
Abstract
A moderate two-step pretreatment method was investigated to improve the enzymatic saccharification of bamboo residues. SEM and FTIR were employed to characterize the structure changes. Fed-batch enzymatic saccharification was performed to obtain high concentration of fermentable sugar. Bamboo was impregnated at low severity of conditions (room temperature, 2% H2SO4 or 2% NaOH, 48 h) to initially alter the structure of bamboo, and then further pretreated by steam explosion at 1.0 MPa for 6 min. The highest delignification of 51% and the highest enzymatic hydrolysis of 47.1% were reached at 2% NaOH impregnation followed by steam explosion. The changes in the structural characteristics showed beneficial effects on the enzymatic hydrolysis. When a mixer of cellulase (30 FPU) and β-glucosidase (10 CBU) was further used, the maximum enzymatic hydrolysis of 78.9% and total glucose yield of 68.2% were obtained. The maximum sugar release from the holocellulose was 500 mg/g bamboo, approximately 83.3% conversion efficiency based on monomeric sugar recovery. With fed-batch saccharification, a final substrate loading of 30% brought 107.7 g/L glucose, 35.81 g/L xylose, and 7.82 g/L arabinose release, respectively. This study provided an effective strategy for potential utilization of bamboo residues.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With the increasing energy consumption and global warming concerns caused by fossil fuels, the development of alternative energy has gained special interest. Biomass, especially lignocelluloses, has been regarded as the potential renewable resource for biofuels, chemicals, and polymers, without competition with increasing food demand for existing arable land [1,2,3].
Bamboo, a perennial woody grass, has been widely used as the feedstock of paper, textile, food, architecture, and reinforcing fibers. Its potential contribution to sustainable natural resource has only recently been recognized, due to its extraordinary growth rate, high content of holocellulose (up to 70% of dry base), high productivity, and rich resource [4,5,6]. There are 1250 species within 75 genera of bamboos in the globe, 300 species in 44 genera of which are found in China, occupying 33,000 km2 or 3% of total forest area [7]. Annual output of bamboo was 1356 billion culms in China in 2012, among which the unutilized miscellaneous bamboos were more than 10 million culms [8]. Meanwhile, considerable amounts of residues are produced during the bamboo-processing. However, most of them are usually abandoned or burned in the fields, causing air pollution and soil erosion. If all these residues and miscellaneous bamboos are served as raw materials for the alternative energy production, it will bring significant economic and social benefits.
In general, the biochemical and biofuels production from lignocellulosic biomass include pretreatment, enzymatic hydrolysis and engineered strain fermentation of the fermentable sugars [9, 10]. Pretreatment plays a key role to break down the lignin structure and disrupt the crystalline structure of cellulose; thus, the polysaccharides (mainly cellulose) locked in the cell wall become more accessible to enzymatic hydrolysis [11, 12]. Compared to other lignocellulosic biomass, bamboo has its particularities in chemical and physical structure, such as high density and strength, compact structure, and high content of lignin. Thus, the pretreatment of bamboo is always carried out at severe conditions in order to obtain higher saccharification efficiency [13]. When bamboo was pretreated by steam explosion (2.0 MPa for 5 min) followed by 0.5% NaOH and 60% ethanol containing 1.5% NaOH pretreatment (80 °C for 3 h), the maximum cellulose digestibility of 73.8% was obtained [14]. In a study by Yamashita et al., the maximum glucose yield of 456 mg/g raw material was obtained at 2.0 MPa steam explosion followed by 10 wt% sodium hydroxide [15]. Concentrated sulfuric acid was also used to improve enzymatic hydrolysis of bamboo, and the optimal condition was 75% H2SO4 at 50 °C for 30 min for solubilization and 27% H2SO4 at 80 °C for 60 min for hydrolysis [16]. By this way, excessive energy was always consumed to achieve high hydrolysis efficiency, and inhibitors generated may have unfavorable effects on the subsequent fermentation [17, 18].
Thus, a moderate two-step pretreatment was evaluated to improve the sugar release of bamboo in this work. Meanwhile, the changes in the physical properties, chemical composition, and structure were examined, and the optimal enzyme loading in the enzymatic hydrolysis of pretreated bamboo was also discussed. The results will provide a basis for effective utilization of bamboo residues.
Materials and Methods
Materials
Bamboo (Neosinocalamus affinis) was obtained from Pulp and Paper R&D Center CAF, which has its origins in Chengdu, Sichuan Province, China. The naturally dried material was cut into small pieces (about 3 cm long and 0.2 cm wide), then ground by a rotary mill (FW177, Sikete, Tianjin, China) and sieved to obtain a 20–40 mesh fraction.
Pretreatment
The material was firstly impregnated in H2SO4 or NaOH solution (2%, w/w) at about 25 °C for 48 h, with solid loading of 8% (w/v). The solid residue was washed thoroughly with water and dried in oven (50 °C). Subsequently, the dried material was steam-exploded in a GQPA2.5-6.3L-I steam-pretreatment unit (Gerun, Wuhan, China) at 1.0 MPa for 6 min (solid to liquid ratio 1:20). The solid residues were separated, with a portion stored at − 20 °C for enzymatic hydrolysis and the remaining dried in oven at 50 °C for composition analysis. The samples were labeled as A1, A2, A3, A4, and A5, corresponding to sample from the 2% H2SO4 pretreatment; 2% H2SO4/steam explosion pretreatment; 2% NaOH pretreatment; 2% NaOH/ steam explosion pretreatment; steam explosion pretreatment, respectively, and the original sample was labeled as A0.
Enzymatic Hydrolysis
All enzymatic hydrolysis experiments were conducted in 150-mL flasks containing 50 mL of 0.1 M citrate buffer solution (pH 4.8), with a solid loading of 5% (w/v), at 50 °C, 150 rpm for 72 h.
Cellulase (Aladdin industrial Co., Lot No. K1220003, Shanghai, China) and β-glucosidase (Sigma-Aldrich, Lot No. BCBH2676V, USA) were used, with activities of 19.6 FPU/g and 9.3 CBU/mg respectively.
Fed-Batch Enzymatic Saccharification
Residues from 2% NaOH presoaking followed by steam explosion were used for the fed-batch enzymatic saccharification. The initial solid loading was 10% dry mass (w/v), with 3 g substrate in 30 mL citric acid buffer in 100-mL Erlenmeyer flasks. The hydrolysis was performed at 50 °C and 150 rpm, and 1.5 g substrate was fed at 3 h, 9 h, 12 h, and 24 h to make the final loading of 30%. The enzyme loading was 20 FPU/10 CBU/g substrate. One milliliter of hydrolysate was taken for HPLC analysis at each feeding time with 1 mL buffer supplemented.
Analysis Methods
The components of bamboo before and after pretreatment were measured according to the method described by National Renewable Energy Laboratory (NREL) [19]. The sugar analysis was conducted by HPLC out-fitted with an Aminex HPX-87H ion Exclusion Column (Bio-Rad, Hercules, CA, USA). The analysis was performed at 55 °C with 0.005 mol/L H2SO4 as the mobile phase at a flow of 0.6 mL/min. And the cellulose recovery yield (Yrec, %), the hydrolysis efficiency (Yeh, %), and the total glucose yield (Yp, %) were calculated according to the equation described by Xu et al. [20].
Scanning Electron Microscopy
The field emission scanning electron microscope (3400-N, Hitachi, Japan) was used to observe the microstructural changes and surface characteristics of original and treated samples. The microscope was operated at 2-kV accelerating voltage.
FTIR Spectroscopy
Infrared spectra were conducted by a spectrometer (MAGNA-IR 550, Thermo Nicolet Corporation, USA). Sample spectra were recorded from 4000 to 400 cm−1 with a spectral resolution of 2 cm−1 using an accumulation of 32 scans.
Results and Discussion
Compositional Analysis
The chemical compositions of the original bamboo and cellulose-rich fractions are shown in Fig. 1, and the cellulose recovery yield (Yrec, %) is shown in Table 1. It can be seen that the bamboo mainly contained 37% cellulose, 16.6% hemicellulose, and 39.2% lignin (w/w). The cellulose and hemicellulose content were in the range of 21–47% and 12–30% reported by He et al. [11]. But the lignin content was beyond the range of 11–31%, which may be due to the differences between species, harvest timing, growth conditions, and so on [5]. The high content of lignin as well as the covalent cross-linkages between lignin and hemicellulose fibers will limit the efficient enzymatic hydrolysis of polysaccharides into fermentable sugars [4].

Effecs of pretreatment on the composition change of bamboo samples. C, cellulose; HC, hemicellulose; L, lignin; SML, solid mass loss; O, other components. A0: untreated sample; A1: 2% H2SO4 treated sample; A2: 2% H2SO4/steam explosion treated sample; A3: 2% NaOH treated sample; A4: 2% NaOH/ steam explosion treated sample; A5: steam explosion treated sample
The solid mass loss (SML) of pretreated bamboo ranges from 5 to 34.9% based on the untreated bamboo. SML increased with experimental severity, which may owe to the gradual removal of lignin, hemicellulose, and other soluble substances in bamboo. The results are consistent with the previous report that the lignocellulosic components were increasingly dissolved with higher pretreatment temperature [21]. Meanwhile, cellulose was unavoidably degraded due to its interaction with lignin and hemicellulose, which resulted in cellulose recovery yield (Yrec %) of 86.4~99.4%.
Lignin should be removed as much as possible to increase the glucose yield by enzymatic hydrolysis. It can be seen that acid pretreatment (A1) and steam explosion (A5) contributed less to the delignification, even for their combination (A2). The lignin was merely reduced from 39.2% to 34.4%, 33.7%, and 30.84%, respectively. But for A4, alkali soaking before steam explosion successfully removed lignin from 33.7% to 19.2%. One possible reason may be that alkali pretreatment can effectively break ester linkage and glycosidic bonds in the cell wall, resulting in cellulose-enriched fraction [22, 23]. A2 retained relatively lower hemicellulose (8.8%) compared to A3, A5, and even A4. It suggests that acid presoaking followed by steam explosion was more beneficial to remove hemicellulose than steam explosion only. Moreover, compared with alkali presoaking, acid presoaking can help steam explosion to remove more hemicellulose by the hydrolysis (auto-hydrolysis) of acetyl groups. Compared to one-step pretreatment, two-step pretreatment can remove more lignin and hemicellulose, which degraded relative higher cellulose meanwhile.
Enzymatic Hydrolysis
The pretreatment effects to enzymatic hydrolysis were demonstrated by hydrolysis efficiency (Yeh %) and total glucose yield (YP %), and the results are shown in Table 1. The enzymatic hydrolysis was carried out with relatively lower enzyme loading to avoid quick glucose release.
The two-step pretreatment process on the base of alkali/acid and steam explosion could efficiently increase the enzymatic hydrolysis of bamboo. The Yeh merely reached 24.5% for the untreated bamboo after 72 h owing to the lignin and hemicellulose bound. After pretreatment, relatively higher Yeh % (25.6–47.1%) was achieved. The highest Yeh % (47.1%) occurred at A4, followed by 40.2% of A2. It seems that compared with one step pretreatment, two-step pretreatment was more effective to result in higher Yeh %; that is, samples with alkali/acid presoaking resulted in significantly higher cellulose conversion than those from direct steam explosion. As a rule, aqueous alkaline solution could penetrate, soften, and swell fiber, which then improves the enzyme hydrolysis [23]. In this study, compared with acid solution, presoaking with NaOH could help steam explosion increasing sugar release. On the contrary, Sun et al. found that bamboo (P. pubescen) samples from steam explosion at 2.0 MPa for 5 min resulted in relatively higher enzymatic hydrolysis (32.2%) than those with 1% KOH aqueous solution presoaking at room temperature for 24 h (12%) [14], which may owe to the different species of bamboo. Sun and Cheng proved that severe conditions could cause swelling and more lignin removal, thus increase internal surface area and reduce polymerization and crystallinity [24]. Moreover, Yamashita et al. reported that the enzyme hydrolysis of moso bamboo at almost 2.0 MPa (214 °C) for 5 min followed by 10% NaOH treatment for 60 min was only 45.6% [15].
Thus, it can be seen that enzymatic hydrolysis cannot always be improved with severer conditions; the pretreatment effectiveness always depends on the biomass composition of lignocellulose and its applicability with operating conditions. Furthermore, combining the enzymatic hydrolysis with the physiochemical variations (Fig. 1), it can be seen that the enzymatic hydrolysis had a positive association with delignification and hemicellulose; analogue result has been proved by recent publication [24].
The total glucose yield YP % is to evaluate the enzymatic hydrolysis based on the cellulose loss, which can further investigate the effect of various pretreatment methods on the level of mass balance. It can be seen that YP % has the same trend with the corresponding Yeh %. A4 reached the highest YP % coupled with the highest Yeh %, which seems to be the most suitable pretreatment method for the bamboo used in the study.
Morphological Observation
SEM imaging revealed the physical changes of bamboo before and after treatment and was taken at magnification of 200 (Fig. 2). It can be seen that the original sample (A0) displayed compact rigid and highly ordered fibrils, which would count against the accessibility of enzyme to the cellulose [25]. However, no obvious changes were found at A3, and a part of the microfibers of A1 and A5 were disrupted. For A4, most of the microfiber bundles had been entirely individualized and separated from the compact structure. It would be ascribed to the loss of lignin, hemicellulose, and a portion of cellulose, which was consistent with the higher delignification and lower cellulose recovery of A4 discussed above. Once the cellulose-hemicellulose-lignin network was broken, the reactive surface area of cellulose increased [26]. And it will benefit the penetration, absorption, and hydrolyzation of enzymes to the material; consequently, the enzymatic hydrolysis would be increased sharply [27].

SEM images of pretreated bamboo as compared to the original bamboo. A0: untreated sample; A1: 2% H2SO4 treated sample; A2: 2% H2SO4/steam explosion treated sample; A3: 2% NaOH treated sample; A4: 2% NaOH/ steam explosion treated sample; A5: steam explosion treated sample
Fourier Transform Infrared
FT-IR analysis demonstrated some peaks related to cellulose, hemicellulose, and lignin, which can further illustrate the component changes of the treated samples. FT-IR spectra of bamboo samples before and after treatment are shown in Fig. 3. It can be seen that the cellulose structure did not change remarkably, except for some characteristic groups and bounds, especially for the spectra of A3 and A4.

FTIR spectra of bamboo after pretreatments as compared to the original bamboo
All pretreatments induced obvious changes in the 1730 cm−1 bound which is the characteristic peak of carbonyl band ascribed to hemicellulose [28]. The intensity of the peak was decreased sharply in the spectra of A2 and A3 while almost disappeared in the spectra of A4, suggesting the partial degradation of ester bond of the hemicellulose in the cellulose-rich fractions. The band at 1603 cm−1 and 1510 cm−1 is associated with the aromatic skeletal vibration of lignin [29]. Compared to the untreated bamboo, the lower intensity of the peak of A2 and A3 indicated more solubilization of lignin, but a portion of lignin still existed in the sample due to the pretreatments. Moreover, the signal of A4 was weaker and almost disappeared, which suggested that the lignin decreased sharply with alkali soaking followed by steam explosion. And the result was well in line with the chemical composition analysis. Furthermore, the signal at 1160 cm−1 and 899 cm−1 arises from C-O-C stretching of the β-(1,4)-glycosidic linkages. The signal near 3340 cm−1 represents –OH stretching, and 2900 cm−1 is indicative of C-H stretching. The C-H bending occurs at 1370 cm−1. The peak at 1110 cm−1 is indicative of associated OH group from cellulose and hemicellulose [30].
SEM and FTIR analysis clearly confirmed that alkali soaking followed by steam explosion can effectively disrupt the ester bonds of lignin and/or hemicelluloses in the cellulose-rich fractions, but the cellulose and polysaccharides were slightly influenced at the same time.
Impact of Enzyme Loading on Enzymatic Hydrolysis of Pretreated Bamboo
A mixer of cellulase and β-glucosidase was used to conduct the enzymatic hydrolysis of A4 samples. And the effect of enzyme loading on the Yeh % and YP % was further investigated. The results are shown in Fig. 4. With 5 FPU and 5 CBU, 47.1% of Yeh % was achieved. When the enzyme was redoubled, the Yeh % merely increased to 51.6%. As the cellulase increased from 10 FPU to 30 FPU/g pretreated samples, with the β-glucosidase of 10 CBU, the maximum Yeh % of 78.9% and YP % of 68.2% were obtained. However, no effective increase was obtained when the cellulase increased to 40 FPU, which may imply that the enzyme has reached saturation. In sum, 30 FPU and 10 CBU/g pretreated samples show promising potential on improving the enzymatic hydrolysis of bamboo.

Effect of enzyme loading on the Yeh % and YP % of pretreated bamboo (2% NaOH/steam explosion)
Overall Mass Balance
A detailed mass balance is shown in Fig. 5. The pretreatment performed with NaOH presoaking followed by steam explosion resulted in 34.9% of solid loss, with a small proportion of sugar release in the liquid (56 mg glucose, 52.2 mg xylose, and 16.8 mg arabinose). When enzyme saccharification was carried out with 30 FPU cellulase/10 CBU β-glucosidase, 280.5 mg glucose, 77.7 mg xylose, and 16.8 mg arabinose per gram of original bamboo were obtained. Finally, approximately 83.3% of the theoretical sugar release was generated at the combining mild pretreatment conditions.

Mass balance for pretreatment and enzymatic hydrolysis of bamboo (pretreatment at 2% NaOH impregnation for 48 h followed by steam explosion at 1.0 MPa for 6 min, enzymatic hydrolysis at 50 °C, 150 rpm for 72 h)
Fed-Batch Enzymatic Saccharification
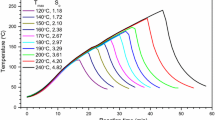
High solid loading of saccharification is considered to be beneficial to improve the process efficiency [31]. However, high concentration of lignocellulosic substrate poses high viscosity and poor mass transfer, which would decrease heat transfer efficiency and raise power consumption in the fermentor. Fed-batch saccharification is feasible to counter these deficiencies [32]. Ten percent (w/v) substrate loading was used to initiate the hydrolysis, where 5% fresh substrate was added at 3 h, 9 h, 12 h, and 24 h consecutively to make a final loading of 30%. The sugar released was presented in Fig. 6. After 120 h of hydrolysis, no high viscosity appeared with the high solid loading of 30%, and 107.7 g/L glucose, 35.81 g/L xylose, and 7.82 g/L arabinose were obtained, to make the final total sugar release of 151.33 g/L. Fed-batch saccharification was demonstrated to be a feasible method to obtain high concentration of fermentable sugar from bamboo residues.

Sugar concentration curve by fed-batch saccharification (initial substrate loading of 10%, with 5% feeding for each time, and hydrolysis for 120 h)
Conclusions
A moderate two-step pretreatment (2% NaOH impregnation followed by steam explosion at 1.0 MPa for 6 min) is able to effectively enhance enzymatic hydrolysis of bamboo. After pretreatment, the highest enzyme hydrolysis of 78.9% and total glucose yield of 68.2% with 30 FPU of cellulase and 10 CBU of β-glucosidase were achieved. And the increase correlated well with the pretreatment effect on the component changes in the bamboo, including the hemicellulose and lignin removal, together with the increased surface area. The maximum sugar release from the holocellulose was 500 mg/g bamboo, approximately 83.3% conversion efficiency based on monomeric sugar recovery. With fed-batch saccharification, a final substrate loading of 30% brought 107.7 g/L glucose, 35.81 g/L xylose, and 7.82 g/L arabinose release, respectively. It was investigated that the moderate two-step pretreatment and fed-batch saccharification were competent for high-concentration sugar production from bamboo.
References
Kim, J. S., Lee, Y. Y., & Kim, T. H. (2015). A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresource Technology, 199, 42–48.
Isikgor, F., & Becer, C. R. (2015). Lignocellulosic biomass: a sustainable platform for the production of bio-based chemicals and polymers. Polymer Chemistry, 6(25), 4497–4559.
Qing, Q., Huang, M., He, Y., Wang, L., & Zhang, Y. (2015). Dilute oxalic acid pretreatment for high total sugar recovery in pretreatment and subsequent enzymatic hydrolysis. Applied Biochemistry and Biotechnology, 177(7), 1493–1507.
Xin, D. L., Yang, Z., Liu, F., Xu, X. R., & Zhang, J. H. (2015). Comparison of aqueous ammonia and dilute acid pretreatment of bamboo fractions: structure properties and enzymatic hydrolysis. Bioresource Technology, 175, 529–536.
Huang, C. X., Lin, W. Q., Lai, C. H., Li, X., Jin, Y. C., & Yong, Q. (2019). Coupling the post-extraction process to remove residual lignin and alter the recalcitrant structures for improving the enzymatic digestibility of acid-pretreated bamboo residues. Bioresource Technology, 285, 121355.
Littlewood, J., Wang, L., Turnbull, C., & Murphy, R. J. (2013). Techno-economic potential of bioethanol from bamboo in China. Biotechnology for Biofuels, 6, 1–13.
Scurlocka, J. M. O., Dayton, D. C., & Hames, B. (2000). Bamboo: an overlooked biomass resource? Biomass and Bioenergy, 19(4), 229–244.
Li, Z., Jiang, Z., Fei, B., Yu, Y., & Cai, Z. (2012). Eective of microwave-KOH pretreatment on enzymatic hydrolysis of bamboo. Journal of Sustainable Bioenergy Systems, 2(04), 104–107.
He, Y. C., Liu, F., Di, J.-H., Ding, Y., Zhu, Z.-Z., Wu, Y.-Q., Chen, L., Wang, C., Xue, Y. F., Chong, G. G., & Ma, C. L. (2016). Effective enzymatic saccharification of dilute NaOH extraction of chestnut shell pretreated by acidified aqueous ethylene glycolmedia. Industrial Crops and Products, 81, 129–138.
Xu, G. C., Ding, J. C., Han, R. Z., Dong, J. J., & Ni, Y. (2016). Enhancing cellulose accessibility of corn stover by deep eutectic solvent pretreatment for butanol fermentation. Bioresource Technology, 203, 364–369.
He, M. H., Wang, J. L., Qin, H., Shui, Z. X., Zhua, Q. L., Wu, B., Tan, F. R., Pan, K., Hu, Q. C., Dai, L. C., Wang, W. G., Tang, X. Y., & Hu, G. Q. (2014). Bamboo: a new source of carbohydrate for biorefinery. Carbohydrate Polymers, 111, 645–654.
Zeng, Y. N., Zhao, S., Yang, S. H., & Ding, S. Y. (2014). Lignin plays a negative role in the biochemical process for producing lignocellulosic biofuels. Current Opinion in Biotechnology, 27, 38–45.
Lin, W. Q., Chen, D. F., Yong, Q., Huang, C. X., & Huang, S. L. (2019). Improving enzymatic hydrolysis of acid-pretreated bamboo residues using amphiphilic surfactant derived from dehydroabietic acid. Bioresource Technology, 293, 122055.
Sun, S. L., Wen, J. L., Ma, M. G., & Sun, R. C. (2014). Enhanced enzymatic digestibility of bamboo by a combined system of multiple steam explosion and alkaline treatments. Applied Energy, 136, 519–526.
Yamashita, Y., Shono, M., Sasaki, C., & Nakamura, Y. (2010). Alkaline peroxide pretreatment for efficient enzymatic saccharification of bamboo. Carbohydrate Polymers, 79(4), 914–920.
Sun, Z. Y., Tang, Y. Q., Tomohiro, I., Tomohiro, S., & Kenji, K. (2011). Production of fuel ethanol from bamboo by concentrated sulfuric acid hydrolysis followed by continuous ethanol fermentation. Bioresource Technology, 102(23), 10929–10935.
Yang, H., Shi, Z., Xu, G., Qin, Y., Deng, J., & Yang, J. (2019). Bioethanol production from bamboo with alkali-catalyzed liquid hot water pretreatment. Bioresource Technology, 274, 261–266.
Huang, C., Ma, J., Liang, C., Li, X., & Yong, Q. (2018). Influence of sulfur dioxide-ethanol-water pretreatment on the physicochemical properties and enzymatic digestibility of bamboo residues. Bioresource Technology, 263, 17–24.
Determination of Structural Carbohydrates and Lignin in Biomass, Laboratory Analytical Procedure LAP Available from, wwwnrelgov/biomass/pdfs/42618pdf. Accessed Febrember 21, 2013.
Xu, F., Shi, Y. C., Wu, X. R., Karnalin, T., Scott, S., & Wang, D. H. (2011). Sulfuric acid pretreatment and enzymatic hydrolysis of photoperiod sensitive sorghum for ethanol production. Bioprocess and Biosystems Engineering, 34(4), 485–492.
Huang, C., Fang, G. G., Zhou, Y., Du, X. H., Yu, L. X., Meng, X. Z., Li, M., Yoo, C. G., Chen, B. W., Zhai, S. C., et al. (2020). Increasing the carbohydrate output of bamboo using a combinatorial pretreatment. ACS Sustainable Chemistry & Engineering, 8(19), 7380–7393.
Baksi, S., Sarkar, U., Saha, S., Ball, A. K., Kuniyal, J. C., Wentzel, A., Birgen, C., Preisig, H. A., Wrttgens, B., & Markussen, S. (2019). Studies on delignification and inhibitory enzyme kinetics of alkaline peroxide pre-treated pine and deodar saw dust. Chemical Engineering and Processing, 143, 107607.
Moodley, P., Sewsynker-Sukai, Y., & Kana, E. B. G. (2020). Progress in the development of alkali and metal salt catalysed lignocellulosic pretreatment regimes: potential for bioethanol production. Bioresource Technology, 310, 123372.
Sun, Y., & Cheng, J. (2002). Hydrolysis of lignocellulosic materials for ethanol production: a review. Bioresource Technology, 83(1), 1–11.
Tye, Y. Y., Lee, K. T., Abdullah, W. N. W., & Leh, C. P. (2015). Effects of process parameters of various pretreatments on enzymatic hydrolysability of ceiba pentandra (L.) gaertn. (kapok) fibre: a response surface methodology study. Biomass and Bioenergy, 75, 301–313.
Morone, A., Pandey, R. A., & Chakrabarti, T. (2017). Comparative evaluation of organocat and selected advanced oxidation processes as pretreatment to enhance cellulose accessibility of rice straw. Journal of Environmental Chemical Engineering, 6(3), 3673–3680.
Thi, S., & Lee, K. M. (2019). Comparison of deep eutectic solvents (DES) on pretreatment of oil palm empty fruit bunch (OPEFB): cellulose digestibility, structural and morphology changes. Bioresource Technology, 282, 525–529.
Ravindran, R., Jaiswal, S., Abughannam, N., & Jaiswal, A. K. (2017). Two-step sequential pretreatment for the enhanced enzymatic hydrolysis of coffee spent waste. Bioresource Technology, 239, 276–284.
Maheswari, R. U., Mavukkandy, M. O., Adhikari, U., Naddeo, V., Sikder, J., & Arafat, H. A. (2020). Synergistic effect of humic acid on alkali pretreatment of sugarcane bagasse for the recovery of lignin with phenomenal properties. Biomass and Bioenergy, 134, 105486.
Tae, H. K., Jun, S. K., Sunwoo, C., & Lee, Y. Y. (2003). Pretreatment of corn stover by aqueous ammonia. Bioresource Technology, 90, 39–47.
Gao, Y., Xu, J., Yuan, Z., Zhang, Y., Liu, Y., & Liang, C. (2014). Optimization of fed-batch enzymatic hydrolysis from alkali-pretreated sugarcane bagasse for high-concentration sugar production. Bioresource Technology, 167, 41–45.
Yu, Z. Y., Jameel, H., Chang, H. M., Philips, R., & Park, S. (2012). Evaluation of the factors affecting avicel reactivity using multi-stage enzymatic hydrolysis. Biotechnology and Bioengineering, 109(5), 1131–1139.
Funding
The authors wish to express their gratitude for the financial support from the Special Funds for Basic Research Funding for Central public Welfare Scientific Institutes (CAFYBB2014QA023), Open Fund for Jiangsu Provincial Engineering Laboratory for Biomass Conversion and Process Integration (JPELBCPI2019001), and National Science-technology Support Plan Projects (2014BAD02B02).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yang, J., Xu, H., Jiang, J. et al. Enhanced Enzymatic Hydrolysis and Structure Properties of Bamboo by Moderate Two-Step Pretreatment. Appl Biochem Biotechnol 193, 1011–1022 (2021). https://doi.org/10.1007/s12010-020-03472-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12010-020-03472-x