
Abstract
Sand casting is a crucial manufacturing step in creating a quality product that will meet the demands of the market. Four common metals aluminum, brass, gunmetal, and cast iron are evaluated to determine which makes the best riser. In this study, we use Taguchi L9 orthogonal array design of experiment (DOE) analysis to the melting and vent hole characteristics of sand and develop a mathematical model using Taguchi methods. It is necessary to concentrate the size and geometry of the riser. The riser design is optimized by process parameters of major diameter, minor height, and diameter of the riser. By balancing many factors, including riser design, melting, sand, and vent holes, we found the optimal configuration. The end objective is to improve the material’s mechanical properties. As a result of its superior dimensional geometry, simplicity of pattern development, higher production rate, and decreased solidification time compared to another casting, investment casting has become increasingly popular. It is common to practice casting both ferrous and non-ferrous materials in the sand since doing so yields a high-quality, low-cost item. Most of the small-scale industries are making the cast material by sand casting process that observed the yield of casting ranges from 50 to 55% only. 50%on the raw material is spent for the riser, runner, and gating system. Out of 50%, the riser alone has 25% of the raw material. It is clear that, the riser having more volume of raw material.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Casting is one of best manufacturing processes and it provides the furthermost liberty of design in terms of size, shape and product quantity where liquid metal is dispensed into a mold cavity [1,2,3,4]. The sand-casting process includes such as patterns, riser and runner, gating, design consideration, and casting allowance [5, 6]. The representation diagram of the casting process is depicted in Fig. 1.

Mould for a sand casting. (Casting Technology by Chakrabarti)
The pattern is replica of the real part of mould cavity which made by wood and sometime other metals. The cavity is enclosed in a combined mould box namely Cope and Drag. The lower half of the box is known as Drag which is filled with sand and to make the mould cavity and gating system [7,8,9,10]. The upper half of the box is known as cope and is filled with sand and to make the sprue basin, sprue pin and riser. The parting line with dry sand is separating the cope and drag. The cope is removed from the drag and the pattern is removed without the damage of mould cavity [11,12,13,14,15,16]. The sprue basin and sprue pin are used to avoid the turbulent flow while pouring the molten metal to the mould cavity. The gating system is used to supply the liquefied metal uniformly to the mould cavity. The riser is made by sand which placed in the cope portion [17,18,19]. The riser allows escaping of air and moulding fumes as the mould cavity is being poured with molten metal. The riser is mainly used to feed the molten metal to the mould cavity while shrinkage. It is to promote the directional solidification of mould cavity. The riser should not freeze before the mould cavity. Thus, the riser design is very important in sand-casting process. The vent hole is made on the top surface of cope. The purpose of vent hole is to escape the air/gases to the atmosphere. It also helps to transfer the heat from the mould cavity [20,21,22]. The number of vent holes and the diameter of vent holes are important parameters in casting process. The following parameters govern the casting process:
-
Pouring temperature
-
Green sand condition
-
Vent hole system
Due to its high efficiency and accuracy, numerical simulation has recently become popular in the casting business. Melt flow status, solidification process, and stress distribution were all predicted and graphically shown thanks to numerical simulation. Problems with the casting, such as shrinkage, misrun, and stress concentration. Reis et al. [23] simulated the shrinkage flaws in both long and short freezing materials during solidification. Porosity is a common example of an internal shrinkage defect in short-freezing materials, whereas surface depressions are a common example of an exterior defect in long-freezing materials. Chaudhary et al. [24] worked on casting design and simulation with computer assistance. The feeder and gating design of castings can be optimised with the help of computer-aided casting design and simulation, which is described in this study.
Casting is a commonly used process in aerospace applications for producing lightweight components with excellent strength-to-weight ratios [25,26,27,28,29]. Aluminum alloys offer desirable properties such as high strength, corrosion resistance, thermal conductivity, and good machinability. casting for aerospace applications offers numerous advantages, including design flexibility, excellent mechanical properties, corrosion resistance, high thermal conductivity, and cost-effectiveness[30,31,32,33,34]. These advantages make it a preferred choice for manufacturing lightweight, high-performance components in the aerospace industry. Characterization, mechanical behaviour analysis and optimization of materials [38,39,40,41,42,43,44,45,46,47]
Based on a survey of the literature, the majority of researchers have distinct mold characteristics, including moisture level, clay content, green strength, pouring time, melting temperature, and holding time. This study examines the solidification process and feeding impact of ductile cast iron under various riser settings using numerical modeling and pouring trials. It is clear that the riser design and the vent hole characteristics do not fully account for the limitations of the solidification modeling program. Most solidification simulation software uses basic geometrical forms like squares and cylinders. Our effort is concentrated on creating the ideal riser design that ANSYS software can examine. With the use of Taguchi’s experiment design, the ideal pouring time will be determined. Response surface methods will be used to examine the different mold properties.
2 Materials and methodology
Important factors in the sand-casting procedure include melting point, riser technique, and mold characteristics. The experimental methods have been prepared for the following experimental works.
2.1 Materials and their properties
The experimental investigation has been carried out for the following materials, Aluminum, Brass, Cast iron, and Gunmetal.
Sand casting is used to create the aforementioned materials for a variety of purposes. Sand casting is the predominant method for producing aluminium and cast-iron products. The chemical compositions of the various raw materials are given in Table 1. The thermal properties of various materials are given in Table 2. and the physical and mechanical properties are given in Table 3.
The improper patterns may create more energy consumption and materials waste. Sand preparation is very important in the sand casting process which affects the quality and properties of cast material [35,36,37]. The preparation of mold boxes may affect the quality of the casting. These are all the major problems affecting the cast materials. Hence, it is necessary to focus on the foundry industry. These problems are resolved and produced good mechanical property of the cast material is obtained in this work. The flow chart of the present work is shown in Fig. 2.

Flow chart of the present work
The utmost important control factors in a furnace are several ranges of molten temperature, pouring time, and holding the temperature within a specified time. These parameters influence the proper solidification without defects. The effect of holding the temperature in the furnace is improving physical and mechanical properties. The Experimental work is planned by using Taguchi’s Orthogonal Array to recognize the most favorable level of process parameters. Analysis of the Variance method is used to create the significant factors and their number of inputs. In this work, the optimized riser is used for the various sand compositions and vent hole parameters of the sand-casting process. The basic dimensions of the riser are shown in Table 4.
2.2 Design and analysis by ANSYS
2.2.1 Optimum riser design in sand casting
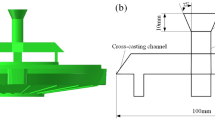
The three locations of the riser points are identified, and the Location points are fixed from the riser center to the bottom and below the riser. All the located nodes are selected and identified as solidification time. Solidification time helps to get the last solidification region of the riser. The last solidification time is calculated from various dimensions of the riser and the best geometry of the riser has been selected for further experimental work. The equal interval between the riser center point and the top of the mold cavity is taken as the solidification time as shown in Fig. 3.

Schematic diagram of riser and mould cavity
The major and minor diameters are reduced by 1 mm and 2 mm respectively as a difference. The height of the riser is taken as 70 mm and it is considered constant. The geometry of the riser is shown in Tables 5 and 6. From this table, one of the best riser parameters will get a low volume and satisfy the proper solidification. Total 12 sets of riser geometry with four different materials have been analyzed by ANSYS. From the literature, Aluminum, cast iron, brass and gunmetal are widely used in the sand-casting process. Hence those materials are taken for this investigation work. When creating a mathematical model for riser design, several assumptions are commonly considered. These assumptions simplify the analysis and allow for more manageable mathematical equations. Here are some typical assumptions made in riser design modeling: steady-state flow, incompressible fluid, laminar flow, negligible heat transfer, constant properties and straight riser geometry (Fig. 4).

Solidification of riser and cavity by ANSYS
Table 7 illustrates the most critical input process parameters influencing the hardness in order to generate high-quality test specimens in accordance with customer needs and industry specifications.
Table 8 displays the results of experiments performed using the L9 orthogonal array and the Taguchi Design of Experiments method.
2.3 Optimum riser design for various materials
Based on the solidification time, the optimum riser parameters are selected for different materials. As per Chvorinov’s rule the total volume of riser for aluminum is 105,242 mm3. But the ANSYS result shows that the volume of riser for aluminum is 33,259 mm3. 65% of volume can be reduced in riser zone. By following this method, the initial raw material of the casting is reduced up to 30%. Similarly other materials volume differences are shown in Table 9.
3 Results and discussion
In this experimental study, the main effect plot is utilized to depict the optimum range for the input process parameters. The maximum value of each level in the main effect plot represents an optimal range of input parameters for this experimental activity. The main effect plot for various materials on hardness and surface roughness is shown in Figs. 5, 6, 7, 8. Since the mobility of the molten temperature was enhanced with the pouring temperature, it was discovered that the effect of input parameters increases with an increase in level. As the pouring temperature increase, the shrinkage of liquid metal in the solidification process increases and if the molten temperature is too low, the molten metal not flows into the cavities. Therefore, the ‘Larger is better’ and smaller is better’ condition was selected for the impact of input process parameters on hardness and surface roughness. Figure 7 shows that for aluminum, the molten temperature, holding time and pouring time of 755 °C, 20 min, and, 45 s respectively, have the greatest impact on the hardness, while the molten temperature, holding time and pouring time of 755 °C, 20 min and 20 s, respectively, have the greatest impact on the surface roughness. Figure 8 shows that for brass material, the ideal parameters for hardness are a molten temperature of 700 °C, a pouring time, 45 s, and a holding time, 40 m; for surface roughness, the ideal parameters are a molten temperature of 755 °C, a pouring time of 40 s, and a holding time of 20 m. Figure 9 demonstrates that for gunmetal, enhanced input parameters are used. The molten temperature of 905 °C, pouring time of 45 s, and holding time of 20 min are the most effective parameters for hardness, while molten 905 °C temperature, pouring time of the 60 s, and holding time of the 20 min are the most effective factors for surface roughness. Figure 10 shows that the impact of input parameters grows with increasing levels of cast iron. Optimal levels of parameters for hardness at 1205 °C of the molten temperature, 45 s. of pouring time, and 20 min. of holding time; and for surface roughness at 1105 °C of the molten temperature, pouring time 45 s, and 20 min of holding time.

Temperature and time analysis of mean value plot for aluminum

Temperature and time analysis of mean value plot for brass

Temperature and time analysis of mean value plot for gun metal

Temperature and time analysis of mean value plot for cast-iron

Mean value plot for aluminum

Mean value plot for brass
3.1 Vent hole parameters in sand casting
Minitab is used for L9 studies based on the Taguchi orthogonal array to learn how changing the input process parameters impacts the responses, such as hardness and surface roughness. Input parameters like vent hole angle and vent hole diameter are shown graphically in the primary effect plot for aluminium on hardness and surface roughness. Figure 9 shows that as the difficulty grows, so does the influence of the input parameters. Hardness and surface roughness are best achieved with a 90° 45° vent hole angle and a 7 mm 3 mm vent hole diameter. The vent hole angle of 90° and the vent hole diameter of 7 mm geometry is used to escape more heat transferred from mould box and solidification time can be reduced of the geometry. So, the higher hardness is achieved at minimum solidification time. Maximum hardness can be achieved as solidification time is minimum and minimum solidification time at 60° and 45° of vent hole angle and 5 mm and 3 mm of vent hole diameter is achieved for the better surface finish. The diameter of vent hole diameter for sand casting for mould box which can be varied based on the size of the mould box and cavity volume. Similarly, the other materials like brass, gun metal and cast iron is vent hole angle of 90° and vent hole diameter of 7 mm have achieved high hardness. The main effect plot for aluminum, brass, gun metal and cast iron on hardness and surface roughness are shown in Figs. 9, 10, 11, 12.

Mean value plot for gun-metal

Mean value plot for cast-iron
Simulation aids in visualizing filling and solidification events in very less time, effort, labour, or financial waste. Therefore, by avoiding possible issues with metal flow or at the time of freezing consistent with both product requirements and foundry capabilities, casting simulation allows to give “correct at the first time.” High levels of casting errors in job shops have a significant influence on three factors, including method design, process capabilities, and component compatibility.
4 Conclusions
In conclusion, the riser simulation design has provided valuable insights and understanding of the behavior and performance of the riser system. Following conclusions are drawn from the present research work:
-
ANSYS software is used to determine the final solidification point of the riser in four distinct materials. The outcome informs the riser’s final dimensions. Enhanced mechanical qualities can be obtained through casting Aluminum, Brass, gunmetal, and Cast iron.
-
In this study, we show that an approximate 30% volume reduction may be achieved in the starting raw material with no discernible increase in casting flaws. By altering the mould characteristics, the hardness value could rise by as much as 26%.
-
Maximum hardness is attained with a 7 mm vent hole and a 90° vent hole angle. A superior surface roughness can be attained by using a 3 mm vent hole with a 45° vent hole angle.
-
Successful ideal parameters for the experimental inquiry have been determined. These settings are ideal for low-volume manufacturing, and they also increase the durability of the materials utilised.
Future work for riser design can focus on several aspects to further enhance the performance, safety, and efficiency of riser systems. Here are some potential areas for future research and development, Temperature parameter analysis to be done to enhance the quality of the production rate. The addition of other materials like composite and biomaterials leads to process enhancement. To increase the input process parameters such as mould box, gating system and runners may enhance the prediction. To conduct more experiments (L18 or L27) with combination of different materials is used to improve the output responses.
References
Seo, H.-Y., Jin, C.-K., Kang, C.-G.: Design of a gate system and riser optimization for turbine housing and the experimentation and simulation of a sand casting process. Adv. Mech. Eng. 10(8), 1687814018795045 (2018). https://doi.org/10.1177/1687814018795045
Sharma, S., et al.: Significance of alloying elements on the mechanical characteristics of Mg-based materials for biomedical applications. Crystals 12, 1138 (2022). https://doi.org/10.3390/cryst12081138
Agarwal, K.M., Tyagi, R.K., Saxena, K.K.: Deformation analysis of Al alloy AA2024 through equal channel angular pressing for aircraft structures. Adv. Mater. Process. Technol. 8(1), 828–842 (2022). https://doi.org/10.1080/2374068X.2020.1834756
Awasthi, A., Saxena, K.K., Arun, V.: Sustainable and smart metal forming manufacturing process. Mater. Today Proc. 44, 2069–2079 (2021). https://doi.org/10.1016/j.matpr.2020.12.177
Oji, J.O., et al.: Numerical optimization of sand casting parameters using the Dantzig’s simplex method. J. Miner. Mater. Charact. Eng. 1(5), 250–256 (2013). https://doi.org/10.4236/jmmce.2013.15039
Kumar Maurya, S., Kumar, R., Krishna Mishra, S., Sharma, A., Singh Yadav, A., Ranjan Kar, V.: Friction stir welding of cast aluminum alloy (A319): effect of process parameters. Mater. Today Proc. 56, 1024–1033 (2022). https://doi.org/10.1016/j.matpr.2022.03.271
Yadav, P., Beniwal, G., Saxena, K.K.: A review on pore and porosity in tissue engineering. Mater. Today Proc. 44, 2623–2628 (2021). https://doi.org/10.1016/j.matpr.2020.12.661
Shilpa, M., Prakash, G.S., Shivakumar, M.R.: A combinatorial approach to optimize the properties of green sand used in casting mould. Mater. Today Proc. 39, 1509–1514 (2021). https://doi.org/10.1016/j.matpr.2020.05.465
Saxena, K.K., Lal, A.: Comparative molecular dynamics simulation study of mechanical properties of carbon nanotubes with number of stone-wales and vacancy defects. Procedia Eng. 38, 2347–2355 (2012). https://doi.org/10.1016/j.proeng.2012.06.280
Agarwal, K.M., Tyagi, R.K., Choubey, V., Saxena, K.K.: Mechanical behaviour of aluminium alloy AA6063 processed through ECAP with optimum die design parameters. Adv. Mater. Process. Technol. 8(2), 1901–1915 (2022). https://doi.org/10.1080/2374068X.2021.1878705
Borikar, G.P., Chavan, S.T.: Optimization of casting yield in multi-cavity sand moulds of Al-alloy components. Mater. Today Proc. 28, 819–824 (2020). https://doi.org/10.1016/j.matpr.2019.12.305
Kumar, R., Jain, A., Mishra, S.K., Joshi, M., Singh, K., Jain, R.: Comparative structural analysis of CNC milling machine bed using Al-SIC/graphite, al alloy and Al-SIC composite material. Mater. Today Proc. 51, 735–741 (2022)
Sahai, N., Saxena, K.K., Gogoi, M.: Modelling and simulation for fabrication of 3D printed polymeric porous tissue scaffolds. Adv. Mater. Process. Technol. 6(3), 530–539 (2020). https://doi.org/10.1080/2374068X.2020.1728643
Basanth Kumar, K., Saxena, K.K., Dey, S.R., Pancholi, V., Bhattacharjee, A.: Peak stress studies of hot compressed TiHy 600 alloy. Mater. Today Proc. 4(8), 7365–7374 (2017). https://doi.org/10.1016/j.matpr.2017.07.066
Mehta, A., et al.: Processing and advancements in the development of thermal barrier coatings: a review. Coatings 12(9), 1318 (2022). https://doi.org/10.3390/coatings12091318
Kumari, S., Sonia, P., Singh, B., Abhishek, K., Saxena, K.K.: Optimization of surface roughness in EDM of pure magnesium (Mg) using TLBO. Mater. Today Proc. 26, 2458–2461 (2020). https://doi.org/10.1016/j.matpr.2020.02.523
Maurya, S.K., et al.: Welding studies on dissimilar magnesium alloys for improving corrosion behaviour. Mater. Today Proc. 63, 623–629 (2022)
Nimbulkar, S.L., Dalu, R.S.: Design optimization of gating and feeding system through simulation technique for sand casting of wear plate. Perspect. Sci. 8, 39–42 (2016). https://doi.org/10.1016/j.pisc.2016.03.001
Nandagopal, M., Sivakumar, K., Sengottuvelan, M.: Process parameter optimization to reduce cold metal defect in ferrous casting using Taguchi technique and regression analysis. Mater. Today Proc. 45, 7917–7921 (2021). https://doi.org/10.1016/j.matpr.2020.12.748
Xu, Q., Xu, K.: Safety assessment of sand casting explosion accidents through on-site testing and numerical simulation of the temperature variation in sand molds to protect employee health. Process. Saf. Environ. Prot. 159, 452–463 (2022). https://doi.org/10.1016/j.psep.2022.01.019
Chaudhari, A., Vasudevan, H.: Reliability based design optimization of casting process parameters using Markov chain model. Mater. Today Proc. 63, 602–606 (2022). https://doi.org/10.1016/j.matpr.2022.04.189
Ayar, M.S., Ayar, V.S., George, P.M.: Simulation and experimental validation for defect reduction in geometry varied aluminium plates casted using sand casting. Mater. Today Proc. 27, 1422–1430 (2020). https://doi.org/10.1016/j.matpr.2020.02.788
Reis, A., et al.: Modeling of shrinkage defects during solidification of long and short freezing materials. J. Mater. Process. Technol. 202(1), 428–434 (2008). https://doi.org/10.1016/j.jmatprotec.2007.10.030
Choudhari, C. M., Narkhede, B. E., Mahajan, S. K.: Optimum design and analysis of riser for sand casting. In: 2013 IEEE International Conference on Industrial Engineering and Engineering Management, pp. 1151–1155 (2013). https://doi.org/10.1109/IEEM.2013.6962591
Budarapu, P.R., Sudhir Sastry, Y.B., Natarajan, R.: Design concepts of an aircraft wing: composite and morphing airfoil with auxetic structures. Front. Struct. Civ. Eng. 10, 394–408 (2016). https://doi.org/10.1007/s11709-016-0352-z
Budarapu, P.R., Yb, S.S., Javvaji, B., Mahapatra, D.R.: Vibration analysis of multi-walled carbon nanotubes embedded in elastic medium. Front. Struct. Civ. Eng. 8(2), 151–159 (2014). https://doi.org/10.1007/s11709-014-0247-9
Gupta, T.K., Budarapu, P.R., Chappidi, S.R., Sudhir Sastry, Y.B., Paggi, M., Bordas, S.P.: Advances in carbon based nanomaterials for bio-medical applications. Curr. Med. Chem. 26(38), 6851–6877 (2019)
Yadav, S., Sharma, P., Yamasani, P., Minaev, S., Kumar, S.: A prototype micro-thermoelectric power generator for micro-electromechanical systems. Appl. Phys. Lett. 104(12), 123903 (2014). https://doi.org/10.1063/1.4870260
Balguri, P.K., Samuel, D.G.H., Thumu, U.: A review on mechanical properties of epoxy nanocomposites. Mater. Today Proc. 44, 346–355 (2021). https://doi.org/10.1016/j.matpr.2020.09.742
Doni Pon, V., et al.: Enhancement of optoelectronic properties of ZnO thin films by Al doping for photodetector applications. Superlattices Microstruct. 151, 106790 (2021). https://doi.org/10.1016/j.spmi.2020.106790
SudhirSastry, Y.B., Krishna, Y., Budarapu, P.R.: Parametric studies on buckling of thin walled channel beams. Comput. Mater. Sci. 96, 416–424 (2015). https://doi.org/10.1016/j.commatsci.2014.07.058
Basavapoornima, Ch., Kesavulu, C.R., Maheswari, T., Pecharapa, W., Depuru, S.R., Jayasankar, C.K.: Spectral characteristics of Pr3+-doped lead based phosphate glasses for optical display device applications. J. Lumin. 228, 117585 (2020). https://doi.org/10.1016/j.jlumin.2020.117585
Vijayakumar, Y., Nagaraju, P., Yaragani, V., Parne, S.R., Awwad, N.S., Ramana Reddy, M.V.: Nanostructured Al and Fe co-doped ZnO thin films for enhanced ammonia detection. Physica B Condens. Matter 581, 411976 (2020). https://doi.org/10.1016/j.physb.2019.411976
Minkowski functional characterization and fractal analysis of surfaces of titanium nitride films-IOPscience. https://iopscience.iop.org/article/https://doi.org/10.1088/2053-1591/ab26be (accessed Jul. 15, 2023)
Saxena, P., Pagone, E., Salonitis, K., Jolly, M.R.: Sustainability metrics for rapid manufacturing of the sand casting moulds: a multi-criteria decision-making algorithm-based approach. J. Clean. Prod. 311, 127506 (2021). https://doi.org/10.1016/j.jclepro.2021.127506
Anwar, N., Sappinen, T., Jalava, K., Orkas, J.: Comparative experimental study of sand and binder for flowability and casting mold quality. Adv. Powder Technol. 32(6), 1902–1910 (2021). https://doi.org/10.1016/j.apt.2021.03.040
Pandit, H., Deshpande, A.: Theory of combined imbalance for quality improvement in green sand molded castings. Mater. Today Proc. 47, 2315–2321 (2021). https://doi.org/10.1016/j.matpr.2021.04.294
Rathod, N.J., Chopra, M.K., Chaurasiya, P.K., Pawar, S.H., Tiwari, D., Kumar, R., Saxena, K.K., Buddhi, D.: Design and optimization of process parameters for hard turning of AISI 304 stainless steel using Taguchi-GRA-PCA. Int. J. Interact. Design Manuf. (IJIDeM). 26, 1–2 (2022)
Kumar, R., Dwivedi, R.K., Ahmed, S.: Stability of retained austenite in carbide free bainite during the austempering temperature and its influence on sliding wear of high silicon steel. SILICON 13, 1249–1259 (2021)
Kumar, R., Dwivedi, R.K., Ahmed, S.: Influence of multiphase high silicon steel (Retained austenite-RA, ferrite-F, bainite-B and pearlite-P) and carbon content of RA-C γ on rolling/sliding wear. SILICON 13, 3307–3320 (2021)
Kumar, R., Dwivedi, R.K., Ahmed, S.: Wear characteristics and temperature analysis of alloy steel using self-developed wear testing machine. Mater. Today Proc. 1(18), 2875–2880 (2019)
Sharma, S., Dwivedi, R.K., Kumar, R.: Review on the influence of retained austenite on the mechanical properties of carbide-free bainite. In: Advanced Materials Manufacturing Processes, pp. 191–201. CRC Press, Boca Raton (2021)
Arya, R.K., Kumar, R., Telang, A.: Influence of microstructure on tribological behaviors of Al6061 metal matrix composite reinforced with silicon nitride (Si3N4) and silicon carbide (SiC) micro particles. SILICON 3, 1–5 (2023)
Rathod, N.J., Chopra, M.K., Shelke, S.N., Chaurasiya, P.K., Kumar, R., Saxena, K.K., Prakash, C.: Investigations on hard turning using SS304 sheet metal component grey based Taguchi and regression methodology. Int. J. Interact. Design Manuf. (IJIDeM) 3, 1–2 (2023)
Singh, V. P., Kumar, R., Kumar, A., Dewangan, A. K.: Automotive light weight multi-materials sheets joining through friction stir welding technique: an overview. Mater. Today Proc. (2023)
Sai Shravan Kumar, P., Viswanath Allamraju, K.: A review of natural fiber composites [Jute, Sisal, Kenaf]. Mater. Today Proc. 18, 2556–2562 (2019). https://doi.org/10.1016/j.matpr.2019.07.113
Devireddy, K., Muralimohan, C., Venkateswarlu, D.: A review of research progress on dissimilar laser weld-brazing of automotive applications. In: IOP Conference Series: Materials Science and Engineering, vol. 330, p. 1 (2018). https://doi.org/10.1088/1757-899X/330/1/012073
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kumar, R., Maurya, S.K., Choubey, M. et al. Optimization and empirical studies of riser design in sand casting process using different mould properties. Int J Interact Des Manuf 18, 3473–3484 (2024). https://doi.org/10.1007/s12008-023-01725-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-023-01725-7