
Abstract
The present investigation provides an assessment of the influence of the force parameters of computer numerically controlled (CNC) rotary friction welding (RFW), namely the friction force and the forging force during welding tubular samples with a diameter of 73 mm and a wall thickness of 9 mm from Cr-Mn-Mo steel G105 according to API 5DP in connection with AISI 4340. The microstructure, microhardness, tensile mechanical properties and Charpy V-notch impact toughness of welded joints after welding and after post-weld stress-relieving tempering were studied. The evolution of the microstructure was studied using optical and scanning electron microscopy. The length of microstructural features of the joint such as thermomechanically affected zone (TMAZ) and heat affected zone (HAZ) were measured using computational image analyzing procedure (ImageJ software). The 3D modeling software “CATIA” was employed for designing the tubular samples of welded joint and scheme of specimen extraction. The welded joint of G105 and AISI4340 steels under the studied conditions has equal tensile strength compared to the base G105 steel, both in the initial state after welding and after post-weld tempering. It has been shown that carbide particles of various morphologies, separated during welding and subsequent tempering, play a major role in the processes of strengthening in TMAZ. The tensile failure location is fixed in the G105 base steel. It has been established that welding power parameters influence the impact toughness of the interface zone: with an increase in welding force parameters, an increase in impact toughness and fracture ductility occurs. The dominant influence is exerted by the friction force. The highest impact strength occurs after the following welding parameters: friction force 145 kN, forging force 280 kN, rotation speed 600 rpm, burn-off length 7 mm and post-weld tempering at 550 ºC. Fractographic studies have established that the fracture surface after this treatment consists entirely of small dimples of ductile fracture. This mode can be recommended as optimal for obtaining an equal-strength connection with high impact strength.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The effectiveness of geological exploration and workover of oil wells depends on the reliability of the drill string. The development of deep wells requires a reduction in the weight of drill pipes, which can be achieved by using stronger steels while reducing the wall thickness. Low- and medium-carbon alloyed steels with Cr, Mn and Mo are widely used as drill pipe bodies due to the optimal combination of strength and ductility [1, 2]. Steels with a high carbon content are usually used as tool material to further increase the strength, rigidity and wear resistance of the threaded connections with which the drill string is assembled. These include steel AISI 4140, AISI 4340 and others. [3, 4].
The connection of the locking part to the pipe body is usually carried out using RFW [5, 6]. This method joint difficult-to-weld materials, which include medium-carbon alloyed steels used for drilling pipe. Fusion welding is ineffective in this case both from the point of view of low productivity and from the point of view of low quality of welded joints made of carbon alloyed steels. RFW has a number of technological advantages, the key to which are high productivity, degree of automation and stable quality of welded joints [7,8,9,10]. Continuous drive friction welding (CDFW) is one of the most popular RFW methods used to produce drill pipes. This process consists of several stages. The workpieces are installed in a stationary clamp and a rotational movement is imparted to the lock workpiece. Next, the workpieces are brought closer together and the contact surfaces are ground in. After this, a friction force is applied from the side of the lock, resulting in heating and plastic deformation of the workpieces. After achieving a given shortening (upsetting), the rotation stops and additional forging force is applied to the workpieces [4, 6]. Cooling after welding is carried out in still air. The burr is removed by mechanical treatment both from the outside and from the inside. The entire process occurs at temperatures lower than the melting point of the used steels [7,8,9,10,11]. In this case, the metal of the contact surfaces experiences a local thermal deformation effect, during which a gradient microstructure is formed in the TMAZ [4, 7,8,9,10,11,12]. The thermal cycle created by tool rotation, friction force and forging force is a tool for controlling the microstructure of the joint and the TMAZ, and consequently the mechanical properties of the joints [6, 8, 10].
An analysis of literature sources showed that there is great interest in assessing the influence of RFW parameters on the characteristics of the weld from homogeneous and dissimilar materials. [10, 13,14,15,16]. However, despite the abundance of published works, information on the RFW of carbon alloyed steels is limited. There are separate publications that present the results of studies of the microstructure and properties of welded joints of drill pipes made of N80 steels after normalization with 42CrMo4 steel after quenching and tempering [17], AISI 8630 steel [18], welded joints of ASTM A 106 Grade B steels in the hot-rolled state and AISI 4140 after normalization and after quenching and tempering [4, 19]. These works indicate that the mechanical properties of welded joints during tensile testing under properly selected welding conditions are not inferior to, and in some cases superior to, the mechanical properties of the least strong mating material. However, in the studies under consideration, the least strong steel used for the drill pipe body was not subjected to hardening heat treatment, consisting of quenching and tempering. This makes it difficult to understand the effectiveness of the RFW method in achieving mechanical properties of welded joints at the level of a high-strength drill pipe body subjected to quenching and tempering. This study aims to fill this gap in the field of knowledge and identify welding parameters that contribute to achieving the best combination of mechanical properties.
2 Materials and methods
2.1 Materials
The base materials in this work were Cr-Mn-Mo steel G105 according to API 5DP and AISI 4340 steel in the form of seamless pipes with an outer diameter of 73 mm and a wall thickness of 9 mm. The chemical composition of chosen steels, obtained using a Labspark 1000 optical emission spectrometer, is presented in Table 1.
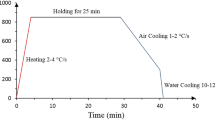
Base steels were used after heat treatment. For G105 steel, heat treatment at the manufacturing plant included quenching from 870 ºС and tempering at 580 ºС with water cooling in a sprayer. For AISI 4340 steel, heat treatment included normalization at 880 ºС, quenching from 860 ºС with cooling into a water-polymer mixture, tempering at 580 ºС with air cooling. The mechanical properties of materials after heat treatment are presented in Table 2.
2.2 Welding and stress relief heat treatment
CDFW was carried out using a 60-ton computer numerically controlled (CNC) rotary friction welding (RFW) machine “Thompson-60”. Welding modes are presented in Table 3. In this work, the friction force and forging force were changed at constant rotation speed and burn-off length. Figure 1 shows the appearance of a typical joint following CDRW of the cylindrical tubes exhibiting rotating side, fixed side and the flash.

A typical joint following CDRW of the cylindrical tubes exhibiting rotating side, fixed side and the flash (not to scale)
The 3D modeling software “CATIA” was employed for designing the tubular samples of welded joint and scheme of specimen extraction as shown in Fig. 2. From the resulting pipes with a welded joint, samples were made using wire EDM.

Sketch of cutting samples
Some friction-welded samples were subjected to stress-relieving tempering at a temperature of 550 °C for 1 h in a SNOL chamber oven.
2.3 Microstructure
The microstructure was studied on transverse sections after etching with a with 2% nital solution. The macrostructure was examined by using optical microscope Olympus (DSX1000). The microstructure was studied by using an optical microscope Nikon (ECLIPSE 100) and scanning electron microscope (Tescan Mira 3) at an accelerating voltage of 5 kV. The length of microstructural features of the joint such as thermomechanically affected zone (TMAZ) and heat affected zone (HAZ) were measured using computational image analyzing procedure (ImageJ software).
2.4 Mechanical testing
The mechanical properties of the welded joints were performed according to the ASTM E-8 M standard at room temperature. The tensile test specimens had the configuration shown in Fig. 3. Tensile tests were carried out on a universal testing machine (UTS 111.2–100) with a strain rate of 5 mm/min.

Welded joint tensile test specimen
Microhardness profiles in the cross section of the samples were plotted using a microhardness testing machine HVS-1000 with a load of 1.96 N applied for 10 s of exposure in increments of 0.5 mm.
Charpy V-notch impact tests were performed on the specimens according to the ASTM-370 standard on a WANCE PIT-100 pendulum impact tester at room temperature. The samples for determining impact toughness had dimensions of 4 mm×10 mm×55 mm (Fig. 4). A stress concentrator was applied in the interface between two steels.

Sample for Charpy impact tests
3 Results and discussion
3.1 Microstructure
Figure 5 shows the microstructure of the base steels. The microstructure of G105 steel consists the products of tempering of martensite and bainite sections, while AISI 4340 steel consists mainly the products of martensite tempering. The steels retain the lath structure of ferrite, inherited from the base structure of martensite and lower bainite. The carbide particles released during tempering are located both along the boundaries of crystal grains and inside the ferrite phase. In AISI 4340 steel, the most pronounced line arrangement of carbides is along the boundaries of laths and packets of the base martensitic microstructure. The size of the initial austenite grain in the base steels ranges from 10 to 15 μm.

Microstructure of the base materials: a) G105; b) AISI 4340
Figure 6 shows a typical macrostructure of a welded joint. In the weld, three characteristic zones are distinguished: the weld interface, the TMAZ, and the heat affected zone (HAZ). Next follows the base metal zone. TMAZ is characterized by structural heterogeneity caused by plastic deformation of the metal during welding and the texture of the base pipes obtained by hot rolling. Near the joint, a section can be identified with a parallel arrangement of fibers relative to the contact plane. This is followed by a partially deformed zone in which the texture threads are curved. This is followed by a zone with texture lines parallel to the rolling plane of the pipe blank. A similar structure was observed in works [19, 20].

Macrostructure of welded joint G105 and AISI 4340 (S6)
There were no significant differences in the structure of the welded joint when changing welding modes. The difference was in the length of the corresponding zones (Table 4). With an increase in friction force and forging force, the TMAZ and HAZ zones decrease.
Figure 7 shows the microstructure of weld interface zone after welding and after post-weld tempering using sample No. 6 as an example. In this zone, there is no clear boundary between the steels (Fig. 7, a). Near the interface zone, the microstructure has a multiphase structure and consists of low-temperature decomposition products of austenite – lower bainite (LB), areas of martensite with retained austenite (M + γ) and retained austenite of block morphology (γb). The initial austenite grain was varied (from 10 to 20 μm). The formation of such microstructures indicates that during friction, the heating temperature of steels exceeded the critical point Ac3, at which the steel was fully austenitic state. Further accelerated cooling into the cold metal layers and into the environment led to a shear transformation of austenite with the formation of martensitic and bainite areas. The packets are equiaxed, which indicates continuous dynamic recrystallization of austenite, which is also discussed in the works [4, 18, 19]. The absence of a clear boundary between the steels being welded indicates the formation of common austenite grains in the process of dynamic recrystallization, belonging to both steels.

Microstructure of the weld interface zone of G105 and AISI 4340 steels, S6. a) initial state after welding; b) after post-weld tempering
The effect of post-weld tempering led to the recrystallization of bainite and martensitic areas of the α-phase, the decomposition of retained austenite and the precipitation of carbide particles (Fig. 7, b). At the same time, the lath type morphology characteristic of the initial microstructure in these areas was preserved. With distance from the interface zone the size of martensite packets decreases and the proportion of the bainite phase increases. These changes are associated with a decrease in temperature. Bainite gradually changes its morphology, and increased carbide formation is observed. In the peripheral regions of the TMAZ, the microstructure is multiphase. In G105 steel it is represented by areas of granular ferrite (F) with finely dispersed cubic particles and upper bainite (UB) with a granular structure. In ferrite grains with a size of no more than 2 μm, a developed substructure was revealed, which is a consequence of the deformation effect (Fig. 8, a). AISI 4340 steel contains three morphological components of the α-phase - lower bainite, upper bainite, granular ferrite with finely dispersed carbide particles fixed at low-angle boundaries (Fig. 8, b). Post-weld tempering contributed to additional carbide formation in these areas. In this case, carbide particles have different morphologies and differ in size. Special carbides have a globular shape and are located predominantly in ferrite grains. Iron carbide has an elongated shape and is located both inside and along the boundaries of the bainite phase (Fig. 8, c, d).

Microstructure of TMAZ of G105 and AISI 4340 steels, S6: a, c) G105; b, d) AISI 4340. a, c) after welding; b, d) after post-weld tempering

Microstructure of HAZ of G105 and AISI 4340 steels, S6: a, c) G105; b, d) AISI 4340; a, c) after welding; b, d) after post-weld tempering
In the HAZ microstructure, along the boundaries of the initial austenite grains of the base steel, finer recrystallized grains of the α-phase of poorly distinguishable morphology containing small carbide particles were formed (Fig. 9, a, b). Thus, the temperature in these areas was in the range from Ac1 to Ac3. As a result of post-weld tempering, the volume of carbide precipitation in these areas increased, which increased the homogeneity of the microstructure in the HAZ of both steels (Fig. 9, c, d).
3.2 Microhardness
Figure 10 shows microhardness profiles near the outer diameter, along the center line and near the inner diameter of sample No. 6. It is characteristic that in TMAZ the microhardness changes abruptly, which is associated with the heterogeneity of the microstructure due to isolated areas of austenite decomposition products of different morphologies. The maximum hardness (623 HV) was recorded in TMAZ on the AISI 4340 side. With distance from the interface, the microhardness tends to decrease. In the HAZ, the microhardness values practically do not differ from the values of the base steels, which were 271–288 HV for G105 steel and 310–347 HV for AISI 4340 steel.
Figure 11 shows microhardness profiles in the pipe center line for various welding conditions. Changing the forging force in the studied range of parameters did not have a significant effect on the profiles and microhardness values. However, an increase in the friction force during the heating stage noticeably increased the microhardness in TMAZ of AISI 4340 to values of 680 HV (Fig. 11, a), which is associated with an increase in temperature during the friction stage of steels and a more complete martensitic transformation during cooling, as was previously observed in [21, 22].
Post-weld tempering of welded joints contributed to a decrease in microhardness values in the TMAZ areas. At the same time, some local softening is observed in the HAZ of G105 steel. Microhardness in this area is 245–260 HV versus 264–280 HV in the base metal (Fig. 11, b).

Microhardness profiles near the outer diameter, in the center line and near the inner diameter, S6

Microhardness profiles of the center line of the diameter of welded pipes, obtained in different welding modes: a) after welding; b) after post-weld tempering
3.3 Tensile properties
The results of tensile tests of welded joints after welding and after post-weld tempering are shown in Figs. 12, 13 and 14. Regardless of the welding modes, all samples failed in the base metal of G105 steel at a distance of 16–17 mm from the steel mating boundary (Fig. 12). In welded joints without tempering, tensile deformation developed predominantly in the base metal part of G105 steel. AISI 4340 steel and the welded joint zone practically did not participate in plastic deformation. In this regard, the elongation index was assessed only in relation to the working zone of G105 steel. It is worth noting that G105 steel in its initial state has the lowest strength compared to AISI 4340 steel and the obtained values of mechanical properties are not inferior to the properties of the base G105 steel (Fig. 13, a, b). The effect of tempering is reflected in an increase in the elongation index (Fig. 13, c). Apparently, the softening of the microstructure of the welded joint zone during tempering contributed to the involvement of the TMAZ zone in plastic deformation during tension. It is important that despite the local area of softening at the TMAZ boundary in G105 steel, no localization of deformation is observed in it. As microstructure observations have shown, this is due to carbide strengthening of this area. Figure 14 shows macro and microphotographs of the fracture surface after tension of a sample of the base metal G105, welded joint specimen No. 1 after welding and after tempering.

Samples of welded joints after tensile tests
с)

Mechanical properties of welded joints. a) yield strength; b) ultimate strength; c) elongation

Microphotographs of fracture surfaces after tensile tests. a) base metal G105; b) welded joint S1; c) welded joint S1 after tempering
All samples failed by a viscous mechanism. Macro photographs show steps, secondary cracks and delamination. The reason for this microrelief is the texture of the steel, the presence of “weak” surfaces parallel to the rolling plane of the pipe billet [23]. In these areas, the microrelief is represented by flat quasi-cleavage facets. The rest of the surface is occupied by small dimples. The appearance of the dimples is unequal because it is distorted due to the inclination of the fracture surface (Fig. 14, a, b). After tempering, the proportion of quasi-cleavage facets is reduced, an increase in the uniformity of deformation and an increase in the ductility of the base metal zone are observed (Fig. 14, c).
3.4 Impact toughness
show the results of impact bending tests of welded joints. After welding the mating zone of steels has a low reserve of viscosity, which is due to the fragility of the microstructures formed in this zone (Fig. 15). In all cases, destruction proceeded along the body of the initial austenite grain. However, some differences are observed in the morphology of the fracture surface. The fracture surfaces of S1, S2 and S3 samples have practically no traces of plastic deformation. The mechanism of destruction is chipping (Fig. 16, a). On S4, S5 and S6 samples, chipping practically does not occur. Quasi-cleavage facets alternate with a dimple structure (Fig. 16, c). Post-weld tempering contributed to an increase in the impact toughness of welded joints. At the same time, the maximum values are observed in S6 sample. On the fracture surface of this sample, traces of plastic deformation are observed in the form of the formation of shear lips. The fracture morphology is completely represented by ductile fracture dimples, similar to those observed on the fracture surface after tension (Fig. 16, d). However, the morphology of S1, S2 and S3 samples after tempering is represented by quasi-cleavage facets (Fig. 16, b). Presumably, the higher plasticity of the interface zone of steels G105 and AISI 4340 on S4, S5 and S6 samples, obtained at higher friction forces, can be explained by an increased proportion of retained austenite, compared to S1, S2 and S3 samples obtained at lower friction forces

Impact toughness in the interface zone of welded joints

Microphotographs of fracture surfaces after impact bending tests: (a) S1; (b) S1 + tempering; (c) S6; (d) S6 + tempering
It is known that processes of intense plastic deformation contribute to the stabilization of retained austenite in alloy steels due to the accumulation of dislocations [24]. This effect is used to increase the impact toughness of steels [25,26,27]. It is obvious that an increase in welding force parameters contributed to the intensification of deformation processes and, as a consequence, to an increase in the proportion of retained austenite. The presence of this phase is confirmed by both SEM studies of the microstructure and SEM studies of the fracture surface of impact samples containing local areas of dimple microrelief from retained austenite with block morphology. Most of the carbon is concentrated in this phase. In this case, bainite is depleted in carbon, which results in a decrease in the content of carbides in it and an increase in ductility. Thus, the friction force has the greatest influence on the degree of deformation in the mating zone of steels and therefore welding modes No. 4–6 are the most favorable for ensuring the highest KCV values in the welded joint of mating steels.
4 Conclusions
-
1.
The microstructure of the interface between steels is represented by common grains of low-temperature decomposition products of austenite belonging to both steels, which indicates joint dynamic recrystallization of austenite at the interface followed by shear transformation upon cooling.
-
2.
For all welding modes studied, the distribution of microhardness along the length of the TMAZ is discontinuous, which is due to the heterogeneity of the microstructure. At the same time, no zones of softening after welding were identified in comparison with base steels.
-
3.
Welding force parameters in the range from 100 kN to 145 kN for friction force, from 220 to 280 kN for forging force at rotation speed of 600 rpm and burn-off length of 7 mm do not have a significant effect on the mechanical properties of the welded joint in tension. The welded joint of G105 and AISI4340 steels under the studied conditions has equal tensile strength compared to the base G105 steel both in the initial state and after post-weld tempering.
-
4.
The effect of post-weld tempering is accompanied by an increase in the plastic properties and toughness of the steel mating zone without loss of mechanical strength, therefore, post-weld tempering can be recommended for this combination of steels.
-
5.
With an increase in welding force parameters in the range under study, the viscosity of the steel interface increases, which is associated with an intensification of the deformation effect, accompanied by stabilization of retained austenite. In this case, the greatest influence is exerted by friction forces. Therefore, the recommended welding modes for thorn workpieces with a diameter of 73 mm and a wall thickness of 9 mm from steels G105 and AISI 4340 are: friction force 145 kN, forging force 280 kN rotation speed during friction of 600 rpm and burn-off length of 7 mm.
Data availability
The authors declare that the data that supports the findings of this study are available within the article.
References
Ovchinnikov, D.V., Sofrygina, O.A., Zhukova, S.Y., Pyshmintsev, I.Y., Bityukov, S.M.: Influence of microalloying with boron on the structure and properties of high-strength oil pipe. Steel Translation. 41(4), 356–360 (2011)
Sofrygina, O.A., Zhukova, S.Y., Bityukov, S.M., Pyshmintsev, I.Y.: Economical steels for the manufacture of high-strength oil pipe (according to the API Spec5CT standard). Steel Translation. 40(7), 616–621 (2010)
Still, J.R.: Welding of AISI 4130 and 4140 steels for drilling system. Weld. J. 76 (1) (1997)
Khadeer, S.A., Babu, P.R., Kumar, B.R., Kumar, A.S.: Evaluation of friction welded dissimilar pipe joints between AISI 4140 and ASTM A 106 Grade B steels used in deep exploration drilling. J. Manuf. Process. 56, 197–205 (2020)
Sutovskii, P.M., Tkachev, Y.A., Semkin, N.V.: Aspects of friction welding drill pipes. Weld. Int. (1990). https://doi.org/10.1080/09507119809447808
Priymak, E.Y., Atamashkin, A.S., Kuzmina, E.A.: The use of rotational friction welding for manufacture of exploration drill pipes: Industrial experience and research. Chernye Metally. 4, 37–42 (2020)
Maalekian, M.: Friction welding-critical Assessment of Literature. Sci. Technol. Weld. Joining. 12, 738–759 (2007)
Vill, V.I.: Friction welding of metals. Mashinostroenie (1970)
Li, W.Y., Vairis, A., Preuss, M., Ma, T.J.: Linear and Rotary Friction Welding Review. Int. Mater. Rev. 61, 71–100 (2016)
Shete, N., Deokar, S.U.: A Review Paper on Rotary Friction Welding. International Conference on Ideas, Impact and Innovation in Mechanical Engineering. 5, 1557–1560 (2017)
Cai, W., Daehn, G., Vivek, A., Li, J., Khan, H., Mishra, R.S., Komarasamy, M.: A state of the art review on solid-state metal joining. J. Manuf. Sci. Eng. (2019). https://doi.org/10.1115/1.4041182
Li, P.: at al: Inhomogeneous microstructure and mechanical properties of rotary friction welded AA2024 joints. J Mater Res Technol. (2020). https://doi.org/10.1016/j.jmrt.2020.03.100
Thirumalaikkannan, D.K., Paramasivam, S., Visvalingam, B., Sonar, T., Sivaraj, S.: Parametric mathematical modeling and 3D response surface analysis for rod to plate friction welding of AISI 1020 steel/AISI 1018 steel. Multidiscipline Model. Mater. Struct. 19(1), 54–70 (2023)
Dhamothara Kannan, T., Sivaraj, P., Balasubramanian, V., Malarvizhi, S., Sonar, T., Ivanov, M., Sathiya, S.: Joining different grades of low carbon steel to develop unsymmetrical rod to plate joints using rotary friction welding for automotive applications. Forces Mech. 10, 100153 (2023)
Dhamothara Kannan, T., Sivaraj, P., Balasubramanian, V., Sonar, T., Ivanov, M., Sathiya, S.: Unsymmetric rod to plate rotary friction welding of dissimilar martensitic stainless steel and low carbon steel for automotive applications–mathematical modeling and optimization. Int. J. Interact. Des. Manuf. (2023). https://doi.org/10.1007/s12008-022-01193-5 (In Press)
Kirik, I., Ozdemir, N.: Effect of process parameters on the microstructure and mechanical properties of friction-welded joints of AISI 1040/ AISI 304L steels. Mater. Technol. 49(5), 825–832 (2015)
Emre, H.E., Kaçar, R.: Effect of Post Weld Heat treatment process on microstructure and Mechanical properties of Friction Welded Dissimilar Drill Pipe. Research. 18(3), 503–508 (2015)
Banerjee, A., Ntovas, M., Da Silva, L., Rahimi, S., Wynne, B.: Inter relationship between microstructure evolution and mechanical properties in inertia friction welded 8630 low-alloy steel. Archives Civil Mech. Eng. (2021). https://doi.org/10.1007/s43452-021-00300-9
Kumar, A.S., Khadeer, S.A., Rajinikanth, V., Pahari, S., Kumar, B.R.: Evaluation of bond interface characteristics of rotary friction welded carbon steel to low alloy steel pipe joints. Mater. Sci. Eng. A. (2021). https://doi.org/10.1016/j.msea.2021.141844
Celik, S., Ersozlu, I.: Investigation of the mechanical properties and microstructure of friction welded joints between AISI 4140 and AISI 1050 steels. Mater. Des. (2008). https://doi.org/10.1016/j.matdes.2008.06.070
Priymak, E., Firsova, N., Bashirova, E., Sergienko, S., Kuzmina, E., Atamashkin, A.: Influence of Friction pressure at a given burn-off length on the mechanical and Microstructural properties of welded joints from medium-Carbon Alloyed steels in Rotaty Friction Welding. J. Adv. Res. Dyn. Control Syst. 11(01), 431–437 (2019)
Kuzmina, E.A., Priymak, E.Y., Kirilenko, A.S., Syomka, Y.S.: Influence of the heating force in rotational friction welding on mechanical properties and tensile fracture mechanism of dissimilar welded joints of 30KhGSA and 40KhMFA steels. Chernye Metally. 12, 49–57 (2022)
Pumpyanskii, D.A.: At Al: Effect of Finish Rolling temperature on the texture and fracture resistance of low-Carbon High-Strength Pipe Steels during Thermomechanical Treatment. Met. Sci. Heat Treat. 65(5–6), 330–337 (2023)
Miura, T., Ueji, R., Fujii, H.: Stabilization of retained austenite in Cr-Mo steel by microalloying and friction stir welding. Proc. 1st Int. Joint Symp. Join. Weld. (2013). https://doi.org/10.1533/978-1-78242-164-1.107
Kaletin, A.Y.U., Kaletina, Y.U.V., Simonov, Y.U.N.: Retained Austenite and Impact Strenght of Structural Steels with Carbide-Free Bainite. Bull. PNRPU Mech. Eng. Mater. Sci. (2022). https://doi.org/10.15593/2224-9877/2022.4.06
Kaletin, A.Y., Kaletina, Y.V.: The role of retained Austenite in the structure of Carbide-Free Bainite of Construction Steels. Phisics Met. Metallography. (2018). https://doi.org/10.1134/S0031918X18090053
Shi, J., Sun, X., Wang, M., et al.: Enhanced work-hardening behavior and mechanical properties in ultrafine-grained steels with large-fractioned metastable austenite. Scripta Mater. 63(8), 815–818 (2010)
Acknowledgements
Research using a scanning electron microscope Tescan Mira 3 was carried out at the Collective Use Center of the Center for Identification and Support of Gifted Children “Gagarin” (Orenburg Region).
Funding
The study was supported by the Russian Science Foundation Grant No. 23-79-01311, https://rscf.ru/project/23-79-01311/.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Atamashkin, A., Priymak, E., Tulibaev, E. et al. Influence of force parameters of rotary friction welding on the microstructure and mechanical properties of welded joints of high-strength drill pipes. Int J Interact Des Manuf (2024). https://doi.org/10.1007/s12008-024-02011-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12008-024-02011-w