
Abstract
Shape Memory Alloys (SMAs) have various applications in the field of medical science due to its superior properties such as pseudoplasticity, shape memory effect, biocompatibility, high specific strength, high corrosion resistance, high wear resistance and high anti fatigue property. The machining of TiNi shape memory alloys by traditional processes is very crucial due to poor thermal conductivity, poor surface finish and burr formation. Hence, to overcome these problems the non-conventional machining process viz. water jet machining, electrical discharge machining, laser beam machining, etc. are more suitable to machine SMAs. The appropriate non-conventional machining process EDM/wire EDM, provides better machining and surface characteristics during machining of SMAs. The objective of the current work is to identify the research gap for SMAs during their machining by the EDM and Wire EDM process and to identify the future prospective of SMAs for different applications in the field of biomedical.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the present industrial scenario, shape memory alloys (SMAs) are quite popular in medical science. Their applications in medical science industry include eyeglass frames, orthodontic arch-wire, surgical stents, active catheters, orthopaedic implants. SMAs show outstanding properties such as high biocompatibility, high corrosion resistance, quick actuation response, super-plasticity, great ductility, and high specific strength [1]. The past literature identifies and reports difficulties viz. making complex geometries and fabricating parts in shape memory alloys, due to their superiors’ mechanical properties [2]. The peerless pseudo-elastic behaviour caused by machining is characteristic, causing less dimensional accuracy and is time-consuming. Also, shaping the high strength engineering materials viz. superalloys, composites (metallic based) and hard steels is difficult by conventional machining processes The conventional process provides low dimensional accuracy, burr formation and poor surface finish that leads to the development of non-conventional machining processes [3,4,5].
Globally the researchers, industrialists, and scientist have developed the non-contact type of machining process, where a source of energy is utilized for shaping complex shapes with no limitation on mechanical properties of workpiece assessed [6]. These non-contact machining processes are referred as modern machining/advanced machining processes [7, 8].
Research work published by the utilization of these modern machining processes such as laser machining, electrochemical machining, abrasive water jet machining, electrical discharge machining, and wire electrical discharge machining has been appropriate for machining of SMA’s alloys was assessed by Majimder and Maity [9]. Among the non-conventional processes, the EDM/ Wire EDM machining techniques have the best method for machining hard materials with the fabrication of complex profiles [10]. The wire EDM technique is adaptable to machine metallic and electrically conductive materials. The Wire EDM process used for the fabrication of nonconductive quartz material, consumer electronics, communications, and electronics industries, and smartphones have led to an increase in the demand for glass that is resistant against abrasion and scratch assessed by Oza et al [11]. Wire EDM process requires less cutting force to remove the material, so low residual stresses have been produced on the product, that is required for the medical applications [12,13,14]. The modelling of optimum machining setting provides a better machining characteristic during the machining by the EDM/Wire EDM process [15, 16]. The machining of shape memory alloy with good dimensional accuracy and surface finish are required during the fabrication of geometrical features.
2 Electrical discharge machining (EDM)
EDM, also known as spark machining, die sinking and spark eroding, is an advanced electro- thermal machining process. Material removal takes place, after a series of sparks (electrical discharge) are generated between the work material and tool, fully submerged within the dielectric fluid. The temperatures produced by the sparks are too high (8000°C–12000°C) which melt the material of workpiece described by Peng et al [17] and Pandey et al [18]. A dielectric fluid acts as an insulator between the tool electrode and workpiece material and carries away the debris generated during machining [19, 20]. Figure 1 shows the working principle of the electrical discharge machining process.

Schematic of EDM Spark Description, Abdel et al [21].
The EDM process can be divided into different stages, namely, the application of adequate electrical energy, dielectric breakdown, sparking, melting and vaporization of the workpiece. In the EDM process, the material is removed from the workpiece with the support of frequent electrical discharges between two electrodes divided by a dielectric fluid, one being the workpiece and other being the cutting tool [19, 21]. The electrical energy is converted into thermal energy that is used for cutting the workpiece material. In the EDM process, the workpiece and the cutting tool are not in physical contact. The material is removed from the workpiece material due to the heat produced by the discharges. Due to this massive amount of heat produced, the workpiece gets melted, and the debris produced gets washed away with the help of the dielectric fluid. Among generally used electrode material (copper, graphite, brass, etc.), copper has been found as the most superior due to its high thermal as well as electrical conductivity [22, 23]. Electro discharge machining process has been widely used to fabricate moulds, dies and complex geometrics for the hard or difficult to machine materials. EDM machining process is widely used for aerospace, automotive and medical application as it can cut the hard and tough materials easily [24,25,26].
3 Investigation on machining characteristics of shape memory alloy by EDM process
In this section, the experimental work performed by the various researchers for machining of shape memory alloys by EDM process has been discussed. Huang et al [27] considered the effect of martensite transformation temperature for the biomedical applications of Ti50Ni50 alloy. The experiments were performed by using the dielectric medium (nitrogen) and tool electrode (titanium pipe). It was found that MRR, TWR and SR increased as the increase in pulse current and pulse duration. The machining was performed by the dry EDM process. It has been reported that the machined surface of Ti50Ni49.5Cr0.5 shows, harder recast layer and adhesion properties that provides the better wear resistance. Nowadays, The EDM process has been using extensively for the fabrication of micro parts. Abidi et al [28] exploited the need for micromachining applications for miniaturization of products in the automobile sector, biomedical sector, semiconductor tools, etc. Figure 2 presents the SEM image of the drilled hole by optimizing and unoptimized parameters by micro-electrical discharge machining (µEDM) method and a comparison between the machined surface has been analysed. The overcut, taper angle and surface roughness were investigated by using grey-principal component analysis (PCA) methodology. It was found that the machining parameters, capacitance (475 pF), discharge voltage (80 V) and electrode material (Cu) provided the best results. Fu et al [29] reported that the NiTi alloys has been extensively used in biomedical filed due to outstanding properties such as super-elasticity, shape memory effect and biocompatibility. Laser cutting and electrical discharge machining were used to eliminate the problem of rapid tool wear and large burr formation. After machining of NiTi alloy, effect on white layer and heat affected zone has been analysed.

(a) SEM image of hole drilled (unoptimized parameters) and (b) SEM image of hole drilled [28].
The efficiency of the EDM process can be increased by changing the property of the dielectric medium. Daneshmand et al [30] performed the experiments using tool rotation and Al2O3 powder as an input parameter for the EDM process. The effect of machining parameters of EDM on responses i.e., MRR, SR and TWR were studied. The results show MRR was mainly affected by the Al2O3 powder and tool rotations along with increasing Ip, Ton and Voltage. Rotation of the tool avoids spreading of the plasma channel and Al2O3 powder fills the gap between tool and workpiece, decrease kinetic energy of ions and reduced tool wear rate. Markopoulos et al [31] have studied the effect of input parameters on shape memory alloy during the EDM method. It was suggested that a lot of research has been attended to define the mechanisms of super-elasticity, shape memory effect and transformation-induced fatigue in SMAs. They studied the brief literature of SMA by the conventional machining processes like milling and turning and for the machining of SMA and by the advanced machining method like EDM, Wire EDM, LBM, AJM, etc. It was reported that the machining of SMAs by advanced process provides better machining characteristics as compared to conventional machining processes.
The tool wear rate can be significantly decreased by the cryogenic process. Kaynak et al [32] adopted a minimum quantity lubrication (MQL) process to reduce the TWR by the cryogenic process. A comparison has been made and it was found that the cryogenic cooling reduces the tool wear rate. Experiments have been executed to identify the machining responses of SMAs by mechanical cutting and drilling operations. After the experiments, it was found that blade rotation speed and cutting load reduce the cutting time of the material. The tungsten carbide drill provides the best drilling capacity. This feature provides the high toughness and viscosity, and the unique pseudo-elasticity of SMAs [1].
Abedi et al [33] employed a model to make a precise relation between input parameters i.e., voltage, current, pulse on time and pulse off time and material removal rate and surface roughness. During the machining of NiTi60 alloy. The trials were done by DoE methodology to analyse the results. The significant parameters were found by analysis of variance and regression equation was developed for the modelling. A mathematical model was established with ANOVA methodology for NiTi 60 with the copper tool electrode and dielectric fluid. The current intensity shows a significant effect on the responses. Increase in current intensity has the most significant effect on surface roughness. Gaikwad et al [34] have stated the die- sinking EDM machining parameter for the MRR during the machining of shape memory alloy. The MRR is found proportional to work material electrical conductivity, gap current, and Ton. The investigation as reported leads that optimized response obtained was 7.0806 mm3/min. Present days hybrid machining process is broadly used for machining of hard material to get the best machining characteristics. Ahmari et al [35] employed the hybrid machining process to overcome the drawbacks of laser and micro-EDM techniques for drilling micro -holes (200 μm dia.) in NiTi alloy. In the presented work, initially drilling was done by laser machining and after that drilled by μ-EDM for finishing. It has been described that laser machining has produced the poor surface finish on the holes.
Mehta et al [36] employed to optimize machining condition during the machining of NiTi alloys with minimum expenses and less environmental effect. Figure 3 shows the defects, while cutting of Nitinol material. The drawback (high tool wear, adverse chip form, the formation of burrs) of conventional machining process were analysed and they proposed an advance process to machine the shape memory alloys i.e., hybrid cooling–lubrication. They gave the protentional novel hybrid method. Lin et al [37] performed the experiments on Ti49Ni51, Ti50Ni50 and Ti50Ni40Cu10 SMAs by the EDM technique to investigate the consequence on the MRR on recast layer of the machined surface. They detected the material removal rate which has been significantly affected by the pulse current and pulse duration. During the surface morphology, it was analysed that the machined layer contains the oxide of TiO2, TiNiO3.

Difficulties during machining of SMAs [36].
Hsieh et al [38] examined the effect of the deionized water during EDM process for TiNi alloys. The microstructure of the machined surface and surface roughness has been analysed. The Ti35.5Ni48.5Zr16 and Ni60Al24.5Fe15.5 were used for the experimental work and comparison has been made for different materials. They found that the thickness of the recast layer increases with growing pulse duration. The craters and recast materials were observed on the machined surface. The recast layer contains the elements of TiO, NiO, and ZrO2. Alidoosti et al [39] exploited the EDM machining characteristics of NiTi alloy by different tool electrodes. The full factorial design results exhibited that the material removal rate of NiTi for EDM process significantly related to the electro discharge energy. The researcher claimed W-Cu tool electrode have more work stability as compared to Cu electrode. Chen et al [40] scrutinized the effect of the machining parameters on shape memory alloys (TiNiX) using electro- discharge machining process. Authors investigated the microstructure, composition, hardness, and roughness of EDMed surfaces of Ti50Ni49.5Cr0.5 and Ti35.5Ni49.5Zr15 alloys. It was concluded that the thickness of the recast layer varies with the pulse duration and provides the finest MRR.
Zinelis et al [41] evaluates the surface and elemental alterations induced by EDM process on the dental cast alloys. Figure 4 shows the cast model for dental implants. It was observed that the machining surface by the EDM process shows better results due to decomposition of the dielectric fluid during spark erosion.

The completed cast model for dental application [41].
Theisen et al [22] employed the EDM process to characterize the influence on the surface of the NiTi alloys. Figure 5 shows the use of NiTi alloys for the coronary stent. The MRR has increased proportional to discharge energy. The sub-surface analysis such as melting zone and microstructure were observed by the EDX analysis. The supplementary finishing operations were performed to eliminate the surface defects. Velmurugan et al [42] reviews the effect of different parameters for the conventional and non-conventional machining processes. The high toughness, severe strain hardening, and fatigue property has been affected during the conventional machining process. It was also suggested that the coating on the tool electrode improve the tool life and significantly reduces the machining cost. Similarly, non-traditional machining processes studied shows the improvement of surface-induced properties after the machining. Manjaiah et al [43] reported that the machining of SMAs was crucial by the old machining processes that lead to the development of advance machining processes such as EDM, LBM, ECM, etc., it was suggested that the EDM and wire EDM processes have high capability to machine shape memory alloy to fabricate complex profile with a good surface finish.

Application of NiTi-alloys in medical technology (coronary stent) [22].
4 Wire electrical discharge machining (Wire WEDM)
Wire electrical discharge machining (Wire WEDM) process is one of the variant methods of EDM process. The Wire EDM process uses a wire as a cutting tool. Nowadays wire is used in the fabrication of difficult geometries on the advance materials. It is used in producing components of complex shapes, very fine surface finish and better dimensional accuracy [39, 40]. The wire diameter is as small as 0.05-0.30 mm which can obtain very small corner radii. In Wire EDM process there is no contact between the workpiece material and the cutting tool that provide the better machinability as compared to traditional processes described by Ulutan et al [15] and Majumder et al [44]. Wire EDM is an advanced machining process usually done in a submerged tank of dielectric fluid. The electrically conductive tool electrode in the form of wire used for machining. The smooth surface thus obtained requires no further finishing [41, 45].
It is a thermoelectrical process and a wire is used as a tool electrode. This vertical wire under tension is suspended to wire supply wheels and guides of the wire control the movement of the wire, numerically to achieve the desired shape on the workpiece [46, 47]. The wire has a very small diameter and travels vertically downward. The table moves in the horizontal direction and the entire process is controlled by a computer numerical control machine. As the wire passes through the work piece, due to the voltage difference, sparks are produced. A dielectric fluid is continuously sprayed at the machining zone through the nozzles on both sides of the workpiece that helps in washing away the eroded particles [48, 49].
Figure 6 shows the working of the Wire EDM process. There is various process parameters of a wire EDM processes. These parameters need to be controlled during machining, to achieve better productivity from the wire EDM process.

Working of Wire EDM process [49].
The mechanism of material removal in the Wire EDM process consists of the different stages as shown in Figure 7, like in stage 1 the conductive materials are machined with a series of sparks that are produced by an accurately positioned moving tool electrode and the workpiece material. The direct current is discharged from the wire to the work piece material with a very small spark gap through an insulating dielectric fluid as shown in figure 7(a). In stage 2, at a time, many sparks are produced. During pulse on time (Ton) sparks are produced between workpiece material and tool electrode and melting and vaporization take place in material as shown in Figure 7(b). In stage 2, during Toff, debris is flushed away from the cut with a stream of de-ionized water through the top and bottom flushing nozzles as shown in Figure 7(c). Figure 8 shows the different properties of Wire EDM tool electrode. The types, electrical, mechanical, and physical properties are also shown in figure. To identify the optimum parameter conditions various types of optimization tools were used such as the design of experiments, response surface methodology, grey relational analysis, Taguchi’s, artificial neural network, etc. The cost of the process can be controlled by the effective use of the optimisation technique [50, 51].

(a) Volts and Amps produced by power supply, (b) Generation of sparks, (c) Flushing of machined materials and (d) Filtration and reuse of dielectric [52].

Wire electrode performances for Wire EDM [53].
5 Investigation of machining characteristics of Shape memory on WEDM
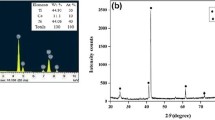
Hsieh et al [14] conducted experiments on TiNiX (X=Zr, Cr) alloys by wire EDM process. The tungsten arc melting process was used to make the Ti35.5Ni49.5Zr15 and Ti50Ni49.5Zr0.5 alloys. Experimental results show that, higher value of pulse duration affects the surface roughness TiNiX alloys. Figure 9 shows, XRD graph of the machined surface of prepared alloys. The characterization of machined specimen exhibits a good shape recovery, but some defects were observed due to depression of the recast layer. These defects observed from the formation of the elements ZrO2, TiO2, TiNiO3, Cr2O3 and tool electrode material in the recast layer. Majumder et al [44] showed that wire EDM characteristics for SMAs by DoE methodology. The pulse on time, discharge current, wire feed, wire tension, and fling pressure were selected as process parameter. The GRNN and hybrid MOORA-Fuzzy analysis were used to analyse the effect of machining parameter on surface roughness and microhardness. The formation of the recast layer on the machined surface seen some poke marks and micro cracks on the machined surface.

XRD patterns for (a) Ti 50Ni49.5Cr0.5 alloy and (b) Ti35.5 Ni49.5 Zr15 alloy [44].
Soni et al [54] reported that the cutting of shape memory alloys has difficult by traditional processes viz. turning, milling, etc. These processes may affect the internal properties and surface quality of alloys. It was proposed that machining of SMA’s by non-conventional machining (Wire EDM, WJM, and EDM) was more suitable. Authors have also made a preliminary study of Ti50Ni45CO5 alloy by the Wire EDM machining process using the DoE methodology. After the experiments, the microstructure, surface topography, XRD analysis, and residual stresses were analysed. The high value of Ton and low value of SV created the more melting drops and micro globules on surface. Narendranath et al [55] identified the research gap from the literatures and performed experiments on SMAs to investigate the optimum machining condition by using the Box Behnken design optimization technique. The experiments were performed on Ti50Ni42.4Cu7.6 alloy by molybdenum electrode to analysis the MRR and SR. The surface defects such as minor size craters and globules of debris were detected at the low value of current. The maximum material removal rate was obtained at the interaction of low Ip with low Ton.
Magabe et al [56] examined wire EDM machining properties by develop mathematical algorithm to identify the optimum values. The machining features such as MRR and SR were measured based on process parameters. Figure 10 presents the methodology to perform the experiments. The operation has performed on Ni55.8Ti alloy and nondominated sorting genetic algorithm developed. The improvement in surface quality (Rz, 6.20 μm) and productivity (MRR,0.021 g/min).

Sequence performed for the machining of Ni55.8Ti alloy [56].
et al [57] performed the experiments on Ni55.5Ti44.05 alloy by electric discharge wire cut (EDWC) process. The increase in Ton shows that the increase in cutting speed and SR respectively. SEM micrograph illustrates the presence of surface defects in the form of micro-cracks, bulges of debris and the re-solidified layer on surface. EDS analysis depicts that the elements Cu, Zn and O of tool electrode deposited on specimen and deposition of Ni and Ti elements on the tool electrode.
Shape memory alloys are extensively used for the medical, aerospace, actuator, and machine tool industries. Liu et al [58] reported that machining of SMAs has difficult due to its superior properties. The author claimed that main cut machining provides a better average roughness as compared to trim cut. The thickness of the specimen also effects the roughness of the material. LotfiNeyestanak et al [59] suggested that the surface value mainly affected by the homogenous mixture of alloy elements in the melted basin. A thin penetrable layer with a thickness of 10 μm has formed on the boundary of the melted basin and background. The experiments were performed on Nitinol 60 alloy. The shape recovery ability and microhardness have been investigated. The property of the specimen was analysed by XRD and EDXA. The authors claimed that the change of surface occurred due to the penetration of the separated materials of the workpiece.
Wang et al [60] conducted the experiment work on TiNi-01 alloy grade using USV-MF complex assisted wire EDM-LS to improve MRR and SR. Comparison of the experimental results shows that USV-MF complex assisted can significantly improve the efficiency and surface quality. The used model was found a novel approach in the manufacturing field for the machining of shape memory alloys.
The hybrid optimization techniques provide a model that improve the machineability of wire EDM process. Majumder et al [9] developed a model for a multivariate hybrid approach to reduce the errors in the wire EDM process. The developed model was VIKOR-Fuzzy using the varying of the machining parameters to analyse the different surface characteristics of shape memory alloy which helps the manufacturing industries. Manjaiah et al [61] have tried to scrutinize the outcome of machining parameters viz. Ton, Toff, and SV for machining of Ti50Ni40Cu10 alloy by wire EDM process. The DoE approach was used to perform tests. Based on the Quadratic models the effect of input parameters has identified on MRR and SR. It was found that the intersection of Ton and SV affected the surface roughness. The higher value of Ton with the low value of SV increases the surface roughness. The optimal condition (Ton: 130 μs, Toff: 48 μs and 36.16 SV) were identified to attain the better responses.
The fabrication of micro profile for medical applications in SMAs is a challenging task.
Liu et al [62] performed a comparative analysis by using the CH-oil and dielectric fluid during the machining of shape memory alloy by wire EDM process. The machined surface was examined from the main cut, trim cut and finished trim cut and compared with the traditional processes. Authors found that the main cuts provide the discontinuous and porous, thick white layer at high discharge energy, that can be reduced at finish trim cut. It was observed that the high element diffusion (Cu, Zn) occurred at a main cut and the first trim cut, while the alloying effect was minimal at finish trim cut. Manjaiah et al [63] analysed the machining characteristics of TiNi alloys by wire EDM process. The electrical factors (pulse duration, Toff and SV) and non-electrical (flushing pressure and wire speed) parameters have been considered for the experimental work. Taguchi’s analysis reveals that a combination of pulse duration (1 μs), Toff (3.8 μs), SV (40 V), flushing pressure (1.8×105 Pa) and wire speed (8 m/min) provides the optimum condition for maximum MRR and minimum SR. The high value of Toff shows the white layer formation at the machined surface during the SEM analysis.
Soni et al [64] conducted experiments on Ti50Ni49Co1 alloy by implementing a two-process parameter experimental design method to investigate the MRR and SR. The surface crack density was measured for cutting speed. The higher Ton leads to higher MRR during the operation while cutting speed was poor when SV increased. The higher value of Ton (215 µs) provides the poor surface quality of the specimens, and the low vale of SV (20 V) provides better surface quality. Sharma et al [65] studied that shape memory alloy, mostly working in the medical field for cardiovascular stents, orthopaedic implants, etc. The author has attempted, an experimental work for NiTi alloy by wire EDM process by adopting the multi-response optimization technique. The percentage error also measures between the experimental and predicted values. The white layer formation and nonuniform surface area were also analysed on the machined surface.
The surface integrity of the machined surface can be controlled by the proper setting of the machining constraints. Shandilya et al [66] revealed an experimental work by adopting one factor at a time technique to investigate the effect of input parameters by using the wire EDM process. The recast layer thickness and a foreign element atomic content have been analysed on NiTi alloy.
Manjaiah et al [67] analysed the effects of machining variables viz. Ton, Toff, and SV on SR and MRR during wire EDM process of Ti50Ni50-xCux alloy. The zinc coated brass wire were used as a tool electrode. The surface structure of the machined surface was analysed through XRD technique. The MRR and SR are largely influenced by Ton and SV and Toff have a negligible effect. An increased Ton value with a decrease in Toff value as well as servo increases the MRR during machining. The recast layer and globules were observed at high value of Ton (130 µs) with lower SV (20V). Manjaiah et al [68] experimented to study the subsurface characteristic of Ti50Ni50-xCux alloy by wire EDM process. It was found that the MRR and SR were formed by Ton and SV. It may be due to higher thermal conductivity during the machining. The high value of Ton increases recast layer thickness this may be due to longer pulse on time duration during the machining.
Bisaria and Shandilya [69] investigated the wire EDM factors on the triangular profile of Ni50.89Ti49.11 SMAs. The optimum value of the machining parameters was obtained by one factor at a time approach. Figure 11 shows the machined samples of wire EDM process. Researchers reported that CE increased at higher spark on time value and decrease with the higher value of spark off time. The wire feed has obtained the insignificant parameter.

Experimental methodology used for WSEM of Ni55.8Ti [73].
The selection of optimum machining setting is meaningful to obtain the best output from the machine. Hargovind et al [70] utilized the wire EDM process to optimize the process parameters by grey relation grade approach. The Ton 125 µs, Toff 42 µs, SV 40 V, SF 2180 mu and WS 4 m/min were obtained as the best optimum condition for TiNiCo alloy. The hybrid optimization techniques effectively worked for wire EDM process to identify the significant value of MRR (6.864 mm3/min) and SR (2.74 μm). Roy et al [71] experimented on Nitinol 60 SMA by wire EDM process. Regression models have been developed based on the design of experiment approach and Monte-Carlo simulation model. Figure 11 shows the different types of surface defects observed during the machining of Nitinol 60 alloy. It was suggested that the surface roughness can be controled by the control of flow rate.
Bisaria and Shandilya [72] exploited the experiment to reveal the effect of discharge energy density, feed rate, spark frequency, wire tension, and gap voltage of wire EDM. The MRR, average crater depth and surface characteristics of Ni55.95Ti44.05 alloy have been analysed. It was observed that the high value of discharge energy density provides the high MRR and crater depth. The XRD analysis shows the presence of mitigation on the machined surface such as Tio, Tio2, Cu, Zn, etc. Similar findings were reported by Sharma et al [73] to describe the effect of machine factors i.e., voltage, pulse on time and pulse off time on Ni55.8Ti alloys for medical and engineering applications. They performed Wire EDM machining to analysis the surface integrity by DoE approach. Figure 11 shows the experimental methodology during the machining of Ni55.8Ti alloy. The surface defects such as the formation of cracks, globules and white layers were observed. The Ton found the most important factor that affects the surface roughness.
Liu et al [74] used wire EDM techniques to machine Nitinol alloy by two cut such as main cut and trim cut. It was detected that the trim cut provides better surface integrity and less surface roughness as compared to machine by the main cut. The specimen shows that the trim cut has 48% mores fatigue life than sample main cut. Also, the thin white layer and less tensile stress benefit for fatigue performance that was obtained by trim cut.
In another experimental plan by Takale et al [75] performed on Ti49.4Ni50.6 SMAs to make it suitable for the biocompatibility application. The machining parameters were optimized to achieve the optimum machining condition for MRR and SR. It was observed that heat treatment like annealing was found appropriate method to improve shape memory effect (SME) of wire EDM machined materials. Wire EDM optimum machining parameters were observed (Ton: 115µs, Toff: 40 µs, Voltage: 90 V, WF: 6 m/min and WT: 6 N). It was claimed by the researcher that Ti49.4Ni50.6 has suitable for the orthopaedic implant as compared to other implant materials like Ti and SS316L. The EDS analysis results show the migrated elements on the workpiece surface of tool electrode and vice versa. Soni et al [76] exploited the Ti50Ni40Co10 alloy to identify the effect on MRR and SR for wire EDM process. The Ton, Toff, and SV have found a significant effect on the MRR and SR. As the increase in Ton the MRR and SR were increased and decreases when the value of Toff and SV has increased. The surface defects viz. micro-cracks and micro-voids were observed at a higher value of Ton (125 µs) and at lower value of voltage (20 V).
6 Other machining processes for machining of shape memory alloy
Ni-Ti, a shape memory alloy (SMA), can recover from deformation to its initial shape when heated. With using this effect, Ni-Ti SMA is applied for several industries such as a medical industry, an aerospace, electrical application on a part of microstructure. The Ni-Ti alloy used for SMA is composed of approximately 56% nickel and 44% titanium. With this composition, Ni-Ti alloy cannot be machined efficiently using traditional machining tools and methods such as the lathe, milling, and drilling because it shares the poor heat dispersion characteristics of titanium.
The other non-conventional machining process like Laser processing, additive manufacturing, ECM, etc. are also utilized to perform the machining on shape memory alloy [79]. Kaynak [80] analysed the tool wear, surface topography and XRD during the machining on ausrenitic NiTi alloy. The machining is performed under dry, MQL and cryogenic cooling condition at varying parameters during turning process. Kaya et al [81] performed turning operation by polycrystalline diamond (PCD) and polycrystalline cubic boron nitride (PCBN) cutting toll on NiTi shape memory alloy. The effect of process parameters on the cutting speed has been investigated. It was suggested that the productivity has increased regarding longer tool life. Lee et al [82] examined the machining of NiTi by electrochemical micro machining (EMM). An evaluation of various machining parameters has been considered while machining by EMM. Such as different types of power source and machining time. The simulation work has been also performed.
Craciunescu et al [83] used laser beam radiation to machine the Ni-Mn-Ga polycrystalline ferromagnetic shape memory alloy. GSI JK300 HP pulsed-wave solid-state laser of maximum average power output 300 W was used for interaction. The surface measurement of the machined specimen was also performed. Li et al [84] performed operation by laser cutting of NiTi shape memory alloys. High Femtosecond laser cutting was used to obtain the process output with precision, recast-free, and high-quality components, which can be obtained by using the optimal process of sideways movement. Pfeifer et al [85] examined the pulsed Nd:YAG laser cutting of Nitinol for medical applications. It was reported by the authors that pulsed Nd:YAG gave lower surface roughness than continuous wave (CW) laser machining. Authors have also put in efforts to enhance the characteristics of advanced machining processes by adopting the advanced optimization techniques [86,87,88]. Tung et al [89] scrutinized the laser machining of NiTi to the produced actuators for active catheters. Authors have fabricated 1.5 mm long actuators that show superior fatigue properties, also generate the forces of 1−2 N at 20% elongation by using an iterative rapid design process. Yung et al [90] tested on laser micro-cutting of NiTi SMA by using 355 nm Nd:YAG and studied the kerf profile. The effect of process parameters has been investigated for the enhancement of cutting quality and kerf profile. Kong et al [91] used abrasive water jet machining of NiTi SMAs that contained through cutting, countersinking, and milling of SMAs. The process parameters of AJM i.e., nozzle diameter, hole diameter, jet angle, and taper countersunk hole have been used for machining and the contamination level of grit embedment was observed high in the corner region and lower in the middle region.
7 Conclusion and future scope
Based on the review of the various articles on the machining of shape memory by electrical discharge machining process and wire electrical discharge machining process, the following conclusions and future scope have been given.
-
The machining of shape memory alloys by conventional machining process is very difficult due to rapid tool wear and large burr formation. That lead to the development of non-conventional machining processes.
-
The consolidated contribution of the researcher has been segregated and shown in table 1. Table 1 presents the various machining characteristics of SMAs for biomedical and industrial applications. The consolidated contributions of researchers show that the selection of proper input parameters plays a significant role to achieve the better machinability of SMAs. Table 1 depicts the input parameters of EDM/wire EDM machining and that most of the researcher paid attention to the machining parameters viz. pulse on time, pulse off time, peak current, wire feed, wire tension, etc.
-
The research work by using nonelectrical parameters such as flushing pressure and tool electrode has been reported less as compared to electrical parameters. The surface roughness, material removal rate, tool wear rate, kerf width, and microhardness were considered the response (output) parameters. The material characterisation was observed by the SEM, X-ray diffraction, EDS tools. The different types of surface cracks were identified such as cracks, voids, size of the crack, recast layer formation on machining surface, white layer, distribution of craters on the surface, etc. Table 2 shows the SMAs characteristics after the machining by the EDM/wire EDM process. The shape recovery has been measured by the researcher. The shape recovery at 2%, 3%, 5%, 6%, 8%, 12% bending strain has been measured and at 3% bending strain shows the perfect shape recovery of the machined alloys. After that, the slight reduction was observed at the higher side of the bending strain. The researcher observed that the shape recovery at higher bending strain is affected by the formation of oxides and carbides at the machining zone and it reduced by the recast layer thickness at the machined surface.
-
The machining of the shape memory alloys has been performed by the response surface methodology, Taguchi’s and artificial neural network techniques. The effect of machining parameters on the response was found out by the optimization techniques and the optimum machining conditions were identified. The authors also suggested that the simulation techniques can be applied to reduce the time and cost.
-
The literature review presented above shows that most of the research work done based on the design of experiment methodology. The newly optimization advance techniques such as hybrid MOORA-Fuzzy approach, fuzzy logic, particle swarm optimization (PSO), genetic algorithm, hybrid techniques can be executed as future work.
-
The most research work was carried out to analyse the effect of parameters on the material removal rate and surface roughness only. The other responses such as finishing for complex geometry, tool wear rate, dimensional deviation can be considered for the research point of view. Also, there is a need to identify the effect of other machining parameters viz. use of nanoparticle in dielectric fluid, current, voltage, polarity of an electrode, wire speed to identify the optimum machining characteristics.
-
The data optimum parameters setting for EDM/wire EDM process used to promote manufacturing efficiency. The analysis of shape memory effect, surface integrity is another area of research. The fabrication of shape memory alloys is also an interesting field of research. The optimum machining characteristics data of EDM/wire EDM process can be utilized for the industries.
-
The effect of the relationship between thermal damage and surface integrity needs to determinethe fatigue life of critical parts for the biomedical implants. The application of SMAs is more expected in the medical field in the future.
References
Lin H C, Lin K M and Chen Y C 2000 A study on the machining characteristics of TiNi shape memory alloys. Journal of Materials Processing Technology 105: 327–332
Weinert K, Petzoldt V and Buschka M 2002 Machining properties of an austenitic NiTi shape memory alloy. Production Engineering 1: 9–12
Pelton A R, Russell S M and DiCello J 2003 The physical metallurgy of nitinol for medical applications. Jom 55: 33–37
Guo Y, Klink A, Fu C and Snyder J 2013 Machinability and surface integrity of Nitinol shape memory alloy. CIRP Annals 62: 83–86
Weinert K and Petzoldt V 2004 Machining of NiTi based shape memory alloys. Materials Science and Engineering: A 378: 180–184
Choudhary S K and Jadoun R S 2014 Current advanced research development of electric discharge machining (EDM): a review. International Journal of Research in Advent Technology 2: 273–297
Kong M C, Axinte D and Voice W 2011 Challenges in using waterjet machining of NiTi shape memory alloys: An analysis of controlled-depth milling. Journal of Materials Processing Technology 211: 959–971
Askeland D R, Fulay P P and Wright W J 2011 The science and engineering of materials. 6th ed. International Thomson, Stamford
Majumder H and Maity K 2018 Application of GRNN and multivariate hybrid approach to predict and optimize WEDM responses for Ni-Ti shape memory alloy. Applied Soft Computing 70: 665–679
Kumar A, Kumar V and Kumar J 2013 Multi-response optimization of process parameters based on response surface methodology for pure titanium using WEDM process. The International Journal of Advanced Manufacturing Technology 68: 2645–2668
Oza A D Kumar, A Badheka V and Arora A 2019 Traveling wire electrochemical discharge machining (TW-ECDM) of quartz using zinc coated brass wire: investigations on material removal rate and kerf width characteristics. Silicon 1–12
Liao Y S and Yu Y P 2004 Study of specific discharge energy in WEDM and its application. International Journal of Machine Tools and Manufacture 44: 1373–1380
Kumar S D and Ravichandran M 2018 Synthesis, Characterization and Wire Electric Erosion Behaviour of AA7178-10 wt.% ZrB 2 Composite. Silicon 10: 2653–2662
Hsieh S F, Chen S L, Lin H C, Lin M H and Chiou S Y 2009 The machining characteristics and shape recovery ability of Ti–Ni–X (X= Zr, Cr) ternary shape memory alloys using the wire electro-discharge machining. International Journal of Machine Tools and Manufacture 49: 509–514
Ulutan D and Ozel T 2011 Machining induced surface integrity in titanium and nickel alloys: A review. International Journal of Machine Tools and Manufacture 51: 250–280
Biesiekierski A, Wang J, Gepreel M A H and Wen C 2012 A new look at biomedical Ti-based shape memory alloys. Acta Biomaterialia 8: 1661–1669
Peng P W, Ou K L, Lin H C, Pan Y N and Wang C H 2010 Effect of electrical discharging on formation of nonporous biocompatible layer on titanium. Journal of Alloys and Compounds 492: 625–630
Pandey A and Singh S 2010 Current research trends in variants of Electrical Discharge Machining: A review. International Journal of Engineering Science and Technology 2: 2172–2191
Chen S L, Hsieh S F, Lin H C, Lin M H and Huang J S 2008 Electrical discharge machining of a NiAlFe ternary shape memory alloy. Journal of Alloys and Compounds 464: 446–451
Ho K H and Newman S T 2003 State of the art electrical discharge machining (EDM). International Journal of Machine Tools and Manufacture 43: 1287–1300
Abdel H and EI Hofy G 2005 Advanced Machining Processes. McGraw- Hill, Yew York 115–139
Theisen W and Schuermann A 2004 Electro discharge machining of nickel–titanium shape memory alloys. Materials Science and Engineering: A 378: 200–204
Pandey A and Singh S 2011 Some investigations into the electrical discharge machining of super alloy using a rotating disc electrode. Journal of Mechanical Engineering 62: 5–6
Mishra D K, Datta S and Masanta M 2018 Effects of Tool Electrode on EDM Performance of Ti-6Al-4V. Silicon 10: 2263–2277
Kolli M and Kumar A 2019 Assessing the influence of surfactant and B4C powder mixed in dielectric fluid on EDM of titanium alloy. Silicon 11: 1731–1743
Bhaumik M and Maity K 2019 Effect of electrode materials on different EDM aspects of titanium alloy. Silicon 11: 187–196
Huang T S, Hsieh S F, Chen S L, Lin M H, Ou S F and Chang W T 2015 Surface modification of TiNi-based shape memory alloys by dry electrical discharge machining. Journal of Materials Processing Technology 221: 279–284
Abidi M, Al-Ahmari A, Siddiquee A, Mian S, Mohammed M and Rasheed M 2017 An investigation of the micro-electrical discharge machining of nickel-titanium shape memory alloy using grey relations coupled with principal component analysis. Metals 7: 486
Fu C H, Liu J F, Guo Y B and Zhao Q Z 2016 A comparative study on white layer properties by laser cutting vs. electrical discharge machining of Nitinol shape memory alloy. Procedia CIRP 42: 246–251
Daneshmand S and Masoudi B 2018 Investigation of weight percentage of alumina fiber on EDM of Al/Al2O3 metal matrix composites. Silicon 10: 1003–1011
Markopoulos A P, Pressas I S and Manolakos D E 2016 Manufacturing processes of shape memory alloys. In Materials Forming and Machining 155–180
Kaynak Y, Karaca H E, Noebe R D and Jawahir I S 2013 Analysis of tool-wear and cutting force components in dry, preheated, and cryogenic machining of NiTi shape memory alloys. Procedia CIRP 8: 498–503
Abedi E, Daneshmand S, Neyestanak A A L and Monfared V 2014 Analysis and modeling of electro discharge machining input parameters of nitinol shape memory alloy by de-ionized water and copper tools. Journal of Electrochemical Science 9: 2934–2943
Gaikwad V and Jatti V S 2018 Optimization of material removal rate during electrical discharge machining of cryo-treated NiTi alloys using Taguchi’s method. Journal of King Saud University-Engineering Sciences 30: 266–272
Al-Ahmari A M A, Rasheed M S, Mohammed M K and Saleh T 2016 A hybrid machining process combining micro-EDM and laser beam machining of nickel–titanium-based shape memory alloy. Materials and Manufacturing Processes 31: 447–455
Mehta K and Gupta K 2019 Machining of Shape Memory Alloys. Fabrication and Processing of Shape Memory Alloys 9–37. Springer, Cham
Lin H C, Lin K M and Cheng I S 2001 The electro-discharge machining characteristics of TiNi shape memory alloys. Journal of Materials Science 36: 399–404
Hsieh S F, Hsue A W, Chen S L, Lin M H, Ou K L and Mao P L 2013 EDM surface characteristics and shape recovery ability of Ti35. 5Ni48. 5Zr16 and Ni60Al24.5Fe15.5 ternary shape memory alloys. Journal of Alloys and Compounds 571: 63–68
Alidoosti A, Ghafari-Nazari A, Moztarzadeh F, Jalali N, Moztarzadeh S and Mozafari M 2013 Electrical discharge machining characteristics of nickel–titanium shape memory alloy based on full factorial design. Journal of intelligent Material systems and Structures 24: 1546–1556
Chen S L, Hsieh S F, Lin H C, Lin M H and Huang J S 2007 Electrical discharge machining of TiNiCr and TiNiZr ternary shape memory alloys. Materials Science and Engineering: A 445: 486–492
Zinelis S 2007 Surface and elemental alterations of dental alloys induced by electro discharge machining (EDM). Dental Materials 23: 601–607
Velmurugan C, Senthilkumar V, Dinesh S and Arulkirubakaran D 2018 Machining of NiTi-shape memory alloys: A review. Machining Science and Technology 22: 355–401
Manjaiah M, Narendranath S and Basavarajappa S 2014 Review on non-conventional machining of shape memory alloys. Transactions of Nonferrous Metals Society of China 24: 12–21
Majumder H and Maity K 2018 Prediction and optimization of surface roughness and micro-hardness using grnn and MOORA-fuzzy-a MCDM approach for nitinol in WEDM. Measurement 118: 1–13
Garg M P, Jain A and Bhushan G 2014 Multi-objective optimization of process parameters in wire electric discharge machining of Ti-6-2-4-2 alloy. Arabian Journal for Science and Engineering 39: 1465–1476
Gökler M İ and Ozanözgü A M 2000 Experimental investigation of effects of cutting parameters on surface roughness in the WEDM process. International Journal of Machine Tools and Manufacture 40: 1831–1848
Zhang Z, Ming W, Huang H, Chen Z, Xu Z and HuangZhang Y G 2015 Optimization of process parameters on surface integrity in wire electrical discharge machining of tungsten tool YG15. The International Journal of Advanced Manufacturing Technology 81: 1303–1317
Gopal P M 2019 Wire electric discharge machining of silica rich E-waste CRT and BN reinforced hybrid magnesium MMC. Silicon 11: 1429–1440
Goyal A 2017 Investigation of material removal rate and surface roughness during wire electrical discharge machining (WEDM) of Inconel 625 super alloy by cryogenic treated tool electrode. Journal of King Saud University-Science 29: 528–535
Huang H, Zheng H Y and Liu Y 2005 Experimental investigations of the machinability of Ni50. 6Ti49. 4 alloy. Smart Materials and Structures 14: S297
Mahapatra S S and Patnaik A 2007 Optimization of wire electrical discharge machining (WEDM) process parameters using Taguchi method. International journal of Advanced Manufacturing Technology 34: 911–925
Sommer C, Sommer S and Sommer C 2000 Wire EDM handbook. Advance Publishing
Aoyama S, Tamura K, Satoh T, Kimura T, Sawahata K and Nagai T 1999 High-performance coated wire electrodes for high-speed cutting and accurate machining. Hitachi Cable Review 18: 75–80
Soni H, Narendranath S and Ramesh M R 2018 Experimental investigation on effects of wire electro discharge machining of Ti50Ni45Co5 shape memory alloys. Silicon 10: 2483–2490
Narendranath S, Manjaiah M, Basavarajappa S and Gaitonde V N 2013 Experimental investigations on performance characteristics in wire electro discharge machining of Ti50Ni42.4Cu7.6 shape memory alloy. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 227: 1180–1187
Magabe R, Sharma N, Gupta K and Davim J P 2019 Modeling and optimization of Wire-EDM parameters for machining of Ni 55.8 Ti shape memory alloy using hybrid approach of Taguchi and NSGA-II. The International Journal of Advanced Manufacturing Technology 102: 1703–1717
Bisaria H and Shandilya P 2018 Experimental studies on electrical discharge wire cutting of Ni-rich NiTi shape memory alloy. Materials and Manufacturing Processes 33: 977–985
Liu J F, Li L and Guo Y B 2014 Surface integrity evolution from main cut mode to finish trim cut mode in W-EDM of shape memory alloy. Applied Surface Science 308: 253–260
LotfiNeyestanak A A and Daneshmand S 2013 The effect of operational cutting parameters on Nitinol-60 in wire electrodischarge machining. Advances in Materials Science and Engineering 6. https://doi.org/10.1155/2013/457186. Article ID 457186
Wang Y, Wang Q, Ding Z, He D, Xiong W, Chen S and Li Z 2018 Study on the mechanism and key technique of ultrasonic vibration and magnetic field complex assisted WEDM-LS thick shape memory alloy workpiece. Journal of Materials Processing Technology 261: 251–265
Manjaiah M, Narendranath S, Basavarajappa S and Gaitonde V N 2016 Influence of process parameters on material removal rate and surface roughness in WED-machining of Ti50Ni40Cu10 shape memory alloy. International Journal of Machining and Machinability of Materials 18: 36–53
Liu J F and Guo Y B 2015 Process capability of wire-EDM of NiTi shape memory alloy at main cut and trim cut modes. Procedia Manufacturing 1: 904–914
Manjaiah M, Narendranath S, Basavarajappa S and Gaitonde V N 2014 Wire electric discharge machining characteristics of titanium nickel shape memory alloy. Transactions of Nonferrous Metals Society of China 24: 3201–3209
Soni H, Narendranath S and Ramesh M R 2019 Effects of wire electro-discharge machining process parameters on the machined surface of Ti50Ni49Co1 shape memory alloy. Silicon 11: 733–739
Sharma N, Raj T and Jangra K K 2017 Parameter optimization and experimental study on wire electrical discharge machining of porous Ni40Ti60 alloy. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 231: 956-970S
Shandilya P, Bisaria H and Jain P K 2018 Parametric study on the recast layer during EDWC of a Ni-rich NiTi shape memory alloy. Journal of Micromanufacturing 1: 134–141
Manjaiah M, Laubscher R F, Narendranath S, Basavarajappa S and Gaitonde V N 2016 Evaluation of wire electro discharge machining characteristics of Ti50Ni50−xCux shape memory alloys. Journal of Materials Research 31: 1801–1808
Manjaiah M, Narendranath S, Basavarajappa S and Gaitonde V N 2018 Investigation on material removal rate, surface and subsurface characteristics in wire electro discharge machining of Ti50Ni50-xCux shape memory alloy. Proceedings of the Institution of Mechanical Engineers, Part L: Journal of Materials: Design and Applications 232: 164–177
Bisaria H and Shandilya P 2019 Processing of curved profiles on Ni-rich nickel–titanium shape memory alloy by WEDM. Materials and Manufacturing Processes 1–9
Hargovind S, Narendranath S and Ramesh M R 2019 Advanced machining of TiNiCo shape memory alloys for biomedical applications. Emerging Materials Research 8: 14–21
Roy B K and Mandal A 2019 Surface integrity analysis of Nitinol-60 shape memory alloy in WEDM. Materials and Manufacturing Processes 1–12
Bisaria H and Shandilya P 2019 Study on crater depth during material removal in WEDC of Ni-rich nickel–titanium shape memory alloy. Journal of the Brazilian Society of Mechanical Sciences and Engineering 41: 157
Sharma N, Gupta K and Davim J P 2019 On wire spark erosion machining induced surface integrity of Ni55.8Ti shape memory alloys. Archives of Civil and Mechanical Engineering 19: 680–693
Liu J F, Li C, Fang X Y, Jordon J B and Guo Y B 2018 Effect of wire-EDM on fatigue of nitinol shape memory alloy. Materials and Manufacturing Processes 33: 1809–1814
Takale A M and Chougule N K 2019 Effect of wire electro discharge machining process parameters on surface integrity of Ti49. 4Ni50. 6 shape memory alloy for orthopedic implant application. Materials Science and Engineering: C 97: 264–274
Soni H, Sannayellappa N and Rangarasaiah R M 2017 An experimental study of influence of wire electro discharge machining parameters on surface integrity of TiNiCo shape memory alloy. Journal of Materials Research 32(16): 3100–3108
Manjaiah M, Narendranath S and Basavarajappa S 2016 Wire electro discharge machining performance of TiNiCu shape memory alloy. Silicon 8: 467–475
Daneshmand S, Monfared V and Neyestanak A A L 2017 Effect of tool rotational and Al2O3 powder in electro discharge machining characteristics of NiTi-60 shape memory alloy. Silicon 9: 273–283
Singh R, Singh R P and Trehan R 2021 State of the art in processing of shape memory alloys with electrical discharge machining: a review. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 235(3): 333–366
Kaynak Y 2017 Machining and phase transformation response of room-temperature austenitic NiTi shape memory alloy. Journal of Materials Engineering and Performance 23(9): 3354–3360
Kaya E and Kaya İ 2020 Tool wear progression of PCD and PCBN cutting tools in high speed machining of NiTi shape memory alloy under various cutting speeds. Diamond and Related Materials 105: 107810
Lee E S, Shin T H, Kim B K and Baek S Y 2010 Investigation of short pulse electrochemical machining for groove process on Ni-Ti shape memory alloy. International Journal of Precision Engineering and Manufacturing 11(1): 113–118
Craciunescu C M, Miranda R M, Silva R J C, Assuncao E and Fernandes F B 2011 Laser beam interaction with Ni–Mn–Ga ferromagnetic shape memory alloys. Optics and Lasers in Engineering 49(11): 1289–1293
Li C, Nikumb S and Wong F 2006 An optimal process of femtosecond laser cutting of NiTi shape memory alloy for fabrication of miniature devices. Optics and Lasers in Engineering 44(10): 1078–1087
Pfeifer R, Herzog D, Hustedt M and Barcikowski S 2010 Pulsed Nd: YAG laser cutting of NiTi shape memory alloys—Influence of process parameters. Journal of Materials Processing Technology 210(14): 1918–1925
Goyal A, Sharma D, Bhowmick A and Pathak V K 2022 Multi-objective optimization and characterization of cylindricity and material removal rate in nanographene mixed dielectric EDM using ANFIS and MOSOA. Sādhanā 47(3): 1–21
Sharma D, Bhowmick A and Goyal A 2022 Enhancing EDM performance characteristics of Inconel 625 superalloy using response surface methodology and ANFIS integrated approach. CIRP Journal of Manufacturing Science and Technology 37: 155–173
Goyal A, Gautam N and Pathak V K 2021 An adaptive neuro-fuzzy and NSGA-II-based hybrid approach for modelling and multi-objective optimization of WEDM quality characteristics during machining titanium alloy. Neural Computing and Applications 33(23): 16659–16674
Tung A T, Park B H, Niemeyer G and Liang D H 2007 Laser-machined shape memory alloy actuators for active catheters. IEEE/ASME Transactions on Mechatronics 12(4): 439–446
Yung K C, Zhu H H and Yue T M 2005 Theoretical and experimental study on the kerf profile of the laser micro-cutting NiTi shape memory alloy using 355 nm Nd: YAG. Smart Materials and Structures 14(2): 337
Kong M C, Srinivasu D, Axinte D, Voice W, McGourlay J and Hon B 2013 On geometrical accuracy and integrity of surfaces in multi-mode abrasive waterjet machining of NiTi shape memory alloys. CIRP Annals 62(1): 555–558
Goyal A, Rahman H U and Ghani S A C 2021 Experimental investigation & optimisation of wire electrical discharge machining process parameters for Ni49Ti51 shape memory alloy. Journal of King Saud University-Engineering Sciences 33(2): 129–135
Funding
No funding was received for this work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Goyal, A., Pandey, A. & Rahman, H.U.R. Present and future prospective of shape memory alloys during machining by EDM/wire EDM process: a review. Sādhanā 47, 217 (2022). https://doi.org/10.1007/s12046-022-01999-9
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12046-022-01999-9