
Abstract
Even though the coated electrode can enhance the machining efficiency in micro-EDM process, it is essential to introduce optimization approach for further enhancing the process. Hence the present study was performed with multi-criteria optimization in micro-EDM using TiN coated tungsten carbide electrode for machining titanium (Ti–6Al–4V) alloy. The Z coordinator and tool wear rate were used as the quality parameters to evaluate the machinability. The voltage, capacitance and spindle rotational speed were considered the technological parameters. The Technique for order preference by similarity to ideal solution method was a suitable solution to determine the optimal result with the help of S/N analysis and by ranking. It was found that capacitance has more significant nature in the process. The optimal process parameters combination was found with better accuracy and lower prediction error of 1.03%. The better machined surface quality was also observed under optimal conditions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
It is very important to find the optimal set of technological parameters in traditional or non-traditional machining technology. It has special practical significance for multi-objective problems. In micro-EDM, the complexity of the number and range of changes of the technological parameters, and the mechanism of spark formation are precisely controlled. The influence of interference factors include the uniformity of the dielectric solution, the chip particles existing in the discharge gap, the conductivity of the electrode, etc. This has led to the need of optimizing the technological parameters in micro-EDM. The quality parameters in EDM using coated electrode at optimal conditions have been significantly improved with better machined surface quality [1]. The optimization studies in micro-EDM using coated electrode were very few. Many optimization techniques have been applied in EDM and micro-EDM. However, the method of determining the optimal set of parameters was different, and the optimal results of each different method were also different. This has led to a decrease in the reliability of the optimal results. Therefore, it is necessary to study and evaluate the suitability of each method in each specific technical problem.
Many multi-objective decision techniques (MCDM) were introduced in EDM and micro-EDM [2]. However, the solution has not been clarified to determine the optimal set of parameters. Artificial neural network (ANN) was used to optimize single-objectives in EDM [3, 4]. As compared with response surface methodology (RSM), ANN gives higher accuracy in the process [5].Single-objective optimization models of material removal rate (MRR) and surface roughness (SR) in EDM have been identified. BBO and PSO techniques were used to decide simultaneously MRR and SR in EDM for EN31 [6]. As compared with the optimal result by PSO, it's BBO's was observed as better with the simpler computational technique. The MRR, tool wear rate (TWR) and overcut (OC) in EDM for Al alloy were decided simultaneously by Unitily [7].The study used S/N analysis to determine the optimal value of the analyzed machined surface topography and quality parameters.However, the properties of the machined surface layer have not been analyzed including WLT, micro cracking, surface layer structure organization composition, etc. MOORA technique was used in EDM and optimal results were determined by S/N analysis [8].Machining efficiency at optimum condition is good. Machining efficiency in micro-EDM for 304 steel at optimum conditions has been significantly improved [9].Taguchi’s rating—GRA was used to determine the optimal set of technology parameters in concurrent decision. MRR, TWR, OC and profile of holes in micro-EDM were observed as better. Grey relational approach (GRA) was a multi-objective decision technique suitable for micro-EDM for Cp Titanium, and the machining efficiency at optimal conditions was improved by 13.66% [10].Taguchi-GRA has been applied in other multi-objective problems in EDM [11,12,13,14,15].Although the effectiveness of GRA has been validated, many other computational techniques such as TOPSIS, genetic algorithm (GA) and Ant Colony optimization (ACO) need to be considered. Many quality parameters in micro-EDM have been simultaneously determined by Taguchi-TOPSIS technique [16, 17]. It was shown that the Taguchi—TOPSIS technique was simplest and best method in MCDM.TOPSIS-Fuzzy was used for simultaneous decision of MRR, TWR, OC and TA in micro-EDM [18,19,20]. The optimal result was determined by the rank, and the computational technique was very complex [21].This technique was also used in some other multi-objective optimization problems in EDM [22].The technique using Taguchi-GRA has improved the machining efficiency in EDM for Ti–5Al–2.5Sn by 44.23%, and the surface quality at optimal conditions is good [4].Optimal results are determined by S/N, and this technique contributes to a significant reduction in experimental time and cost. Determining the optimal parameter set by S/N in TOPSIS is better than it by ranking [23].Compared with GRA, the multi-objective optimization results in micro-EDM for magnesium Alloy by Taguchi—TOPSIS are better [24, 25].
The above research results have shown that different multi-objective optimization solutions were applied in micro-EDM. But still a considerable enhancement are needed in the approached. In this study, depth of cut (Z) and TWR in micro-EDM using TiN coated Tungsten carbide electrode for Ti–6Al–4V were determined simultaneously. The Taguchi method combined with TOPSISwas used as MCDM approach. The surface quality at optimal conditions was also analyzed and evaluated.
2 Materials and methodology
2.1 Selection of process parameters and variables
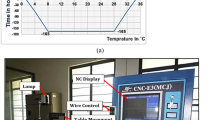
Tungsten Carbide electrode was coated with 6.663 μm thickness of Titanium Nitride. The mean diameter of coated Titanium Nitride electrode was found as 503.326 μm. The workpiece used in this study was Titanium alloy (Ti–6Al–4V) Specimens. Ti–6Al–4V belongs to the group of materials that are difficult to process by traditional machining methods, since it is used a lot in aerospace, nuclear and medical fields. In this study all the experiments were conducted on Hyper 10 Micro Electric Discharge Machining. The technological parameters and their levels in the study have been chosen as per in Table 1.
2.2 Topsis based multi-objective optimization
Currently, the Taguchi method is most commonly used to design experiments in EDM and micro-EDM [26].This can be attributed to the suitable choice of technology parameters and its level in EDM and micro-EDM, and the experimental cost is also minimized. In order to make multi-objective optimization in EDM and micro-EDM easy, Taguchi has been combined with the TOPSIS method [18]. TOPSIS is a very common method used in the multi objective optimization. This method provides a more realistic way of selecting problems in the multi objective optimization. This is a multi-objective decision method in order to derive the best (best ideal) indicators from the best and the worst (the worst negative) indicators from the bad indicators, and the steps to implement this combination are as shown in Fig. 1.

Steps involved in Taguchi—TOPSIS method
However, solving each multi-objective optimization problem by different methods, it leads to often different results [28, 29]. On the other hand, the method to be able to determine the optimal results in the publications is also different, namely it can be determined by the optimal index ranking or the S/N analysis of the optimal index. Therefore, the implementation method is inconsistent and it makes it difficult to apply in practice. Some recent studies show that it is necessary to use S/N analysis techniques to determine optimal technological parameters in problems solved by combining Taguchi with other multi-objective decision methods [4, 22,23,24].
3 Results and discussion
Experimental results with TiN coated tungsten carbide electrode in micro-EDM for Ti–6Al–4V are given in Table 1. Experimental readings were recorded for L9 orthogonal array (three input parameters and three levels) to study depth of machining (Z coordinator) and tool wear rate (TWR).
3.1 Effect of process parameters on (Z and TWR)
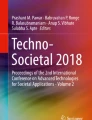
The change of Z could affect the time and cost of micro-EDM machining as shown in Fig. 2. C can significantly affect the Z in micro-EDM using TiN coated electrode. The increase of the parameters leads to an increase in Z. As compared to V = 120 V, Z at 140 V and 160 V was increased by 20.42% and 33.40%, respectively, since the higher V led to higher energy of the discharge process. However, the change of discharge energy according to V = 120-160 V was not significant. As compared with C = 100pF, Z at 1000pF and 10nF was increased the most by 44.76% and 152.76%, respectively. This may be owing to direct effect of C on the charging and discharging processes in the EDM. In addition to it, it affects the number of sparks formed in a pulse. The change in spindle rotational speed, it led to Z being changed insignificantly. As compared to spindle rotational speed = 200 rpm, Z at 400 rpm and 600 rpm was increased by 9.25% and 15.0%, respectively. It was also possible that the rotational speed of the electrode has an effect on the suction or discharge of the dielectric solution and the chip in the gap between the electrode and the workpiece. It could also affect the stability of the machining process. And the results showed that, in the range of spindle rotational speed = 200-600 rpm, there was no significant effect on this effect in micro-EDM.

Influence of process parameters on Z versus a Voltage, b capacitance, c spindle rotational speed
The result of the change of TWR with the change of V, C and spindle rotational speed in the micro-EDM has been shown in Fig. 3. In general, the change of V and spindle rotational speed led to a negligible change in TWR. It could be owing to the V and spindle rotational speed survey range, which led to a negligible improvement in the spark energy and stability of the discharge. The lower TWR was observed under V = 120 V and spindle rotational speed = 160 V. Where it was maximum at V = 140 V and spindle rotational speed = 400 rpm.The effect of C on TWR in micro-EDM with coated electrode was the same as that of Z. The increase of C led to a significantly increased TWR. This could be explained similarly to the increase of Z. C could most significantly affect TWR. As compared to C = 100 pF, the TWR at 1000 pF and 10 nF were increased by 192.23% and 459.69%, respectively.

Influence of process parameters on TWR versus a voltage, b capacitance, c spindle rotational speed
3.2 Computation by ranking of indexing
Step 1 Quality indicator matrix The quality indicator matrix is defined as follows:\({\text{X = }}\left[ {\begin{array}{*{20}c} {Z_{1} } & {TWR_{1} } \\ {Z_{2} } & {TWR_{2} } \\ {} & {} \\ {} & {} \\ {} & {} \\ {Z_{9} } & {TWR_{9} } \\ \end{array} } \right]\).
Step 2 Normalize the matrix The results of the calculation process are performed according to step 2 in Fig. 2, and the results are in Table 2.
Step 3 Weighting of quality criteria The weight of quality indicators is determined by the AHP method, and it is depicted in Fig. 1.In this study, micro-EDM machining efficiency is very important, so it is considered to be more important than electrode wear. And the results of the weights include WZ = 0.667 and WTWR = 0.333. Values of weights are assigned to quality criteria according to step 3 in Fig. 2.
Step 4 Determine the best solution (A+) and the worst solution (A−): The values of these solutions are determined by the formulas in step 4 in the diagram of Fig. 3 and A+ = { Z = 0.34; TWR = 0.016} and A− = { Z = 0.076; TWR = 0.188}.
Step 5: Determine \({\text{S}}_{{\text{i}}}^{ + }\) and \({\text{S}}_{{\text{i}}}^{ - }\): Perform the calculation according to the formula in step 5 in Fig. 3 and These results in Table 3.
Step 6 Determine the ideal solution.
Step 7 Ranking and selecting the best solution.
*The best experiment The analysis results show that C* of Exp.09 is the largest, and parameter process are V = 160 V, C = 10nF and spindle rotational speed = 400 rpm.
3.3 Computation of process parameters
The results of the S/N analysis of C* are shown in Table 3.The results show that the optimal set of technological parameters was obtained at V = 160 V, C = 10nF and spindle rotational speed = 600 rpm, and the results of the quality parameters at optimal conditions were determined by Eq. (1). The calculated and experimentally verified values of the quality criteria are shown in Table 4, and the maximum error between experimental and calculated was 1.03%.
A comparison between the ranking optimal results and the optimal results by S/N analysis showed that the results determined by the S/N analysis were more efficient. Compared to Zopt and TWRopt of ranking, Zopt of S/N is increased by 10.74% and TWRopt of S/N is decreased by 0.9%, Table 4.
To evaluate the suitability of TOPSIS in this study, the optimal results in the study were compared with the results of some commonly used methods in EDM today. The results have shown that the results of different methods can be the same or different, Table 5. The result of TOPSIS is different from the results of GRA, Deng’s, VIKORS, COPARS methods. In addition, the value of the quality parameters at optimal conditions is the largest, although with the priority of machining productivity in this study. It is a versatile approach involving a simple mathematical model [24]. Furthermore, relying on computer support, it is a very suitable practical method. It has shown that TOPSIS may be the most suitable solution (Fig. 4).

Effect of parameters process on performance measures
3.4 Analysis of surface quality under optimal conditions
Figure 5 shows that the accuracy of the shape of the machining hole after micro-EDM was not high. The profile of the hole profile was biased quite large, and the circularity of the hole was also large. The higher number of particles adhered at the bottom of the machining hole. The chip and the ejected debris were more difficult to push out of the gap between the electrode and the workpiece in this area. The sizes of the particles adhering to the machined surface were very different as shown in Fig. 5. Those particles were distributed irregularly on the machined surface and this has resulted in the topology of the machined surface in micro-EDM to be different from it in traditional machining methods [27]. The shapes of the adhesion particles include spherical and arbitrary polyhedrons as shown in Figs. 6 and 7. The micro cracks and micro-voids are common on the machined surface as shown in Fig. 8.

Surface morphology of specimen using SEM under optimal parameters

Heat affected zone analysis using SEM under optimal parameters

Adhesive particles analysis of machined surface under optimal parameters

Analysis of micro-cracks and micro-voids of machined surface under optimal parameters
4 Conclusion
In the present study, a multi-criteria optimization study in micro-EDM using TiN coated tungsten carbide electrode for Ti–6Al–4V was performed. The TOPSIS method was used in this study and the research results helped the author to come to the following conclusions:
-
Among the investigated technology parameters, capacitance (C) has a significant influence on Z and TWR, and Voltage (V) and spindle rotational speed have a negligible influence on the quality parameters.
-
Compared to the best experimental results determined by ranking in TOPSIS, the optimal results by S/N analysis yield higher efficiency. Z and TWR at optimal conditions improved over it in ratings by 10.74% and 0.9%, respectively.
-
Results of TOPSIS conclude that the optimal parameter setting is voltage optimal at level 3 (160 V), capacitance optimal at level 3 (10nF) and Spindle rotation optimal at level 3(600 rpm). The quality criteria at optimal conditions are Z = 2.496 mm and TWR = 0.0875 mg/min. The accuracy of the model determining the quality criteria is good (max error = 1.03%).
-
Comparing the suitability of TOPSIS with some other optimization techniques showed that TOPSIS is the appropriate method in this study. And each technical solution needs appropriate optimal solutions.
-
The analysis of surface quality after micro-EDM includes many defects such as microcracks, micro craters, micro-voids, micro-adhesive particles, etc. Therefore, it is necessary to have more thorough and clearer analysis and evaluation studies of the surface layer after micro-EDM,and it is intended to determine the suitability of the machined surface to the workability of the product.
Abbreviations
- V:
-
Voltage
- C:
-
Capacitance
- EDM:
-
Electrical discharge machining
- WEDM:
-
Wire electrical discharge machining
- MCDM:
-
Multi-objective decision techniques
- RSM:
-
Response surface methodology
- ANN:
-
Artificial neural network
- GRA:
-
Gray relational analysis
- S/N:
-
Signal-to-noise ratio
- GA:
-
Genetic algorithm
- TOPSIS:
-
Technique for order preference by similarity to ideal solution
- AHP:
-
Analytic hierarchy process method
- SR:
-
Surface roughness
- TWR:
-
Tool wear rate
- MRR:
-
Material removal rate
- EWR:
-
Electrode wear ratio
- TA:
-
Taper angle
- Z:
-
Z Co-ordinate
- SEM:
-
Scanning electron microscopy
- XRD:
-
X-ray diffraction
References
Huo, J., Liu, S., Wang, Y., Muthuramalingam, T., Pi, V.N.: Influence of process factors on surface measures on electrical discharge machined stainless steel using TOPSIS. Mater. Res. Express 6(8), 086507 (2019)
Gangil, M., Pradhan, M.K., Purohit, R.: Review on modelling and optimization of electrical discharge machining process using modern techniques. Mater. Today Proc. 4, 2048–2057 (2017)
Anitha, J., Das, R., Pradhan, M.K.: Multi-objective optimization of electrical discharge machining processes using artificial neural network. Jordan J. Mech. Ind. Eng. 10(1), 11–18 (2016)
Muthuramalingam, T., Ramamurthy, A., Sridharan, K., Ashwin, S.: Analysis of surface performance measures on WEDM processed titanium alloy with coated electrodes. Mater. Res. Express 5(12), 126503 (2018)
Phan, N.H., Dong, P.V., Dung, H.T., ThienNV, M.T., Shirguppikar, S., Tam, N.C., Ly, N.T.: Multi-object optimization of EDM by Taguchi-DEAR method using AlCrNi coated electrode. Int. J. Adv. Manuf. Tech. 116(5–6), 1429–1435 (2021)
Faisal, N., Kumar, K.: Optimization of machine process parameters in EDM for EN 31 using evolutionary optimization techniques. Technologies 6, 54 (2018). https://doi.org/10.3390/technologies6020054
Kandpal, B.C., Kumar, J., Singh, H.: Optimization and characterization of EDM of AA 6061/10%Al2O3 AMMC using Taguchi’s approach and utility concept. Prod. Manuf. Res. 5(1), 351–370 (2017). https://doi.org/10.1080/21693277.2017.1389315
Majumder, H., Maity, K.: Optimization of machining condition in WEDM for titanium grade 6 using MOORA coupled with PCA—a multivariate hybrid approach. J. Adv. Manuf. Syst. 16(2), 81–99 (2017)
Phan, N.H., Long, B.T., Mashood, K.A., Quy, T.D., Dong, P.V., Muthuramalingam, T., Toan, N.D.: Application of TGRA-based optimisation for machinability of high-chromium tool steel in the EDM process. Arab. J. Sci. Eng. 45(7), 5555–5562 (2022)
Meena, V.K., Azad, M.S., Singh, S., Singh, N.: Micro-EDM multiple parameter optimization for Cp titanium. Int. J. Adv. Manuf. Technol. 89, 897–904 (2017). https://doi.org/10.1007/s00170-016-9130-2
Kumar, S.D., Ravichandran, M.: Synthesis, characterization and wire electric erosion behaviour of AA7178-10 wt.% ZrB2 composite. SILICON (2018). https://doi.org/10.1007/s12633-018-9802-7
Muthuramalingam, T., Ramamurthy, A., Moiduddin, K., Alkindi, M., Ramalingam, S., Alghamdi, O.: Enhancing the surface quality of micro titanium alloy specimen in WEDM process by adopting TGRA-based optimization. Materials 13(6), 1440 (2020)
Pradhan, M.K.: Estimating the effect of process parameters on MRR, TWR and radial overcut of EDMed AISI D2 tool steel by RSM and GRA coupled with PCA. Int. J. Adv. Manuf. Technol. 68, 591–605 (2013). https://doi.org/10.1007/s00170-013-4780-9
Muthuramalingam, T., Akash, R., Krishnan, S., Phan, N.H., Pi, V.N., Elsheikh, A.H.: Surface quality measures analysis and optimization on machining titanium alloy using CO2 based Laser beam drilling process. J. Manuf. Process. 62, 1–6 (2021)
Pragadish, N., Pradeep Kumar, M.: Optimization of dry EDM process parameters using Grey relational analysis. Arab. J. Sci. Eng. (2016). https://doi.org/10.1007/s13369-016-2130-6
Manivannan, R., Pradeep Kumar, M.: Multi-response optimization of micro-EDM process parameters on AISI304 steel using TOPSIS. J. Mech. Sci. Technol. 30(1), 137–144 (2016)
Manivannan, R., Pradeep Kumar, M.: Multi-attribute decision-making of cryogenically cooled micro-EDM drilling process parameters using TOPSIS method. Mater. Manuf. Process. 32(2), 209–215 (2017). https://doi.org/10.1080/10426914.2016.1176182
Tiwary, A.P., Pradhan, B.B., Bhattacharyya, B.: Application of multi-criteria decision making methods for selection of micro-EDM process parameters. Adv. Manuf. 2, 251–258 (2014). https://doi.org/10.1007/s40436-013-0050-1
Singh, J., Sharma, R.K.: Multi-objective optimization of green powder-mixed electrical discharge machining of tungsten carbide alloy. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 232(16), 2774–2786 (2017)
Sharma, R.K., Singh, J.: Determination of multi-performance characteristics for powder mixed electric discharge machining of tungsten carbide alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 230(2), 303–312 (2014)
Muthuramalingam, T.: Effect of diluted dielectric medium on spark energy in green EDM process using TGRA approach. J. Clean. Prod. 238, 117894 (2019)
Geethapriyan, T., Muthuramalingam, T., Kalaichelvan, K.: Influence of process parameters on machinability of Inconel 718 by electrochemical micromachining process using TOPSIS technique. Arab. J. Sci. Eng. 44(9), 7945–7955 (2019)
Phan, N.H., Muthuramalingam, T.: Multi-criteria decision-making of vibration-aided machining for high silicon-carbon tool steel with Taguchi–TOPSIS approach. SILICON (2020). https://doi.org/10.1007/s12633-020-00632-w
Meel, R., Singh, V., Katyal, P., et al.: Optimization of process parameters of micro-EDD/EDM for magnesium alloy using Taguchi based GRA and TOPSIS method. Mater. Today Proc. (2022). https://doi.org/10.1016/j.matpr.2021.05.287
Yadav, S., Pathak, V.K., Gangwar, S.: A novel hybrid TOPSIS-PSI approach for material selection in marine applications. Sādhanā 44, 58 (2019). https://doi.org/10.1007/s12046-018-1020-x
Sanghani, C.R., Acharya, G.D.: A review of research on improvement and optimization of performance measures for electrical discharge machining. Int. J. Eng. Res. Appl. 4(1), 433–450 (2014)
Muthuramalingam, T.: Measuring the influence of discharge energy on white layer thickness in electrical discharge machining process. Measurement 131, 694–700 (2019)
Goyal, A., Sharma, D., Bhowmick, A., et al.: Experimental investigation for minimizing circularity and surface roughness under nano graphene mixed dielectric EDM exercising fuzzy-ANFIS approach. Int. J. Interact. Des. Manuf. (2022). https://doi.org/10.1007/s12008-021-00826-5
Goyal, A., Gautam, N., Pathak, V.K.: An adaptive neuro-fuzzy and NSGA-II-based hybrid approach for modelling and multi-objective optimization of WEDM quality characteristics during machining titanium alloy. Neural Comput. Appl. 33, 16659–16674 (2021). https://doi.org/10.1007/s00521-021-06261-7
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Nguyen Huu, P., Nguyen Trong, L. Multi-objective optimization in micro-electrical discharge machining using titanium nitride coated WC electrode. Int J Interact Des Manuf 17, 187–196 (2023). https://doi.org/10.1007/s12008-022-01121-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-022-01121-7