
Abstract
Nowadays, the implementation of digital thread for Additive Manufacturing (AM) and product data management system strongly depends on specified file formats and used interoperability standards in order to integrate geometric dimensioning and tolerancing (GD&T) information directly in the 3D CAD model. The consideration of geometric deviations and variations is a key issue for design and tolerancing, inspection and management of manufacturing part information in AM through product and manufacturing information (PMI). PMI has been used to describe GD&T and non-geometric data, such as surface texture, surface finishing requirements, material specifications, process data, and other annotations, based on ISO standards. Standards play an important role in enabling the interoperability and efficiency of AM systems through the development of AM standard formats. This paper reviews current challenges of geometric and tolerancing model and formats for AM processes, which largely impede the advancement of AM technologies. Two criteria to enhance AM geometric and tolerancing model and standards are presented in this paper: GD&T management and compliance with PMI. STL, AMF and STEP formats are discussed on their characteristics of product definition and manufacturing specification for AM. The review presented here highlights that STEP standard can be a good basis for future research work to integrate and standardise material information, geometric and tolerancing model, and process planning for AM. Finally, new specifications of STEP-AM format are proposed in this work.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
3D Printing also known as Additive manufacturing (AM) is a promising technology enabling feasible approach for manufacturing three dimensional objects directly from digital models through an additive process, typically by depositing successive layers of polymers, ceramics, or metals [1]. AM technology has been applied to the automotive, aeronautical and medical industries for many years. Within the aeronautical industries in particular, metal AM has gathered a plenty of investment to manufacture structural components for aircraft subsystems and engine components [2]. The use of advanced computer-aided design (CAD), computer-aided engineering (CAE), computer-aided manufacturing (CAM) and enhanced computing facilities have extensively improved digital manufacturing technology [3]. However, it is still one of difficult questions for AM that geometric and tolerancing models describe precision and accuracy of product shape, dimensioning and tolerancing. AM standards are used to represent digital definition of product and exchange product information, which include the definition of geometric and tolerancing models. Geometric and tolerancing modelling information questioned with CAD product need be transferred into AM machines by standardized format to ensure accurate product information.
Geometric and tolerancing models are supported by numerous digital tools for product development [4]. In the 1960s Herbert Voelker considered the possibilities of using computer-aided machine to operate machine through CAD geometry. In the 1970s mathematical tools for describing 3D solid modelling had been invented in the early algorithms [5]. Still now, accurate geometric models of physical products have been extensively developed. But geometric deviations are still one of major issues integrated of research work on tolerances. Computer-aided tolerancing systems have been developed for tolerancing effects on digital product simulation [6]. Skin model concept has been applied to represent product tolerances and tolerancing analysis [7]. Standards play an important role in the adoption of many technologies. There are significant activities in developing AM standards through ASTM International F42 committee. These standards in materials and processes, terminology, design and data formats, and test methods have widely applied in solving engineering technical problems in AM process [8]. Standardized formats include Stereo Lithography (STL), Additive Manufacturing File (AMF) and STandard for Exchange Product (STEP). STEP is a complementary technology, which provides significant standardized content models [9]. Due to an increasing development of digital manufacturing technology, AM technology has reached a high level of maturity. But there still exist many difficulties between geometric and tolerancing models, and standards for AM (ASTM and ISO).
In such a context, theoretical geometric and tolerancing models have been developed to consider geometric deviations that are expected, predicted and observed by skin model shapes in real manufacturing [10]. The development and use of standards (i.e. ASTM AMF, 3MF, ISO 10303 STEP) and tolerances (ASME) [11, 12] have integrated all relative information to AM process [13]. In order to support the AM process: design, simulation, build plan, monitoring and control and verification, standard organizations have begun to establish AM file format for data exchange. Manufacturing imprecision and measurement uncertainty lead to observable geometric deviations, which decrease the function and quality of products and have thus to be limited by geometric tolerances [14]. The design and manufacturing of high performance product may lead to an efficient need for geometric deviations and tolerances management [15]. Tolerances analysis has been used in predicting inevitable geometric deviations on the function and quality of product [16]. Skin model shapes contains various kinds of geometric deviations, which can extract valuable information through visualization techniques [17]. Product and manufacturing information (PMI) includes the geometric dimensioning and tolerancing (GD&T), which is used to communicate permissible deviations of product [18]. So these PMI standards, such as ISO TC213, ASME Y14.5, can help to define tolerances in smart manufacturing systems [19].
Next sections will highlight challenges of geometric and tolerancing models and standards for AM technologies. These challenges mainly focus on two issues: geometric deviations and tolerances management, and refer to two criteria: GD&T management and compliance with PMI in AM Standards. In Sect. 3, in order to solve geometric deviations in real manufacturing, skin model is proposed, and PMI standard redefine tolerances in AM systems. In Sect. 4, different AM standards, i.e. STL, AMF and STEP, are compared. In Sect. 5, we propose STEP-AM. In Sect. 6, a conclusion and future works are drawn.
2 Challenges of current AM
As AM is a fairly new technology, there is still a need for understanding the basic science of each building block of AM technology. Regarding this AM technology there exist many questions to be urgently solved on insufficient understanding of geometric shape variations, part accuracy, needs for qualification and functionality, and interoperability of AM standards [20]. Geometric and tolerancing models, and standards for AM technology have become one of main issues for fabricating precise and accurate 3D part.
2.1 Geometric modelling and tolerancing definition issues
Geometric and tolerancing models need to provide all the needed geometric data of an object. It is required to automatically handle the information to generate shape, dimensions, and tolerances in manufacturing systems [21]. In CAD and manufacturing process, the discrete geometric data need to be fitted and filtered by measurement of manufactured part. Manufactured part may be analysed to characterize manufacturing process or to check the conformance of its representation to designer-specified tolerances. In terms of manufacturing tolerances, there are the two acknowledged axioms for manufacturing process: manufacturing imprecision and measurement uncertainty [22]. Therefore, it is important to consider tolerances, manufacturing error, geometric compensation and any feedback from measurement in AM.
Geometric deviations and tolerances management have seriously restricted the precision and accuracy of AM technologies. These deviations can be random or systematic, or a more and less complex combination of both. Systematic manufacturing deviations from perfect geometric forms can be offset and eliminated by using different geometric models. Moreover, PMI provided by CAD can describe dimensional tolerances on length and diameter, and geometric tolerances on flatness, perpendicularity, position, surface profile, and circular out. PMI syntax and semantics are defined by ISO TC 214 and ASME standards. The skin model shapes and PMI may have been applied to solve geometric deviations and tolerances management.
-
The skin model shapes which stemmed from the theoretical foundations of geometric product specification and verification has been developed to consider geometric deviations in AM.
-
PMI can theoretically realise data management (i.e. tolerances) through ASME and ISO standards in manufacturing systems.
2.2 Standard issues
National Institute of Standard and Technology have proposed a series of AM standards focusing on defining general concepts and common requirements [23]. The standardized methods aim to improve the performance of data exchange for AM. Standards for data representation that can be exchanged by most CAD in manufacturing software are essential to AM. The standardized formats can be used to convert CAD to layers for building parts. These standards define a syntax and structure of 3D modelling and annotations for geometric definition and tolerancing specification so that each other’s models in this manufacturing process can be understood.
Some of common standard formats include STL, AMF and STEP. There exist many issues for AM standards, so it is necessary to come up with many criteria that have key effects on the development of advanced AM technology. Two criteria are used to compare STL, AMF and STEP as follows:
-
GD&T management
-
Compliance with PMI
2.3 Analysis of criteria
The current GD&T management is a good solution for tolerance classification, analysis and offsets, which is also helpful for an improved quality of building part in AM technology. The use of design and tolerance specification in manufacturing has evolved to support design interchangeability and mass production. The GD&T management extensively accommodate the quality of desired part in entire design, manufacturing and assembly process. Owing to much of the literatures focus on the participant’s perspectives rather than empirical data, the existing methods used for GD&T management lack a specific, complete and continuous process for improvement and development of this management needs. In fact, there exists no single methodology for GD&T management for AM that defines a specific solution to optimize and manage tolerances from product design to project handover. It has been proposed a novel therapy to solve design, manufacturing and assembly tolerance issues in smart manufacturing process based on STEP (AP242) standard management [24]. This method applies PMI to manage the entire tolerance information in product lifecycle. In AM process, the origin of tolerances is an important issue for solving tolerances management. AM process can be fundamentally classified into eight steps: (1) part geometry; (2) tessellated data; (3) tessellated 3D model; (4) build file; (5) machine data; (6) fabricated part; (7) finished part; (8) validated part [25]. The tolerances in digital thread can be defined into three process: pre-processing, fabricated process and post-processing. During the pre-processing, the manufacturing tolerances mainly include tessellated model deviations and slicing deviations, which could be compensated by some optimized models. During the fabricated process, the accuracy of equipment and the properties of material are mainly focused on minimizing the probability of tolerances. During the post-processing, surface treatment or/and support structure need to be handled according to manufacturing requirements, but these processes could cause the deformation and change of desired part. As an GD&T data model, GD&T for AM represents dimensioning and tolerancing information in product definition, particularly for the classification of tolerances in different processes, which is beneficial to support GD&T management and advance the development of smart manufacturing. In future, data format should consider more manufacturing information, such as GD&T management.
The issue of compliance with PMI is based on printing formats for AM, which use different international standards to exchange printing data in entire manufacturing process. PMI includes annotations to specify GD&T, as well as non-geometric data such as surface texture specifications, finish requirements, process notes, material specifications, and welding symbols. GD&T annotations including dimensions, tolerances, geometry control tools, tolerance zones, datum reference frames, and datum features. PMI is a critical element to specify product definition based on digital product model and to enable all data to digital manufacturing, especially in AM process a large amount of additional geometric information, manufacturing information and inspection information need to be conveyed in order to meet AM needs. So compliance with PMI can become an important criterion in AM format.
In short, the purpose of both GD&T management and compliance with PMI for AM formats is to develop a high integrated, interoperable and compatible AM file. Geometric and tolerancing models and standards will be considered in detail in next section.

Schemes of nominal model, continuous and discrete skin model [9]
3 Geometric and tolerancing models
Geometric and tolerancing models are used to describe geometric shape, dimensioning, constraint and tolerances in CAD and CAM systems. Although comprehensive geometric and tolerancing models for AM are not mature yet, exploration and development of these models are still going on. The modelling of geometric deviations for evaluation of product quality is still a key issue in tolerances research.
As shown in Table 1, nominal model is not satisfactory to solve geometric deviations in manufacturing process. Therefore, skin model has been becoming a good therapy to focus on geometric deviations in manufacturing systems [25]. And PMI support non-geometric information as annotations and attributes integrated in the global information flow.
3.1 Skin model
In product design and manufacturing, geometric deviations are generated during manufacturing operations according to the accuracy of considered manufacturing technology. Considering measurement uncertainty, measurements will generate geometric deviations. The geometric deviations should be dedicated in manufacturing process, which will be helpful to define functional tolerance specifications. By developing concepts of geometry deviations (i.e. dimension-driven, constraint-based technique), solid offset approach has solved the fit of geometric surface model by using rigid body movements. Solid offset model and tolerance specification language are used to describe tolerance constraint. These geometric entities included feature axes, edges, faces and feature-of-size has been proposed by a dimension and geometric model. By interpreting dimensional and geometric tolerance for solid part, mathematical scheme for geometric deviations has been modelled as well. Moreover, standard for geometric product specification builds a comprehensive framework and an unambiguous language to describe geometric deviations. This standard is modelled by all the concepts and operations based on skin model. Skin model as an ideal representation is a shape model to present non-perfect shape.
Generally, skin model has been developed realistic physical shape compared to nominal geometry. The discrete skin model can be used to represent particular skin model, to define a proximate shape and to simulate assemblies in a computer system (Fig. 1). The fundamentals of skin model could be analysed through its concept, geometry representation schemes and geometry deviations. And skin model concept describes deviations of manufacturing and assembly process, which come from these aspects of workpieces themselves and design perspectives. Skin model cannot be described but be approximated by the finite number of points or parameters. Owing to impossibility to support the infinite description for surface points or parameters, skin model shapes has been proposed as finite descriptions. Furthermore, skin model shapes are not related to a specific geometry representation scheme. Common representation schemes for 3D models are wire frames, surface models, volume models and cell models. Discrete geometry representation schemes such as point clouds and surface meshes can be modelled as surface model [26]. Point clouds can be represented by solid surfaces of objects. A based-point representation is often used for modelling geometry deviations. The geometric deviations can be divided into systematic and random deviations. These different methods for geometric deviations can be applied according to these different characteristics, such as systematic and random parameters. These methods for solving geometric deviations have been applied to all relevant part features. Skin model shapes can be obtained by gathering these features to accomplishing offset and elimination of geometric deviations
Furthermore, statistical analysis of shape deviations or statistical shape analysis (SSA) is commonly used for shape variability considerations in scientific domains [27]. A set of quite similar shapes can be described by a mean shape and deviations for using SSA in the context of skin model. Further developments in AM will concern on fundamental issues of skin model and specific geometric deviations, which integrate more physical manufacturing properties.
3.2 Product manufacturing information
PMI consists of annotations and attributes associated with the edges and faces of CAD model in order to detail product geometry and specifications in a manufacturing perspective. PMI includes annotations to specify GD&T, as well as non-geometric data, such as surface texture specifications, finish requirements, process notes, material specifications, and welding symbols. GD&T is a symbolic language used to communicate tolerances on manufactured parts. The international standards for presentation of GD&T in views of 3D space are also used in CAD systems, i.e. ASME Y14.41-2012 [28] and ISO 16792:2006 [29]. These standards present the syntax and semantics of GD&T for manufacturing industry (Fig. 2). It has been developed to address issues related to description of geometric deviations in part and assembly [30].

Schema of PMI
PMI representation includes all the needed information for description of GD&T without any graphical presentation features and elements. PMI representation is associated with CAD model geometry and is computer-interpretable for manufacturing, measurement, inspection and other processes. PMI presentation consists of geometry elements such as lines and arcs describing exact appearances (colour, shape, positioning) of the GD&T annotations. PMI presentation cannot be computer-interpretable and cannot transfer any representation information. PMI representation does not include the visual appearance of annotations (See Table 2). The characteristics of PMI representation and presentation are an explanation for the product geometry, coordinate systems, supplemental geometry, annotations, and saved views. STEP as a family of standard includes EXPRESS model for PMI that standardizes specifications for dimensional and geometric tolerances, surface properties, and the related requirements [31]. PMI representation is specified by the ISO 10303 standard, so PMI can be inserted into AM standards that support all related data management.
Moreover, PMI data for verification contains the type and properties of each annotation, and any relationship between different annotations. The process of comparing PMI construct in dissimilar CAD systems for validation is more complex, because all of the presentation characteristics can vary without changing their representation. These cannot be reliably used for matching purpose. The purpose of conformance and interoperability testing of PMI aims at determining whether the STEP schema and relevant recommended practices are compliant with expected testing. Recommended practices are specifications that provide implementation guidance for data exchange. Recommended practices define syntax and structure of information needed for conformance testing. If there are no recommended practices, STEP file can only exchange the simplest characteristics of a manufacturing part. Conformance testing is necessary to better ensure interoperability with the CAD systems, because PMI conformance testing of STEP file is used to check whether PMI representation and presentation can be correctly encoded by data file in CAD system.
4 Assessments of AM standard formats
Standards play an important role in AM technology and there has been significant work in developing AM standards through the ASTM International F42 committee. These standards in materials and processes, terminology, design and data format, and test method have widely applied in solving engineering and technical problems of AM process. Some of standardized formats include STL, AMF and STEP. STEP as a complementary technology provides significant content models. The digital presentation and sharing of diverse technical information will be presented as follows.
STL is used to communicate CAD models to the local rapid prototyping system [32]. The manufacturing technology is capable of directly generating physical objects from CAD files. Firstly, the physical object is designed as a geometric solid model. Then, tessellated algorithm creates a simple boundary representation that covers entire surface of geometry solid with triangle. Such triangular meshes as definition of real geometry solid would be stored in STL file. STL file produced by 3D CAD systems is based on triangular facet representation of surfaces and is largely used as standard format of rapid prototyping and manufacturing systems [33]. STL file usually need to be repaired to ensure that it can be pre-processed (sliced) for 3D printing. The tessellation can also be modified in other ways to optimise the manufacturing process. The basic tessellated algorithm has two basic steps: edge subdivision and face triangulation [34]. Although STL format is a very simple, there exists many deficiencies, such as redundancy in the format, lack of complete geometric description, not well-defined approximation and lack of technological information, etc. Therefore, it is clear that STL format should be replaced by a suitable format.
AMF is part of ASTM 2915 standard. STL format only represents the objects in a latticework of triangular mesh, while AMF can specify the material, texture, and colour of each volume, as well as colour of each triangle in the mesh. In addition, in order to improve geometric accuracy and to reduce surface triangles, individual triangles within object lattice can be curved. AMF has more readability of functions than STL for additional information, such as colour specification, texture maps, material specification, constellations, additional meta-data, formulas and curved triangles. However, AMF format has been developed to be independent of model resolution and layer thickness.
STEP (ISO 10303) is a family of standards defining a methodology for describing product data throughout product life cycle [35]. STEP is widely used in CAD systems and is a critical enabler of digital manufacturing, an information-based paradigm that allows for rapid design-to-production and reduces downstream costs. It is often used for long-term archiving and retrieval of product information. ISO 10303 covers a wide variety of different product types, and describes standardized data models in several application protocols (APs) [36]. Two STEP application protocols that have been widely implemented in CAD systems: AP203 [37] known as 3D design of mechanical parts and assemblies and AP214 [38] known as automotive mechanical design. STEP AP242, known as Managed Model Based 3D Engineering, is a new STEP specification approved by ISO in 2014 [39]. It integrates the scopes of both AP203 and AP214, and contains many new capabilities that enable the machine-readable representation of manufacturing and assembly information, such as assembly tolerances, surface finish, and manufacturing process information. STEP AP242 covers many computable representations for several types of 3D model data, including GD&T (Fig. 3). In other word, STEP AP242 integrates 3D PMI module to represent product information that is machine-readable. The module uses XML and EXPRESS schema languages to define product data model [9]. However, ISO have defined the standardized information models for graphical presentation and representation of PMI according to STEP recommendations. PMI presentation is an important capability that will enhance the human readability of complex data. But the presentation alone will not enable a manufacturing system to become smart. So PMI representation is a needed mechanism to ensure data exchange in smart manufacturing through STEP AP242 in industry [40, 41]. The capability of STEP AP242 in handling tolerance information associated with product geometry enable manufacturing systems to be intelligent. STEP AP242 also integrates the kinematics features that can be used to describe kinematic topology, structure, state, motion representation, and analysis control in entire information systems [42].
However, the application of STEP-based standards in AM will promote the development of smart manufacturing, which particularly includes much of information in product design information, such as complex curve tessellations, graded materials, internal lattice structures, material properties, build orientation and process information. ISO STEP and ASTM AMF standards can be used to describe original part, support structure and process plans as well. So STEP will be a promising standard to transfer data models in AM process.

An overview of STEP AP242
Clearly, STL and AMF are dedicated to printing format, which have been used to transfer information from CAD and AM software to printing hardware. If a STEP file need to be printed, the original format can be converted into the printed format. The STEP file retains these characteristics of precise geometry, tessellated geometry and tolerances. Table 3 shows these characteristics for AM standard formats (STL, AMF and STEP). AM standard formats have been compared by using two criteria: GD&T management and compliance with PMI, which show advantages of STEP standard for future AM technology. Therefore, it is an obvious trend that STEP standard has broadly applied in industrial fields, because it has the properties of both printing formats and 3D product model. So the STEP-based format as a neutral file will be used to interact the bi-directional printed information from product design to AM machining. The interactivity of the STEP-based format approach is to enhance the interoperability and compatibility of all the related information in AM. The part of specific works mainly focus on representation of geometric and tolerancing models, and PMI, the issues of whose is still under an arduous challenge. Next section introduce the related STEP standards for AM will be presented.
5 STEP-based AM standards
Nowadays, it is an unquestionable challenge to meet the needs of market changes by increasing flexibility, adaptability and improving productivity. To reach this goal, the new solutions and technology improvements should be found by focusing on programming standards, which ensures the bi-directional links between ideal CAD model and machined parts. It also can support the intelligence of CAM processing, and transfer information of process planning and operations management.
However, STEP standards have specific usage, all of them use EXPRESS as a modelling language and allow building neutral data repositories, which covers material data, manufacturing tool information, planning manufacturing methods, tolerance data, features, numerical control data, kinematic simulation data, etc. STEP standards also cover the extension to product data management, 3D geometry, composite and mechanical design. STEP standards will ensure the higher interoperability between different systems. It is a good way to use the eXtensive Markup Language (XML) as a means of capturing and transferring STEP information. XML has many advantages, for example it can be easily interpreted by computers systems.

Data exchange schema of STEP-AM files
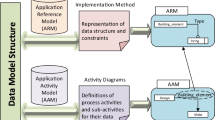
The AM technology has developed a set of data standards to support 3D printing. These standards can exchange all related information of product in the entire manufacturing process. This will be an obvious trend for using STEP standard to produce complicated part in AM process. This result may lead to a combination of STEP standard and other related standards called “STEP-AM” (Fig. 4). This schedule describes basic data transmission of STEP-AM files for AM. The STEP-AM can be defined as neutral file to accomplish entire data exchange between CAD/CAM systems and AM machines. The CAD/CAM systems could exchange bi-directional data with STEP-AM file. Similarly, feedback data can also transfer to AM machines in the same way of the proposed implementation of STEP-NC. In virtual and interactive way, STEP standards are the fundamental reference to enhance the interoperability and compatibility of all related information, which bridge the basic data exchanges between the different CAx systems and machines [43].
Furthermore, STEP standards for AM have many particular advantages in developing the entire product lifecycle: (1) exchange and manage data from produt design to disposal; (2) enhance product data interoperability among CAD/CAPP/CAM and AM machining; (3) standardise and integrate process planning and operations management. In fact, the purpose of STEP AP242 is to support a manufacturing enterprise with a series of standardised information models through a long and wide digital thread in manufacturing systems. In such standardised information model, material information, tolerances of product’s geometry and process planning can be managed according to the concrete specifications. At the same time, AM information can be standardised according to STEP and complementary standards could be integrated to cover entire manufacturing system (See Fig. 5). The material information contains single materials, composite materials and multiple materials, the two formers can be represented by STEP standard, but the latter cannot be described under the same STEP standard. So it is too difficult to implement in STEP standard, because the distribution of material is based on mathematical functions [44]. For geometric data representation, product’s geometric tolerances and PMI have been researched in AM systems and attempt to improve the integration and standardisation for digital thread. The semantics of PMI for AM have not been standardised yet. For AM process planning, process implementation describing the machining operations to execute on the workpiece could be based on STEP-NC [45]. This standard is to develop standardised data model. Manufacturing management and control supports the implementing and sharing management databases and archiving based on ISO15531 (MANDATE) [46]. This format is to create data models for improving manufacturing management and information exchange. The information flow for an operation or a process plan could be provided by ISO 18828 with addition information [47].

A data diagram of AM system based on STEP standard
However, standards of geometric data representation urgently need to combine with those of material information and process planning, and finally integrate into a conformed STEP standard. The 3D geometry can be represented by B-rep solid modelling, CSG solid modelling, wire frame modelling, etc based on STEP standards in CAD. The detailed GD&T and PMI have still been confronted with many challenges in the interoperability of geometric data in different systems. Hetegeneous material information try to apply mathematical functions in STEP standards to define material regions. Process panning refers to specific operations in AM, including orientation, support structure, slicing, path planning and making decision. These specific processes need to be managed by adopting a series of standardised operations. The conformed STEP-based format file will improve the interoperability and compatibility of all related information from product design to manufacturing in AM. Although STL, AMF and STEP formats can describe geometric information with different functions and features in entire digital thread for AM, STEP standard has more advantages than others, so it may be a trend that STEP format is used as a data backbone for emerging other formats in AM.
6 Conclusion
This paper has presented a research review of standards, geometric and tolerancing models for information exchange and systems interoperability in AM. First, comprehensive geometric and tolerancing models considered in design and manufacturing have been introduced for a review synthesis of related works. Particularly, skin model has been studied to solve geometric deviations in digital manufacturing. Second, tolerances can be managed by PMI in order to define GD&T for product design and manufacturing process engineering. These PMI standards, such as ISO TC213, ASME Y14.5, can support the description of tolerances for product definition in AM systems. Finally, different AM standard formats have been considered, i.e. STL format, AFM format and STEP format. It seems an obvious trend that an extension of STEP standard will be a good candidate to replace other AM file, because STEP format may support GD&T management and compliance with PMI by standardizing product information. Further works are currently under development for clarifying and integrating in STEP standard the relevant and needed AM entities for full systems interoperability from CAD to AM.
Change history
18 December 2017
The erratum aims at clarifying and updating some errors and wrong assumptions of authors of the above-mentioned paper.
References
Ford, S.L.N.: Additive manufacturing technology?: potential implications for U . S . manufacturing. J. Int. Commer. Econ., 6, pp. 1–35 (2014)
Kobryn, P., Ontko, N., Perkins, L., Tiley, J.: Additive manufacturing of aerospace alloys for aircraft structures. In: AFRL/MLSC Acquisition Systems Support Branch Materials and Manufacturing Directorate Air Force Research Laboratory. pp. 1–14. , Ohio, USA (2006)
Zhu, W., Bricogne, M., Durupt, A., Remy, S., Li, B., Eynard, B.: Implementations of model based definition and product lifecycle management technologies: a case study in Chinese aeronautical industry. IFAC-PapersOnLine 49, 485–490 (2016)
Song, H., Eynard, B., Roucoules, L., Lafon, P., Charles, S.: Beyond geometric CAD system: implementation of STEP translator for multiple-views product modeller. Int. J. Prod. Lifecycle Manag. 2, 1–17 (2007)
Williams, C.B., Simpson, T.W., Hripko, M.: Additive manufacturing technical workshop summary report NIST technical note 1823 additive manufacturing technical workshop summary report. In: ASME Design Engineering Technical Conferences—Design Education Conference. pp. 1–59, Portland, USA (2015)
Fainguelernt, D., Weill, R., Bourdet, P.: Computer aided tolerancing and dimensioning in process planning. CIRP Ann. Manuf. Technol. 35, 381–386 (1986)
Schleich, B., Anwer, N., Mathieu, L., Wartzack, S.: Skin model shapes: a new paradigm shift for geometric variations modelling in mechanical engineering. Comput. Aided Des. 50, 1–15 (2014)
Scott, J., Gupta, N., Weber, C., Newsome, S.: Additive Manufacturing: Status and Opportunities. Science and Technology Policy Institute, Washington (2012)
Peak, R.S., Lubell, J., Srinivasan, V., Waterbury, S.C.: STEP, XML, and UML: complementary technologies. J. Comput. Inf. Sci. Eng. 4, 379–390 (2004)
Anwer, N., Ballu, A., Mathieu, L.: The skin model, a comprehensive geometric model for engineering design. CIRP Ann. Manuf. Technol. 62, 143–146 (2013)
Carrier, B., MacKinnon, D.K., Cournoyer, L.: Performance evaluation of 3D imaging systems based on GD&T. Manuf. Lett. 1, 9–12 (2013)
ASME Y14. 41-2003: Digital Product Definition Data Practices: An American National Standard. American Society of Mechanical Engineers (2003)
Lipman, R.R., Mcfarlane, J.S.: Exploring model-based engineerig concepts for additive manufacturing. In: 26th Solid Freeform Fabrication Symposium, Austin, USA (2015)
Schleich, B., Wartzack, S.: A discrete geometry approach for tolerance analysis of mechanism. Mech. Mach. Theory. 77, 148–163 (2014)
Bruyère, J., Dantan, J.Y., Bigot, R., Martin, P.: Statistical tolerance analysis of bevel gear by tooth contact analysis and Monte Carlo simulation. Mech. Mach. Theory. 42, 1326–1351 (2007)
Kim, K., Sacks, E., Joskowicz, L.: Kinematic analysis of spatial fixed-axis higher pairs using configuration spaces. Comput. Des. 35, 279–291 (2003)
Anwer, N., Schleich, B., Mathieu, L., Wartzack, S.: From solid modelling to skin model shapes: shifting paradigms in computer-aided tolerancing. CIRP Ann. Manuf. Technol. 63, 137–140 (2014)
Frechette, S.P., Jones, A.T., Fischer, B.R.: Strategy for testing conformance to geometric dimensioning & tolerancing standards. Procedia CIRP 10, 211–215 (2013)
Feeney, A.B., Frechette, S.P., Srinivasan, V.: A portrait of an ISO STEP tolerancing standard as an enabler of smart manufacturing systems. J. Comput. Inf. Sci. Eng. 15, 1–5 (2014)
Harris, I.D.: Development and Implementation of Metals Additive Manufacturing Current Landscape in Additive Manufacturing. In: AMC Director - DOT International. pp. 1–14, New Orleans, USA (2011)
Roy, U., Liu, C.R., Woo, T.C.: Review of dimensioning and tolerancing: representation and processing. Comput. Aided Des. 23, 466–483 (1991)
Srinivasan, V.: Computational metrology for the design and manufacture of product geometry: a classification and synthesis. J. Comput. Inf. Sci. Eng. 7, 3–9 (2007)
Lu, Y., Morris, K.C., Frechette, S.: Current Standards Landscape for Smart Manufacturing Systems. National Institute of Standards and Technology, Gaithersburg (2016)
Kim, D.B., Witherell, P., Lipman, R., Feng, S.C.: Streamlining the additive manufacturing digital spectrum: a systems approach. Addit. Manuf. 5, 20–30 (2015)
Zhang, M., Anwer, N., Stockinger, A., Mathieu, L., Wartzack, S.: Discrete shape modeling for skin model representation. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 227, 672–680 (2013)
Durupt, A., Remy, S., Ducellier, G., Eynard, B.: From a 3D point cloud to an engineering CAD model: a knowledge-product-based approach for reverse engineering. Virtual Phys. Prototyp. 3, 51–59 (2008)
Dryden, I.L., Mardia, K.V.: Statistical Shape Analysis: With Applications in R. John Wiley & Sons, New Jersey (2016)
ASMEY14.41-2012: Digital Product Definition Data Practices. American Society of Mechanical Engineers, New York (2012)
ISO 16792: Technical Product Documentation—Digital product definition data practices. International Organization for Standardization, Geneva (2006)
Lipman, R., Lubell, J.: Conformance checking of PMI representation in CAD model STEP data exchange files. Comput. Aided Des. 66, 14–23 (2015)
Lubell, J., Chen, K., Horst, J., Frechette, S., Huang, P.: Model based enterprise/technical data package summit report. In: NIST Technical Note 1753. , Gaithersburg, USA (2012)
Stroud, I., Xirouchakis, P.C.: STL and extensions. Adv. Eng. Softw. 31, 83–95 (2000)
Szilvśi-Nagy, M., Mátyási, G.: Analysis of STL files. Math. Comput. Model. 38, 945–960 (2003)
Cha, J.-M., Suh, S.-H., Hascoet, J.-Y., Stroud, I.: A roadmap for implementing new manufacturing technology based on STEP-NC. J. Intell. Manuf. 27, 1–15 (2014)
Assouroko, I., Boutinaud, P., Eynard, B., Ducellier, G.: Survey on standards for product data exchange and sharing?: application in CAD / CAE interoperability. Int. J. Des. Innov. Res. 5, 9–15 (2010)
Pratt, M.J.: Introduction to ISO 10303–the STEP Standard for Product Data Exchange. J. Comput. Inf. Sci. Eng. 1, 102–103 (2001)
ISO 10303-203: Industrial Automation Systems and Integration—Product Data Representation and Exchange—Part 203: Application Protocol: Configuration Controlled 3D Design of Mechanical Parts and Assemblies. International Organization for Standardization, Geneva (2011)
ISO 10303-214: Industrial Automation Systems and Integration—Product Data Representation and Exchange—Part 214: Application Protocol: Core Data for Automotive Mechanical Design Process. International Organization for Standardization, Geneva (2010)
ISO 10303-242 : Industrial Automation Systems and Integration—Product Data Representation and Exchange—AP242 managed model based 3D engineering for Standardization, International Organization for Standardization, Geneva (2014)
Wardhani, R., Xu, X.: Model-based manufacturing based on STEP AP242. In: 12th IEEE/ASME International Conference on Mechatronic and Embedded Systems and Applications (2016)
Kulvatunyou, B., Ivezic, N., Srinivasan, V.: On architecting and composing engineering information services to enable smart manufacturing. J. Comput. Inf. Sci. Eng. 16, pp. 45–52 (2016)
Frederick M. Proctor, Gijs van der Hoorn, R.L.: Automating robot planning using product and manufacturing information. In: 14th CIRP Conf. Comput. Aided Toler. 43, pp. 208–213 (2016)
Danjou Ch., Le Duigou J., Eynard B., Closed-Loop Manufacturing process based on STEP-NC, Int. J. Interact. Des. Manuf. (2015) in press - http://dx.doi.org/10.1007/s12008-015-0268-1
Patil, L., Dutta, D., Mechanics, A., Arbor, A., Bhatt, A.D., Jurrens, K., Lyons, K., Pratt, M.J., Sriram, R.D.: Representation of heterogeneous objects in ISO 10303 (STEP). In: ASME International Mechanical Engineering Congress and Exposition, Orlando, USA (2000)
Danjou, C., Le Duigou, J., Eynard, B.: Manufacturing knowledge management based on STEP-NC standard: a closed-loop manufacturing approach. Int. J. Comput. Integr. Manuf. 1, 1–15 (2016)
Cutting-Decelle, A.-F., Young, R.I.M., Michel, J.-J., Grangel, R., Le Cardinal, J., Bourey, J.-P.: ISO 15531 MANDATE: a product-process-resource based approach for managing modularity in production management. Concurr. Eng. 15, 217–235 (2007)
Jinhua, X., Anwer, N., Durupt, A., Le Duigou, J., Eynard, B.: Standardisation focus on process planning and operations management for additive manufacturing. In: Advances on Mechanics, Design Engineering and Manufacturing. pp. 223–232. Springer (2017)
Acknowledgements
This work is supported in part by the National Scholarship Fund of China Scholarship Council.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Xiao, J., Anwer, N., Durupt, A. et al. Information exchange standards for design, tolerancing and Additive Manufacturing: a research review. Int J Interact Des Manuf 12, 495–504 (2018). https://doi.org/10.1007/s12008-017-0401-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-017-0401-4