
Abstract
In the age of digital transformation, maintenance operations are crucial for leveraging the potential of Industry 4.0 and 5.0. Yet, this domain remains significantly under-optimized in terms of strategic maintenance planning and enhancing asset performance. The advent of smart technologies offers a myriad of innovative avenues; however, harnessing these effectively requires systematic planning that incorporates these new, various and quite diversified, smart practices. Thus, this paper proposes a new methodological approach to maintenance planning, based on the Reliability-Centered Maintenance method, aimed at providing an operative tool for organizations to foster the evolution of their maintenance plans towards the paradigm of digitalization. This novel method enables the identification of hidden opportunities of improvement not identifiable through the use of the traditional approach through the proposal of an Opportunity Index, to use together with the Criticality Index in asset selection, and a Digitalization Score to use during Failure Mode, Effects, and Criticality Analysis. The proposed method is applied to transform the maintenance planning of a production line, thus identifying the opportunities of the approach and testing its feasibility.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In recent years, the industrial landscape is undergoing a drastic change due to several technological innovations in the fields of ICT (Information and Communications Technology), cloud computing, and Big Data analytics. This concept is represented by the paradigm of Industry 4.0, a fourth industrial revolution that is transforming manufacturing with the aim of increasing flexibility, mass customization, quality, and productivity.
In this context, manufacturing plants are becoming increasingly more complex digital systems, and it is widely believed that this period of revolution will be characterized by the full automation and digitalization of processes both in manufacturing and services, leading to enhanced efficiency, productivity, and customization. (Sharma and Jain 2020; Sharma et al. 2023). More recently, the paradigm of “Industry 5.0”, has been formally introduced. It emphasizes the symbiotic relationship between humans and machines, encouraging the importance of sustainability and resilience (Khan et al. 2023). This advanced production model accentuates the interaction between humans and machines, making automation more accessible and beneficial to individual workers and small enterprises (Xu et al. 2021; Maddikunta et al. 2022).
In this digitalized era, maintenance is deemed to be one key factor to successfully achieve this revolution and one field in which huge improvements can be achieved in terms of effective maintenance planning and enhancement of assets’ performances (Rødseth et al. 2017). Moreover, as maintenance plays a fundamental role in a manufacturing plant, being critical for keeping and increasing availability, product quality, safety requirements, and plant cost-effectiveness levels (Díaz-Reza et al. 2019), its management should be the object of continuous improvement. Indeed, most companies consider maintenance management one of the initial steps to be applied in Industry 4.0 context (Mosyurchak et al. 2017), implementing an important transition from traditional maintenance management to a more proactive approach in order to obtain economical and technical advantages.
The technologies and, consequently, the new opportunities for innovation arising from the Industry 4.0 and Industry 5.0 era are various and quite diversified and have led to high expectations on their impact on the maintenance field (Lundgren et al. 2023). In order to guide this change in a conscious and effective way in the field of maintenance management, it is important to acquire a clear comprehension of the scenario available and approach the issue in a systematic manner.
However, the transition to this upgraded maintenance management concept is not easy nor clear. First of all, limited data access and complex Big Data analytics are critical barriers for this evolution. It is vital to implement decision-making systems that effectively highlight digitization requirements (Psarommatis et al. 2023). Moreover, while the integration of Industry 4.0 and 5.0 technologies among enterprises is crucial to achieve success across global value chains, financial and human resources might be rather limited, therefore it is important to provide a systematic methodology to foster this evolution in maintenance efficiently while guaranteeing effectiveness in addressing maintenance management objectives (Müller et al. 2024).
Despite significant advancements in Industry 4.0 and 5.0 technologies, the integration of these digital tools into maintenance management often remains fragmented. Current methodologies frequently fail to leverage digitalization systematically, missing opportunities to enhance strategic planning and operational efficiency.
In the current paper, we aim to bridge this critical gap by introducing a hybrid methodology that not only integrates digital tools with Reliability-Centered Maintenance (RCM), but also innovates the strategic planning process. Our approach introduces the “Opportunity Index” and “Digitalization Score”, tailored tools that quantify and exploit digitalization opportunities within maintenance planning. This paper seeks to answer the research question: “how can digital tools and smart practices be systematically integrated with Reliability-Centered Maintenance to improve strategic maintenance planning in Industry 4.0 and 5.0 environments?”.
The rest of this work is outlined as follows. Section 2 first provides a description of the key concepts and technologies of Industry 4.0 and Industry 5.0, followed by the description of their impact on maintenance management practices. After, still in Sect. 2 the Reliability-Centered Maintenance approach is presented alongside main suggestions for its innovation in scientific literature and other recent methodological approaches to revise maintenance management planning. In Sect. 3, the proposed methodology is described. In Sect. 4, the methodology is applied to a real case study to test its applicability. Section 5 concludes the paper with a summary of the key findings and contributions and identifying possible future development of the study.
2 Research background
2.1 Industry 4.0 and 5.0 and their impact on maintenance management
Industry 4.0 is driven by the integration of advanced digital technologies that aim to transform industrial operations into more efficient, adaptive, and intelligent systems (Dalenogare et al. 2018; Sharma and Jain 2020; Sharma et al. 2023). Central to this revolution is Internet of Things (IoT), a network of physical objects embedded with sensors and able of connecting and exchanging data with other devices and systems over communication networks, facilitating real-time monitoring and control. This dynamic data flow supports Cyber-Physical Systems (CPS) in automating and optimizing manufacturing processes, thus reducing manual intervention and increasing productivity. Complementing IoT and CPS, Big Data and analytics play a crucial role by processing the immense volumes of data generated to enhance operational efficiency but also enable predictive maintenance. Cloud computing further supports these capabilities by offering scalable and flexible resources that can be accessed on demand. Artificial intelligence and machine learning algorithms provides advanced analysis and decision-making capabilities to support the adaptation of manufacturing operations in real-time to changing conditions or requirements. Simulation and digital twin technologies in Industry 4.0 are key tools for mirroring physical systems in a virtual environment, enabling real-time monitoring, analysis, and prediction of system behaviours to optimize operational efficiency and address potential issues. Moreover, additive manufacturing allows flexibility and customization previously unattainable in traditional manufacturing setups, accessing complex designs with minimal waste. Augmented reality (AR) technology enhances the real world by overlaying digital information or graphics onto a user's view of their environment. This is particularly useful in industrial settings for training, maintenance and assembly processes, where it can provide workers with real-time, context-sensitive information directly within their field of vision, such as step-by-step instructions or important safety warnings. On the other hand, virtual reality (VR) creates a completely immersive, simulated environment that users can interact with and in manufacturing it can be used for training purposes, allowing workers to practice complex tasks or experience hazardous scenarios in a safe, controlled virtual space, and in the design and planning stages of production to model and simulate new manufacturing processes or layouts without physically altering the environment.
Robotics has also seen significant advances, with robots now capable of performing tasks alongside human workers (i.e. cobots), enhancing speed and precision while ensuring safety (Bai et al. 2020; Karnik et al. 2021).
The concept of “Industry 5.0” emerged with the publication of the policy paper titled “Industry 5.0, a transformative vision for Europe—Governing systemic transformations towards a sustainable industry” (European Commission. Directorate General for Research and Innovation 2021). Authored by the Expert group on the economic and societal impact of research and innovation (ESIR), the document criticizes the technology and growth-focused model of Industry 4.0 for its insufficiency in meeting Europe's sustainability goals for 2030 and 2050, indicating a need for improvement (Introna et al. 2024). Industry 5.0 extends beyond Industry 4.0 by incorporating smart technologies and automation, emphasizing personalization, sustainability, and human–machine collaboration. This new phase aims to balance technological progress with human creativity and well-being, promoting more resilient, sustainable, and customized production processes. It seeks not just to boost efficiency and productivity but also to ensure that technological advancements are beneficial to society, addressing ethical, environmental, and social concerns within the industrial sector (Xu et al. 2021; Maddikunta et al. 2022). In a more practical view, the EU Commission identified six enabling technologies of Industry 5.0 (European Commission. Directorate General for Research and Innovation. 2020):
-
Individualized human–machine interaction (HMI): technologies that augment both physical and cognitive human capabilities including multilingual speech and gesture recognition, robotics (especially cobots), and augmented or virtual reality;
-
Bioinspired technologies and smart materials: self-healing, lightweight and recyclable materials and materials with embedded sensors;
-
Digital twins and simulation;
-
Data transmission, storage, and analysis technologies;
-
Artificial Intelligence, including swarm intelligence and brain-machine interfaces;
-
Technologies for energy efficiency, renewables, storage, and autonomy such as Power-to-X technologies and smart dust.
While some of these technologies, such as simulation, artificial intelligence, virtual and augmented reality, had already been identified as critical in the Industry 4.0 paradigm, it is important to observe the shift in perspective that Industry 5.0 requires in their use, suggesting also that the metrics to use to assess their effectiveness should be redefined to focus on sustainability and resilience (European Commission. Directorate General for Research and Innovation 2021).
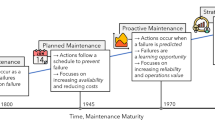
One of the defining transformations driven by Industry 4.0 is the shift from preventive to predictive and proactive maintenance models. This shift is enabled by the continuous, real-time data collection and analysis capabilities provided by IoT and Big Data analytics. Maintenance teams can now anticipate failures before they occur and intervene preemptively, reducing downtime and extending the life of assets. This progress is enacted in Predictive Maintenance with the implementation of Prognostic and Health Management (Lee et al. 2014; Menon et al. 2015; Adams et al. 2017; Guillén López et al. 2018; Cachada et al. 2018; Meissner et al. 2021; Ochella et al. 2022; Vrignat et al. 2022; Sahoo and Lo 2022) to carry out a comprehensive assessment of the health status of the system and predict its future state, or with the definition of Prescriptive Maintenance (Ansari et al. 2019), a strategy that uses failure projections to optimize future maintenance tasks providing practical guidance and recommended actions (Pinciroli et al. 2023).
“4.0/5.0” technologies also allow changing the traditional manner of execution of maintenance interventions, allowing remote support for personnel and faster, cheaper maintenance activities (Cortés-Leal et al. 2022; Pinciroli et al. 2023). The integration of these technologies not only enhances maintenance tasks individually but also optimizes the overall manufacturing process (Silvestri et al. 2020). For instance, the combined use of IoT (supported by edge and fog computing) and Big Data analytics enables more insights into equipment health, leading to the optimization of scheduling of maintenance activities. Moreover, the synchronization of maintenance data across various systems through cloud computing facilitates a unified view of operations, enabling better decision-making and resource allocation.
Additionally, cloud computing and AR allow maintenance teams to perform tasks remotely. This is particularly beneficial in scenarios where physical access to equipment is limited or where maintenance tasks are hazardous. Technicians can receive real-time contextual information and visual assistance, enabling them to troubleshoot and resolve issues more quickly (Fan et al. 2023). Virtual reality upgrades training and skill development by simulating real-world scenarios in a risk-free environment (Werbińska-Wojciechowska and Winiarska 2023). Also, spare partes management can be improved using machine learning to support inventory management, optimizing stock levels and reducing excess inventory costs, whereas additive manufacturing offers the ability to create spare parts on-demand, thus minimizing downtime and operational delays in emergency situations.
To address this evolution in maintenance, researchers often also talk about “Smart Maintenance” (Iung and Marquez 2006; Fumagalli et al. 2016; Rakyta et al. 2016; Abramovici et al. 2017; Bärenfänger-Wojciechowski et al. 2017; Sezer et al. 2018; Bokrantz et al. 2020; Lundgren et al. 2021; Velmurugan et al. 2022), “Intelligent Maintenance” (Cheng et al. 2008; Lapira et al. 2013; Chiu et al. 2017; Cachada et al. 2018), “Maintenance 4.0” (Kans and Ingwald 2016; Franciosi et al. 2018; Dol and Bhinge 2018; Ansari et al. 2018; Cachada et al. 2018; Jasiulewicz—Kaczmarek and Gola 2019, p. 0; Silvestri et al. 2020) or “Maintenance 5.0” (Cortés-Leal et al. 2022; Psarommatis et al. 2023).
2.2 Reliability-Centered Maintenance and other approaches to maintenance planning
The choice of a suitable maintenance strategy depends on technical and economic factors. There is no optimal maintenance policy, various methodologies can guide in tailoring maintenance policies for individual components. One notable method is Reliability-Centered Maintenance (RCM), a maintenance technique developed in the 1960s by the American Air Force to overcome the economic unviability typical of the traditional approach of the scheduled overhaul (Nowlan and Heap 1978), still widely used in industry to ensure assets’ ongoing optimal performance (Geisbush and Ariaratnam 2023). The philosophy of RCM aims to keep a cost-effective view while identifying and devising maintenance strategies. The fundamental concept on which the RCM is based is that not all the elements that make up the system require the same type of maintenance (Dhillon 2002; Siddiqui and Ben-Daya 2009). The main activities to deploy an RCM approach can be summarized as follows:
-
1.
Definition of the system;
-
2.
Classification of machinery (based on their criticality);
-
3.
Data collection and analysis;
-
4.
Failure Mode Effects & Analysis (FMEA);
-
5.
Identification and selection of maintenance activities, including necessary improvements;
-
6.
Definition of the maintenance plan;
-
7.
Implementation of the maintenance plan;
-
8.
Follow-up (data collection and update of maintenance plans).
An important step in the RCM approach is the classification of equipment. Generally, machines are classified according to their importance within the process, namely, their criticality. Indeed, to focus and allocate resources effectively it is rather logical to focus the priority on critical components in order to enact cost-effective decisions. The concept of "criticality" of the equipment is connected to the frequency with which the equipment malfunction occurs and the consequences (safety, environment, quality, economic impact) that may arise from the malfunction.
Clearly, the specific types of consequences to be taken into consideration must be chosen based on the characteristics of the specific application and constitute the main elements of customization of the methodology.
The issue of evaluating quantitively the impact, and therefore the importance, that single components have on the global performance of a system was first addressed by Birnbaum (Birnbaum 1968). Afterwards, several methodologies have been formulated for identifying the critical equipment/systems of a process on the basis of risk-based assessments (Jaderi et al. 2014), using analytic network process (ANP) to improve the FMECA (Silvestri et al. 2012) or proposing a fuzzy analytical hierarchical process (AHP) approach (Dehghanian et al. 2012).
When conducting an analysis on the basis of multiple criteria, to obtain the ranking, a synthetic index, namely, the Criticality Index, may be used. It is an indicator calculated as the result of a weighted average of a range of criteria freely chosen based on the needs of those who are conducting the analysis.
A method to be used for this purpose is the MCCE, Multicriterion Classification of Critical Equipment (de León et al. 2006), which suggests criteria related to safety, quality, maintenance and production.
Another methodology to evaluate the criticality of relevant equipment identified the following criteria (de León et al. 2006): effect of failure on the service, where and when a failure might be detected, state of depuration of the effluent, potential risk for plant operators, existence of alternative equipment, functional regime of the equipment, other elements of the plant that may be affected, labor effects, time necessary to restore the service, mean time to repair (MTTR), cost of the repair, mean time between failures (MTBF).
Companies aiming to revise their maintenance plans for critical systems (e.g. machines) in line with RCM, usually adopt the FMECA (Failure Mode, Effects, and Criticality Analysis) methodology. FMECA begins by assessing the current situation, that is, an existing maintenance plan. It relies on the following parameters associated with the current maintenance status:
-
S (Severity of the effect of failure): the seriousness of the failure's impact;
-
P (Probability of failure): likelihood of the failure occurring;
-
D (Ease of detection): ease with which the failure can be detected.
Indeed, failure prioritization is determined by the RPN (Risk Priority Number) value, calculated as the product of the S, P, and D parameters.
However, several experts have recognized that the existing RCM approach, though effective, is poised for advancement. Indeed, various authors have highlighted the need for considering the addition of different techniques in an RCM analysis to increase its efficiency and quality (Liu et al. 2013; Melani et al. 2018). Some authors decided to focus on a more systematic risk assessment to integrate the traditional RCM approach. This has been achieved by identifying and evaluating uncertainty factors (Selvik and Aven 2011), or through the application of the ELECTRE (Elimination et Choice Translating Reality) TRI method (La Fata et al. 2022).
Moreover, Melani et al. proposed the identification and ranking of equipment from a broader criticality point of view in order to improve the thoroughness of the RCM analysis and the cost-effectiveness of results, using an ANP (Melani et al. 2018). Karevan and Vasili proposed a multi-objective optimization to stress the importance of the economic aspects of sustainability and customer satisfaction (Karevan and Vasili 2018). Similarly, Lo et al. introduced the expected cost as a factor to consider resource constraints and proposed a hybrid model that combines FMEA with Multi-Criteria Group Decision-Making (MCGDM) (Lo et al. 2019).
Recent works on RCM have used key technologies such as artificial intelligence and IoT to support real or near-real time update of optimal maintenance schedule. Jena et al. have implied the total integration of Industry 4.0 with RCM focusing on the technological aspect, suggesting the widespread of IoT and CPS to enable continuous monitoring (Jena et al. 2024). Using a Java application based on RCM and case-based reasoning algorithms, Rodríguez-Padial et al. have proposed a method to continually update maintenance schedules based on the evolving operational conditions of the industrial facility (Rodríguez-Padial et al. 2024). Moreover, a study has suggested establishing a knowledge database that integrates both qualitative and quantitative data, to support RCM using AHP method and SWOT analysis to prioritize the selection of relevant criticality criteria (Piechnicki et al. 2021).
In traditional RCM-based maintenance, companies employ criticality analysis to concentrate efforts on assets considered most crucial. This process usually starts from a baseline where a maintenance plan is already operational, directing attention specifically to assets where existing maintenance strategies have proven inadequate. Such assets are prioritized based on their criticality index. This methodology inherently assumes that there is no need to reassess maintenance policies for assets with a low criticality index. Similarly, for critical assets, as failures are prioritized based on their RPN, the FMEA approach often assumes that maintenance policies with low RPN values do not require reevaluation. This assumption introduces significant limitations.
However, with the emergence of smart manufacturing technologies, there are new opportunities to revisit and optimize existing maintenance policies, potentially reducing costs without altering the criticality index. For instance, an organization might transition from a cyclically-based preventive maintenance strategy to one based on the actual condition of the asset. In light of the Industry 4.0 and 5.0 revolutions, it is appropriate to understand how these new technologies may contribute to increasing the maintenance process efficiency. This concept acquires even more validity when thinking about the constant need to reduce costs in order to stay competitive in a global marketplace. Traditional maintenance, conducted on an RCM basis, has no way to analyze this aspect in a precise way.
Despite the advancements in scientific literature to foster real-time optimization of maintenance planning leveraging on complex analytical techniques and real-time operational data, the analysis of current works identified some research gaps. Indeed, there is a lack of comprehensive models that fully integrate all relevant “4.0/5.0” technologies within all aspects of RCM processes. Many studies focus only on how to enhance traditional RCM elements such as risk prioritization, failure mode analysis, and criticality assessments. On the other hand, to the best of our knowledge there is not a methodology to identify opportunities for improvement in digitalization in a systemic and comprehensive manner while keeping the focus on RCM.
The availability of cutting-edge technologies has the potential of enabling the optimization of these processes, but companies often end up implementing investments in smart technologies and practices in an episodic manner. To tackle limited data availability and the complexity of Big Data analytics, which are essential for this development, it is crucial to develop decision-making frameworks that effectively identify the need for digitization (Psarommatis et al. 2023).
Indeed, none of the present attempts to revise and integrate the RCM approach, as already highlighted before, have focused on the integration of digitalization. Thus, the present work intends to overcome this existing gap in scientific research, implementing a revision of the RCM approach aimed at analysing the integration of smart technologies and practices in maintenance management in a systematic manner.
The methodology was created using an empirical approach, addressing the needs and requirements expressed by industrial practitioners. Indeed, to facilitate usability and allow an easier comprehension of the approach it has been chosen to define the Opportunity Index similarly to the already established Criticality Index of RCM and introduce an additional index, the Digitalization Score, to observe jointly with the RPN of FMECA.
3 Proposal of innovative maintenance planning methodology
3.1 Step-wise description of the proposed methodology
The proposed methodology intends to provide an approach to examine and modify maintenance plans focusing both on effectiveness and efficiency, through the consideration of the new possibilities provided by the advent of smart manufacturing. In particular, the proposed methodology is based on a structured analysis that rests its foundations on Reliability-Centered Maintenance to still guarantee the achievement of effectiveness, typical of the RCM approach, while providing an understanding of how new generation technologies can be applied to also guarantee more efficiency in the maintenance management process in terms of remote access and control, real-time monitoring, safety, cost optimization and training.

Proposed approach
The main steps of the approach here presented are the following (Fig. 1):
-
1.
Estimation of the Criticality Index (IC) for the main systems (e.g. a machine)
-
2.
Estimation of the Opportunity Index (IO) for the main systems
-
3.
Joint assessment of the two indexes (IC vs. IO)
-
a.
If IC is high; for the systems examined:
The approach is defined to the level of FMECA, following these steps:
-
i.
Estimation of RPNs of failure modes;
-
ii.
Estimation of the Digitalization Score (DS);
-
iii.
Identification of actions to enact to reduce the RPNs of failure modes and/or reduce DS;
-
i.
-
b.
If IO is high but IC is low, for the systems identified in the “Hidden Opportunities”:
-
i.
Definition of possible improvements;
-
ii.
Prioritization of the choices identified.
-
i.
-
a.
-
4.
Technical and economical assessment of proposed actions
-
5.
Implementation of identified actions
3.2 System’s Criticality Index estimation
The first step of the proposed methodology is the estimation of IC, which is the Criticality Index already known in scientific literature.
As for the traditional RCM approach, once the machines are defined, the set of criteria to be used to evaluate their criticality has to be chosen. In scientific literature, various approaches are proposed to define the set of criteria to use in the evaluation. Since the analysis is conducted at machine level, it would not be feasible to use criteria strictly bound to the different failure modes considered, therefore the criteria proposed for the criticality analysis of the system have been chosen by analyzing the ones proposed by (Gupta and Mishra 2018) and (de León et al. 2006):
-
Safety (risk for operators; risk for machines; risk for environment safety);
-
Production (dependency of the process from the machine; connection mode among machines);
-
Cost (cost of production loss; maintenance costs; components costs);
-
Maintenance (time between failures; availability of technical instructions; ability to detect the fault; time to recover; materials required);
-
Quality (quality of processed products);
-
Complexity (number of machine’s parts).
For each criterion, an increasing score can be assigned (e.g. from 0 to 4). In general, high scores correspond to a greater impact than any failure would have on the process or on the system. To have the most accurate assessment possible, it is advisable to conduct the analysis with a multifunctional team that can ponder on all the implications of each situation. In any case, it is possible to choose alternative criteria, as mentioned, to adapt the analysis to the specific needs. The final Criticality Index is calculated as follows:
where:
-
n is the number of criteria;
-
d is the number of possible scores for the criterion;
-
di is the evaluation relative to the i-th criterion;
-
wi is the weight of the i-th criterion.
3.3 System’s Opportunity Index evaluation
The instrument chosen for analyzing the opportunities for improvement of the maintenance process already in place on generic machines is the Opportunity Index. It is the result of a weighted average of scores achieved in relevant criteria. For each criterion, a score in relation to the system/machine under examination is to be assigned. High scores will indicate a greater propensity to the revision of the maintenance process and vice versa. The following criteria have been identified:
-
Information Accessibility
It is a criterion designed to analyze the way in which the transmission of information among the various actors of the process occurs. In this age, it is possible to guarantee a fast and safe information flow, enabled by the most common technologies such as Wi-Fi networks, bluetooth, 5G/6G and cloud platforms. However, often, in manufacturing plants the information flow is still slow, sometimes even bound to the use of paper, causing misunderstanding. Two main issues in the daily activities of maintenance management are the delay in counteractions and the mistakes in the appropriate execution of the intervention (Table 1).
Table 1 Evaluation of the criterion Information Accessibility -
Data Insight Quality
Today there are new and more powerful systems to get the most amount of information possible from the data collected. Big Data analytics is probably the technologies most representative of Industry 4.0 along with AR and IoT. Between machine learning, cutting-edge technology in this area, and the total absence of data analysis there are some nuances, measured by the score assigned in this criterion. It indicates that the analysis of the data can not and should never be seen as a marginal activity. Only with the acquisition of all the obtainable value from the data, it is possible to have an excellent maintenance management system (Table 2).
Table 2 Evaluation of the criterion Data Insight Quality -
Intervention Technology
Be it a preventive replacement, an emergency repair or simple control, it is important that the maintenance intervention is well structured, fast and designed to be carried out correctly on the first attempt. There are many technologies that help in this. Virtual reality and augmented reality are in the first place, allowing the operators respectively a testing ground and support for intervention. Moreover, one should not forget the possibility of using a robot to automate tasks, achieving precision and speed at the same time. Nevertheless, without too many expenses, even simple instructions for maintenance workers fall into this group of technologies. Having available manuals and checklists of steps to follow in a digital format is already a big step forward compared to maintenance procedures entrusted solely to the expertise and experience of those who perform the work. This criterion, then, measures the level of progress of the process in this context (Table 3).
Table 3 Evaluation of the criterion Intervention Technology -
Operational Efficiency
This criterion indicates if the policy in place on the examined machine is more or less expensive (in terms of consequences on the production and time spent by the personnel). It starts from the ideal condition in which the machine is completely autonomous and self-diagnoses the fault, requesting maintenance (perhaps automated), ending with the most critical condition in which advanced maintenance intervention is carried out with great use of personnel, removing time from the production process (Table 4).
Table 4 Evaluation of the criterion Operational Efficiency
The four criteria are associated with different scores on the basis of their characteristics. It is possible to see how higher scores indicate greater opportunities for improvement. Indeed, if the situation is already efficiently managed the score will be low, indicating that the maintenance process should not be changed for that machine.
After having assigned scores to each criterion, before being able to evaluate the final IO, it is necessary to assign weights so that the overall assessment is well proportioned. To do this it is necessary to clarify the sense of the Opportunity Index. To be a true indicator that fulfills the aims that have been defined, it must simultaneously perform two functions:
-
Show how distant is the 4.0/5.0 paradigm from the present situation;
-
Indicate how easy would be to change this situation (go to the next level in the specific table).
If the first function is easily performed by the scores assigned to the criteria, the second is carried out by weights given to each criterion.
The weights represent therefore the difficulty of implementing any improvement. The sequence of steps to conduct the analysis are:
-
1.
Select a criterion;
-
2.
Assign the score;
-
3.
Evaluate how difficult it would be to implement an improvement that allows assigning a lower score to that particular criterion;
-
4.
Define the weight of the criterion according to Table 5.
This assessment must be done for each criterion for each machine. Only once having assigned all the weights it is possible to proceed to the calculation of the Opportunity Index. The formula, as anticipated, is substantially identical to that of the Criticality Index:
where:
-
n is the number of criteria;
-
d is the number of possible scores for the criterion;
-
di is the evaluation relative to the i-th criterion;
-
wi is the weight of the i-th criterion.
3.4 Joint evaluation of Indexes
Having calculated both Indexes for each machine, they should be viewed together to properly direct the efforts of maintenance management. To do so, the use of an x–y graph on whose axis the Opportunity Index and the Criticality Index will be reported is proposed. Each machine will, therefore, be assigned IC-IO coordinates. On the graph, four quadrants can be identified. It is important to note that the definition of the quadrants is more qualitative than quantitative: it is up to those who lead the analysis to understand where to place the boundaries based on the values of the two parameters and the specificity of their situation.
An example of the graph is in Fig. 2. The description of each quadrant is as follows:

Schematic representation of the joint evaluation of Indexes
-
Hidden Opportunities (low IC – high IO)
Being constituted by machines with a low Criticality Index but a high Opportunity Index, it includes all those machines that would be excluded from a traditional RCM analysis. According to the proposed methodology, however, these machines are important to improve the efficiency of maintenance management. For these machines, although not critical, alternative actions should be analyzed, assessing their technical and economic feasibility.
-
High Priorities (high IC – high IO)
These are machines that are both critical and whose improvement through the use of smart technologies has been assessed as more relevant. The assessment of their corrective action should be top priority and should be led with the use of the proposed Digitalization Score to highlight possible innovative actions.
-
Action Required (high IC – low IO)
These are machines that, like the ones in the previous category, are traditionally identified as objects that require corrective actions. In this case, however, the opportunity for digitalization of the maintenance process is not considered as relevant as for the ones in the previous category.
-
Already Properly Managed (low IC – low IO)
These machines do not require any additional action because they are already well managed and do not present any relevant opportunity in terms of the digitalization of the maintenance process.
3.5 FMECA Analysis and Digitalization Score
The digitalization of maintenance opens up new possibilities and opportunities, especially in regard to the evolution of maintenance strategies. While, condition monitoring and predictive maintenance are becoming increasingly important, even the management of scheduled maintenance or corrective activities can be rendered more effective and efficient through the use of smart technologies (Silvestri et al. 2020).
To identify potential for these improvement opportunities, an index, the Digitalization Score is proposed. The proposed index enables the evaluation of the efficiency of maintenance activities in terms of digitalization using a scale that ranges from 1 to 10. Each level of this scale represents a stage in the digital maturity of maintenance operations, considering the extent of human action required, the use of manual processes, and the presence or absence of advanced digital supports like IoT, cloud computing, AR, and VR. Additionally, it looks at the degree of process standardization and the optimization of time, support, and resources. A high value represents scarce digitalization, and each lower number represents a more advanced state of digital integration. Table 6 identifies different digitalization statuses and assigns possible scores to quantify this aspect.
The Digitalization Score (DS) has been introduced to track the progress of automation and digital innovation, thus acting as an indirect indicator of operational efficiency. Traditionally, FMECA focuses on failures with a high RPN to propose corrective actions aimed at reducing this value. However, by also considering the DS, additional opportunities for operational improvement can be identified. In other words, a high DS can highlight areas for efficiency gains even if the associated RPN is not critical. Similarly, a failure that presents both high RPN and DS should be addressed not only with standard corrective actions but also through an enhancement of digitalization (e.g. the implementation of sensors for condition monitoring, predictive analytics, etc.) to ensure long-term solutions and cross-benefits, such as resource optimization, data management, cost reduction, and shortened downtimes.
To foster this operation, three new columns are added to the traditional FMECA worksheet: two columns, similarly to RPN, for the evaluation of DS in the starting condition and in the final condition, and a column to describe the revision of the traditional proposed action with regards to the possibilities of digitalization and automation, called “revised proposed action”. Since opportunities for efficiency improvements can be identified even if the associated RPN is not critical, there could be three relevant situations:
-
High RPN and High DS: The “traditional proposed action” column will contain the standard corrective action identified and the “revised proposed action” column will contain its revision considering progress in DS;
-
High RPN and Low DS: The standard corrective action may be sufficient to mitigate the immediate risk. The “revised proposed actions” column can remain empty;
-
Low RPN and High DS: As corrective actions are not necessary for low risks, the first column will remain empty. However, if the DS is high, the “revised proposed actions” column should propose specific actions to capitalize on digitalization-related efficiency improvement opportunities.
3.6 Definition of possible improvement for Hidden Opportunities, evaluation and choice
The machines that do not possess a high Criticality Index (IC) are not critical, therefore they are already managed in an effective manner. However, the high Opportunity Index (IO) means that there could be alternative actions to undertake (or at least assess) with the potentiality of guaranteeing more efficiency (i.e., remote access and control, real-time monitoring, safety, cost optimization and training, etc.). For the machines identified as hidden opportunities, a brainstorming session with operators and technicians should be conducted. The objective is to identify alternative actions to enact to render the process more efficient. The choice between alternatives is a recurring problem in engineering. After having generated several proposals for improvement, in fact, it is necessary to choose, as rationally as possible, which to implement. If the possible improvements are a huge number, prioritization should be suggested.
For this purpose, it is here proposed an optional step, a multi-criteria analysis to prioritize the several choices available.
The choice of the improvement more appropriate involves the assessment of the following proposed criteria:
-
Speed of implementation
The criterion of implementation speed, fairly self-explanatory, measures the time required for the realization of the proposed initiative. Clearly, faster actions will be preferable.
-
Know-how
This criterion will assess how much training, knowledge, mastery is required in the organization when hypothetically it is chosen to implement some changes to the system.
-
New infrastructure
This criterion is basically a measure of costs: the more it is necessary to spend, the less it will be convenient to implement improvements. A more extensive analysis of feasibility, which allows to estimate more precisely quantities such as the payback time, should be done afterwards when the possible choices have been selected.
-
Maturity of the technology
Finally, this is a measurement of how much it is risky to invest in that improvement/technology. Clearly, relying on something already standardized, widely used, proven effective, will be cheaper and safer than to adopt new technologies, maybe still experimental.
The choice of these four criteria is conducted taking into account the need to both ensure minimal effort from the organization and maximum reliability and ease of use. To accompany the evaluation the following guide table was implemented (Table 7).
To support the identification of improvement opportunities, Table 8 presents several options associated with each starting condition.
4 Case study application
4.1 Description
The proposed methodology has been applied to the case of an Italian manufacturing company.
The object of the analysis is a production line, which was chosen because its pre-existing maintenance management plan had been found inadequate to guarantee a satisfactory operational performance, being almost entirely characterized by a mixture of corrective and scheduled approaches. No conscious differentiation among the machines which constitute the production line in terms of their criticality and impact on the system’s overall performance, in order to figure out which machines should require more attention, had been previously made.
Moreover, the existing maintenance management for the production line was considered too superficial with no clear and systematic data analysis executed. Therefore, it was necessary to set up a more complex structure, based on the data and the real needs of the machines examined.
4.2 Results
4.2.1 System’s Criticality Index Estimation
The first step in the application of the methodology is the classification of the machines. Having decided to focus the attention on a specific production line, the machines to examine are 37. The criteria chosen to conduct the criticality assessment are listed in the following table (Table 9). Indeed, the criteria must be confirmed with the operators and the management since criticality is a characterization strictly connected to the need of the specific reality examined. In this case, for example, sustainability criteria were not explicitly addressed since all the machines were considered equally critical in this aspect (being from the same line) and other safety/security aspects were already being taken into account. This table was produced to assist operators and technicians in the assignment of scores.
The team identified the specific score for each criterion, thus defining the resulting IC for each machine (Fig. 3).

Criticality Index for the 37 machines analyzed
4.2.2 System’s Opportunity Index Estimation
Similarly, it was possible to evaluate the Opportunity Index for each machine. Each machine was assigned scores regarding the various criteria to obtain the Opportunity Index as output. For each machine, a weight in reference to the specific criterion has also been assigned with the help of the team (Table 10).
4.2.3 Joint evaluation of Indexes
After the evaluation of the indexes IC and IO for each machine, it was time to define the four quadrants as shown in Fig. 4. The definition of the threshold values was conducted with the team and is reported in Table 11.

IC—IO graph for the examined production line
4.2.4 FMECA Analysis and Digitalization Score
Once the most critical machines have been identified, it was possible to proceed with the FMECA analysis, but not before having broken down each machine according to the equipment tree. In order to do this, the experience of the maintenance technicians was fundamental.
To demonstrate the step regarding the “FMECA Analysis and Digitalization Score” in this section, the results regarding one of the “High Priorities” machines (Machine 12) are presented. The machine is one of the critical machines in the production line.
Breakdown maintenance was the maintenance policy foreseen for the management of this machine. When the production operator detected anomalies, he informed the shift manager, who created a work order in the CMMS. The maintenance staff received the maintenance request on a tablet and subsequently performed the related maintenance activities.
The assembly machine under study was composed of two rotary tables. The lubrication system of the central shaft of the machine was composed of a tank with level sensor and transport pipes. When the amount of lubricant fell below the safety threshold, the sensor signaled the lack of oil on the machine operator interface. To identify the failure modes, the failures recorded in the CMMS in the period from March 2017 to October 2018 have been analyzed and completed with further information thanks to the collaboration of the maintenance staff.
Indeed, thanks to the maintenance staff experience ten failure modes have been identified:
-
1.
Failure Mode 1: Braid exhaustion
The exhaustion of the braid feeding coil leads to machine downtime. The issue is immediately detectable, occurs roughly once a week, and the downtime ranges from 10-30 minutes.
-
2.
Failure Mode 2: Braid Welding to mobile contact
Welding defects are typically due to insufficient thermal input, such as wear of the tungsten electrode, incorrect setting of currents, etc. The fault is not immediately detectable, requires subsequent scrapping of the defective part, and involves 20-60 minutes of downtime. It is reported weekly.
-
3.
Failure Mode 3: Gripper Malfunction
Discharge issues caused by wear of the gripper, which breaks periodically. The fault is difficult to detect before the breakage, with weekly downtimes and downtime for replacement.
-
4.
Failure Mode 4: Braid welding on arc guide
Similar to failure mode n°2.
-
5.
Failure Mode 5: Incorrect positioning and product presence on table 2
Positioning issues cause machine stops and the need for manual removal of the jammed piece. Occurs weekly.
-
6.
Failure Mode 6: Incorrect positioning and presence of Mobile Contact
Similar to failure mode n°5, but with a lower occurrence.
-
7.
Failure Mode 7: Jammed input pieces
Stops due to excessive vibrations or poor adjustment of the air blow, with interventions every two months. The problem is detected almost immediately.
-
8.
Failure Mode 8: Lack of lubricant
Excessive lubricant consumption can lead to dangerous situations, with stops every 2-3 months. The fault could be detectable by a sensor.
-
9.
Failure Mode 9: Incorrect intermediate positioning
Incorrect picking of the arc guide can stop the machine, with periodic interventions and immediate machine alters.
-
10.
Failure Mode 10: Refrigerator malfunction
Lack of cooling fluid stops the machine, requiring 10-30 minutes of maintenance intervention. Occurs infrequently.
Table 12 presents the FMECA analysis using the joint use of RPN and DS.
With the traditional approach, for most of the failure modes considered, no improvement would have been sought (the maintenance actions associated with failure modes with an RPN lower than 60 was already deemed effective, thus the search for improvement opportunities was generally overlooked), while the new approach, identifying smart opportunities through the use of DS, promotes improvement on those too, indicating the possibility of making existing practices more efficient with the same, or enhanced, effectiveness (i.e. decrease of risk). Indeed, failure modes n°5, n°7 and n°8, associated with the highest DS, have been analyzed and some simple and rapid improvement in terms of digitalization has been proposed. The following graph (Fig. 5) shows the difference between the initial condition and final condition of the analysis.

Changes in RPN and DS between initial situation (blue indicators) and final situation (orange indicators), applying the revised proposed corrective actions
After the description of the alternatives for digitalization, it was necessary to evaluate the technical and economic feasibility of the digitalization process.
4.2.5 Definition of possible improvement for Hidden Opportunities, evaluation and choice
After the analysis of critical machines, the “Hidden Opportunities” machines identified have be analyzed in order to evaluate the possibility of improvement. Discussing with the team, it has been chosen to propose improvements for the belt and screw conveyors (machines n°18, n°20, n°22, n°24, n°27, n°31 and n°37). For both types of machines, following Table 8 suggestions, some proposals have been identified. Since all machines have scored 3 for “Information Accessibility”, 4 for “Data Insight Quality” and 4 for “Intervention Technology” the following opportunities have been deemed appropriate:
-
Option 1: Transition to digital logs and information;
-
Option 2: Implement consistent and automated data collection methods and start data analysis;
-
Option 3: Convert all physical manuals and checklists to digital formats;
-
Option 4: Utilize IoT sensors to automate some of the controls and inspections.
Following Table 7, for each proposal, the scores were evaluated, thus obtaining the final score indicating which were the most appropriate choices.
As shown in Table 13, the identified best choices were Option 1 and Option 2. This is not surprising, given that they were low-cost but essential activities for fostering good maintenance management.
4.3 Discussion
The proposed methodology has proven to be comprehensive in assessing current maintenance management practices, ensuring that all opportunities for efficiency gains, in terms of increased digitalization, are highlighted. This includes bringing attention to assets that are not considered critical, as well as failure modes with lower RPN for critical assets. Such a strategy ensures a thorough perspective on where improvements can be made.
The criteria used for the Opportunity Index are crafted to capture a wide array of improvement possibilities for assets that are not critical.
Through the joint evaluation of IC and IO for the examined production line, most machines appeared to have high Opportunity Indexes. This finding underscores a considerable scope for departmental enhancement, primarily attributable to the minimal innovations of the past, which have left substantial room for modernization, especially in terms of technological integration.
The method has allowed the maintenance manager to identify 16 machines as “Hidden Opportunities” out of the initial 37 (i.e. 43%).
Using the traditional RCM approach, these machines would have been completely neglected. The first result is a register of improvement opportunities, similar to the ones in management systems, that reports “Hidden Opportunity” machines, identifying their weaknesses in regard to digitalization, associating the improvement opportunities from Table 8. For seven of these machines, as stated before, improvements have begun to be implemented immediately. The expected benefits are an increase in efficiency speeding up both data handling and decision-making processes, supporting the minimization of human error in data entry and collection, leading to more reliable information. Furthermore, by reducing the need for physical storage, manual entry, and repetitive tasks, all three actions contribute to lower operational costs. Of the upmost importance is the final benefit identified: automated data collection and regular analysis are all scalable solutions that can grow with the organization, supporting increased data volumes and more complex analysis without significant additional costs. Also, digital logs can be secured more effectively, and automated systems ensure data is collected and handled consistently, which is crucial for compliance with regulatory standards.
Moving to the analysis of the application of the methodology on critical machines, the creation of the Digitalization Score provides a detailed assessment of specific failure modes, revealing opportunities for progress that may not have been apparent before.
Indeed, its use helped avoid the traditional tendency to disregard potential advancements, if connected to failure modes without high RPNs. Out of the ten failure modes identified, four have been deemed with a level of risk too high but by integrating the DS analysis three additional failure modes have been addressed even if not critical. Indeed, the proposed method supports progress even in these scenarios, suggesting that there is room to refine current practices in terms of resource and time optimization, safety, and information sharing while maintaining their efficacy. Table 14 reports the proposed actions after their revision guided by the DS and the initial situation.
Transitioning to sensor-based predictive and condition-based maintenance offers significant benefits, including lower operational costs, extended equipment life, and enhanced operational reliability. By leveraging real-time data provided by sensors, it is possible to reduce unnecessary expenditures on both labor and spare parts. Proactive maintenance triggered by sensor insights allows for timely intervention, preventing costly breakdowns and extending the lifespan of equipment components. Moreover, the continuous monitoring of equipment condition ensures that potential issues are identified early, minimizing downtime and improving overall operational reliability. Ultimately, this shift towards sensor-based maintenance provides a first step towards an integrated IoT infrastructure.
5 Conclusions
Pursuit of market competitiveness necessitates continuous improvement in processes, along with a strong emphasis on maintenance engineering to maximize the uptime and reliability of industrial facilities. With the advent of the fourth industrial revolution, new possibilities for data analysis and for the digitalization of the maintenance process have grown.
The study presents a structured approach that enhances maintenance planning, integrating not only a persistent commitment to effectiveness via Reliability-Centered Maintenance but also an emphasis on efficiency, which is captured through the Opportunity Index developed for the planning stages. This index uncovers potential opportunities that could be overlooked with conventional methods. Additionally, the approach incorporates a Digitalization Score that emerges during the FMECA for critical assets, further enriching the methodology with insights into the digital maturity of the maintenance operations. The evaluation of the Digitalization Score is supported by a table that defines the 10 possible levels of implementation of the digitalization aspects. Moreover, to guide improvement opportunities identification another table has been developed to associate the Opportunity Index’s main criteria with relevant opportunities for improvement, thus supporting maintenance managers in this analysis.
When applied to a production line, this methodology proved effective. It uncovered opportunities that traditional methods would not have identified, offering practical tools for the organization to transition towards Smart Maintenance.
Overall, this paper contributes to the existing scientific literature by presenting a novel methodology that integrates digital aspects into RCM processes systematically and completely. This approach is structured to enhance maintenance management using smart technologies, utilizing empirical data and meeting industrial needs for practical implementation.
For practitioners, the Digitalization Score provides a valuable benchmarking tool to assess current maintenance operations, consciously identify their needs and opportunities, and to guide strategic decisions regarding digital investments thus facilitating their path towards innovation.
The pursuit of a lower Digitalization Score is not merely a quest for technological advancement; it signifies a comprehensive strategic realignment. This shift is not only about integrating cutting-edge technology but also about fostering a smarter and more sustainable maintenance management that can adapt to future challenges and leverage the full potential of digital transformation. Digital technologies facilitate a reduction in manual involvement during routine maintenance checks, limiting the likelihood of human error and concurrently freeing up skilled workers to concentrate on tasks that add greater value to the maintenance process. Indeed, the digitalization of existing maintenance policies alone can enhance management, offering deeper insights into fault histories, past maintenance actions, and optimization of resource utilization. Such enhancements inevitably lead to cost reductions which do not compromise the effectiveness of the existing maintenance practices. Instead, they free up capital for further enhancements in the maintenance plan, starting a virtuous cycle of continuous improvement.
While its application was well received in the context used for its validation, future development will regard the conduction of a deeper survey, applying the methodology on more case studies in order to identify and overcome possible obstacles in its diffusion.
Moreover, in accordance with recent trends highlighted in the literature review an interesting improvement of the methodology would be the inclusion of real-time or conditional updates on the relevant indexes using operational and transactional data from the organization.
Lastly, in order to tackle the dynamic nature of the research field addressed, which is constantly evolving, to support updates to stay current with emerging technologies future development could be made on the Opportunity Index criteria.
Data availability
The authors confirm that the data and material supporting the findings of this work are available within the article.
Materials and/or code availability
Not applicable.
References
Abramovici M, Wolf M, Adwernat S, Neges M (2017) Context-aware maintenance support for augmented reality assistance and synchronous multi-user collaboration. Procedia CIRP 59:18–22. https://doi.org/10.1016/j.procir.2016.09.042
Adams S, Malinowski M, Heddy G et al (2017) The WEAR methodology for prognostics and health management implementation in manufacturing. J Manuf Syst 45:82–96. https://doi.org/10.1016/j.jmsy.2017.07.002
Ansari F, Khobreh M, Seidenberg U, Sihn W (2018) A problem-solving ontology for human-centered cyber physical production systems. CIRP J Manuf Sci Technol 22:91–106. https://doi.org/10.1016/j.cirpj.2018.06.002
Ansari F, Glawar R, Nemeth T (2019) PriMa: a prescriptive maintenance model for cyber-physical production systems. Int J Comput Integr Manuf 32:482–503. https://doi.org/10.1080/0951192X.2019.1571236
Bai C, Dallasega P, Orzes G, Sarkis J (2020) Industry 4.0 technologies assessment: A sustainability perspective. Int J Prod Econ. https://doi.org/10.1016/j.ijpe.2020.107776
Bärenfänger-Wojciechowski S, Austerjost M, Henke M (2017) Smart maintenance - Asset management for the future: An integrative management approach. WT Werkstattstech 107:102–106
Birnbaum ZW (1968) On the importance of different components in a multicomponent system. Defense Technical Information Center
Bokrantz J, Skoogh A, Berlin C et al (2020) Smart Maintenance: an empirically grounded conceptualization. Int J Prod Econ 223:107534. https://doi.org/10.1016/j.ijpe.2019.107534
Cachada A, Moreira PM, Romero L, et al (2018) Maintenance 4.0: Intelligent and Predictive Maintenance System Architecture. IEEE
Cheng Z, Jia X, Gao P et al (2008) A framework for intelligent reliability centered maintenance analysis. Reliab Eng Syst Saf 93:806–814. https://doi.org/10.1016/j.ress.2007.03.037
Chiu Y-C, Cheng F-T, Huang H-C (2017) Developing a factory-wide intelligent predictive maintenance system based on Industry 4.0. J Chin Inst Eng 40:562–571. https://doi.org/10.1080/02533839.2017.1362357
Cortés-Leal A, Cárdenas C, Del-Valle-Soto C (2022) Maintenance 5.0: towards a worker-in-the-loop framework for resilient smart manufacturing. Appl Sci. https://doi.org/10.3390/app122211330
Dalenogare LS, Benitez GB, Ayala NF, Frank AG (2018) The expected contribution of Industry 4.0 technologies for industrial performance. Int J Prod Econ 204:383–394. https://doi.org/10.1016/j.ijpe.2018.08.019
de León G, Hijes FC, Cartagena JJR (2006) Maintenance strategy based on a multicriterion classification of equipments. Reliab Eng Syst Saf 91:444–451. https://doi.org/10.1016/j.ress.2005.03.001
Dehghanian P, Fotuhi-Firuzabad M, Bagheri-Shouraki S, Razi Kazemi AA (2012) Critical Component Identification in Reliability Centered Asset Management of Power Distribution Systems Via Fuzzy AHP. IEEE Syst J 6:593–602. https://doi.org/10.1109/JSYST.2011.2177134
Dhillon BS (2002) Engineering Maintenance: A Modern Approach, 1st edn. CRC Press
Díaz-Reza JR, García-Alcaraz JL, Martínez-Loya V (2019) Impact Analysis of Total Productive Maintenance: Critical Success Factors and Benefits. Springer International Publishing, Cham
Dol S, Bhinge R (2018) SMART motor for industry 4.0. IEEE
European Commission. Directorate General for Research and Innovation. (2020) Enabling Technologies for Industry 5.0: results of a workshop with Europe’s technology leaders. Publications Office, LU
European Commission. Directorate General for Research and Innovation. (2021) Industry 5.0, a transformative vision for Europe: governing systemic transformations towards a sustainable industry. Publications Office, LU
Fan S-L, Ong W-S, Wu C-T, et al (2023) Augmented reality-based facility maintenance management system. F 41:769–800. https://doi.org/10.1108/F-04-2022-0059
Franciosi C, Iung B, Miranda S, Riemma S (2018) Maintenance for sustainability in the industry 4.0 context: a scoping literature review. IFAC-PapersOnLine 51:903–908. https://doi.org/10.1016/j.ifacol.2018.08.459
Fumagalli L, Macchi M, Colace C et al (2016) A smart maintenance tool for a safe electric arc furnace. IFAC-PapersOnLine 49:19–24. https://doi.org/10.1016/j.ifacol.2016.12.155
Geisbush J, Ariaratnam ST (2023) Reliability centered maintenance (RCM): literature review of current industry state of practice. JQME 29:313–337. https://doi.org/10.1108/JQME-02-2021-0018
Guillén López AJ, Crespo Márquez A, Macchi M, Gómez Fernández JF (2018) Prognostics and health management in advanced maintenance systems. Springer International Publishing, Cham
Gupta G, Mishra RP (2018) Identification of critical components using ANP for implementation of reliability centered maintenance. Procedia CIRP 69:905–909. https://doi.org/10.1016/j.procir.2017.11.122
Introna V, Santolamazza A, Cesarotti V (2024) Integrating Industry 4.0 and 5.0 innovations for enhanced energy management systems. Energies. https://doi.org/10.3390/en17051222
Iung B, Marquez AC (2006) Special issue on e-maintenance. Comput Ind 57:473–475. https://doi.org/10.1016/j.compind.2006.02.016
Jaderi F, Ibrahim ZZ, Jaafarzadeh N et al (2014) Criticality analysis using risk assessment-based maintenance of a petrochemical company. Pol J Environ Stud 23:2033–2037
Jasiulewicz - Kaczmarek M, Gola A, (2019) Maintenance 4.0 technologies for sustainable manufacturing - an Overview. IFAC-PapersOnLine 52:91–96. https://doi.org/10.1016/j.ifacol.2019.10.005
Jena MC, Mishra SK, Moharana HS (2024) Integration of Industry 4.0 with reliability centered maintenance to enhance sustainable manufacturing. Env Prog Sustain Energy. https://doi.org/10.1002/ep.14321
Kans M, Ingwald A (2016) Business model development towards service management 4.0. Procedia CIRP 47:489–494. https://doi.org/10.1016/j.procir.2016.03.228
Karevan A, Vasili M (2018) Sustainable reliability centered maintenance optimization considering risk attitude. J Appl Res Ind Eng. https://doi.org/10.22105/jarie.2018.79157
Karnik N, Bora U, Bhadri K et al (2021) A comprehensive study on current and future trends towards the characteristics and enablers of industry 4.0. J Ind Inf Integr. https://doi.org/10.1016/j.jii.2021.100294
Khan M, Haleem A, Javaid M (2023) Changes and improvements in industry 5.0: A strategic approach to overcome the challenges of Industry 4.0. Green Tech Sustain. https://doi.org/10.1016/j.grets.2023.100020
La Fata CM, Giallanza A, Micale R, La Scalia G (2022) Improved FMECA for effective risk management decision making by failure modes classification under uncertainty. Eng Fail Anal 135:106163. https://doi.org/10.1016/j.engfailanal.2022.106163
Lapira ER, Bagheri B, Zhao W et al (2013) A systematic approach to intelligent maintenance of production systems with a framework for embedded implementation. IFAC Proceedings Volumes 46:23–28. https://doi.org/10.3182/20130522-3-BR-4036.00092
Lee J, Wu F, Zhao W et al (2014) Prognostics and health management design for rotary machinery systems—Reviews, methodology and applications. Mech Syst Signal Process 42:314–334. https://doi.org/10.1016/j.ymssp.2013.06.004
Liu H-C, Liu L, Liu N (2013) Risk evaluation approaches in failure mode and effects analysis: A literature review. Expert Syst Appl 40:828–838. https://doi.org/10.1016/j.eswa.2012.08.010
Lo H-W, Liou JJH, Huang C-N, Chuang Y-C (2019) A novel failure mode and effect analysis model for machine tool risk analysis. Reliab Eng Syst Saf 183:173–183. https://doi.org/10.1016/j.ress.2018.11.018
Lundgren C, Bokrantz J, Skoogh A (2021) A strategy development process for smart maintenance implementation. J Manuf Technol Manag 32:142–166. https://doi.org/10.1108/jmtm-06-2020-0222
Lundgren C, Berlin C, Skoogh A, Källström A (2023) How industrial maintenance managers perceive socio-technical changes in leadership in the Industry 4.0 context. Int J Prod Res 61:5282–5301. https://doi.org/10.1080/00207543.2022.2101031
Maddikunta PKR, Pham Q-V, Prabadevi B et al (2022) Industry 5.0: A survey on enabling technologies and potential applications. J Ind Inf Integr. https://doi.org/10.1016/j.jii.2021.100257
Meissner R, Rahn A, Wicke K (2021) Developing prescriptive maintenance strategies in the aviation industry based on a discrete-event simulation framework for post-prognostics decision making. Reliab Eng Syst Saf 214:107812. https://doi.org/10.1016/j.ress.2021.107812
Melani AHA, Murad CA, Caminada Netto A et al (2018) Criticality-based maintenance of a coal-fired power plant. Energy 147:767–781. https://doi.org/10.1016/j.energy.2018.01.048
Menon S, Jin X, Chow TWS, Pecht M (2015) Evaluating covariance in prognostic and system health management applications. Mech Syst Signal Process 58–59:206–217. https://doi.org/10.1016/j.ymssp.2014.10.012
Mosyurchak A, Veselkov V, Turygin A, Hammer M (2017) Prognosis of behaviour of machine tool spindles, their diagnostics and maintenance. MM Sci J. https://doi.org/10.17973/MMSJ.2017_12_201794
Müller JM, Islam N, Kazantsev N et al (2024) Barriers and enablers for industry 4.0 in SMEs: a combined integration framework. IEEE Trans Eng Manage. https://doi.org/10.1109/TEM.2024.3365771
Nowlan FS, Heap HF (1978) Reliability-centered maintenance. United Air Lines Inc San Francisco Ca
Ochella S, Shafiee M, Dinmohammadi F (2022) Artificial intelligence in prognostics and health management of engineering systems. Eng Appl Artif Intell 108:104552. https://doi.org/10.1016/j.engappai.2021.104552
Piechnicki F, Dos Santos CF, Loures DFR, E, Dos Santos EAP, (2021) Data fusion framework for decision-making support in reliability-centered maintenance. J Ind Prod Eng 38:1–17. https://doi.org/10.1080/21681015.2020.1817164
Pinciroli L, Baraldi P, Zio E (2023) Maintenance optimization in industry 4.0. Reliab Eng Syst Saf. https://doi.org/10.1016/j.ress.2023.109204
Psarommatis F, May G, Azamfirei V (2023) Envisioning maintenance 5.0: Insights from a systematic literature review of Industry 4.0 and a proposed framework. J Manuf Syst 68:376–399. https://doi.org/10.1016/j.jmsy.2023.04.009
Rakyta M, Fusko M, Hercko J et al (2016) Proactive approach to smart maintenance and logistics as a auxiliary and service processes in a company. Istrazivanja i Projektovanja Za Privredu 14:433–442. https://doi.org/10.5937/jaes14-11664
Rodríguez-Padial N, Marín MM, Domingo R (2024) Improvement of industrial maintenance plans through assistance-driven reliability-centered maintenance and case-based reasoning design. Electronics 13:639. https://doi.org/10.3390/electronics13030639
Rødseth H, Schjølberg P, Marhaug A (2017) Deep digital maintenance. Adv Manuf 5:299–310. https://doi.org/10.1007/s40436-017-0202-9
Sahoo S, Lo C-Y (2022) Smart manufacturing powered by recent technological advancements: A review. J Manuf Syst 64:236–250. https://doi.org/10.1016/j.jmsy.2022.06.008
Selvik JT, Aven T (2011) A framework for reliability and risk centered maintenance. Reliab Eng Syst Saf 96:324–331. https://doi.org/10.1016/j.ress.2010.08.001
Sezer E, Romero D, Guedea F et al (2018) An Industry 4.0-Enabled Low Cost Predictive Maintenance Approach for SMEs. IEEE
Sharma A, Jain DK (2020) Development of Industry 4.0. In: Nayyar A, Kumar A (eds) A Roadmap to Industry 4.0: Smart Production, Sharp Business and Sustainable Development. Springer International Publishing, Cham, pp 23–38
Sharma M, Raut RD, Sehrawat R, Ishizaka A (2023) Digitalisation of manufacturing operations: The influential role of organisational, social, environmental, and technological impediments. Expert Sys Appl. https://doi.org/10.1016/j.eswa.2022.118501
Siddiqui AW, Ben-Daya M (2009) Reliability Centered Maintenance. In: Ben-Daya M, Duffuaa SO, Raouf A et al (eds) Handbook of Maintenance Management and Engineering. Springer, London, London, pp 397–415
Silvestri A, De Felice F, Petrillo A (2012) Multi-criteria risk analysis to improve safety in manufacturing systems. Int J Prod Res 50:4806–4821. https://doi.org/10.1080/00207543.2012.657968
Silvestri L, Forcina A, Introna V et al (2020) Maintenance transformation through Industry 4.0 technologies: A systematic literature review. Comput Ind. https://doi.org/10.1016/j.compind.2020.103335
Velmurugan K, Saravanasankar S, Bathrinath S (2022) Smart maintenance management approach: Critical review of present practices and future trends in SMEs 4.0. Materials Today: Proceedings 62:2988–2995. https://doi.org/10.1016/j.matpr.2022.02.622
Vrignat P, Kratz F, Avila M (2022) Sustainable manufacturing, maintenance policies, prognostics and health management: A literature review. Reliab Eng Syst Saf 218:108140. https://doi.org/10.1016/j.ress.2021.108140
Werbińska-Wojciechowska S, Winiarska K (2023) Maintenance performance in the age of industry 4.0: A bibliometric performance analysis and a systematic literature review. Sensors. https://doi.org/10.3390/s23031409
Xu X, Lu Y, Vogel-Heuser B, Wang L (2021) Industry 4.0 and Industry 5.0—Inception, conception and perception. J Manuf Syst 61:530–535. https://doi.org/10.1016/j.jmsy.2021.10.006
Funding
Open access funding provided by Università degli Studi di Roma Tor Vergata within the CRUI-CARE Agreement. The authors declare that no funds, grants, or other support were received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
A.S. – Background research, Design of the methodology, Case study application, Original draft and editing; V.I. – Design of the methodology, Case study application, Review and editing.
Corresponding author
Ethics declarations
Ethics approval
All authors declare that this article does not have any academic ethics issues and strictly follows the journal submission rules.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
All authors certify that they have no affiliations with or involvement in any organization or entity with any financial interest or non-financial interest in the subject matter or materials discussed in this manuscript.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Introna, V., Santolamazza, A. Strategic maintenance planning in the digital era: a hybrid approach merging Reliability-Centered Maintenance with digitalization opportunities. Oper Manag Res (2024). https://doi.org/10.1007/s12063-024-00496-y
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12063-024-00496-y