
Abstract
The wiper facets are incorporated between the corner radius and cutting edge of the inserts to achieve a higher surface finish and improve the overall efficiency of the metal cutting process. However, it also results in higher friction between the tool and workpiece (due to the larger contact area between the tool and workpiece and wiping action) which increases the cutting force and sometimes even results in an unstable cutting operation. Numerous studies highlight the benefits of different micro-geometries on the cutting edge, whereas the effect of micro-geometry on the wiper facet (or wiper edge) is not known. Hence, the objective of this study is to provide an insight into the effect of different micro-geometries on wiper facet on cutting power, specific cutting energy, surface roughness, forces, and wear rate in face milling. Milling inserts with chamfer on both cutting and wiper edge, and chamfer on cutting edge, hone (radius) on wiper edge were exclusively designed and precision manufactured for the study. The study reveals that the inserts with chamfer on wiper facet gave 67 to 225% superior surface finish, whereas the insert with hone on wiper facet gave around 5% lower forces, cutting power, and specific cutting energy. The tool wear study revealed the superior edge stability of the insert with chamfer on the wiper facet. The experimental results were validated using numerical simulations.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The stringent quality requirement of the machined part makes metal-cutting a complex manufacturing process whose productivity is directly dependent on the design and property of the tool material used. It started with carbon steel as the universal tool material from which the technology has evolved for decades and gave rise to tungsten carbide, which is the most used and successful tool material in the industries currently. Although tungsten carbide is harder, the lack of toughness makes the tool vulnerable to brittle failure and sudden breakages. So, the selection of appropriate cutting-edge geometry is required for the proper functioning of the tool. Sharp, hone (radius), and chamfer (also called T-land) are the three different micro-geometries that are given to the cutting-edge based on the type of work material and its properties. For instance, tools with sharp cutting edges are preferred for machining soft and sticky work materials such as aluminum, whereas tools with hone or chamfer are selected to improve the edge strength and stability for machining hard materials such as steel and cast iron.
An investigation performed with sharp, hone, chamfered, and a combination of chamfered and honed tools in machining AISI 52100 steels showed that tools with larger hone produced subsurface plastic deformation due to compressive residual stresses, whereas the effect was minimal in the tools with smaller hone radius or chamfered micro-geometry [1]. Similar studies with different micro-geometry revealed that tools with honed cutting edges are suitable for light machining or finishing applications, whereas tools with large hone and chamfered edges are suitable for heavy machining or roughing applications [2]. Fundamental research on edge micro-geometry to improve the tool performance and machining strategies to avoid tool breakage were reported by many researchers. Sikdar et al [3] have reported that providing chamfer can strengthen the cutting edge and give better heat dissipation, especially in intermittent cutting operations such as milling. The size of the chamfer and edge radius also has an influence on the forces, cutting power, wear pattern, and tool life [4]. In addition, changes in the chip reduction coefficient (the ratio of chip thickness to the uncut chip thickness) and chip contact length were also observed based on the variation in chamfer angle and width [5]. In a study conducted to evaluate the entry and exit angle of a face milling cutter, it has been reported that an unfavorable exit angle can lead to tool breakage due to the foot formation mechanism at the workpiece exit which was predominantly influenced by the shear plane angle [6, 7].
Recently, several works have been reported on the improvement in productivity and overall machining efficiency of tools with wiper facet. The wiper facet or wiper edge is designed with a large radius of curvature that connects the cutting edge with the tool nose radius. The combination of smaller tool nose radii and large wiper radii produced a smoother surface and high machining efficiency [8]. D’Addona and Sunil [9] have compared the surface roughness produced by conventional and wiper faceted inserts in turning oil-hardened non-shrinking steel. Their study revealed that the quality of the surface produced by the wiper insert is equivalent to the surface produced by grinding. They have also reported that feed rate has the highest influence on surface roughness, followed by the depth of cut. Similar findings were reported by Esteves and Paulo [10] in AISI 1045 material. They have consistently achieved an average surface roughness (Ra) of less than 1 μm even with a high feed rate using wiper faceted inserts which have even eliminated further grinding operation. Similarly, milling inserts with wiper facet or planishing edge gave a superior surface finish which was unaffected by the feed rate [4].
Elbah et al [11] have compared the key surface quality criteria (Ra, Rz, Rt) in machining hardened AISI 4140 steel with conventional and wiper ceramic inserts. They have reported that even with flank wear of 0.3 mm, the average surface roughness (Ra) produced by the wiper insert was less than 1 μm. Lima et al [12] have studied the machinability of AISI 4340 and AISI D2 steel with inserts made of coated carbide and PCBN tool materials. The results showed that with an increase in cutting speed the surface roughness increases, whereas increasing the feed deteriorated the finish. In turning AISI 4340 steel, the surface finish improved with an increase in cutting velocity and it got deteriorated when the feed rate was increased, while the depth of cut did not have much influence on the Ra values.
Grzesik and Wanat [13] have observed blunt peaks with smaller slopes in the 3D surface profile generated by wiper inserts, whereas the profile generated by conventional inserts was sharp. The Ra and Rz values of the test conducted at 0.04 mm/rev using conventional inserts were comparable to that of surface roughness produced by wiper inserts at 0.10 mm/rev, which shows that wiper inserts can increase the productivity by around 2.5 times. Zhang et al [14] have reported that material removal rate and surface finish are improved when a wiper insert is used, however, tensile residual stresses are formed on the workpiece due to higher flank wear.
The extensive literature study shows that wiper inserts show superior performance in terms of quality of machined surface when compared to the conventional inserts [8,9,10] and feed rate is the single most influential factor that affects the surface roughness, followed by cutting speed and depth of cut [10, 12, 13]. However, most of the researchers have investigated the effect of micro-geometry on the cutting edge, whereas the geometry on the wiper edge was not studied [2, 15,16,17]. Hence, the novelty of the study is to investigate the effect of having different micro-geometries on the wiper facet (while maintaining identical micro-geometry on the cutting edges) and its influence on cutting power, specific cutting energy, surface roughness, and forces at 10 different feed rates. Numerical simulations were performed to evaluate the temperature and stress on the cutting and wiper edges of both the inserts to validate the experimental results. The study would give a novel insight on performance comparison of two different edge geometries (chamfer and hone) of the wiper facet to get the benefit of wiper edge while reducing the negative effects (higher forces and stresses) of having the same.
2 Materials and methods
2.1 Work material
AISI 4140 is a Chrome-Molybdenum high tensile alloy steel that has good toughness, superior ductility, and excellent wear-resistant properties. Due to its superior mechanical properties, it is one of the preferred materials in the manufacturing of automobile parts such as crankshafts, gears, couplings, and machinery parts such as nuts, bolts, hydraulic machinery shafts, cams, fixtures, and collets.
Face milling tests were performed on an annealed rectangular AISI 4140 workpiece of dimension 300 mm × 150 mm × 200 mm (Length × Width × Thickness) that has a hardness of around 220 BHN. The chemical composition of the workpiece used for the testing is shown in table 1.
2.2 Tool material
The tungsten carbide face and shoulder milling insert with 8 cutting edges (SNHX120408) that have a wiper facet (also referred “wiper edge” in this article) length of 1.3 mm were designed and manufactured for the study. The wiper facet is oriented in the transition between the tool nose radius and cutting edge. The first set of inserts was manufactured with chamfer on both the cutting edge (CE) and wiper facet (WF), whereas the second set of inserts was manufactured with chamfer on the cutting edge and hone on the wiper facet as shown in figure 1.

Inserts with chamfer and hone on wiper facet.
The tools with chamfer on cutting edge and wiper facet were manufactured using the appropriately designed and manufactured press tools. The chamfer width was maintained as approximately 0.15 mm throughout the cutting edge for both the inserts. After the inserts were pressed, sintered, and periphery ground, the cutting edges of all the inserts were brush honed to around 0.04 mm hone radius to strengthen the cutting edge and avoid micro-chipping during cutting. The steps involved in the manufacturing of the inserts used for the study are illustrated in figure 2.

Steps involved in tool (tungsten carbide insert) manufacturing.
2.3 Machining condition
Mazak FJV-200 machining center was used to perform the milling test and Mitutoyo Surftest SJ-210 surface roughness tester was used to measure the average surface roughness (Ra) on the machined workpiece. Kistler 9255C Piezoelectric 3-component dynamometer was used to capture the force components and DynoWare software was used for processing the force data. The digital load meter mounted on the machining center was used to measure the cutting power and specific cutting energy was calculated based on the power and material removal rate.
Surface finish measurement and force measurement tests were performed with a fully loaded cutter (all the pockets of the cutter were loaded with inserts), and the axial runout of the cutter was maintained at less than 10 microns for both the set up to ensure that the effect of runout on the surface quality is reduced (table 2). The tool wear study was performed at constant cutting parameters of 180 m/min cutting speed, 0.2 mm/tooth feed, 11 mm axial depth of cut, and 3 mm radial engagement with fly cutting strategy (only one insert was mounted on the cutter). Numerical simulations were performed using Third Wave Systems’ AdvantEdge 7.4 finite element analysis software to validate the experimental results and understand the cutting mechanism of both the inserts.
3 Results and discussions
3.1 Cutting power
Power consumption is one of the critical parameters that demonstrate the performance of a metal cutting tool. In machining, the amount of power required to cut the metal depends on various factors such as material removal rate, torque, edge geometry, and the properties of the work material [18, 19]. Hence, the cutting power (Pc) consumption in milling can be calculated using the formula,
where Pc is the actual cutting power in kW, ap is the axial depth of cut in mm, ae is the radial engagement in mm, Vf is the table feed in mm/min, Kc is the specific cutting force in MPa which depends on the work material properties, and η is the machine efficiency. From the metal cutting experiments to measure the cutting power consumption (table 3), it is seen that the insert with hone on wiper facet consumed lesser power than the insert with chamfer on wiper facet at all the tested feed rates, and the power consumption was around 7% lesser.
In the study, except for the micro-geometry on the wiper facet as all other variables are constant, it can be concluded that the decrease in cutting power is due to the micro-geometry effect. Though the primary function of a wiper facet is to wipe off and smoothen the peaks and valleys (also called feed lines) formed by the cutter rotation [19, 20], it has been proved that chip-formation happens on the wiper facet as well [21]. Hence, in multi-edge cutting operations such as milling, it is preferred to maintain a tight axial and radial run-out. If the runouts are large, the chip load on each insert would vary which could result in unbalanced cutting forces and poor surface finish. In the experiments, as the influence of runouts is nullified by maintaining very close runout values, it can be understood that the increase in power is not due to the runout effect. In the inserts with hone on wiper facet, as the edge is comparatively sharper, shearing of work material happens with ease. But in the case of edge with land on wiper facet, the cutting action involves the combination of shearing and deformation (also called ploughing) [22]. The land or chamfer on the edge deforms the material, compresses it against the machined surface, and provides resistance to smoother chip flow which results in higher cutting power. Hence, as seen in table 3, the cutting power of the insert with chamfer on wiper facet is marginally higher than the insert with hone on wiper facet due to the resistance provided by the chamfered edge and higher ploughing action.
3.2 Specific cutting energy
The amount of energy consumed in removing a unit volume of material is defined as the specific cutting energy. It depends on various parameters such as properties of work material, cutting speed, feed, and tool geometry [23]. Hence, the specific cutting energy can be denoted by the formula,
The specific cutting energy calculated using the cutting power and the material removal rate is shown in table 3. From the investigation (table 3), it is seen that with an increase in feed rate, the specific cutting energy of both tools increases. In addition, it is also observed that the specific cutting energy of the insert with chamfer on wiper facet is higher than the insert with hone on wiper facet. It has been proved that in machining operations with identical tool geometry and constant machining conditions, an increase in chip thickness decreases the cutting energy and vice versa [23]. In this study, as the machining condition and the properties of the work material are constant (all the tests were performed on one single piece of AISI 4140 rectangular steel block), it can be concluded that the change in cutting energy is due to the edge geometry on the wiper facet.
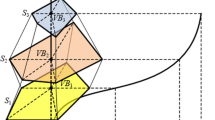
Figure 3 explains the different mechanisms that a tool with hone and chamfer undergoes when the cutting edge is in engagement with the workpiece. In all the metal cutting applications, the metal removal from the workpiece happens by the combined mechanism of ploughing and shearing. For the tool with a sharp cutting edge, the predominant mechanism is shearing with negligible or no ploughing action, whereas, for a tool with honed or chamfered edge, there is a combination of ploughing (rubbing or deformation of workpiece rather than chip formation) and shearing based on the hone radius or chamfer values [22]. Also, with the increase in feed rate, there is a corresponding increase in the average chip thickness.

Ploughing and Shearing zones in inserts.
For the insert with hone, the ploughing mechanism dominates (FHP) only for very few feed rates (until the feed or chip thickness exceeds the hone radius), beyond which shearing (FHS) takes over. But for the insert with chamfer, based on the chamfer width, the ploughing mechanism (FCP) remains a major contributor to most of the feed rates, whereas the contribution of shearing is minimal (FCS).
As illustrated in figure 3, at a constant feed rate (F), for the insert with hone,
Whereas for insert with chamfer,
In the above equation, FHP and FHS are the ploughing (P) and shearing (S) zone of the insert with hone (H), whereas FCP and FCS are the ploughing and shearing zone of the insert with chamfer (C). The higher stagnation point results in a higher ploughing zone for the insert with chamfer on the wiper facet. As the higher ploughing effect results in a large volume of material getting deformed or compressed into the work surface and less shearing, it leads to higher specific cutting energy.
3.3 Surface roughness
According to ISO 4287 standards, arithmetical mean roughness also called average surface roughness (Ra) and the average depth of roughness (Rz) are the common techniques used to measure surface texture using stylus type profilometers. However, as Ra measurement is the most used technique in machining industries it was analyzed for the study. The average surface roughness (Ra) values (as shown in table 3) of both the inserts are shown in graphical form in figure 4(a).

(a) Surface roughness and (b) cutting power of insert with chamfer and hone.
The graph shows that the Ra value was stable and showed no significant changes until the feed of 0.15 mm/tooth. But a slight increase in Ra values was seen at 0.18 mm/tooth, whereas the graph showed a declining trend up to 0.28 mm/tooth before increasing further. However, this variation in Ra values was negligible and the overall trend line (shown as the dotted lines in figure 4(a)) confirmed that with an increase in the feed rate there is a corresponding increase in the average surface roughness value. The key factors that affect the quality of the machined surface are cutting parameters (speed, feed, and depth of cut), tool design (tool geometry and wiper facet), and tool wear. However, the feed rate is the single most critical factor that must be carefully selected to improve the surface quality as it leaves an impression on the workpiece which is called feed lines. To reduce the depth of the impression formed by the tool, different techniques such as reducing the feed rate, tools with a larger nose radius [19], or tools with a wiper facet are used. The wiper facets help in removing the peaks of feed lines which effectively reduces the average surface roughness (Ra) as shown in figure 5. Hence, for the same feed rate, the height/depth of the feed lines (that is measured as the surface roughness) formed on the workpiece with an insert with a wiper facet is relatively smaller than the height generated by an insert without a wiper facet. In the study, as both the inserts have an identical wiper facet length and wiper radius, the difference in the surface roughness is attributed to the influence of micro-geometry on the wiper facet which is the only variable in the study.

Schematics showing the effect of inserts with corner radius and wiper facet on surface roughness.
The theoretical surface roughness can be calculated using the formula,
where h is the surface roughness in µm, f is the feed rate in mm/rev, and CR is the corner radius of the tool in mm. From the formula, it can be interpreted that an increase in the corner radius of the tool decreases the surface roughness (lower the better) while increasing the feed rate increases the surface roughness. Although the wiper facet appears flat, typically the facet has a very large radius on the flank side of the tool (termed as wiper radius, Wr). Recent studies have shown that the wiper radius can also be designed on the rake side to reduce the manufacturing challenges associated with grinding the large radius on the flank side of the insert [21, 24]. Due to the large wiper radius, the insert acts as a tool with a very large corner radius which effectively reduces the surface roughness. However, in multi-point cutting tools such as milling, in addition to the feed and tool corner radius, the axial runout of the milling cutter also plays a critical role in determining the surface roughness. Hence, an exclusive wiper insert is used in addition to the cutting inserts in such tools for improving the surface finish [21].
From the experimental results, it has been observed that the average surface roughness produced by the insert with chamfer on the wiper facet is around 3 times better than the surface produced by the insert with hone on the wiper facet. Generally, tools with sharp or smaller hone are expected to give a better finish as the cutting action is predominantly shearing. But the test shows that the tool with chamfer on wiper facet gives a superior finish. This could be due to the higher ploughing zone (FCP) [22] which effectively wipes the feed lines by compressing them against the workpiece resulting in better surface quality. In addition, having similar micro-geometry on the cutting edge and wiper edge (chamfer on both the edges) could have given better stability and favorable cutting action to the tool. The direction of forces, chip form mechanism, stagnation point, and the ploughing and shearing mechanism for the cutting edges with chamfer and hone are different as explained in figures 3 and figure 7. Hence, an insert that has a chamfer on the main cutting edge and hone on the wiper edge (dissimilar micro-geometries) would result in an imbalance in the cutting action which could have negatively influenced the performance which is in line with the observation from other studies [25]. However, further investigation to quantitatively measure the imbalance is necessary which would be a part of future studies.
3.4 Machining forces
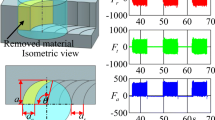
The forces in all three directions (x, y, and z) were taken using a stationary Kistler piezoelectric dynamometer and the values are shown in table 4. The forces in machining are predominantly decided by the micro-geometry and rake angles. A tool with a sharp or honed edge produces lesser forces when compared to the tool with a chamfered edge, as a sharper edge penetrates and shears the work material with ease. In this study, the cutting edge of both the inserts has an identical chamfer angle and chamfer width, whereas the difference is only in the geometry of the wiper facet. So, to evaluate the effect of micro-geometry on the wiper facet and its influence on the forces, the main effect plots of all the force components are plotted using Minitab 19 software as shown in figure 6.

Main effect plots of (a) Fx force (b) Fy force (c) Fz force and (d) Resultant force.
In general, apart from the cutting parameters, the tool angles (lead and rake angles) and the micro-geometry of the tool also decides the direction and magnitude of the forces as shown in figure 7.

Direction of forces on different micro-geometries.
From figure 6 it can be inferred that with an increase in feed there is a significant increase in all the force components. An increase in the feed rate increases the material removal rate which correspondingly results in higher forces. Additionally, when a tool penetrates the work material it simultaneously results in shearing, elastic deformation, and compression of the material. Shearing results in the removal of material in the form of chips. However, the deformation and compression of work material (also called ploughing) is driven by the micro-geometry of the cutting and wiper edges. Hence, for a tool with chamfer on the cutting edges, deformation and compression dominate which can result in higher forces while for a tool with hone on the wiper edge shearing dominates which results in the formation of chips with ease and lower forces.
A closer look at the main effect graph clearly shows that the insert with chamfer on the wiper edge produces higher Fx force than the insert with hone on the wiper facet. The Fx is the force in the X-direction which is primarily due to the movement of the tool over the workpiece in the feed direction (radial force). The force in the Y-direction (Fy) is due to the cutter rotation that acts perpendicular to the cutting edge (tangential or cutting force). In the study as all the machining variables are identical except the micro-geometry on the wiper facet, it can be concluded that any variation in the forces could be due to the geometry on the wiper facet. However, the main effect plot shows that there are very low or negligible differences in the Fy force of both the inserts. As the cutting action, chip formation, and material removal happen predominantly on the main cutting edge, it can be safely concluded that the similar microgeometry on the cutting edge of both the inserts resulted in comparable Fy forces with negligible variations. A similar increase in the forces in Z-direction was also seen for the inserts with chamfer on the wiper facet. The force on the Z-direction is primarily due to the rubbing of the tool on the work material which results in frictional forces, and it acts in the direction of the cutter axis. Studies have shown that when a milling insert with a wiper facet is cutting, the chip formation occurs at both the cutting and wiper edges [21]. For the insert with chamfer on the wiper edge, the ploughing action dominates shearing which results in higher frictional forces. In addition, the combined effect of changes in forces can be seen in the resultant force graph (figure 6(d)) which shows a slight decrease in the force of insert with hone on wiper facet. Hence, from the study, it can be concluded that inserts with hone on the wiper facet produce lesser force than the insert with chamfer on the wiper facet.
To understand the mechanism of the cutting and wiper edges of both the inserts, numerical simulations were performed using Third Wave Systems’ AdvantEdge 7.4 finite element analysis software. The CAD model of both the inserts was imported to the software and the default material model for AISI 4140 steel was selected for the workpiece. A very fine mesh of 0.005 mm was given to the cutting edge to precisely capture the size and form of the micro-geometries. The preprocessing step in FEA includes the selection of metal cutting process, definition of the workpiece, selection of tool material, importing CAD model of the tool, orientation of the tool by defining rake angles, and defining the machining parameters. The temperature and stress distribution are analyzed in the postprocessing step.
Figure 8 shows the temperature distribution analysis on the cutting and wiper edges of both the inserts as observed from the numerical simulation. The results show that the temperature distribution on the cutting was identical for both the inserts. However, the temperature distribution on the wiper edge zone clearly shows a high temperature for the insert with chamfer and a comparatively lesser temperature for the insert with hone on the wiper facet. The high-temperature distribution on the wiper edge is attributed to the higher frictional forces and ploughing action dominating shearing action on this insert as explained in the previous sections. This observation is in line with the high machining forces seen for the insert with chamfer on the wiper facet in table 4 and figure 6.

Numerical simulations to measure temperature on the cutting edge and wiper edge.
Figure 9 shows the shear stress analysis on the cutting and wiper edges of both the inserts as observed from the numerical simulation. The study shows that the stress on the wiper facet zone of the insert with chamfer on the wiper edge is comparatively higher than the insert with hone on the wiper facet. The high stress on the wiper facet is attributed to the high chip load acting on it which is due to the influence of the microgeometry. Hence, from the numerical simulations, it can be concluded that chamfer on the wiper facet increases the frictional forces between the tool and workpiece which increases the temperature and stress on the tool. Additionally, as high stress and temperature on the edge could negatively affect the tool life [25, 26], a tool life study was performed.

Numerical simulations to measure stress on the cutting edge and wiper edge.
3.5 Tool wear analysis
It was presumed that tools with chamfer on wiper facet gave superior surface finish due to the similar micro-geometry on cutting edge and wiper edge which could have provided better stability to the tool and favorable cutting action. An unstable cutting action could decrease the performance of the tool and accelerate the tool wear. Hence, a tool wear study was performed to evaluate the type of wear and compare the wear rate of both inserts.
The flank and nose wear of the inserts were measured at an interval of 26 minutes (approx. 6 m of machining length). Although ISO 8688-1:1989 recommends performing tool life tests until the maximum wear reaches 0.3 mm, the test was stopped earlier to reduce the machining time and workpiece consumption (as it is also critical to perform all the tests in the same workpiece to eliminate the influence of workpiece properties on the results). However, the tests were repeated thrice to ensure repeatability and avoid random errors, and the results of the first set of experiments are reported in the paper. The flank and nose wear values are shown in table 5.
The microscopic pictures of flank and nose wear taken at the end of 104 minutes at a 10x magnification are shown in figure 10.

Microscopic pictures of flank, nose, and facet wear of inserts with chamfer and hone on wiper facet.
The tool wear study shows that both flank and nose wear of insert with hone radius on wiper facet was significantly higher than the insert with chamfer on wiper facet and the pattern continued at every measured interval. Also, in the insert with hone on wiper facet, the wear near the transition between cutting edge and wiper facet was higher than the wear on the flank. Micro-chipping in cutting edge was also observed which was not seen on the insert with chamfer on wiper facet. The observed pattern was similar in all three iterations. It is a well-accepted fact that micro-geometry on the cutting edge gives superior strength to the tungsten carbide tools. But in this research, the geometry on the cutting edge is identical, whereas the difference is only in the geometry on the wiper facet which does not involve in active cutting. Hence, it can be concluded that tools with hone on wiper facet and chamfer on cutting edge (dissimilar micro-geometries) could be undergoing unfavorable cutting mechanism as explained in the previous sections which accelerates the nose wear and promotes micro-chipping on the cutting edge. So, it is concluded that although the tool with hone on wiper facet consumes lesser cutting power, specific cutting energy, and gives slightly lesser forces, it is recommended to have identical micro-geometry on both cutting and wiper edge due to the superior surface finish and stable cutting edge. The study can be extended in the future with other different geometry combinations such as hone on both cutting and wiper edge, and hone on wiper edge and chamfer on cutting edge to compare their performance characteristics and to get a deeper understanding of the cutting mechanism.
4 Conclusions
Milling inserts with chamfer and hone on the wiper facet were designed, manufactured, and tested to analyze the differences in cutting power, specific cutting energy, surface roughness, forces, and tool wear. From the experimental investigations following conclusions were derived.
-
The cutting power, specific cutting energy, and forces of the insert with hone on wiper facet were lesser than the insert with chamfer on wiper facet. The numerical simulations confirmed that the increase in frictional forces and higher resistance offered by the chamfer on the wiper facet resulted in higher cutting power, specific cutting energy, and machining forces.
-
The average surface roughness of insert with chamfer on wiper facet was around 3 times better than the insert with hone on wiper facet. The superior surface finish is attributed to the higher ploughing action which could have effectively wiped the feed lines by compressing them against the workpiece. In addition, having similar micro-geometry on the cutting edge and wiper edge (chamfer on both the edges) must have given better stability and favorable cutting action to the tool.
-
The tool wear study also confirms that tool with chamfer on wiper facet (similar micro-geometry on cutting and wiper edge) shows lesser wear, superior cutting action, and cutting-edge stability when compared to tool with hone (dissimilar micro-geometry on cutting and wiper edge) on wiper facet.
Hence, from the investigation, it can be concluded that an insert with identical micro-geometries (chamfer on wiper facet and cutting edge) is suitable for producing better surface quality and superior edge stability even though it consumes marginally higher cutting power and specific cutting energy.
References
Thiele J, Melkote S, Peascoe R and Watkins T 1999 Effect of cutting-edge geometry and workpiece hardness on surface residual stresses in finish hard turning of AISI 52100 steel. J. Manufacturing Science and Engineering 122(4): 642–649. https://doi.org/10.1115/1.1286369
Dogra M, Sharma V and Dureja J 2011 Effect of tool geometry variation on finish turning – A review. Journal of Engineering Science and Technology Review 4(1): 1–13. https://doi.org/10.25103/jestr.041.01
Sikdar C, Paul S and Chattopadhyay A 1992 Effect of variation in edge geometry on wear and life of coated carbide face milling inserts. Wear 157(1): 111–126. https://doi.org/10.1016/0043-1648(92)90190-j
Paul S, Sikdar C, Venkatesh V and Chattopadhyay A 1994 Geometrical modification of coated carbide inserts for improved performance in high production face milling. International Journal of Machine Tools and Manufacture 34(2): 169–182. https://doi.org/10.1016/0890-6955(94)90099-x
Sikdar C, Babu S, Chattopadhyay A and Venkatesh V 1991 Effect of bevelling of carbide turning inserts on chip formation and cutting forces. Journal of Materials Processing Technology 28(1–2): 15–24. https://doi.org/10.1016/0924-0136(91)90201-o
Pekelharing A 1984 The exit failure of cemented carbide face milling cutters Part I — Fundamentals and phenomenae. CIRP Annals 33(1): 47–50. https://doi.org/10.1016/s0007-8506(07)61377-8
van Luttervelt C, Willemse H and Pekelharing A 1984 The exit failure of cemented carbide face milling cutters Part II —s Testing of commercial cutters. CIRP Annals 33(1): 51–54. https://doi.org/10.1016/s0007-8506(07)61378-x
Fujimaki S, Shibayama T, Hayasaka T and Shamoto E 2020 Proposal of “Curved-Profile Wiper Turning” for efficient, stable, and smooth finishing. Precision Engineering 61: 152–159. https://doi.org/10.1016/j.precisioneng.2019.09.014
D’Addona D and Raykar S 2016 Analysis of surface roughness in hard turning using wiper insert geometry. Procedia CIRP 41: 841–846. https://doi.org/10.1016/j.procir.2015.12.087
Esteves Correia A and Paulo Davim J 2011 Surface roughness measurement in turning carbon steel AISI 1045 using wiper inserts. Measurement 44(5): 1000–1005. https://doi.org/10.1016/j.measurement.2011.01.018
Elbah M, Yallese M, Aouici H, Mabrouki T and Rigal J 2013 Comparative assessment of wiper and conventional ceramic tools on surface roughness in hard turning AISI 4140 steel. Measurement 46(9): 3041–3056. https://doi.org/10.1016/j.measurement.2013.06.018
Lima J, Ávila R, Abrão A, Faustino M and Davim J 2005 Hard turning: AISI 4340 high strength low alloy steel and AISI D2 cold work tool steel. Journal of Materials Processing Technology 169(3): 388–395. https://doi.org/10.1016/j.jmatprotec.2005.04.082
Grzesik W and Wanat T 2006 Surface finish generated in hard turning of quenched alloy steel parts using conventional and wiper ceramic inserts. International Journal of Machine Tools and Manufacture 46(15): 1988–1995. https://doi.org/10.1016/j.ijmachtools.2006.01.009
Zhang P, Liu Z and Guo Y 2017 Machinability for dry turning of laser cladded parts with conventional vs. wiper insert. Journal of Manufacturing Processes 28: 494–499. https://doi.org/10.1016/j.jmapro.2017.04.017
Rech J, Yen Y, Schaff M, Hamdi H, Altan T and Bouzakis K 2005 Influence of cutting edge radius on the wear resistance of PM-HSS milling inserts. Wear 259(7–12): 1168–1176. https://doi.org/10.1016/j.wear.2005.02.072
Endres W and Kountanya R 2002 The effects of corner radius and edge radius on tool flank wear. Journal of Manufacturing Processes 4(2): 89–96. https://doi.org/10.1016/s1526-6125(02)70135-7
Zhao T, Zhou J, Bushlya V and Ståhl J 2017 Effect of cutting edge radius on surface roughness and tool wear in hard turning of AISI 52100 steel. The International Journal of Advanced Manufacturing Technology 91(9–12): 3611–3618. https://doi.org/10.1007/s00170-017-0065-z
Shiva Pradeep N and Padmakumar M 2020 Effect of cutting edge form factor (K-factor) on the performance of a face milling tool. CIRP Journal of Manufacturing Science and Technology 31: 305–313. https://doi.org/10.1016/j.cirpj.2020.06.004
Padmakumar M and Arunachalam M 2020 Analyzing the effect of cutting parameters and tool nose radius on forces, machining power and tool life in face milling of ductile iron and validation using finite element analysis. Engineering Research Express 2(3): 035003. https://doi.org/10.1088/2631-8695/aba1a1
Subha Shree M, Ganesa Velan M and Padmakumar M 2014 Experimental investigation on effect of high pressure coolant with various cutting speed and feed on surface roughness in cylindrical turning of AISI 1060 steel using carbide insert. Advanced Materials Research 984–985: 3–8. https://doi.org/10.4028/www.scientific.net/amr.984-985.3
Muthuswamy P 2022 A novel wiper insert design and an experimental investigation to compare its performance in face milling. Advances in Materials and Processing Technologies. https://doi.org/10.1080/2374068x.2022.2034310
Shiva P, Padmakumar M and Sarada B 2019 Experimental investigation to assess the effects of trumpet hone on tool life and surface quality in milling of AISI4140 steel. FME Transactions 47(3): 437–441. https://doi.org/10.5937/fmet1903437s
Bayoumi A, Yücesan G and Hutton D 1994 On the closed form mechanistic modeling of milling: Specific cutting energy, torque, and power. Journal of Materials Engineering and Performance 3(1): 151–158. https://doi.org/10.1007/bf02654511
Wuerfels, Andreas, Padmakumar Muthuswamy and Bharath Arumugam. Double-sided, polygonal cutting insert with alternating concave and convex cutting edges. U.S. Patent No. 11,325,196 B2. Application number 16915084. 10 May 2022
Muthuswamy P and Nagarajan S 2021 Experimental investigation on the effect of different micro-geometries on cutting edge and wiper edge on surface roughness and forces in face milling. Lubricants 9(10): 102. https://doi.org/10.3390/lubricants9100102
Lezanski P and Shaw M 1990 Tool face temperatures in high speed milling. Journal of Engineering for Industry 112(2): 132–135. https://doi.org/10.1115/1.2899555
Funding
This research received no external funding.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author declares that there is no conflict of interest.
Rights and permissions
About this article

Cite this article
MUTHUSWAMY, P. Influence of micro-geometry of wiper facet on the performance of a milling insert: an experimental investigation and validation using numerical simulation. Sādhanā 47, 140 (2022). https://doi.org/10.1007/s12046-022-01912-4
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12046-022-01912-4