvement in the search process. The major improvement is achieved within the 22nd iteration, where nearly 1000 mm is reduced (Fig. 8c). After that, such significant improvements become limited.

Generation of tool path for a randomly generated set of six parts (a) during initial population, b near optimal tool path during 100th iteration and (c) improvement in air travel distance through genetic algorithmic process
Comparison of working of the proposed approach for fixed and variable angles
In general, a typical job shop involved in mass production produces the parts of similar shape in a large quantity. In those cases, the user prefers to produce the parts with micro-joints at a fixed angle for all the parts in the layout. This may help them to ease the secondary operations such as grinding or buffing the small projections due to micro-joints. In the present approach, the genetic string is designed to act as two separate components; one for the angle data and another for the sequence of cut segments. Fixing the same angle for all the parts is possible, provided the 1st component of the string is not involved in reproduction. Figure 9 shows the performance of the proposed approach in generating the near optimal tool path with a fixed angle and comparing it with variable angles. For this, 12 identical shaped parts are considered in the sheet size of 500 × 520 mm (width x height). Figure 9a shows the tool path generated with a fixed angle at 45o for all the parts. The optimization process begins with a population size of 40 and extends to 100 iterations. Initially, the air travel distance is 9014 mm and the final solution is 4676 mm. The idea is to evaluate the influence of the angle in generating the near optimal tool path distance. Hence the same set of parts with same population size and iterations are examined with varied angles (as followed in the previous example in Fig. 8). The results are shown graphically in Fig. 9c. From the graph, the significant difference in air travel distance between the tool path generated with a fixed angle and varied angle can be noted. This is because of the variation in angles, which enables more search space and the GA can still identify a better location of micro joints that can generate tool path with low air travel distance. Also, the improvement in air travel distance is in a progressive way along the iteration.

Generation of tool path with proposed approach for identical set of parts with uniform arrangement
Evaluation of the effectiveness of the proposed approach for a typical parts layout
The effectiveness of the proposed approach is evaluated with the layout of 20 parts mixed with identical shapes and randomly varied part geometry as shown in Fig. 10a. The dimension of the sheet is considered as 500 × 720 mm (width x height) which is typically used in real industrial situations. The genetic search process is executed for 500 iterations with the population size of 20 strings. The resulting tool path obtained at the end of the search process is shown in Fig. 10b. The step by step improvement is plotted in the graph as shown in Fig. 10c. Similar to the previous case (Fig. 8c), the major improvement in the air travel distance is witnessed within 25% of the total iterations. The air travel distance is reduced from 18,017 mm to 6362 mm, thereby achieving 64% of improvement. The number of iterations is limited to 500 in order to demonstrate the effectiveness of the proposed approach. But the air travel distance can still be reduced over the additional iterations.

Generation of near optimal tool path with significant reduction in air travel distance of tool after 500 iterations of genetic algorithm
From the above results, it is evident that the proposed approach can locate micro-joints effectively and further it generates near optimal tool path that reduces the total air travel distance of the tool. The genetic algorithm suits well for the present problem in generating near optimal tool path within considerable iterations. The user has the flexibility to locate the micro-joints at a fixed angle for identically shaped parts and optimize only the tool path, as demonstrated in Fig. 9. For a huge number of parts, the number of iterations is increased appropriately to generate near optimal tool path as shown in Fig. 10.
Conclusions
The present work addresses a problem related to the sheet metal cutting industry. A heuristic approach hybridized with a genetic algorithm is proposed to effectively locate the micro-joints and generate tool path that reduces the air travel distance of the tool. This approach is suitable for laser, plasma and Abrasive Water Jet (AWJ) cutting processes. Micro-joints or stitches are provided in the parts layout to retain the connection of the cut part with the sheet and avoids falling down while cutting. This also provides structural stability for the sheet till the entire layout is cut, as well as avoiding collision of parts with the tool head. In this work, the parts layout is imported from AutoCAD software through dxf file. The centroid points of the parts are collected. The present approach locates three micro-joints for any part based on the centroid points, which seems to be effective. With respect to the micro-joints, the part contour is separated into three segments.
For the given layout, the heuristic approach identifies a location of micro-joints and generates a tool path for given set of angles and sequence of the cut segments. The genetic string is formulated to suit the present problem. The genetic algorithm is used to locate the micro-joints and generate an effective tool path that reduces air travel distance of the tool. The methodology followed in heuristic and genetic approach has been explained clearly so that it can be implemented by any user from industry or research community.
The effectiveness of the proposed strategy is evaluated at three conditions. Initially, a typical layout consisting of six parts is considered. The part geometries are randomly generated. The genetic algorithmic process is executed for 100 iterations. The search process is capable of generating a near optimal solution. The air travel distance of the tool is reduced from 2241 mm to 1031 mm at the end of the iterations (Fig. 8). The major improvement in the air travel distance of the tool is attained within 20% of the iteration process. In the second condition, the layout nested with identical part geometries is considered for testing. In a typical job shop, most of the time, the identical parts are cut in mass production. The present algorithm has two components to observe the outcome of locating the micro-joints with same angles for all the parts. The angles are kept constant while the sequence of cut segments is varied. This produces the tool path with air travel distance of 4676 mm. The same layout is tested with varied angles. The result shows a significant difference in air travel distance. The variation in the angles greatly influences the generation of the tool path with lowest air travel distance (Fig. 9). Hence if at all required, optimizing both angle and sequence of cut segments is a better choice for obtaining tool path with reduced air travel distance. In the third condition, the realistic sheet dimension is considered with parts mixed with identical and randomly generated geometries. The algorithm is executed for 500 iterations. The near optimal tool path with air travel distance is obtained with 6362 mm, which is reduced by 64% from the beginning of the search process (Fig. 10).
Therefore from the overall observations, it is clear that the proposed approach locates micro-joints effectively and generates near optimal tool path with lowest possible air travel distance of the tool. The genetic algorithm suits well for this problem and converges the problem with a better solution. The crossover and the mutation also help the search process towards the near optimal solution. The proposed approach can be used along with present commercial packages (CAM software) to assist in locating the micro-joints and generating near optimal tool path.
References
Licari R, Valvo EL (2011) Optimal positioning of irregular shapes in stamping die strip. Int J Adv Manuf Technol 52(5–8):497–505
Anand KV, Babu AR (2015) Heuristic and genetic approach for nesting of two-dimensional rectangular shaped parts with common cutting edge concept for laser cutting and profile blanking processes. Comput Ind Eng 80:111–124
Anand KV, Udhayakumar S (2017) Design of adaptable pin configuration machine bed optimized with genetic approach for sheet metal cutting process. J Intell Manuf 30(3):1–15. https://doi.org/10.1007/s10845-017-1327-1
Dewil R, Vansteenwegen P, Cattrysse D (2016) A review of cutting path algorithms for laser cutters. Int J Adv Manuf Technol 87(5):1865–1884
Hocheng H, Tsai HY, Shiue JJ, Wang B (1997) Feasibility study of abrasive-waterjet milling of fiber-reinforced plastics. J Manuf Sci Eng 119:133–142
“Jet Edge Water Jet Systems - How to Prevent Small Parts from Falling into Your Water Jet Tank", last modified 30 Aug 2016, accessed 14 Aug 2017, http://jetedge.com/blog/tech-tips/how-prevent-small-parts-falling-your-water-jet-tank
Dewil R, Vansteenwegen P, Cattrysse D, Laguna M, Vossen T (2015) An improvement heuristic framework for the laser cutting tool path problem. Int J Prod Res 53(6):1761–1776
Di Pietro P, Yao YL (1998) Improving laser cutting quality for two-dimensional contoured paths. J Manuf Sci Eng 120:590–599
Chentsov AG, Chentsov PA, Petunin AA, Sesekin AN (2016) Routing problems: constraints and optimality. IFAC-PapersOnLine 49(12):640–644
Kumar S, Singh R (2011) An automated design system for progressive die. Expert Syst Appl 38(4):4482–4489
Kovacic M, Balic J (2003) Evolutionary programming of a CNC cutting machine. Int J Adv Manuf Technol 22(1–2):118–124
Wong TN, Chan LCF, Lau HC (2003) Machining process sequencing with fuzzy expert system and genetic algorithms. Eng Comput 19(2):191–202
Petunin AA, Stylios C (2016) Optimization models of tool path problem for CNC sheet metal cutting machines. IFAC-PapersOnLine 49(12):23–28
Lee MK, Kwon KB (2006) Cutting path optimization in CNC cutting processes using a two-step genetic algorithm. Int J Prod Res 44(24):5307–5326
Tumkor S, Pochiraju K (2010) Progressive die strip layout optimization for minimum unbalanced moments. J Manuf Sci Eng 132(2):024502
Veeramani D, Kumar S (1998) Optimization of the nibbling operation on an NC turret punch press. Int J Prod Res 36(7):1901–1916
Krishnakumar K, Melkote SN (2000) Machining fixture layout optimization using the genetic algorithm. Int J Mach Tools Manuf 40(4):579–598
Kulankara K, Satyanarayana S, Melkote SN (2002) Iterative fixture layout and clamping force optimization using the genetic algorithm. J Manuf Sci Eng 124(1):119–125
Li B, Shiu BW, Lau KJ (2003) Robust fixture configuration design for sheet metal assembly with laser welding. J Manuf Sci Eng 125(1):120–127
Sáenz DC, Castillo NG, Romeva CR, Macià JL (2015) A fuzzy approach for the selection of non-traditional sheet metal cutting processes. Expert Syst Appl 42(15):6147–6154
Goldberg DE (2014) Genetic algorithms in search, optimization and machine learning. Dorling Kindersley (India) Pvt. Ltd, New Delhi
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kandasamy, V.A., Udhayakumar, S. Effective location of micro joints and generation of tool path using heuristic and genetic approach for cutting sheet metal parts. Int J Mater Form 13, 317–329 (2020). https://doi.org/10.1007/s12289-019-01488-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-019-01488-1