
Abstract
Ti-6Al-4V is a titanium alloy with a high strength-to-weight ratio and is corrosion-resistant, but its limited thermal conductivity makes processing difficult and reduces tool life. Machining with mist lubrication, or minimum quantity lubrication (MQL), is an ecological and sustainable machining method. However, it is unclear how, droplet size inherent to MQL is affected by cutting fluids and operational conditions. On the other hand, conventional lubrication is not environmentally friendly. The effectiveness of MQL as a cooling agent during the end milling processes is investigated using three coolant types of distinguishable qualities and various air pressures. Droplet size is determined experimentally using Phase Doppler Anemometry. The experimental data gathered about the SMD of particles, is used to validate the finite volume CFD model of MQL spray process, built with ANSYS Fluent. The air pressure and coolant flow rate effects on the Sauter Mean Diameter are studied for three different coolants by CFD simulation. Out of three coolants, 120 V cutting oil with a density of 820 kg/m3 and specific heat of 4.30 kJ/kgK, when mixed with 150ml/hr flow rate at 3 bar air pressure produced the lowest machining temperature of 147.90 °C and tool wear of 0.0508 mm corresponding to SMD of 35.50 μm.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Ti6Al4V is an alpha-beta titanium alloy (Grade 5) that accounts for almost 80% of total titanium usage. Titanium alloys are widely used in the aerospace sector and biological applications. Titanium machining is characterized by the high temperature, caused due to low thermal conductivity, low specific heat and chemical reactions of work with tool material. Researchers are seeking methods to maximize the efficiency of such scarce resources, where sustainability is vital. Manufacturers can quickly create economical, reliable, and high-quality items because of the exponential rise and advent of sophisticated manufacturing processes. The cutting fluid serves as a coolant, assisting in removing the enormous quantity of heat generated during the machining process. Second, it acts as a lubricant, reducing friction between the tool’s cutting edge and the workpiece. A comparative study of dry machining and MQL shows that while dry machining is more environmentally friendly and produces cleaner products, it comes at a higher tooling cost due to high tool wear. As a result, Minimum Quantity Lubrication (MQL), also known as near-dry machining, uses a small amount of coolant and it serves as a middle ground between dry machining and flood cooling [1]. While aiming for sustainability, concentrating on one of the goals - quality, production, or environmental concerns - impedes the others [2].
Through simultaneous optimization, a reasonable balance between the three aspects is possible. Compostable oil and compressed air aerosol is usually sprayed on the cutting zone in this process. MQL has grown in popularity in recent years due to its emphasis on sustainability. Several factors influence the success of this approach, volume proportions of oil and air, the nozzle material’s resistance coefficient, and the fluid properties all impact the output metrics such as surface polish and tool life. In addition, the input process parameters, such as tool feed rate and tool cutting speed, are greatly influenced by the material of the workpiece. It is now feasible to anticipate jet direction because of advances in computational approaches. As mentioned in this article, researchers have used various numerical and experimental methods in various MQL settings to study the effect of various process parameters on overall process efficiency. MQL focuses on generating aerosol droplets, which can be utilized to increase heat transmission through quick vaporization, due to their high surface-area-to-volume ratio during machining [3].
The experimental and numerical analysis was employed to optimize the MQL milling process’s stand-off distance, which specifies the position of the MQL nozzle from the cutting zone. The drop impingement domain is examined to construct an equation for the actual nozzle distance for droplet adherence in a given spray system [4]. The authors noticed an intriguing reflow regime in which most rebounded droplets reattached to the tool surface at ideal nozzle distances. The impact of air intake pressures, inner oriented channels, cutting speeds, and feed rates on the overall spray efficiency of the MQL process was investigated using a Design of Experiments (DOE) technique [5]. The oil droplet impingement was studied in connection to specific characteristics such as oil flow rate and distance between oil scatter and droplet impingement. A survey of the current literature was used to validate these findings experimentally. The droplet trajectories and temperatures were examined in MQL milling using the Discrete Phase Model (DPM) [6]. When the nozzle inclination angle is set to zero degrees, it is discovered that the sensible cooling condition results in a greater number of droplets passing across the cutting zone. Grinding temperatures under MQL cooling for steel, nickel-based alloys, and nodular cast iron were investigated to determine the effect of material properties and grinding forces on temperature [7]. The effect of MQL and flood lubrication on the milling of aerospace-grade titanium alloy was investigated to understand the reasons for the superiority of MQL over flood lubrication. Lower primary cutting force, which lowers machining temperature and extends tool life, and lower sensitivity to tool breaking due to thermal shock were promising features of the MQL process [8].
MQL system produces a lubricant mist having droplets of various sizes. The surface area of droplets plays an important role in the effectiveness of MQL. Sauter Mean Diameter (SMD), which characterizes the droplet size, is the diameter of droplets with the same volume-to-surface-area ratio. Under optimum MQL milling conditions, SMD was estimated to be 15.39 μm [9]. The micro lubrication flow inside a nozzle was studied using a k-ε model based on computational fluid dynamics (CFD). Effective spray cooling is largely dependent on the atomization process in micro lubrication. Oil and air volume fractions in the resulting spray are crucial for optimizing heat transfer rates, which increase tool life and finish. Additionally, it is observed that coolant qualities such as viscosity, density, and surface tension all play a role in determining the droplet size. Liquid ligaments are prevented from contorting into droplets by the viscosity force. Bigger droplet size is the result of increased viscosity. The coolant will resist acceleration if it has a higher density, resulting in a bigger droplet [10, 11].
The effect of dry, flood cooling, and vegetable oil-based MQL machining on the milling performance of an Al-6061 workpiece was studied while using a TiAlN-coated carbide PVD insert. Also, the authors suggest 300 mm/min, 0.045 mm, and 1 mm as appropriate cutting speeds, feed/tooth, and depth of cut for all lubrication settings [12]. The relationship between material resistance coefficient and the droplet size and distribution were studied [13]. Because of the larger droplet sizes at low flow rates, the increased resistance coefficient tends to increase surface roughness. At a flow rate of 50 l/h, the droplet size was the same for all three atomizers used in the experiments. Under constant Re number scenarios, the droplet size of all three atomizers rises at the same pace as the flow rate increases. Using the MQL approach, Computational analysis was conducted to identify the flow field during thread turning [14]. The DPM model was used for the study at different flow rates. Despite the chips’ barriers, the researchers determined that, the airstream may reach the cutting region from various directions. A greater flow rate of compressed air helps to refine oil droplets and accelerate air flow in the cutting zone. Another evident discovery was that the bigger and heavier droplets were concentrated in the centre of the spraying zone, where they either adhered to the cutting surface or dispersed into smaller droplets. The behaviour of oil droplet and temperature in the cutting zone was studied for four cooling approaches, namely MQL (Rapseed oil), dry, flood, and aerosol water, both computationally and practically [15]. The effects of flow rates and inlet pressures on the lubrication process were studied in order to identify the best process parameters.
The presence of negative pressure around the tool face and workpiece could be identified by computational fluid dynamics (CFD) analysis of the MQL flow field surrounding the cutting zone [16]. It is observed that a target distance of 20 mm was superior to 10 and 30 mm because the former had bigger oil droplet generation and lower droplet concentration in the flow field, resulting in less process influence in the latter. Performance of a water spray cooling system was investigated, taking the nozzle atomization effect and gravity angle into account. According to the findings, the spray mass flow rate is the most influential factor under the same operating conditions [17]. Phase Doppler Anemometry (PDA) has been adopted to visualize a flow and calculate mean droplet size and velocity distribution measurements. According to PDA data, the SMD of droplets is lowest in the spray center and progressively rises toward the spray outer area. Under different settings and spray width locations, SMD was found to have a range of 50 to 120 μm [18]. Computational Fluid Dynamics has optimized cooling and lubrication for micro-milling Ti6Al4V alloy. This study assesses the efficiency of jet cooling, MQL, and dry micro-milling. The influence of cooling and lubrication on the accuracy, burr formation, and geometric shape was also studied. Compared to the jet technique, the MQL approach has a lower tool wear rate [19]. A study of the addition of sub-zero air in minimal quantity lubrication (MQL) systems in the end milling of a Ti6-Al-4 V alloy resulted in increasing cutting fluid lubrication at lower temperatures and making it easier for chips to come off the rake face [20]. An experimental study on particle emission rate and size distribution during milling shows that the particle emission rate increases with tool rotation speed. In contrast, particle SMD increases only in the cooling mode without cutting [21]. The Sauter mean diameter of a collection of spherical objects with varying sizes equals the diameter of identical spherical objects creating an equivalent collection of spheres [22]. The droplet diameter is influenced by stand-off distance and airflow rate. It has been demonstrated that a wider angle of stream splitting ensures that droplets do not stick together in the air, resulting in a tiny diameter on the surface. Furthermore, the results reveal that the emulsion mass flow has no effect on the droplet diameters by more than 12% [23]. The effect of varying the angle of the MQL nozzle with respect to the tool feed direction has been studied to find the effect on cutting zone temperature. Mist flow and the droplet are observed for 0°, 45° and 90°, respectively. Lower cutting temperature is observed for 0° and 90° compared to 45° nozzle angle. However, a 90° nozzle angle is not suitable from the lubrication point of view in the milling process due to poor penetration of droplets to the cutting zone [24].
Effects of MQL parameters such as cutting fluid flow rate, compressed air pressure, and type of cutting fluid on the droplet size of MQL mist and its effect on machining requires more detailed study. The optimal MQL can be defined using droplet size determined using the “Phase Doppler Anemometry”(PDA) and corresponding machining experiments. Due to the limited availability of information on the flow regimes in MQL, the primary objective of this work is to investigate the effect of various cutting fluids and the operating parameters, such as “compressed air pressure” and “cutting fluid flow rate” in milling of titanium alloy. Various numerical models have been developed to simulate the characteristics of oil/coolant sprays. Some numerical studies have been done to predict the droplet size of MQL mist. A previous study found that water-soluble coolants, despite having higher specific heat, performed poorly compared to other coolants. To investigate this problem, further study on SMD effects is necessary. In this paper, fifteen PDA tests were conducted to measure SMD for various cutting fluid types and operating conditions (air pressure and coolant flow rate). A finite volume-based CFD tool, ANSYS Fluent, is used to predict the droplet size using a discrete phase model. The numerical results were compared to those found during PDA tests. The combined effect of air pressure and coolant flow rate can be analysed based on Sauter Mean Diameter (SMD) variations, which is the ratio of volume to surface area of the identical diameter particles.of the mist.
2 Materials and methods
The minimum quantity lubrication setup has a mixing nozzle in which coolant and air are mixed and directed to the cutting zone. The nozzle has an arrangement for changing the coolant flow rate, and the MQL box has an air pressure adjustment arrangement. Specially manufactured, three types of cutting fluids are considered for the study, out of which two coolants are vegetable base neat cutting oils (350 V and 120 V), and the third is water soluble. Cutting fluids are selected with varying specific heat, density, viscosity, etc., as shown in Table 1. The specific heat of cutting oil was determined using a Differential scanning calorimeter. This MQL setup is proposed for cooling and lubrication, during the vertical end milling of the Ti-6Al-4 V alloy workpiece using a TiAlN inserted cutting tool. The workpiece material is 100 × 90 × 8 mm, and its properties are listed in Table 2. Prior experience and reference handbooks are helpful to arrive at a desirable range of machining parameters, i.e. cutting speed, feed rate and depth of cut. Under the given machining conditions, choosing the right type of cutting fluid, its flow rate, and air pressure is required to obtain efficient cooling and lubrication of the cutting zone in milling. Three different air pressures (1, 2, and 3 bar) and three different coolant flow rates (100, 150, and 200 ml/hr) are considered in this investigation along wuith the three coolant oils as mentioned previously.
MQL effectiveness is better understood by estimating the SMD, maximum droplet size, and velocity that characterizes the MQL jet. Therefore, it is decided to perform CFD analysis to obtain droplet size and to validate the CFD model through the experimental determination of droplet size using PDA technique. The MQL parameters are then optimized through CFD analysis. The SMD values of MQL spray particles obtained from the CFD analysis help to determine the best coolant flow rate and air pressure values (MQL Parameters). To reduce machining temperature and tool wear to a minimum, selecting the optimal air pressure, coolant flow rate, and cutting fluid is essential in addition to the choice of optimum machining parameters.
3 Experimental setup for study of droplet characteristics
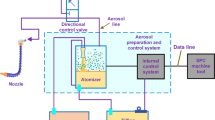
Experiments are conducted using various cutting oils (that will be used as coolants) and compressed air as working fluids at a room temperature of around 30 ºC—the estimation of droplet size is done with Phase Doppler Anemometry (PDA). The dimensions of the nozzle are determined using a Coordinate measuring machine (CMM). The nozzle has an inside diameter of approximately 2.3123 mm at the exit and a length of approximately 78.72 mm. PDA was used to determine the droplet size. Figure 1 depicts a schematic of the experimental test setup for droplet size measurement by PDA. PDA analysis includes a laser source, optical cable, long-distance microscope, camera, diffuser optics, and traverse system. The PDA system used in the current study is a double-pulsed laser (Nd-YAG) beam with a wavelength of 532 nm to project speckle-free, high-intensity illumination. The laser light was guided from the laser head to the diffuser via an optical cable, allowing the diffuser to be positioned precisely opposite the camera-microscope arrangement. There are four significant steps performed in PDA analysis, viz. (1) Scalability, (2) Image capture, (3) Image processing, and (4) Calibration for droplet size measurement. A CCD camera with a resolution of 2448 × 2050 pixels was combined to obtain a magnified field of view of 3 mm x 3 mm for spray imaging. The CCD camera is aligned 90° to the laser sheet and focused on the sheet/droplets. The imaging system’s field of view was then converted from pixels to physical units (mm) using a scaling plate. The scaling plate was replaced with an injector for spray imaging, with the atomizer axis aligned with the focal plane.

Diagrammatic representation of PDA experimental arrangement for MQL droplet size measurement
The moving droplets’ shadows were captured briefly while maintaining a constant field of view (3 mm × 3 mm). To adequately capture the motion of all imaged spray droplets, the illumination unit was set to 20 ns, and 500 instantaneous images were captured. A long-distance microscope combined with a CCD camera can detect droplets larger than 5 μm in diameter. In shadowgraphy experiments, all images were captured in single-frame mode. Davis 8.1 software was then used to process each set of images for droplet size. A backlight illumination without the atomizer or scaling target was used to ensure accurate size. During the image processing step, images were taken away from the spray, to eliminate errors caused by the inhomogeneous background. The droplet size was calibrated by substituting a transparent calibration target plate for the atomizer between the CCD camera and diffuser. The calibration target comprises small circular printed dots with known diameters ranging from 10 to 200 μm. These images were processed to determine the diameter of droplets on the target plate. The calibration of droplet size reveals a smaller difference in the Sauter mean diameter between the actual and measured values.
4 Experimental setup for machining experiments
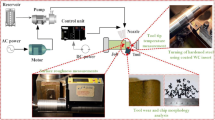
Kenko Lubrication System sprays mist in the cutting zone via external pipe and nozzle arrangement. As a result, the cutting fluid is mixed with air before being ejected through a nozzle, 60 mm from the cutting zone and 45° inclined toward it, at meager flow rates (100,150,200 ml/h). The MQL system works between pressure of 1 bar to 5 bar and between the airflow rate of 0.5 cfm at 1 bar to 2 cfm at 5 bar. The instrument is calibrated to check the flow rate, and it has a 1 cfm flow rate at 3 bar air pressure. A fine mist is sprayed under high pressure (3 bar) during the MQL process, in the cutting zone. Machining is done at a cutting speed of 1000 rpm, feed rate of 0.06 mm.tooth− 1, and depth of cut of 0.8 mm. Each experiment is performed using new PVD- TiAlN coated APKT100308PDTR dense grade carbide insert having a hardness of 87 HRC. The schematic diagram of the experimental setup and equipment used is represented in Fig. 2. A 500X magnification Rapid-I vision measurement equipment is used to quantify flank wear. The Testo 875-1i infrared thermal imaging camera with a temperature range of -20 °C to + 350 °C is employed to capture the thermal image of the cutting zone and it is shown in Fig. 3. The thermal images are taken for all the combinations of experimental parameters.

Experimental setup for machining/ milling experiments

Thermal image of cutting zone taken from the thermal infrared camera for 120 V cutting fluid at 3 bar and 150ml coolant flow rate
5 Numerical Study
To control the velocity and size of the droplets, the best air pressure and coolant flow rate must be chosen. The atomization process is incomplete if the air pressure is too low, resulting in relatively large droplets with poor cooling ability. In MQL, a few coolant droplets are mixed with compressed air inside the nozzle to create a cutting fluid spray that can be applied to the cutting tool and workpiece. A computational fluid dynamics (CFD) technique was used to analyse the nozzle flow by varying the air pressure and coolant flow rate. A finite volume-based commercial ANSYS Fluent program simulates flow inside the nozzle and air domain. The spray was investigated using a pressure-based transient solver. A realizable k-ε model was studied for high-speed and high-pressure flow simulations. This model can predict the spreading rate of spherical particles with greater accuracy. The oil mist atomization was simulated using a discrete phase model (DPM), with oil acting as a discrete phase medium in air. To achieve the best results in MQL milling, the obtained jet velocity and droplet diameter values of oil are used to determine the best mass flow rate and air pressure values. The CFD analysis of MQL spray is based on the equations below describing the flow.
Continuity equation
Momentum equation
Energy equation
To simulate a turbulent flow, the k-epsilon (k-∈) model is preferred. The turbulence velocity and longitudinal scales are solved separately using a two-equation turbulence model with independent transfer equations. This class of turbulent model comes with the standard k-ε model in ANSYS FLUENT. The realizable k-model was chosen for this high-speed, high-pressure simulation using k-∈ model Eqs. (5, 6 and 7).
The production term P is formulated as follows, and the destruction term D is given by ∈.
5.1 Computational domain and Numerical Method
A numerical domain was modelled using design modeller software. A two-dimensional domain is used for the analysis. The schematic of the nozzle geometry used for the MQL setup is shown in Fig. 4 (a). The inside diameter of the airflow nozzle tip is 2.3123 mm, as shown in Fig. 4 (b), while the diameter of the oil-carrying pipe inside the nozzle is 1.3 mm.

Schematic diagram of (a) nozzle used in MQL (b) computational domain used for CFD
The study is conducted in the detailed numerical domain shown in Fig. 4, along with its boundary conditions, consisting of the nozzle and milling cutter shown in the plan view. A total distance of 60 mm is provided between the nozzle and an open atmosphere section confronting the tool and workpiece. A virtual box of atmospheric air has been built and connected through meshing to analyse spray and droplet distribution throughout the tool and workpiece. Oil nozzle surface injection is set to the “Mass Flow Rate” condition, and air nozzle area injection was considered a “Pressure Inlet” condition. The tool region was set with a spindle speed of 1000 rpm. For two seconds, a transient simulation was run with an unstable particle tracking mode enabled. A grid independence study was done for different grid sizes and number of elements under the specified mesh matrix to determine the optimum mesh for the analysis, reducing processing time. A residual convergence factor of 10− 4 and an energy factor of 10− 6 were used in the simulations.
6 Results and discussion
6.1 Validation of numerical model and optimization of air flow rate
Particle sizes for 120 V coolant at a coolant flow rate of 150ml/h were determined by numerical analysis. For 120 V coolant, at air pressures of 1, 2, and 3 bar and a coolant flow rate of 150ml/hr, the droplet distribution from the nozzle is depicted in Fig. 5(a), 5(b) and 5(c) and it was found to be in the range of over 63 μm, 49 μm and 40 μm respectively.

Particle distribution contours for different air pressure with SMD of 120 V coolant type at (a) 1 bar, (b) 2 bar, and (c) 3 bar pressures and 150 ml/hr
Figure 5 (a)-(c) reveals that the highest concentration of droplets occurred in the jet-core region at the jet exit and decreased with increasing distance from the tip end. Further, it can be clearly seen that, at 1 bar and 2 bar pressures, the particles are widely distributed all over the domain under study, wheres at 3 bar pressure, the particles remain focussed as a bundle of particles directed to the cutting zone, thereby rendering better cooling and lubrication.
The numerical model was validated by considering the droplet size of several tests conducted during the PDA test as observed in Table 3. Table 3; Figs. 6 and 7 illustrate the effect of the MQL parameters on the diameter-air pressure relationship for various coolant types. The results indicated that increasing the air pressure leads to a decrease in the overall diameter of the droplet. From PDA test results, at 1 bar air pressure, the maximum SMD was determined to be 113.4 μm for water-based oils; due to the oil’s higher density, particle formation at the nozzle end would be critical. Numerical analysis of the MQL spray was conducted at the same experimental and boundary conditions as that of the PDA test. For each case, the SMD was determined and compared to that of PDA test results (mentioned in Table 3). The greatest inaccuracy in SMD was found to be 13.96% for the 350 V coolant type. For other oil types also, the experimental SMD values were found to be in good accord with the numerical results of the droplet size analysis.

Impact of air pressure on droplet SMD for the case with 350 V coolant type and 150 ml/hr coolant flow rate

Plots for coolant type vs. SMD at 3 bar Air pressure and 150ml coolant flow rate
The optimal air and coolant flow rates must be chosen during MQL development to regulate the droplet speed and size. If the air pressure is very low, the atomization process is ineffective, resulting in relatively large droplets with poor cooling capabilities. However, suppose the air pressure is very high (or the coolant flow rate is very low), the comparatively tiny droplet size creates a lubricant mist in the air, increasing the internal pressure of the droplets and rendering them unstable. As a result, the spraying characteristics are inadequate, resulting in decreased lubrication and ineffective cooling. MQL aims to use as little oil/coolant as possible to reduce friction and extend tool life. On the other hand, an excessive coolant flow rate causes the chip to adhere to the tool and destroys the MQL’s primary function.
6.2 Experimental optimization for optimum Sauter mean diameter, machining temperature, and tool wear
The previous section outlines the optimum air pressure required to carry the MQL jet to the cutting zone. The desirable mass flow rate of the coolant in the MQL jet has to be ascertained along with the best performing coolant type. Various machining/ milling experiments were conducted for three different coolants with varying coolant flow rates, as shown in Table 4. The table outlines the tool wear values and machining temperature corresponding to particular coolant flow rates and SMD. It can be seen from Table 4 that there is a minimal change in SMD by changing the coolant flow rate at a constant pressure of 3 bar. This is because cutting fluid acts as a discrete medium in air, and the coolant volume is much less than air in MQL mist. Out of all three cutting fluids, the cutting fluid 120 V resulted in the lowest tool wear (Fig. 8a) and machining temperature (Fig. 8b) at a 150 ml/hr flow rate. Therefore all the results are compared by considering 3 bar air pressure and 150 ml/hr flow rate.

Plots for (a) coolant type vs. tool wear (b) coolant type vs. cutting temperature compared at 3 bar air pressure and 150ml/hr flow rate condition
Although water-miscible cutting fluid has high specific heat, it resulted in the highest machining temperature (Fig. 9) because of improper formation of droplets and large SMD. Due to large SMD, sticking in the cutting zone becomes difficult, resulting in poor machining performance. On the other hand, the cutting fluid 120 V resulted in the lowest machining temperature of all the three coolants because medium size droplets are formed due to their medium viscosity and density.

Plot for coolant type vs. temperature and specific heat
In this research, 120 V oil with a coolant flow rate of 150 ml/hr at 3 bar air pressure and a corresponding SMD value of 35.50 μm produced the lowest machining temperature of 147.90◦C. This is because low-viscosity coolants are more likely to be accelerated even at low pressures, resulting in tiny particles that evaporate quickly in the cutting zone and creating poor lubrication. However, coolants with higher viscosity are more challenging to accelerate, even at increased air pressure, leading to droplets that are too large to be easily carried in the cutting zone. Therefore, coolants with a medium viscosity are recommended for MQL setup since they will provide the ideal droplet size. Figure 10 shows the relation between SMD and machining temperature, showing that cutting temperature varies directly proportional to SMD. This indicates the significance of SMD in the MQL. Considering the tool wear and temperature data, medium-size droplets ranging from 35 to 60 μm are recommended.

Plot for coolant type vs. temperature and specific heat
Mist lubrication/MQL is heavily reliant on the mist-generating process. Many studies concentrated on mist formation by modifying MQL settings to achieve the required flow rate that efficiently cools the cutting zone. In this study, coolant parameters such as coolant density and viscosity are also equally important. Figure 11 compares the Sauter mean diameter obtained for several coolants of varying density, and it is discovered that higher-density fluid resulted in substantially bigger SMD and vice versa. A higher-density coolant will resist acceleration, resulting in a larger droplet [10, 11].

Plot indicating the relation between the density of cutting fluid and corresponding SMD
7 Conclusion
PDA analysis was used to experimentally determine the droplet size (SMD) under the same MQL parameters under which the numerical simulation was done. PDA demonstrated that the optimal MQL spray could be obtained for a wide range of air pressure and coolant flow rate. The increased pressure and coolant flow rate resulted in a decrease in SMD.
Numerical modelling and analysis of MQL spray were conducted using the ANSYS Fluent program to determine the SMD under different MQL parameters. The numerical model was thus validated by comparing the CFD results of the MQL spray’s droplet size with the measurements taken during the PDA test conducted at the same MQL jet parameters. Negligible difference is noted in the values of SMD obtained from CFD analysis and PDA measurements at various MQL parameters.
The influence of OFR and air pressure on the effectiveness of MQL process is explored by observing the SMD variations. The numerical simulation and experimental results reveal that the droplet size shrinks when the flow rate and atomization pressure increase. Increased air pressure of 3 bar results in a decrease in the overall diameter of the droplet and SMD by up to 45%. The high-velocity, tiny particles of the MQL jet are more effective in cooling and lubricating the cutting zone. The simulated results are consistent with those obtained from experimentally determined values.
The droplet size is critical in MQL milling. A medium size and high-velocity droplet can efficiently lubricate the cutting zone. It penetrates the high-pressure boundary layer to reach the cutting zone. For end milling of Ti6Al4V, coolant type 120 V with medium viscosity and density could be used at 150ml/hr coolant flow rate and 3 bar air pressure to achieve the ideal SMD, resulting in the lowest machining temperature and tool wear.
References
Liang, X., Liu, Z., Liu, W., Li, X.: Sustainability assessment of dry turning Ti-6Al-4V employing uncoated cemented carbide tools as clean manufacturing process. J. Clean. Prod. 214, 279–289 (2019). https://doi.org/10.1016/j.jclepro.2018.12.196
Banerjee, N., Sharma, A.: A comprehensive assessment of minimum quantity lubrication machining from quality, production, and sustainability perspectives. Sustain. Mater. Technol. 17, e00070 (2018). https://doi.org/10.1016/j.susmat.2018.e00070
Tendolkar, A., Damir, A., Attia, H., Hendrick, P., Diakodimitris, C.: Characterisation and optimisation of minimum quantity lubrication in milling of Ti-6Al-4V alloy using phase Doppler anemometry (PDA). Int. J. Mechatronics Manuf. Syst. 7, 296 (2014). 4/5/6
Zhu, G., Yuan, S., Chen, B.: Numerical and experimental optimizations of nozzle distance in minimum quantity lubrication (MQL) milling process. Int. J. Adv. Manuf. Technol. 101, 1–4 (2019). https://doi.org/10.1007/s00170-018-2928-3
Duchosal, A., Serra, R., Leroy, R., Hamdi, H.: Numerical optimization of the Minimum Quantity Lubrication parameters by inner canalizations and cutting conditions for milling finishing process with Taguchi method. J. Clean. Prod. 108, 65–71 (2015). https://doi.org/10.1016/j.jclepro.2015.07.126
Kim, W.Y., Senguttuvan, S., Kim, S.H., Lee, S.W., Kim, S.M.: Numerical study of flow and thermal characteristics in titanium alloy milling with hybrid nanofluid minimum quantity lubrication and cryogenic nitrogen cooling. Int. J. Heat. Mass. Transf. 170, 121005 (2021). https://doi.org/10.1016/j.ijheatmasstransfer.2021.121005
Li, B., Li, C., Zang, Y., Wang, Y., Yang, M., Jia, D., Zhang, N., Wu, Q., Ding, W.: Numerical and experimental research on the grinding temperature of minimum quantity lubrication cooling of different workpiece materials using vegetable oil-based nanofluids. Int. J. Adv. Manuf. Technol. 93, 5–8 (2017). https://doi.org/10.1007/s00170-017-0643-0
Narayanan, S.V., Benjamin, M., V, D.H.M., Keshav, R., Raj, D.S.: A combined numerical and experimental investigation of minimum quantity lubrication applied to end milling of Ti6Al4V alloy. Mach. Sci. Technol. 25(2), 209–236 (2020). https://doi.org/10.1080/10910344.2020.1815037
Jadhav, P.A., Deivanathan, R.: Numerical analysis of the effect of air pressure and oil flow rate on droplet size and tool temperature in MQL machining, Mater. Today: Proc, Vol. 38, no. 5, pp. 2499–2505, (2021)
Bhise, D.K., Patil, B.T., Shaikh, V.A., Deshmukh, S.P.: “Investigating the microlubrication flow inside the nozzle using computational fluid dynamics,” Mater. Today Proc, vol. 27, no. xxxx, pp. 492–496, doi: (2020). https://doi.org/10.1016/j.matpr.2019.11.290
Bhise, D.K., Patil, B.T., Shaikh, V.A.: “Air assisted atomization characterization of biodegradable fluid using microlubrication technique,” MSF 1019, pp. 211–217, doi: (2021). https://doi.org/10.4028/www.scientific.net/MSF.1019.211
Shukla, A., Kotwani, A., Unune, D.R.: “Performance comparison of dry, flood and vegetable oil based minimum quantity lubrication environments during CNC milling of Aluminium 6061,” Mater. Today Proc, vol. 21, pp. 1483–1488, doi: (2020). https://doi.org/10.1016/j.matpr.2019.11.060
Li, X., Du, J., Wang, L., Fan, J., Peng, X.: Effects of different nozzle materials on atomization results via CFD simulation. Chin. J Chem Eng. 28(2), 362–368 (2020). https://doi.org/10.1016/j.cjche.2019.09.008
Chen, M., Jiang, L., Shi, B., Liu, Z., An, Q.: CFD analysis on the flow field of minimum quantity lubrication during external thread turning. Mater. Sci. Forum. 723, 113–118 (2012). https://doi.org/10.4028/www.scientific.net/MSF.723.113
El-Bouri, W., Deiab, I., Khanafer, K., Wahba, E.: Numerical and experimental analysis of turbulent flow and heat transfer of minimum quantity lubrication in a turning process using discrete phase model. Int. Commun. Heat. Mass. Transf. 104, 23–32 (2019). https://doi.org/10.1016/j.icheatmasstransfer.2019.02.012
Pei, H.J., Shen, C.G., Zheng, W.J., Wang, G.C.: CFD analysis and experimental investigation of jet orientation in MQL machining. Adv. Mater. Res. 135, 462–466 (2010). https://doi.org/10.4028/www.scientific.net/AMR.135.462
Zhou, N., Chen, F., Cao, Y., Chen, M., Wang, Y.: Experimental investigation on the performance of a water spray cooling system. Appl. Therm. Eng. 112, 1117–1128 (2017). https://doi.org/10.1016/j.applthermaleng.2016.10.191
Xia, Y., Khezzar, L., Alshehhi, M., Hardalupas, Y.: Droplet size and velocity characteristics of water-air impinging jet atomizer. Int. J. Multiph. Flow. 94, 31–43 (2017). https://doi.org/10.1016/j.ijmultiphaseflow.2017.04.014
Vazquez, E., Kemmoku, D.T., Noritomi, P.Y., Da Silva, J.V.L., Ciurana, J.: Computer fluid dynamics analysis for efficient cooling and lubrication conditions in micromilling of Ti6Al4V alloy. Mater. Manuf. Process. 29, 11–12 (2014). https://doi.org/10.1080/10426914.2014.941864
Mark Benjamin, D., Sabarish, V.N., Hariharan, M.V., Samuel Raj, D.: On the benefits of sub-zero air supplemented minimum quantity lubrication systems: An experimental and mechanistic investigation on end milling of Ti-6-Al-4-V alloy. Tribol Int. 119, 464–473 (2018). https://doi.org/10.1016/j.triboint.2017.11.021
Wang, F., Li, Z., Wang, P., Zhang, R.: Experimental study of oil particle emission rate and size distribution during milling. Aerosol Sci. Technol. 52(11), 1308–1319 (2018). https://doi.org/10.1080/02786826.2018.1511887
Kowalczuk, P.B., Drzymala, J.: Physical meaning of the Sauter mean diameter of spherical particulate matter. Part. Sci. Technol. 34, 645–647 (2016). https://doi.org/10.1080/02726351.2015.1099582
Maruda, R.W., Krolczyk, G.M., Feldshtein, E., Pusavec, F., Szydlowski, M., Legutko, S., Sobczak-Kupiec, A.: A study on droplets sizes, their distribution and heat exchange for minimum quantity cooling lubrication (MQCL). Int. J. Mach. Tools Manuf. 100, 81–92 (2016). https://doi.org/10.1016/j.ijmachtools.2015.10.008
Kim, S.H., Lee, S.W., Han, S., Kim, S.M.: Numerical investigation of thermal characteristics of spray cooling with minimum quantity lubrication in milling process. Appl. Math. model. 65, 137–147 (2019). https://doi.org/10.1016/j.apm.2018.08.011
Funding
None.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Jadhav, P., R, D. Numerical modelling and experimental study of MQL spray parameters in machining of Ti-6Al-4V. Int J Interact Des Manuf 18, 3247–3258 (2024). https://doi.org/10.1007/s12008-023-01484-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-023-01484-5