
Abstract
Strength and ductility of pure magnesium have experienced simultaneous improvement due to the presence of nanosize hybrid (yttria and copper) reinforcement. Increasing the vol% (i.e., 0.3–1.0) of ductile metallic copper particles in reinforcement has further enhanced the strength of magnesium. Wear behaviour of these magnesium hybrid nanocomposites was investigated using pin-on-disc dry sliding tests against hardened tool steel using a constant sliding speed of 1 m s−1 under a range of loads from 5 to 30 N for a sliding distance of 1000 m. Scanning electron microscopy identified abrasion and delamination as primary wear mechanisms in the hybrid nanocomposite. Oxidation was active in nanocomposite with higher copper content, tested under higher load and positively affected the wear resistance. Limited thermal softening was observed when tested at a relatively higher load. High frictional heat dissipation capacity couples with higher hardness resisted adhesive wear which is common mechanism for magnesium composite.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Ever growing demand of light-weight structural materials from consumer industries like automobile and aerospace, for energy conservation and environmental protection brought low-density magnesium-based materials into centre of attention [1–3]. However, relatively lower strength and ductility in addition to poor thermal stability, corrosion and wear resistance restricts wide range of genuine industrial applications of magnesium alloys. There is an extensive effort in recent times for finding alternative ways to overcome these inherent limitation of magnesium-based materials to an extent exceeding the range achieved by traditional alloying. Competence of nanometre size oxide ceramic reinforcement in simultaneous enhancement of strength, ductility and thermal stability of magnesium [1,4–8]ushered a potential new generation of light-weight structural materials for wider industrial applications. Alumina and yttria were found to be the most effective oxide ceramics in improving the required structural properties of magnesium when incorporated in nanosize as a reinforcement. However, the structural properties of magnesium, despite significant enhancement due to the presence of nanosize oxide ceramic reinforcement, are in need of further improvement for an extensive application as substitute of the existing structural materials. High melting point ductile metal as copper have strong strengthening effect on magnesium matrix when added as reinforcement [9] rather than alloying element. Copper has a much larger atomic size and different crystal structures and extremely negligible solubility in magnesium [10]. The limited reactivity between copper reinforcement and magnesium matrix is advantageous to produce good matrix–reinforcement interfacial integrity and to introduce stronger intermetallic phase in magnesium matrix. Understanding the effectiveness of oxide ceramic and relatively high-melting point metallic reinforcement on magnesium matrix has inspired in the development of hybrid reinforcement incorporated magnesium nanocomposite [11] with interestingly higher strength and ductility. Application of this newly developed high-performance light-weight structural hybrid nanocomposite will involve many challenges including understanding the wear behaviour against any moving counterface. Search in open literature has revealed only our earlier report [12], which discussed the wear mechanisms involved in one of these magnesium nanocomposite with 0.3 vol% copper containing hybrid nanoreinforcement particles. However, no work has been reported on the wear behaviour analysis to understand the stability and longevity of these hybrid nanocomposites with varying amount of metallic copper. Accordingly, this paper presents a study on the wear characteristics of magnesium hybrid nanocomposites containing nanosize reinforcement of yttria and copper in dry sliding condition against a hardened tool steel counterface.
2 Experimental
2.1 Materials
In this present study, magnesium powder with 98.5% purity and a size range of 60–300 μm (Merck, Germany) was used as matrix material. Yttria (Y2 O 3) with a particulate size range of 30–50 nm (Inframat Advanced Materials, USA) and pure copper (Cu) with an average particulate size of 25 nm (Nanostructured and Amorphous Materials Inc., USA) were used as reinforcements.
In total, 0.7 vol% of yttria (selected based on the optimization obtained in previous studies [5,7]) in combination with 0.3, 0.6 and 1.0 vol% of copper was used as hybrid reinforcement in this study. The powder metallurgy synthesis procedure of Mg/(0.7Y2O3+ Cu) hybrid nanocomposite involved blending pure magnesium powder with nanosized reinforcement powder in a mechanical alloying machine (model: RETSCH PM-400) at 200 rev min −1 for 1 h (60 min). The blended powder mixtures were subsequently cold compacted at a pressure of 97 bar using a 100 ton press to form billets that measured 35 mm in diameter and 40 mm in height. The compacted billets were immediately sintered using an innovative hybrid microwave sintering technique [11] for 13 min to reach a temperature (643∘C) near the melting point of magnesium using a 900 W, 2.45 GHz SHARP microwave oven. The sintered billets were subsequently hot extruded at a temperature of 350∘C at an extrusion ratio of 25 : 1.
Physical, microstructural and mechanical properties of the developed hybrid nanocomposite were performed and the findings are tabulated in table 1. Further details of fabrication process and characterization studies of the hybrid nanocomposite may be found elsewhere [11].
2.2 Microhardness test
Microhardness measurements were performed on the polished specimens of hybrid nanocomposites using a Matsuzawa MXT 50 automatic digital microhardness tester. The microhardness test was performed using a Vickers indenter under a test load of 25 gf and a dwell time of 15 s in accordance with the ASTM standard E384-10.
2.3 Wear test
Ambient temperature dry sliding wear tests of the hybrid nanocomposites were conducted using a pin-on-disc testing machine. Pin specimens were machined from as-extruded hybrid nanocomposite rods with a dimension of 6 mm in diameter and 15 mm in length. Contact surfaces on the pins were prepared by grinding against 600-grit silicon carbide paper and cleaning with alcohol. Customized pin-holder loaded each of the stationary pins vertically onto a rotating AISI-4140 tool-steel disc, which was earlier oil-hardened to 53 HRC.
Wear tests were conducted at a constant sliding speed of 1 m s−1 under six different loads (i.e., 5, 10, 15, 20, 25 and 30 N). For each of the sliding condition, individual hybrid nanocomposite pin had five runs of 1000 m each. Prior to every run, the tool steel disc counterface was ground with alumina abrasive wheel to a surface finish with an average R a value of approximately 0.3 μm followed by cleaning with alcohol. The grinding procedure was to remove accumulated debris on the wear track from earlier test run. At the end of each run, the pins were carefully cleaned with alcohol and weighed using a sensitive electronic balance with an accuracy of ±0.005 mg to determine the weight loss. Material had been extruded from the pin surface and later re-solidified around the periphery, especially under higher loading. Since these extruded layers should be considered as material worn, they were carefully filled off prior to weighing so as not to add falsely to the weight. All weight loss data were converted to volume loss using the measured densities. The worn pin surfaces and wear debris collected were examined and analysed using scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDS).
3 Results and discussion
3.1 Microhardness
Results of microhardness measurement revealed that there is an increase in the hardness of hybrid nanocomposites with the increase in copper vol% (see table 2) with a linear relationship between microhardness of hybrid nanocomposite and copper content (see figure 1a). Increment in the microhardness can primarily attributed to the increasing presence of copper particles (including Mg–Cu intermetallic) which is stiffer (44.7 GPa for magnesium [13], 171.5 GPa for Y2 O 3[14]and 129.8 GPa for copper [13]) with lower coefficient of thermal expansion, which is 28.9 × 10−6 K −1 for magnesium [13], 7.6 × 10−6 K −1 for Y2O3[14] and 18.3 × 10−6 K −1 for copper [13].

Graphs showing relationship between: (a) microhardness and copper vol% and (b) wear rate and applied load on hybrid nanocomposite pins during dry sliding against a hardened tool steel disc.
3.2 Wear rates
The volumetric wear rates of the hybrid nanocomposites with increasing copper vol% against load are plotted in figure 1b, which revealed a gradual increase in materials removal from the hybrid nanocomposites pin with the increase in experimental load with a constant sliding speed. The results revealed that there is marginal improvement in wear resistance in the hybrid nanocomposites with the increase in copper vol% when tested within a limit of 15–25 N test load. At test load below and above this boundary limit, increasing presence of copper does not play any observable role in cumulative wear resistance in the developed hybrid nanocomposites.
3.3 Wear mechanisms
SEM on the worn specimen surfaces of the tested hybrid nanocomposites with the increase in copper vol% revealed four different wear mechanisms operating, either singly or in combination, under the various sliding conditions. The wear mechanisms were identified as (i) abrasion, (ii) delamination, (iii) oxidation, (iv) thermal softening and (v) adhesion. In the following sections, the observed wear mechanisms are discussed in relation to the sliding conditions, wear rates and increasing presence of copper particles to better understand the tribological characteristics and identify the useful range of applications for these hybrid nanocomposites.
3.3.1 Abrasion
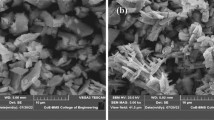
All the worn specimen surfaces of the hybrid nanocomposites with the increase in vol% of copper particle were covered with grooves parallel to the sliding direction (see figure 2a), which is associated with abrasive wear [15]. Hard asperities on the tool steel counterface disc in addition to the hard particles between the specimen and rotating steel counterface disc plough or cut into the specimen surface and resulted in wear by removal of small fragments of hybrid composite materials. Increased test load used in this study induced grooves of different extent, from well-defined deep grooves to shallower scratches accompanied by increasing amount of plastic deformation (see figure 2b). Higher degree of penetration by hard asperities of hardened tool steel counter surface induced the deep grooves, with minimal displacement of materials on both sides in the matrix materials suggesting abrasion as a primary wear mechanism for the hybrid nanocomposite under the load range used in this study. However, abrasion wear mechanism was found to have relatively lesser dominating on the matrix material when containing 1.0 vol% of copper and could be attributed to the higher hardness of that nanocomposite. Dominating role of abrasion as wear mechanism in this study is in agreement with findings of earlier studies reported on the wear of magnesium alloy reinforced with extremely fine ceramic particle reinforcement [16,17].

Scanning electron micrographs showing: (a) grooves and scratch marks indicating abrasion (in Mg/0.7Y2O3 + 0.3Cu under 5 N) and (b) shallow grooves with plastic deformation (in Mg/0.7Y2O3 + 0.6Cu under 10 N).
3.3.2 Delamination
Worn hybrid nanocomposite surfaces revealed short cracks roughly perpendicular to the sliding direction (see figure 3a), which is associated with delamination wear [17–19]. Intersection of these short cracks resulted in detachment of specimen materials in flake or sheet-like wear debris and leaves behind shallow craters on the wear surface (see figure 3b). Delamination is a fatigue-related wear mechanism [20] in which the repeated sliding between the counter bodies induces subsurface cracks, which progressively grows resulting in eventual shear off the surfaces in long thin wear flake or sheets form. Hence, materials with low toughness (see table 1) supposedly affected much by the delamination wear mechanism as revealed in this study. Load required for initiation of delamination in the hybrid nanocomposite was found to be increasing with the increase in copper particles (i.e., from 10 N for nanocomposite with 0.3 vol% of copper to 20 N for nanocomposite with 1.0 vol% of copper). Again, increasing test load was found to be increasing the amount of delamination in the hybrid nanocomposite specimens. Increasing test load incurred enhanced subsurface deformation, crack nucleation and crack propagation [20] in the hybrid nanocomposite leading to higher wear (see figure 1). Despite having highest hardness (see table 2), hybrid nanocomposite with 1.0 vol% of copper suffered increasingly severe delamination when subjected to higher test load (25–30 N), which could be attributed to easy initiation and propagation of cracks due to the presence of relatively higher porosity (see table 1). Findings on the effect of delamination on the magnesium hybrid nanocomposite used in this study are similar to the earlier published reports [19–21].

Scanning electron micrographs showing Mg/0.7Y2O3 + 0.6Cu under 25 N: (a) series of fine cracks perpendicular to the sliding direction on the specimen surface, generally associated with delamination, (b) shallow crater on the specimen surface, where thin sheets of material have been worn away by delamination and (c) flake- or sheet-like wear debris typical of delamination.
3.3.3 Oxidation
SEM revealed that increasing amount of fine powder present in the wear debris with the increase in test load (see figure 4a), in the case of nanocomposites containing copper particles of 0.6 vol% and above and tested at 10 N. EDS identified strong oxygen and magnesium peaks suggesting that the wear debris consists of magnesium oxides, which is characteristic of oxidative wear. Frictional heating during sliding causes oxidation of the specimen surface and the wear occurs through the removal of oxide fragments [21]. Over-repeated sliding, oxide wear debris fills out the valleys on the pin surface as seen in figure 4b, which may become compacted protective layer to prevent metallic contact resulting in the wear rates drop (see figure 1b) accordingly [22]. Oxidation continues with increasing testing load and improved the wear resistance.

Scanning electron micrographs showing Mg/0.7Y2O3 + 1.0Cu under 25 N: (a) oxide in wear debris and (b) compacted oxide particles in wear grooves.
3.3.4 Extrusion wear
Thermal softening and localized melting (see figure 5a) induced extrusion wear [23] of the worn hybrid nanocomposites specimen surfaces became evident with slightly protruding layers of materials at the trailing edge (see figure 5b), when tested under load of 15 N and above in this study. The worn surface also found to be relatively featureless accompanied by larger amount of material transfer on the counter steel disc. Relatively less thermal softening was observed in the case of hybrid nanocomposite with 1.0 vol% of copper and could be attributed to their capability of proportionately higher frictional heat dissipation capacity. Previous study on nanocomposite also reported similar relatively less thermal softening [16].

Scanning electron micrographs showing: (a) featureless re-solidified materials in Mg/0.7Y2O3 + 0.6Cu under 25 N and (b) extruded layers at the trailing edge in Mg/0.7Y2O3 + 0.3Cu under 20 N.
3.3.5 Adhesion
Adhesive wear mechanism considered to be dominant in the wear of magnesium-based composite materials [16,17]which is almost absent in the case of hybrid nanocomposites tested in this study. Onset of adhesive wear was observed only in hybrid nanocomposite with 0.3 vol% of copper when tested under 30 N load. There was induction of rows of furrows and sign of plastic deformation (see figure 6a) on the specimen surface accompanied by distinct transferred materials (see figure 6b) covered wear track on the counter tool steel disc. Frictional heating at this loading condition apparently led to the threshold softening of the hybrid nanocomposite, with lowest amount of copper required for initiating the adhesion between the pin and disc. The presence of increased copper apparently dissipate the frictional heat effectively from the specimen frictional surface and resist this detrimental wear mechanism.

Scanning electron micrographs showing adhesion associated: (a) rows of furrows and (b) transferred material in the case of Mg/0.7Y2O3 + 0.3Cu samples under 30 N load.
3.4 Summary of wear behaviour
Five different wear mechanisms were found to be active in the wear of hybrid (ceramic and metallic) nanocomposite containing increasing amount of copper particles when studied using a constant sliding speed 1 m s−1 under a range of loads from 5 to 30 N for a sliding distance of up to 1000 m. The various wear mechanisms and their region of dominance in the hybrid nanocomposite were defined by the load and copper content as summarized and shown in figure 7, where transition from one group of wear mechanisms to another are apparently gradual and separated with approximate boundaries. At lowest testing load used in this study (i.e., 5 N), abrasion is the only wear mechanism for the hybrid nanocomposites and has diminishing effect (see figure 1), when the hardness of the matrix increased due to the presence of higher copper content. Delamination wear mechanism came into effect, in addition to abrasion, when the test load is increased to 10 N and its dominance as wear mechanism in hybrid nanocomposite increased with increasing test load. However, load required to induce the delamination is increased to 15 N, when there is an increase in copper content in the nanocomposite. Cumulative effect of abrasion and delamination led to the progressive wear in the hybrid nanocomposite (see figure 1). Oxidation as wear mechanism was increasingly visible in the nanocomposites containing copper particle of 0.6 vol% and above when tested under load on 10N and above, which restricted specimen surface contact with hardened tool steel counterface resulting improved wear resistance (see figure 1b). However, intensively increasing delamination in nanocomposite with relatively higher porosity due to addition of increasing copper reinforcement particle diminished the absolute wear resistance at higher load which also revealed the useful limit of load for these materials. The increase in test load at 15 N and above (in the case of nanocomposite with 1.0 vol% of copper particle) induced thermally activated thermal softening. Thermal softening continued with the increase in loading till the limit used in this study. Findings of this study is corroborating with earlier reports on thermal softening resistance of magnesium composite [16,17]. Transition from delamination dominance to adhesive wear was restricted only in the nanocomposite with 0.3 vol% of copper tested at 30 N load. However, higher hardness of the nanocomposites due to the presence of increased copper particles improved the matrix load-bearing capacity resulting strong resistance to adhesive wear.

Diagram illustrating the conditions and approximate boundaries of dominance of the five wear mechanisms identified in the present study.
4 Conclusions
Pin-on-disc dry sliding wear tests with pins of magnesium-based hybrid (0.7Y2O3+ 0.3–1.0Cu) nanocomposite against a tool steel counterface were carried out using a constant sliding speed of 1 m s−1 under a range of loads from 5 to 30 N for a sliding distance of 1000 m. Abrasion and delamination were found to be the most dominant wear mechanisms. Oxidation was active in nanocomposite, with higher copper content (0.6 and above), tested under higher load and positively affected the wear resistance. Limited thermal softening was observed in the nanocomposites when tested at relatively higher load. Adhesive wear mechanism, most common in magnesium composite, was found to be almost absent in these hybrid nanocomposite due to their apparent increased heat dissipation capacity and high load bearing capacity induced by the increasing presence of copper particles.
References
Kainer K U 2003 Magnesium alloys and technology (Weinhei: Wiley-VCH Verlag GmbH and Co., KGaA)
Logan S 2007 Magnesium technology In: The minerals, metals and materials society (eds) S Randy et al (Orlando: Wiley and Sons) p 41
Ye H Z and Liu X Y 2004 J. Mater. Sci. 39 6153
Hassan S F and Gupta M 2005 Metall. Mater. Trans. A 36 2253
Hassan S F and Gupta M 2007 J. Alloys Compd. 429 176
Hassan S F, Tan M J and Gupta M 2008 Mater. Sci. Eng. A 486 56
Tun K S and Gupta M 2007 Comp. Sci. Technol. 67 2657
Mallick A et al 2010, J. Mater. Sci. 45 3058
Hassan S F and Gupta M 2003 Mater. Sci. Technol. 19 253
Nayeb-Hashemi A A and Clark J B 1984 Bull. Alloy Phase Diagr. 5 36
Tun K S, Gupta M and Srivatsan T S 2010 Mater. Sci. Technol. 26 87
Hassan S F et al 2015 J. Tribol. 137 011601-1 (4 pages)
Smallman R E 1970 Modern physical metallurgy 3rd edn (London: Butterworth)
Morrell R 1985 Handbook of properties of technical and engineering ceramics (London: HMSO)
Hokkirigawa K and Kato K 1988 Tribol. Int. 21 151
Lim C Y H et al 2005, Wear 259 620
Lim C Y H, Lim S C and Gupta M 2003 Wear 255 629
Sharma S C, Anand B and Krishna M 2000 Wear 241 33
Chen H and Alpas A T 2000 Wear 246 106
Suh N P 1977 Wear 44 1
Quinn T J F 1962 Br. J. Appl. Phys. 13 33
Stott F H and Wood G C 1978 Tribol. Int. 11 211
So H, Chen H M and Chen L W 2008 Wear 265 1142
Acknowledgement
We would like to acknowledge the support provided by the Deanship of Scientific Research (DSR) at King Fahd University of Petroleum and Minerals (KFUPM) for funding this work through project no. SB100020.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
HASSAN, S.F., AL-QUTUB, A.M., ZABIULLAH, S. et al. Effect of increasingly metallized hybrid reinforcement on the wear mechanisms of magnesium nanocomposite. Bull Mater Sci 39, 1101–1107 (2016). https://doi.org/10.1007/s12034-016-1227-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12034-016-1227-6