
Abstract
Abrasive powder-mixed electrode-coated electrical discharge machining (APMEC-EDM) is a hybrid manufacturing process that involves using a abrasive powder mixed dielectric fluid and coated electrodes and combining benefits of both mechanical and thermal interactions. Present study aims to use a new performance assessment technique, gray relational analysis (GRA), to assess the influence of optimizing the APMEC-EDM performance on Nimonic80A Superalloy. Here, five control factors are considered as machining parameters: pulse current (A), pulse on-time (Ton), pulse off-time (Toff), Inter Electrode gap (mm), and aluminum powder concentration (g/L). The GRA L27 Orthogonal Array DOE can determine best parameters for multiple responses. GRA is employed to acquire a single performance index, and gray correlational class is used to optimize the APMEC-EDM process using a gray correlation coefficient with a lower tool wear rate, radial overcut, and higher material removal rate. The multi-objective optimization optimum values are Current at 15 A, Inter Electrode Gap at 2 mm, and Powder concentration in dielectric at 9 g/l, Ton at 300 μs, and Toff at 90 μs.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
High strength, hardness, and impact resistance materials are in high demand in the mechanical sectors. These materials are challenging when using traditional techniques like turning, drilling, milling, etc. [1, 2]. The progress of a new invention of materials results from the search for novel, lightweight materials with better strength and durability. These characteristics can frequently pose significant difficulties while machining [3]. From its humble beginnings as an essential technique for crafting tools and dies, wire electrical discharge machining (WEDM) has undergone a remarkable transformation, emerging as the ultimate solution for fabricating micro-scale components with unparalleled precision in dimensions and surface finish [4]. An unconventional thermoelectric process called WEDM makes use of isolated sparks between the work electrode and tool electrode that are separated by a small layer of dielectric fluid to erode material from the workpiece.[5,6,7,8]. Controlled erosion can erode the metal tool by applying sparks between the metal tool and workpiece. The workpiece melts and vaporizes due to the intense thermal conditions that the spark's heat energy creates. The problem known as electrode wear (EW) occurs when the electrode melts and evaporates as a result of the elevated temperatures of the sparks [9, 10]. The EW process and the material removal mechanism are comparable since the EDM electrode and workpiece surface are viewed as electrodes. Because of this wear, electrodes get smaller, which affects how accurately cavities are created [11]. EDM's two most crucial output parameters are material removal rate (MRR) and tool wear rate (TWR). EDM is a unique metal-cutting technique for making intricate dies and mechanical components used in space vehicles, automobiles, and many other industries. [12]. Superalloys and high-strength materials are hard to cut conventionally due to tool edge chipping or fracture, tool attrition wear, and poor thermal diffusivity. Moreover, these new materials' high production costs, poor MRRs, and surface quality present challenges for traditional cutting [13]. Several machining techniques, Advanced Machining Processes (AMPs) and Non-Conventional Machining Processes (NCMP) were created to solve these problems. Advanced machining techniques like EDM remove material electrothermally [14]. Purohit et al. reported employing GRA based on taguchi to optimize process parameters, including MRR and EWR [15]. Mandalio et al. investigated the influence of many EDM process parameters utilizing Design of experiments and Regression analysis employing tungsten-thorium electrodes [16]. Mohanty et al. used particle swarm optimization to optimize further the Inconel 718 work material's numerous performance parameters for the EDM process. Tool material, pulse duration, and discharge current were discovered to impact machinability substantially [17]—Choudhary et al. compared electrodes treated with cryogenic and noncryogenic temperatures for Hastelloy EDM [18]. Compared to noncryogenic treated electrodes, it was found that tool electrodes that had undergone cryogenic treatment produced a superior surface polish. The EDM surface carbon content was discovered using a tool electrode that had yet to be cryogenically treated. Zhang et al. investigated brass tube electrode-based fabricating micro-holes with different outside diameters [19]. Sonawane and Kulkarni studied multi-objective Nimonic 75 optimization using the Taguchi method, and the principal component analysis approach was carried out on the WEDM process. Confirmatory trials demonstrated that the SF, MRR, and overcut anticipated response values closely matched the outcomes of the experiments [20]. Vikas K. Shukla et al. reported machining performance and multi-criteria optimization of novel metal‑Nimonic 80A using EDM. They identified that pulse-on time and peak current are significant parameters for MRR [21].
In this study, the MRR, TWR, and ROC performance characteristics were multi-objectively optimized by varying possible input process parameters over a specified range in the EDM process. This study examines grey relational analysis based on Taguchi for multi-objective optimization of machining properties of EDM on Nimonic-80A. This research contributes to advanced machining by addressing the challenges associated with high-strength materials, offering innovative solutions, and presenting a comprehensive approach to multi-objective optimization in the EDM process on Nimonic-80A.
2 Materials and experimental setup
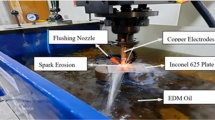
In EDM, tool material plays a very vital role in the Machining. In this present study, a Copper electrode coated with Silver (3 µ) thickness is used. The electrode dimensions are 10 mm in diameter and 50 mm in length, respectively. In this present study, Nimonic 80A serves as the work material. The dimensions of rectangular workpiece material are 15 mm*5 mm. Figure 1 shows the electrode and workpiece. The powder used in the present study is Aluminum metal powder of 325 meshes, which is used to mix in the dielectric—aluminum powder concentration in the dielectric ranges from 3 to 9 g/l.

a Workpiece and electrode, b EDM setup, c Arrangement of workpieces
All experiments used an EDM model ARD ARTM30D (Die-sinking type). The dielectric fluid employed was white kerosene. The EDM machine tool can be observed in Fig. 1. Aluminum powder is added to the dielectric to examine the effect on responses. As the powder concentration is taken as one of the input variables, it is not easy to maintain the total tank with a 200 L capacity. To minimize this, a separate tray of 1 l capacity was prepared, and the different concentration levels were examined. The workpieces are fitted with the help of Glue.
3 Cutting condition and experimental design
The selection of optimal EDM machining characteristics is a crucial component. Taguchi Optimization is a single-parameter optimization method centered upon that signal-to-noise ratio [22]. GRA improves parameters with many outcomes using grey relational grade [23]. ANOVA is also conducted to ascertain whether process factors are statistically significant [24,25,26]. The process parameters chosen and the levels of the variables are tabulated in Table 1. The response variables affected concerning the process parameters are Material Removal Rate (MRR), Tool Wear rate (TWR), and Radial overcut (ROC). The Experiments were carried out in accordance with L27 OA using a random approach generated using MINITAB. A different electrode (Silver Coated Copper Electrode) is used for each experiment. The machining time considered for Nimonic 80A is 5 min. The arrangement of the experiments according to the L27 Orthogonal array is tabulated in Table 2 with the actual values.
4 Results and discussions
The experiments were conducted on all the 27 specimens with 5 min of machining time. The specimens and the electrodes are to be weighed before and after conducting the experiments. The electrode’s diameter at the tip of the machining and the hole diameter produced are to be measured for every specimen using vernier calipers. The weights and Diameters measured before and after the experiments are tabulated. The response variables (MRR, TWR, ROC) are calculated and are tabulated. Table 3 displays measured weights, tool, and workpiece diameter, and the measured response variables. The Eqs. (1–13) for calculation are given below.
Material Removal Rate (MRR):
Tool Wear Rate (TWR):
Radial over Cut (ROC):
Where Wb & Wa = Weight of the workpiece prior to and after Machining.Wtb & Wta = Weight of Tool Prior to and after Machining.Dt & Dh = Diameter of Tool and Hole respectively.t = time taken for Machining.
Any process must use the optimum process parameter combination to get desired output response while utilizing the fewest resources possible. The Analysis of Variance (ANOVA) approach is employed for calculating the Optimum Response Variables and the Effect of Process Parameters on the Response Variables.
5 Calculation of S/N ratio for MRR
Taguchi's signal-to-noise ratio is the logarithmic function of the intended output.. The S/N ratio is the mean-to-standard deviation ratio. The term mean relates to the signal, and standard deviation refers to the noise. The quality of the product or process being optimized determines the value of this ratio [27]. As the material removal rate is the response, which is to be maximum, the larger is better will be considered in calculating the S/N ratios. The Higher the MRR indicates that the machining performance will be maximum. The computed values of "Larger the Better S/N ratios" for MRR in negative signs are tabulated [28].
6 Calculation of S/N ratio for TWR
A low tool rate will permit an increase in the tool's life, which means the tool can be used for extended periods without changing the accuracy while machining. The sound-to-noise ratios for the TWR are found to be smaller, the better. The sound-to-noise ratios for TWR are calculated and tabulated.
\({\left(\frac{S}{N}\right)}_{LB}\)=—10 \({log}_{10}\)(MS \({D}_{LB}\)) dB (6)
7 Calculation of S/N ratio for ROC
Radial overcut is an error which is generated during the machining. It shouldn’t be large as it may result in the improper contours. The smaller the better formula was utilized to calculate the S/N Ratio’s for the Radial Overcut and these values are presented in a table. (Table 4)
MSD = Mean Square Data.
Yi = Response value of ith experiment,
n = Number of Replicants.
8 Effect of process parameters on MRR
The extent to which the input variables affect the responses is to be identified. This is done by generating the response table using Minitab 18 Statistical Software [29,30,31,32]. The Main effects plot is generated by taking the input variables with 3 levels in the Abcissa and Response variable (MRR) on the ordinate. (Fig. 2)

Main effects plot for MRR
The process parameters thus selected should be in such a way that MRR should be maximum. The levels at which the process parameters give maximum MRR are generated using Taguchi’s technique. The obtained values are tabulated in response Tables. (Table 5)
Rankings are generated for various process parameters at distinct levels. The maximum values of the levels are considered as the MRR follows the Larger the better concept. The optimized parameters for MRR are Current is15 A, Ton = 300 µs, Powder concentration is 6 g/l, Toff is 90 µs and IEG is 2 mm. (Table 6)
9 Effect of process parameters on TWR:
The optimized parameters for TWR are Current is 12 A, Powder concentration is 3 g/l, Ton is 300 µs, IEG is 1 mm and Toff is 30 µs. (Table 7)
10 Effect of process parameters on ROC
Rankings are generated for various process parameters at distinct levels. The minimum values of levels are considered as the TWR follows the smaller the better concept. The optimized parameters for ROC are Current is 6 A, Powder Concentration is 3 g/l, Toff is 90 µs, Ton is 600 µs and IEG is 3 mm. (Figs. 3), 4

Main effects plot for TWR

Main effects plot for roc
11 ANOVA for response variable
ANOVA, a statistical method, is employed to discover variations in average performance of the test set of items [33, 34]. ANOVA at a 95% confidence interval can be used to specify the significant impact of process factors on response parameters. A Two-way ANOVA was employed to generate mean square value and sum of squares. F and P values are thus generated. The contribution table is also generated using ANOVA in Minitab. (Tables 8, 9, 10)
If the P value is below 0.05, they are considered to affect the response variable significantly. Thus, the Percentage contributions of the process parameters on the response variables are found. Significant ANOVA percentage of contribution for MRR, current is the primary factor, contributing 91.06%. In TWR variance analysis, current dominates, contributing 34.81%. Current is the foremost factor in ROC variance analysis, contributing 37.94%.
12 Multi objective optimization by grey relational analysis (GRA)
Any process must use the optimum process parameter combinations to achieve the desired output response while utilizing the fewest resources possible. The ideal parameter choice for one response may harm other replies.
In order to determine the best parameter configuration, it is necessary to find a middle ground and conduct multi-objective optimization [25]. Over the years, many optimization approaches have evolved to optimize the parameters by solving numerous objective functions [26]. One such technique is GRA. Multiple performance characteristics have been explored using the Grey Relational technique in Grey Relational Analysis. GRA allows the examination of multiple performance attributes, converting them into a unified metric known as the Grey Relational Grade (GRG). The GRG plays a vital role in grey relational analysis as it demonstrates the connection between sequences. When both sequences are identical, the GRGe value is 1. Moreover, the GRG indicates the impact of the comparison sequence on the reference sequence. Therefore, when a specific comparison sequence exerts a more substantial influence on the reference sequence compared to others, its GRG with the reference sequence will be greater than the GRGs of the others.
Normalizing the S/N values For higher the better
Normalizing the S/N values For Smaller the better
The highest and lowest values for MRR, TWR & ROC are taken respectively in the Eqs. 10 and 11 for normalization. The normalized values are tabulated in Table 11.
Calculation of Grey Relational Coefficient
where ∆ is the Deviation sequence, Where Δ0i(k) is the deviation sequence of the reference sequence and compatibility sequence.\(\upzeta \) is identified coefficients. The value of \(\upzeta \) is the lesser and recognized ability is the larger.\(\upzeta \) =0.5 is usually utilized.
Calculation of GRG
The Grey Relational grades are ranked as per their value and are tabulated in Table 12. The ideal solution for getting the Maximum MRR, Minimum TWR, and ROC is represented by rank 1. The optimized properties thus obtained are Current at 15 A, Inter Electrode Gap at 2 mm, Powder concentration in dielectric at 9 g/l, Pulse on time at 300 µs &Pulse off time at 90 µs.
13 Microstructure analysis
The optical microstructure analysis of EDM performed on Nimonic 80A alloy reveals critical insights into the material's structural changes. Under the EDM process, the alloy's microstructure exhibits distinct characteristics, including recast layers and micro-cracks formation. The recast layers, composed of re-solidified material, can vary in thickness based on EDM parameters such as pulse energy, duration, and sparking frequency. Micro-cracks indicate localized material removal, demonstrating the EDM process's thermal influence. Studying these optical microstructures provides valuable information for optimizing EDM parameters and understanding how they impact the surface quality and material properties of Nimonic 80A alloy components. Figure 5 reveals a significant presence of surface defects, including excessive melted material deposition, microcracks, clusters of debris globules, as well as micro-pores on the machined surface, where an aluminum powder concentration of 9 g/L was introduced, displays a noticeable reduction in surface defects compared to aluminum powder concentration of 3 g/L). The enhancement in surface morphology becomes more pronounced, incorporating an aluminum powder concentration of 6 g/L, demonstrating a substantial decrease in surface defects.

Optical microstructure of EDM on Nimonic 80A Alloy, a Sample 1 b Sample 5, c Sample 12, d Sample 20
Figure 5 shows a significant decrease in the deposition of molten material and the occurrence of micro-cracks, debris globules, and micro-pores. The introduction of aluminum powder has significantly mitigated surface defects. These nanoparticles promote consistent sparking between work and tool interface, effectively diminishing micro-cracks. Furthermore, it widens the IEG and enhances the heat dissipation of the dielectric fluid through the formation of small craters, thereby reducing plasma heat flux and mitigating issues related to melted material deposition and globule formation, as well as micro-pore formation. Adding aluminum powder also facilitates improved debris flushing within the machining zone, forming smaller ridges and an overall enhancement in surface quality. These Micro pores likely correspond to points where individual discharges penetrated deeply into the workpiece. When a high-energy pulse is applied, it could potentially vaporize a substantial quantity of metal during the initial discharge. Following smaller current discharges, the initial removal of metal may be less, but a larger portion is heated to its melting point and subsequently redeposited on the surface as a recast layer. Moreover, multiple built-up layers can be observed.
Increasing pulse-on time produces more powerful explosions and higher discharge energy production. This, in turn, enhances material removal rates (MRR) but also speeds the consumption of the brass wire. Residual brass wire particles can adhere to the cutting surface, resulting in rougher surfaces. Higher peak currents amplify the influence of discharge energy on the workpiece surface, exacerbating erosion and deterioration of surface roughness.
14 Conclusions
In this research, the effects of machining response are MRR, TWR, and ROC of NIMONIC 80A with silver-coated copper electrode have been investigated using the EDM process by varying IEG, Powder concentration in dielectric, Current, Pulse On time, and Pulse OFF time. GRA is used to optimize the process parameters for MRR, TWR, and ROC combined effects. From the experimental investigation, the following conclusions were drawn:
-
Current is the most predominant parameter on Material Removal Rate (0.168 g), Tool Wear Rate (0.013 g), and Radial Over Cut (0.128 mm).
-
For MRR, the best process parameters are Current at 15 A, Ton at 300 μs, Powder concentration in dielectric at 6 g/l, Toff at 90 μs, and IEG at 2 mm.
-
The best process parameters to obtain the minimum tool wear rate are Current at 15 A, Powder concentration in dielectric at 9 g/l, Ton at 600 μs, IEG at 1 mm, and Toff at 30 μs.
-
The best process parameters to obtain the minimum radial overcut Current at 6 A, Powder concentration in dielectric at 3 g/l, Toff at 90 μs, Ton at 600 μs, and IEG at 3 mm.
-
Multi-objective optimization is carried out using Grey Relational Analysis, yielding the optimal values as follows: Current-15 A, Inter Electrode Gap-2 mm, and Powder concentration in dielectric—9 g/l, Ton—300 μs and Toff—90 μs.
Data availability
The conclusions drawn from this research study rely on the data that has been integrated into the article. Should further data or supplementary details be required, interested parties can contact the corresponding author to acquire them.
References
Zaman, U.K.U., Khan, U.A., Aziz, S., Baqai, A.A., Butt, S.U., Hussain, D., Siadat, A., Jung, D.W.: Optimization of wire electric discharge machining (WEDM) process parameters for AISI 1045 medium carbon steel using Taguchi design of experiments. Materials 15(21), 7846 (2022). https://doi.org/10.3390/ma15217846
Rath, D., Chandra Padhi, P., Kumar, S., Singh, I., Nagaprasad, N., Krishnaraj, R.: Wedm process optimization for machining characteristics of AISI 52100 grade alloy steel. Adv. Mater. Sci. Eng. 2022, 1–12 (2022). https://doi.org/10.1155/2022/6316799
Perumal, A., Kailasanathan, C., Stalin, B., Suresh Kumar, S., Rajkumar, P.R., Gangadharan, T., Venkatesan, G., Nagaprasad, N., Dhinakaran, V., Krishnaraj, R.: Multiresponse optimization of wire electrical discharge machining parameters for Ti-6Al-2Sn-4Zr-2Mo (α-β) alloy using Taguchi-grey relational approach. Adv. Mater. Sci. Eng. 2022, 1–13 (2022). https://doi.org/10.1155/2022/6905239
Kumar, A., Grover, N., Manna, A., Kumar, R., Chohan, J.S., Singh, S., Singh, S., Pruncu, C.I.: Multi-objective optimization of WEDM of aluminum hybrid composites using AHP and genetic algorithm. Arab. J. Sci. Eng. 47(7), 8031–8043 (2022). https://doi.org/10.1007/s13369-021-05865-4
Kumar, V., Jangra, K.K., Kumar, V., Sharma, N.: WEDM of nickel based aerospace alloy: optimization of process parameters and modelling. Int. J. Interact. Des. Manuf. (IJIDeM) 11(4), 917–929 (2017). https://doi.org/10.1007/s12008-016-0298-3
Durairaj, M., Sudharsun, D., Swamynathan, N.: Analysis of process parameters in wire EDM with stainless steel using single objective Taguchi method and multi objective grey relational grade. Proc. Eng. 64, 868–877 (2013). https://doi.org/10.1016/j.proeng.2013.09.163
Shrinivas Balraj, U., Gopala Krishna, A.: Multi-objective optimization of EDM process parameters using Taguchi method, principal component analysis and grey relational analysis. Int. J. Manuf. Mater. Mech. Eng. 4(2), 29–46 (2014)
Guu, Y.H., Hocheng, H.: Effects of workpiece rotation on machinability during electrical-discharge machining. Mater. Manuf. Processes 16(1), 91–101 (2001). https://doi.org/10.1081/amp-100103699
Singh, B.P., Singh, J., Singh, K., Kalra, C.S.: Optimizing WEDM Parameters for Machining of Nimonic-80A alloy using RSM Technique. Ripublication.com. Retrieved August 2, 2023, from https://www.ripublication.com/ijaer18/ijaerv13n21_04.pdf (n.d.)
Kumar, D., Mondal, S.: Process parameters optimization of AISI M2 steel in EDM using Taguchi based TOPSIS and GRA. Mater. Today Proc. 26, 2477–2484 (2020). https://doi.org/10.1016/j.matpr.2020.02.527
Choudhary, R., Gupta, V.K., Batra, Y., Singh, A.: Performance and surface integrity of nimonic75 alloy machined by electrical discharge machining. Mater. Today Proc. 2(4–5), 3481–3490 (2015). https://doi.org/10.1016/j.matpr.2015.07.324
Manohar, M., Selvaraj, T., Sivakumar, D., Gopinath, S., George, K.M.: Experimental study to assess the effect of electrode bottom profiles while machining inconel 718 through EDM process. Proc. Mater. Sci. 6, 92–104 (2014). https://doi.org/10.1016/j.mspro.2014.07.011
Durante, S., Rutelli, G., Rabezzana, F.: Aluminum-based MMC machining with diamond-coated cutting tools. Surf. Coat. Technol. 94–95, 632–640 (1997). https://doi.org/10.1016/s0257-8972(97)00521-5
Singh, S., Maheshwari, S., Pandey, P.C.: Some investigations into the electric discharge machining of hardened tool steel using different electrode materials. J. Mater. Process. Technol. 149(1–3), 272–277 (2004). https://doi.org/10.1016/j.jmatprotec.2003.11.046
Purohit, R., Rana, R.S., Dwivedi, R.K., Banoriya, D., Singh, S.K.: Optimization of electric discharge machining of M2 tool steel using grey relational analysis. Mater. Today Proc. 2(4–5), 3378–3387 (2015). https://doi.org/10.1016/j.matpr.2015.07.312
Mandaloi, G., Singh, S., Kumar, P., Pal, K.: Effect on crystalline structure of AISI M2 steel using tungsten–thorium electrode through MRR, EWR, and surface finish. Meas. J. Int. Meas. Confed. 90, 74–84 (2016). https://doi.org/10.1016/j.measurement.2016.04.041
Goswami, A., Kumar, J.: Investigation of surface integrity, material removal rate and wire wear ratio for WEDM of Nimonic 80A alloy using GRA and Taguchi method. Eng. Sci. Technol. Int. J. 17(4), 173–184 (2014). https://doi.org/10.1016/j.jestch.2014.05.002
Choudhary, R., Garg, H., Prasad, M., Kumar, D.: Effect of cryogenic treatment of tool electrode on the machining performance and surface finish during electrical discharge machining of hastelloy C-4. Mater. Today Proc. 4(2), 1158–1166 (2017). https://doi.org/10.1016/j.matpr.2017.01.132
Zhang, Y., Xu, Z., Xing, J., Zhu, D.: Effect of tube-electrode inner diameter on electrochemical discharge machining of nickel-based superalloy. Chin. J. Aeronaut. 29(4), 1103–1110 (2016). https://doi.org/10.1016/j.cja.2015.12.016
Sonawane, S.A., Kulkarni, M.L.: Optimization of machining parameters of WEDM for Nimonic-75 alloy using principal component analysis integrated with Taguchi method. J. King Saud Univ. Eng. Sci. 30(3), 250–258 (2018). https://doi.org/10.1016/j.jksues.2018.04.001
Shukla, V.K., Kumar, R., Singh, B.K.: Evaluation of machining performance and multi criteria optimization of novel metal-Nimonic 80A using EDM. SN Appl. Sci. 3, 309 (2021). https://doi.org/10.1007/s42452-020-04083-1
Kumar, R.: Experimental investigation of process parameters and optimization in EDM using Taguchi method and grey relational analysis. Pnrsolution.org. Retrieved August 2, 2023, from http://pnrsolution.org/Datacenter/Vol5/Issue1/16.pdf (n.d.)
Jain, S., et al.: Optimization of processing variables of friction stir welded dissimilar composite joints of AA6061 and AA7075 using response surface methodology. J. Adhes. Sci. Technol. (2023). https://doi.org/10.1080/01694243.2023.2243682
Mishra, R.S., Jain, S.: Parametric optimization of FSWed dissimilar composite joints of AA7075 and AA6061 using RSM. Trans. Indian Inst. Met. (2023). https://doi.org/10.1007/s12666-023-02996-0
Jain, S., Sharma, N., et al.: Dissimilar alloys (AA6082/AA5083) joining by FSW and parametric optimization using Taguchi, grey relational and weight method. Eng. Solid Mech. (2018). https://doi.org/10.5267/j.esm.2017.10.003
Mishra, R., Jain, S.: Friction stir welding (FSW) process on aluminum alloy 6082–T6 using Taguchi technique. Int. J. Res. Eng. Inno. 3, 301–305 (2019)
Gugulothu, B., Saminathan, R., Pradeep, A., Sharma, A., Vijayakumar, S., Paramasivam, P., Srinivasa Rao, N.: Investigating the strength of butt-welded joints of AA6082 and AA5052 alloys through friction stir welding; the impact of tool tilt angle and feed rate. J. Adhes. Sci. Technol. (2023). https://doi.org/10.1080/01694243.2023.2253631
Sharma, P., Paramasivam, P., Bora, B.J., Sivasundar, V.: Application of nanomaterials for emission reduction from diesel engines powered with waste cooking oil biodiesel. Int. J. Low-Carbon Technol. 18, 795–801 (2023). https://doi.org/10.1093/ijlct/ctad060
Vijayakumar, S., Arunkumar, A., Pradeep, A., Satishkumar, P., Singh, B., Rama Raju, K.S., Sharma, V.K.: Optimization of process variables for shielded metal arc welding dissimilar mild steel and medium carbon steel joints. J. Adhes. Sci. Technol. (2023). https://doi.org/10.1080/01694243.2023.2227461
Anusha, P., Sri, M.N.S., Vijayakumar, S., Rao, T.V.J., Paramasivam, P., Jeyakrishnan, S., Saxena, K.K.: Design and optimization the wear characteristics for Al7178/TiO2/B4C/FA central hybrid composite. Int. J. Interact. Des. Manuf. (IJIDeM) (2023). https://doi.org/10.1007/s12008-023-01341-5
Vijayakumar, S., Satheesh Kumar, P.S., Sampath Kumar, P., Manickam, S., Ramaiah, G.B., Pydi, H.P.: The effect of stir-squeeze casting process parameters on mechanical property and density of aluminum matrix composite. In: Khan M.A. (ed.) Advances in Materials Science and Engineering (Vol. 2022, pp. 1–10). Hindawi Limited (2022). https://doi.org/10.1155/2022/3741718
Boopathy, G., Vanitha, V., Karthiga, K., Gugulothu, B., Pradeep, A., Pydi, H.P., Vijayakumar, S.: Optimization of tensile and impact strength for injection moulded nylon 66/SiC/B4c composites. J. Nanomater. (2022). https://doi.org/10.1155/2022/4920774
Manickam, S., Pradeep, A., Vijayakumar, S., Mosisa, E.: Optimization of arc welding process parameters for joining dissimilar metals. Mat. Today Proc. (2022). https://doi.org/10.1016/j.matpr.2022.06.548
Paramasivam, P., Vijayakumar, S.: Mechanical characterization of aluminium alloy 6063 using destructive and non-destructive testing. Mater. Today Proc. (2021). https://doi.org/10.1016/j.matpr.2021.04.312
Acknowledgements
The authors wish to acknowledge the Research Hub at Andhra University, India, for their valuable technical assistance throughout the execution of this experimental research. Furthermore, the authors would like to extend their appreciation to ARM College of Engineering and Technology for their assistance in preparing this manuscript.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there are no conflicts of interest associated with the publication of this manuscript.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Rajesh, M., Sri, M.N.S., Jeyakrishnan, S. et al. Optimization parameters for electro discharge machining on Nimonic 80A alloy using grey relational analysis. Int J Interact Des Manuf 18, 1429–1442 (2024). https://doi.org/10.1007/s12008-023-01616-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-023-01616-x