
Abstract
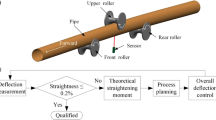
Because of the inefficiency of the existing production process for large diameter longitudinal submerged arc welded (LSAW) pipe, a roll bending process is proposed, but it is difficult to control the pipe straightness with large length and small diameter to thickness (D/T) ratio. A method of deflection compensation with reverse bending top roll is proposed to solve the problem. The mechanical model of the roll bending process is established, and the forces on the plate and the roll, the deflection of the top roll and the torque are analyzed systematically. A set of roll bending machines was designed and developed, and the process parameters of different specifications of products were tested. The results show that the straightness of the pipe is less than 0.1 % of full length, and the error between theoretical analysis and test data is less than 15 %. The theoretical analysis method can be used to direct the production.
Article PDF
Similar content being viewed by others

Avoid common mistakes on your manuscript.
References
J. E. Roza et al., Numerical simulation analysis of high strength UOE steel pipes, Proceedings of IPC2008. 2008 7th International Pipeline Conference, Alberta, Canada (2008) DOI:https://doi.org/10.1115/IPC2008-64387.
J. Raffo, R. G. Toscano and L. Mantovano, Numerical model of uoe steel pipe: forming process and structural behavior, Mecanica Computacional, 26 (2007) 317–333.
J. Zhao, J. LI and X. Qu, Study on intelligent control technology for forming steel pipe of pipeline with JCO process, Science China Technological Sciences, 54 (10) (2011) 2754–2759.
J. Li, J. Zhao and P. Zhan, Design and development of quality inspection system for forming the longitudinal-seam submerged arc pipes with JCOE process, Proceedings of the 2009 WRI World Congress on Computer Science and Information Engineering, Los Angeles, USA (2009) 376–381.
W. L. Hu and Z. R. Wang, Force analysis of pipes in various roll forming processes, Forging & Stamping Technology, 4 (1992) 43–50.
J. F. Hu and J. G. Yang, Three-dimensional dynamic analog simulation of roll-bending process, J. of Plasticity Engineering, 12 (3) (2005) 51–55.
Z. Yang, W. Tian and Q. R. Ma, Echanical properties of longitudinal submerged ARC welded steel pipes used for gas pipeline of offshore oil, Acta Metall. Sin. (Engl. Lett.), 21 (2) (2008) 85–93.
Bruschi, E. Torselletti and L. Vitali, A UOE pipes for ultra deep water application: strength capacity under combined loading conditions for thermally treated line pipe characteristics, Proceedings of the International Offshore and Polar Engineering Conference (2007) 3292–3300.
Q. X. Huang, C. L. Zhou and X. G. Wang, The current situation and development of fully hydraulic straightening machines for medium and thick plates, Proceedings of the 3rd Academic Symposium on Advanced Steel Rolling Precision, Packaging, and Steel Processing and Distribution Technology (2010) 106–110.
C. Li, Q. Shi and X. Liu, Residual curvature of longitudinal profile roller in leveling process, J. of Iron and Steel Research, 20 (10) (2013) 23–27.
Z. Cheng, G. R. Feng and G. Y. Ping, Analysis and calculation of top roller’s deflection of symmetric three–roll bending machine, Mechanical Research & Application, 1 (2015) 52–54.
V. K. Tailor, A. H. Gandhi, R. D. Moliya and H. K. Raval, Finite element analysis of deformed geometry in three-roller plate bending process, Proceedings of the ASME 2008 International Manufacturing Science and Engineering Conference Collocated with the 3rd JSME/ASME International Conference on Materials and Processing. ASME 2008 International Manufacturing Science and Engineering Conference, Evanston, USA, 1 (2008) 609–616.
M. F. Jing and Z. Z. Bo, Force model of large sized rolling machine, Coal Mine Machinery, 27 (5) (2006) 769–770.
W. R. Xing, J. Q. Yuan and Y. P. Guo, Application of horizontal adjustment structure in large three roller roll forming machine, China Metal forming Equipment & Manufacturing Technology, 41 (5) (2006) 20–23.
Y. X. Lu and H. D. Yu, Forging Manual Volume 3: Forging Workshop Equipment, Third Edition, China Machine Press, Beijing, China (2008) 493–502.
Author information
Authors and Affiliations
Corresponding author
Additional information
Mingjun Wen is a senior engineer. His M.S. in Engineering is from Taiyuan University of Science and Technology in 2007. He has been engaged in the research and development of nonstandard mechanical and electrical equipment for 16 years, his main research interests are JCOE, RBE, UOE welded pipe production equipment and technology.
Rights and permissions
About this article

Cite this article
Wen, M., Wang, F. Research and application of roll bending method for welded pipe with large length and small diameter to thickness ratio. J Mech Sci Technol 38, 2547–2553 (2024). https://doi.org/10.1007/s12206-024-0433-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12206-024-0433-1