
Abstract
Quality characteristics of blended yarns, which play an important role in textile quality, are continually assessed by softness, breaking strength, breaking elongation, hairiness, irregularity, etc. In this study, hemp was softened and blended with other cellulose fibers with better softness to produce yarns. The softness of hemp is obviously lower than that of the other two fibers. With the increase of hemp fiber percentage content, the yarn properties deteriorated. Therefore, the softening treatment of hemp fiber is very necessary. Moreover, the blending hemp, cotton, and viscose in the yarn structure provided synergies, improving the weak properties of ternary fibers. Results show that softening treatment and lower percentage content of the hemp fiber will result in better yarn quality, which is consistent with the derivation result of the bending theoretical model. When the percentage content of treated hemp is 40 wt%, the overall performance of blended yarn is the best. Compared with the untreated hemp-based ternary blended yarns, the hairiness of blended yarn is significantly less (3.65 ends/m, compared to 12.23 ends/m), and the irregularity of yarn is lower (27.33% and 27.70%, respectively), yarn quality improved considerably. In addition, the resulting hemp yarn showed antibacterial activity against Escherichia coli and Staphylococcus aureus.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
China is one of the countries with the most abundant plant fiber resources in the world [1, 2]. Compared with cotton fiber whose output is limited due to land requisition for grain and cotton, other plant fibers have rich reserves and great developmental potential [3]. The production of hemp fiber has been a significant, sustainable, and booming industry with an annual fiber production of over 0.2 million tons and a market of approximately 1.2 billion USD worldwide [4,5,6]. Hemp fiber, a high-quality natural cellulose fiber with natural color, has irreplaceable advantages in the textile field, including excellent moisture absorption, naturally antibacterial, UV resistance, etc. [7, 8].
The distinctive properties made hemp a hot textile raw material [9, 10]. However, high crystallinity of cellulose, poor softness of hemp fiber, and difficulty in binding between fibers led to poor spinning performance, which significantly limited the application of hemp fiber [11, 12]. To enhance the spinning performance of hemp fiber, chemical reagents were used to swell cellulose macromolecules or react with hydroxyl groups on cellulose to reduce the crystallinity and thus improved fiber softness [13, 14]. However, this method also has some disadvantages, such as high-energy consumption and being unfriendly to the environment [14, 15]. Even though the research on pure hemp yarn has made progress, researchers still focus on the blending process, which can make full use of the advantages of various fibers and significantly improve the yarn quality at a lower cost [16,17,18]. Hemp fiber and viscose fiber were used to prepare blended yarn with fineness ranging from 8.7 to 30 tex [19]. It is found that the increase of hemp fiber content will harm the holding force between fibers, resulting in the difficulty of carding into strips during spinning [20, 21]. However, taking hemp/Tencel blended yarns as examples, the structure and the properties of hemp fiber with softening treatment change significantly, which will seriously improve the spinning performance [22]. Therefore, it is necessary to study the influence of hemp fiber softening treatment and blending ratio on the spinning effect to optimize the production process and improve the production efficiency of hemp blended yarn.
In this study, hemp fiber before and after softening treatment was blended with cotton and viscose to produce yarns. Then, influence of softening treatment and blending ratio on yarn properties were evaluated. Furthermore, based on the assumption of cylindrical helix structure, the theoretical bending stiffness in yarn was calculated to explain the changes of yarn indexes.
2 Materials and Methods
2.1 Materials
Hemp fiber was produced in Jiangxi Fankou Hemp Technology Co., Ltd. in China, and some of the fibers had been treated by dimethyl sulfoxide (DMSO)/tetraethyl ammonium chloride (TEAC) compound system [23]. Hemp fibers were immersed in a mixture of 35 wt% DMSO and 3 wt% TEAC at a bath ratio of 1:20 for 40 min at a temperature of 60℃. The viscose fiber was provided by Shandong Yinying Chemical Fiber Co., Ltd in China. The cotton fiber was long-stapled cotton from Xinjiang, China. Table 1 shows specific indicators. These data were obtained through testing in the laboratory.
2.2 Sample Preparation
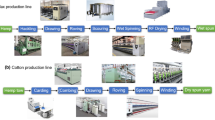
The preparation of hemp/cotton/viscose blended yarn must go through many processes, such as opening, carding, drawing, roving, spinning, etc. The spinning process is shown in Fig. 1. With hemp fiber type and blend ratio as the main variables, the specification of the designed blended yarns is shown in Table 2.

Flow chart of blended yarn spinning
2.3 Analysis of Yarn Bending Stiffness
The bending stiffness was measured by cantilever beam method. As shown in Fig. 2, one end of the yarn was clamped, and the yarn would flex to different degrees under its own weight. The bending stiffness (B) of the yarn was calculated according to Eq. (1) [24].
where l is the deflection of the yarn end point, T is the linear density of the yarn, and f is the cantilever length of the yarn.

Method for determination of bending stiffness of yarns
2.4 Analysis of Yarn Tensile Properties
According to the China National Standard (GB 3916), breaking strength and elongation of yarns were tested with an electronic single yarn strength tester at a pretension of 10 cN, a clamping distance of 500 mm, and a stretching speed of 500 mm/min. 100 hemp yarns were measured in each group, and the average was calculated as the final result.
2.5 Analysis of Yarn Hairiness
According to the China Textile Industry Standard (FZ 01086), the number of hairiness over 3 mm can be detected. The hairiness index would be taken by a yarn hairiness tester at 10 m test length and 30 m/min test speed. The hairiness index would be taken as the average value of ten tests.
2.6 Analysis of Yarn Irregularity
Based on the China National Standard (GB 3292.1), the yarn irregularity was tested by an electronic evenness tester with the length of 100 m, the speed of 100 m/min, the time of 1 min, the range of ± 100%, and the uneven curve scale of ± 0.125 m/div. The final result was the average of the three tests.
2.7 Antibacterial Property of Hemp Fibers
The standard AATCC 100 was used to determine the antibacterial property of the hemp fibers. This test method was based on the quantitative evaluation of the antibacterial activity of the sample after 24 h of contact with bacteria. The final result was taken by calculating the percentage reduction of bacteria.
3 Results and Discussion
3.1 Yarn Performance Analysis
15tex yarn with different blending ratios of hemp/cotton/viscose was spun by the spinning process route. Moreover, two kinds of blended yarns within untreated hemp and treated hemp were used for comparative analysis. Breaking strength, breaking elongation, hairiness, and irregularity of blended yarn were tested.
The influence of hemp softening treatment and the different content on the performance of blended yarn are shown in Fig. 3. It was found that the breaking strength of blended yarn with treated hemp fiber was all higher than that with untreated hemp fiber, as shown in Fig. 3(a). The breaking strength of blended yarns with treated hemp content of 40 wt%, 60 wt%, 80 wt%, and 100 wt% increased by 2.95%, 11.51%, 7.82%, and 43.01% than before, respectively. The reason was that the treated hemp fiber had better holding force between fibers during spinning than others. Due to the coarse and hard nature, high rigidity, poor cohesion, poor length uniformity, and large dispersion of fineness of hemp fibers, their spinnability is relatively poor, and the quality of the spun yarn is generally low. After softening treatment, although the breaking strength of the hemp fiber itself slightly decreased, cellulose crystallinity decreased, which improved its softness. The cohesion between the fibers increased during spinning, so the breaking strength of the treated hemp fiber blended yarn was higher than that of the untreated hemp fiber blended yarn. When the content of hemp fiber was 100 wt%, there was no cotton fiber or viscose fiber to make up for the overall performance of the yarn. The effect of softening treatment on the breaking strength of hemp fiber can be 100% reflected.

Properties of blended yarn: a breaking strength, b breaking elongation, c hairiness, and d irregularity
It can be seen from Fig. 3(b) that the elongation at break of hemp fiber blended yarn before and after softening treatment decreased with the increase in hemp fiber content. Before softening treatment, the breaking elongation of the blended yarn with 100 wt% hemp content decreased by 46.84% compared with that of the blended yarn with 40 wt% hemp content. In comparison, it decreased by 18.60% after softening treatment. Moreover, breaking elongation at the break of blended yarn with treated hemp fiber decreased by 13.68% and 8.38%, respectively, when the hemp content was 40 wt% and 60 wt% than before. When the content of hemp was 80 wt% and 100 wt%, it increased by 5.80% and 32.18%, respectively. On the one hand, the breaking elongation of hemp fiber increased after softening treatment, which would help improve the overall breaking elongation of yarn. On the other hand, with the improvement of the softness of the fibers, the holding force between the fibers increased during spinning, which led to the advancement of the entanglement effect between the fibers. It then reduced the overall elongation at the break of the yarn. When the content of hemp fiber was low, the increase of cohesion after treatment played a leading role in the overall performance of blended yarn, resulting in the lower breaking elongation. However, when the content of hemp fiber continued to increase, the rise of the elongation at the break of the treated fiber gradually took the leading role, resulting in the increase of the elongation at the break of the yarn.
As shown in Fig. 3(c), the hairiness of both blended yarns increased with the increase of hemp fiber content. This may be due to hemp fiber being the source of hairiness. Before softening treatment, the hairiness of blended yarn with hemp content of 100 wt% decreased by 64.24% compared with that of blended yarn with hemp content of 40 wt%, while after softening treatment, it decreased by 90.58%. This can be attributed to the fact that the treated hemp fiber has a better holding force between the fibers during spinning. It may effectively avoid the appearance of hairiness. The hairiness of blended yarn with treated hemp content of 40%, 60%, 80%, and 100% decreased by 70.16%, 63.79%, 21.74%, and 10.24%, respectively, compared with that of the other group. The primary source of hairiness is hemp fiber on account of the greater torsional stiffness [25]. When the content of hemp fiber was low, the performance of blended yarn would be significantly improved by optimizing the performance of hemp fiber. Still, this effect would be weakened considerably when the content of hemp fiber was high.
It was found that the irregularity of blended yarn with hemp fiber before and after softening treatment gradually increased with the increase of hemp fiber content, as shown in Fig. 3(d). Before softening treatment, the uneven value of blended yarn with hemp content of 100 wt% decreased by 37.24% compared with that of blended yarn with hemp content of 40 wt%, while after softening treatment, it decreased by 41.93%. Moreover, the irregularity of blended yarn with different content of hemp fiber after treatment was increased by 1.35%, 3.58%, 6.10%, and 9.53% compared with that before treatment. The improvement of the softness of hemp fiber led to the increase of the holding force between the fibers, which made the components of the blended yarn complement each other, thereby reducing the yarn irregularity. However, softening treatment may destroy the structure of some cellulose macromolecules in the fiber, resulting in fiber surface damage [26]. It was conducive to the irregularity of the blended yarn.
3.2 Theoretical Analysis
Based on the perfect cylindrical helix structure, the pitch of the yarn is constant, and the fiber density in the yarn section is uniform [27]. It is further assumed that the interaction between fibers is independent when the yarn is bent and deformed. Therefore, the bending stiffness of the yarn is the simple sum of the bending stiffness of all fiber helices in the yarn section, which is the minimum theoretical bending stiffness of the yarn. In this section, yarn bending stiffness is used to evaluate softness.
A cylindrical helix in the yarn is analyzed, where the radius of the mandrel is R and the inclination angle is θ. When subjected to a bending moment M, the helix fibers are subjected to a combined bending and twisting action, from which the deformation energy and external output power of the helix per revolution can be calculated as Eqs. (2a) and (2b), respectively
where Bf is the bending stiffness of the fiber, Cf is the torsional stiffness of the fiber, and ρ is the bending radius of the helix fiber.
Equation (2a) is equal to Eq. (2b) according to the energy law principle, and the derivation of Eq. (3) is as
\(\rho \cdot M = B_{H} ,\) BH is the bending stiffness of the helix.
Therefore,
Then, the bending stiffness of the yarn (By) is obtained by integrating all the fiber spirals in the entire yarn’s cross section. The function is expressed as
where m is the mass of yarn per unit length (or linear density); mf is the mass of fiber per unit length, and α is the inclination angle of the surface fiber.
In the assumption of the yarn which is composed of hemp, cotton, and viscose fibers without interaction, the theoretical minimum bending stiffness of blended yarn is expressed as
where i = 1, i = 2, and i = 3 represent the three fibers, respectively. For example, P1, P2, and P3 are the percentages of hemp, cotton, and viscose, respectively.
Equation (6) shows that the bending stiffness of the yarn is proportional to the bending stiffness of the fibers. However, it is inversely related to the twist, decreasing as the angle of inclination of the surface fiber helix increases.
However, the twist of the yarn in this work is a constant value. Assuming that the yarn is like a solid round rod when there is no relative sliding between the fibers, the bending stiffness of the yarn will be proportional to the square of cross-sectional area (R4). The maximum bending stiffness of the yarn can be taken, as shown in Eq. (7). The actual bending stiffness of blended yarn should be between Eqs. (6) and (7).
3.3 Application of the Theoretical Model to the Evaluation of Yarn Quality
The softness of the yarn was evaluated by testing the bending stiffness. The influence of hemp fiber softening treatment and different content on the bending stiffness of the yarn is shown in Fig. 4. The bending stiffness of the yarn with hemp fiber before and after the softening treatment decreased gradually with the increase of hemp fiber content. Eq. (6) shows that the bending stiffness of the blended yarn is correlated with the content of hemp fiber. Obviously, the bending stiffness of hemp fiber is significantly higher than that of cotton and viscose fiber. Therefore, with the increase of hemp fiber content, the bending stiffness of blended yarn increased, and the soft performance decreased.

Softness of the blended yarns
Meanwhile, the bending stiffness of the yarn with the treated hemp fiber was all lower than that with the untreated hemp fiber at different blending ratios. The bending stiffness of blended yarn with treated hemp content of 40 wt%, 60 wt%, 80 wt%, and 100 wt% decreased by 0.00008 N·mm−2, 0.00033 N·mm−2, 0.00007 N·mm−2, and 0.00011 N·mm−2, respectively. Previous studies found that softening treatment in the hemp fiber greatly decreased the fiber crystallinity, which may lead to a reduction in fiber bending stiffness [28]. Moreover, Eqs. (6) and (7) show that the bending stiffness of the yarn is proportional to the bending stiffness of fibers, so the yarn softness increased.
All the data above-mentioned demonstrate that hemp softening treatment and blending both can improve yarn quality. As shown in Fig. 5, the softened hemp fiber can show better synergistic performance with other fibers, resulting in the increased cohesion between the fibers in the blended yarn. Although the performance of single hemp fiber will be slightly decreased after softening treatment, the yarn quality will be significantly improved, especially when blended with other fibers. This mechanism is most evident in the strength changes of hemp fibers and their blended yarns before and after softening treatment.

Blended yarns prepared before and after hemp softening treatment and mechanism of improving yarn quality. a SEM images of untreated hemp:cotton:viscose (40:30:30) blend yarn; b SEM images of treated hemp:cotton:viscose (40:30:30) blend yarn; c The mechanism of improving yarn quality
3.4 Antibacterial Property of Hemp Fibers
It is generally believed that cotton and viscose do not have antibacterial properties, while hemp fiber has significant antibacterial properties [29, 30]. Therefore, the antibacterial properties of two pure hemp yarns were tested by the oscillation method. The resistance to Escherichia coli and Staphylococcus aureus was determined by the number of colonies on agar medium, as shown in Fig. 6. The colony count of Escherichia coli on lank sample was 440 in number, while treated hemp and untreated hemp were 47 and 43 in number, respectively. This observation indicated that that hemp yarn before and after softening treatment has obvious and similar bacteriostasis. For Staphylococcus aureus, the colony numbers of blank, treated hemp, and untreated hemp were 25, 13, and 4 in number, respectively. It turned out that hemp fiber also had significant antibacterial effect on Staphylococcus aureus. Therefore, the softening treatment of hemp fiber will not have a significant impact on the antibacterial property, which is conducive to improving the added value of hemp textiles.

Antibacterial properties of hemp yarn before and after softening treatment
4 Conclusions
The effects of different content of hemp fiber and softening treatment on the properties of hemp/cotton/viscose blended yarn were explored. The influence mechanism of fiber softening and blending ratio on yarn properties was analyzed theoretically. After treatment, the softness of hemp fiber was improved, and the holding force between fibers was significantly increased during spinning, leading to optimization of blended yarn performance. However, the increase of hemp content will lead to the decrease of yarn properties. When the content of soft hemp fiber is 40%, the yarn quality is excellent, and the bending stiffness, breaking strength, breaking elongation, hairiness, irregularity of blended yarn are 0.00173 N·mm−2, 10.48 cN/tex, 3.28%, 3.65 ends·m−1, and 27.7% respectively. The blended yarn has better softness, less hairiness, and lower irregularity. It will help us to decide on suitable use for hemp fibers by identifying the better blend combinations. In addition, hemp yarn has good natural antibacterial properties, which will greatly increase the added value of its products.
Data availability
The datasets used or analysed during the current study are available from the corresponding author on reasonable request.
References
C. Wang, S. Bai, X. Yue, Z. Ren, J. Nat. Fibers. 13, 6 (2016)
C. Xia, C. Wu, K. Liu, K. Jiang, Materials 14, 7 (2021)
C. Wang, S. Liu, Z. Ye, J. Reinf. Plast. Compos. 35, 13 (2016)
V. Ceyhan, H. Türkten, Ç. Yıldırım, S. Canan, Ind. Crop. Prod. 176, 114354 (2022)
G.D. Schumacher, S. Pequito, J. Pazour, J. Clean. Prod. 268, 122180 (2020)
A. Shahzad, J. Compos. Mater 46, 8 (2012)
M. Ahirwar, B. Behera, J. Ind. Text. 113, 5 (2022)
K. Vandepitte, S. Vasile, S. Vermeire, M. Vanderhoeven, W. Van der Borght, W. Joos Latré, A. De Raeve, V. Troch, Ind. Crop. Prod. 158, 112969 (2020)
F. Ahmed, M.Z. Islam, M.S. Mahmud, M.E. Sarker, M.R. Islam, Heliyon 8, 1 (2022)
J.P. Manaia, A.T. Manaia, L. Rodriges, Fibers 7, 12 (2019)
J. Thygesen, H. Oddershede, A.B. Lilholt, Thomsen, and K. Ståhl, Cellulose 12, 6 (2005)
C. Lu, S. Wang, H. Liu, J. Zhang, J. Tong, Y. Yi, Zhang. Ind. Crop. Prod. 189, 115821 (2022)
S.M. Bokhari, K. Chi, J.M. Catchmark, Ind. Crop. Prod. 171, 113818 (2021)
Z. Li, C. Yu, Fiber. Polym. 15, 10 (2014)
G. Viscusi, G. Barra, G. Gorrasi, Cellulose 27, 15 (2020)
S. Antony, A. Cherouat, G. Montay, Compos. Struct. 202, 482–490 (2018)
S. B. Stanković, Novaković, M., Popović, D. M., Poparić, G. B., M. Bizjak, J. Ind. Text. 110, 9 (2019)
H. Zhang, J. Zhang, Y. Gao, J. Nat. Fibers. 11, 2 (2014)
O. Gutierrez-Moscardo, M. Canet, J. Gomez-Caturla, D. Lascano, E. Fages, L. Sanchez-Nacher, Text. Res. J. 92, 7–8 (2022)
C. Saricam, Text. Res. J. 92, 17–18 (2021)
C. Wang, R. Lu, JIA, Acta Mater. Compositae Sin. 37, 7 (2020)
H. Liu, L. You, H. Jin, W. Yu, Fiber. Polym. 14, 3 (2013)
Yang, M. Jing, C. Wang, Q. Zuo, L. L, Wang. R, Shao. Sh. Text. Sci. Tech. (2022)
S. Zhu, Journal of China Textile University 18, 3 (1992)
Y. Guo, Z. Sun, X. Guo, Y. Zhou, L. Jiang, S. Chen, J. Ma, Int. J. Cloth. Sci. Tech. 31, 1 (2018)
W. Lv, K. Nie, Y. Song, C. Li, H. Ben, Y. Zhang, G. Han, W. Jiang, J. Nat. Fibers. 19, 10 (2022)
K. Choi, S. Tandon, J. Ind. Text. 97, 1 (2006)
Li, S Liu, Y Song, K. Nie, H. Ben, Y. Zhang, G, Han, W. Jiang, Ind. Crop. Prod. 151,112443 (2020)
M.M. Kostic, J.Z. Milanovic, M.V. Baljak, K. Mihajlovski, A.D. Kramar, Fiber. Polym. 15, 1 (2014)
T. Inprasit, K. Motina, P. Pisitsak, P. Chitichotpanya, Fiber. Polym. 19, 10 (2018)
Acknowledgements
This work was supported by the National Natural Science Foundation of China (NSFC) under Grant (11802205).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
We declare that we do not have any commercial or associative interest that represents a conflict of interest in connection with the work submitted.
Research Highlights
The quality characteristics of hemp-based ternary blended yarns were explored. A bending theoretical model depicting yarn softness performance was built. The good natural antibacterial properties of hemp yarn will greatly increase the added value of its products.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Li, C., Shao, R., Wang, C. et al. Influence of Hemp Fiber Softening Treatment & Blend Ratio on Quality Characteristics of Hemp-Based Ternary Blended YARNS. Fibers Polym 24, 3481–3488 (2023). https://doi.org/10.1007/s12221-023-00327-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12221-023-00327-0