
Abstract
In the present study, vinyltrimethoxysilane was used to modify high-ortho novolac resin (NR) to obtain a vinyl silicone-modified phenolic oligomer (Si-mod NR). Subsequently, this oligomer is polymerized with methyl methacrylate. The mid-products (NR and Si-mod NR) and synthesized silicone-modified phenolic/acrylic resin (Ac/Si-mod NR) were characterized by Fourier transform infrared spectroscopy, and thermal properties were investigated by using thermal gravimetric analysis and differential scanning calorimetry techniques. In addition, the surface coating properties, including drying, hardness, adhesion, impact resistance, gloss, acid, alkaline, water, and solvent resistance of the films prepared from these products, were comparatively investigated. The results showed that the modification reactions yield a novel resin (Ac/Si-mod NR), which can be easily used as a surface coating material with high thermal resistance, flexibility, and excellent film properties.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polymeric materials are among the material groups that are frequently encountered in all kinds of fields today. For this reason, much more performance is expected from these materials. Accordingly, superior physical properties, high thermal and oxidative resistance, high UV stability, physical properties that can be maintained in a wide temperature range, good optical, and flame delay properties are required. Phenolic resins, which are the oldest polymers known since the beginning of the nineteenth century, also have superior resistance to heat, flame, chemicals, good electrical properties, good moisture, and oxygen resistance.1,2 Due to their properties, they are widely used as thermoset casting and molding powder, as an adhesive in brake and clutch linings, and as tanning agents in the varnish industry and leather industry. However, since the hardness and fragility of the crosslinked phenolic resins are relatively high, they exhibit low impact resistance and flexibility properties. Due to these disadvantages, the direct use of these polymers in some areas is restricted. Therefore, many studies are carried out to make these resins more flexible structures without affecting their excellent heat, flame, and chemical resistance properties. Likewise, the studies for increasing thermal resistance have generally focused on incorporating different modifying materials into the phenolic network: e.g., heteroatoms (B, Si, P, and Ti),2,3,4,5,6,7,8,9,10 nanomaterials (nanoclay, carbon nanotube, and graphene),11,12,13,14,15,16 waste PET or Nylon 6,6 depolymerization mid-products,17,18 and heat-resistant polymers (polyimide, bismaleimide, and melamine).19,20,21,22
On the other hand, commercial phenolic novolac resins are commonly cured with hexamethylenetetramine (HMTA), which yields relatively high crosslinked networks and generates volatile by-products that lead to voids in the materials.23 While the increase in void content causes brittleness in composite materials, it also causes fragility and surface defects in surface coating applications. Therefore, toughening and producing more flexible phenolic resins without reducing their properties has long been a topic of interest to many researchers. The studies have mainly focused on synthesizing phenolic resin-based products that exhibit high strength, high modulus, durability, better thermal and chemical resistance, and flexibility.24
Modifications of phenolic resins can be made according to two mechanisms, namely internal and external modification. The internal modification process refers to the usage of reactive toughening agents that can react with methylol and phenolic hydroxyl groups in the main resin structure during the resin synthesis. The commonly used reactive toughening agents are lignin,25,26,27 bio-oil,28 silanes,6,11,29 and diacids.30,31 In a similar approach, there are studies about using reactive agents as crosslinker instead of HMTA.32 For example, Tyberg et al.23 focused on curing phenolic resins with epoxies instead of HMTA. In this way, void-free and flame-retardant phenolic epoxy materials with better toughness properties than HMTA cured were obtained. Emik et al. used Nylon 66 depolymerization products17 as a crosslinker for high-ortho novolac resin to obtain surface coating material. As a result, they obtained improved thermal degradation stability, excellent water resistance, drying, adhesion properties, and high hardness values. Recently, a self-thermo-crosslinkable novolac resin was reported by Zhou et al.32 The resin has trifluorovinylether as the side groups, giving self-crosslinkable property and yielding lower dielectric constant and higher thermostability than most commercial novolac resins.
On the other hand, the external modification is achieved by the physical blending of the toughening agents with the pure resin. The frequently used agents include nanoparticles,33,34,35 thermoplastic resins,36,37,38 or rubbers.39,40 Miao et al.41 blended phenolic resin containing 4% HMDA, with n-butyl acetate-co-maleic anhydride copolymer at different weight ratios (1–7%) to obtain improved toughness, strength, and thermal properties. They concluded that the anhydride groups of the acrylic copolymer reacted with the phenolic hydroxyl groups via the formation of ester groups during curing. They also observed that the best flexural strength, impact resistance, and thermal properties were obtained by mixing 2% (w) acrylic copolymer.
As an alternative way to incorporate acrylic polymers in phenolic resins, Goswami et al.42,43,44 reported the preparation of sequential interpenetrating polymer networks (semi-IPN) of novolac. In these studies, the acrylic monomers ethyl methacrylate,42 methyl methacrylate,43 and N-butyl methacrylate44 were polymerized in the presence of novolac resin. One of the co-results of these three studies was the increase of toughness and elongation properties of the semi-IPNs depending on the amount of acrylic component. Contrary, the modulus and hardness decreased by increasing the acrylic network amount. Furthermore, linear polymeric chains in the main polymeric network caused a slight decrease in thermal resistance.
Generally, organic silicone moieties are widely used to modify phenolic resins to obtain superior thermal and oxidative stability, good moisture resistance, and excellent toughness.45,46 However, contrary to these studies, it is commonly reported that most of the silicone oligomers and polymers are incompatible with phenolic resins and tend to a very troublesome phase separation in the hybrids.10,47 Functional siloxane monomers such as phenyltrimethoxysilane48 γ-aminopropyltriethoxysilane29,49,50 are used to modify the phenolic resins to overcome these problems. Nonetheless, using a vinyl silicone-modified phenolic resin as a reactive oligomer in free radical polymerization has not been reported.
In the present study, vinyltrimethoxysilane (VTMS) was used to modify high-ortho novolac resin (NR) to obtain a vinyl silicone-modified phenolic oligomer (Si-mod NR). Subsequently, Si-mod NR was polymerized with methyl methacrylate (MMA). The mid-products (NR and Si-mod NR) and synthesized silicone-modified phenolic/acrylic resin (Ac/Si-mod NR) were characterized by Fourier transform infrared (FTIR) spectroscopy, and thermal properties were investigated by using thermal gravimetric analysis (TGA) and differential scanning calorimetry (DSC) techniques. Furthermore, the surface coating properties of the films prepared from these products were also comparatively investigated.
Experimental
Materials and instruments
Vinyltrimethoxysilane (VTMS), phenol (P), formaldehyde (FA) (37% aqueous solution stabilized with 10% methanol), and the rest of the materials were purchased from Merck AG (Darmstadt, Germany). FTIR spectra of all the products were recorded on a Bruker Alpha-R model (USA) in the range of 400–4000 cm−1 using the samples diluted with IR grade Merck KBr (sample/KBr = 1/200, w/w). Thermogravimetric analysis (TGA) was carried out with Linseis PT 1600 (Germany) thermal analyzer with a heating rate of 10°C/min under air (4 L/h) in the temperature range of 25–1200°C. Differential scanning calorimetry (DSC) analysis was carried out with Setaram 131 Model apparatus (France) with a heating rate of 10°C/min under N2 atmosphere in a temperature range of 25–120°C.
Synthesis of high-ortho novolac resin (NR)
The high-ortho novolac resin was synthesized in a 5-necked glass reactor system consisting of a mechanical stirrer, a thermometer, an N2 gas inlet–outlet system, a dropping funnel condenser, in a ± 0.2°C precision temperature-controlled heating system. Firstly, 500 g of phenol (P) was added and heated to 80°C. At this temperature, 0.9 g Ca(OH)2 in 25 mL water was added as catalyst. Next, the temperature was raised to 130°C, and 85.63 g of 35% formaldehyde (F) that provides the phenol/formaldehyde molar ratio of 1/0.188 was added to the reaction medium in 2 h via a dropping tube. The reaction was followed by determining the amount of free formaldehyde by the hydroxylamine hydrochloride method described in the ISO 11402:2004 standard. Ninety minutes after the completion of formaldehyde addition, the amount of formaldehyde decreased to a constant value, 0.6% (w), and the reaction was stopped. The unreacted phenol and water formed during the reaction were entirely removed by using a vacuum distillation system (90°C, 15mm-Hg pressure, 2 h).51
Synthesis of silane and vinyl-modified novolac intermediate (Si-mod NR)
To modify the NR resin both with silane and vinyl groups, TMVS was reacted with NR resin at 80–90°C and in the presence of p-toluene sulfonic acid (PTSA) as the catalyst 1% by weight of the total charge. First, the NR resin in the reactor was heated to 80°C. Subsequently, the calculated amount of TMVS was added as Si amount was 5.8% by weight in the total charge, and the reaction was continued at 80–90°C for 3 h. At the end of the reaction period, the obtained product, namely Si-mod NR, was dried under vacuum at 40°C until constant weight.
Polymerization of Si-mod NR intermediate with the acrylic monomer (Ac/Si-mod NR)
The polymerization reaction of the Si-mod NR intermediate with an acrylic monomer, methyl methacrylate (MMA), was carried out by bulk polymerization method with benzoyl peroxide (BPO) catalysis (1% by weight of total charge) with a 1:2 (Si-mod NR: MMA) weight ratio. The reaction was carried out for 4 h at 80°C. Then, the reaction product was dried in a vacuum oven at 40°C until constant weight. Subsequently, it was washed with diethyl ether to separate the MMA homopolymer, p(MMA), from the product that might be formed in the reaction. Finally, the purified silicone-acrylic-modified NR product (Ac/Si-mod NR) was dried at 20°C under vacuum. The reaction yield, as determined gravimetrically, is 85%.
Film preparation
The films of the resins NR, Si-mod NR, and Ac/Si-mod NR on glass and steel substrates were prepared from the 50% solid content solutions by using a 50 µ Erichsen applicator. Subsequently, the drying stage was determined at 25± 2°C, 60±5 % relative humidity by Erichsen type 415/E tester, resulting in DIN 53 150. [While Ac/Si-mod NR film was allowed to air dry for 24 h, in the case of NR and Si-mod NR films, first, these resins were mixed with HMDA (4%, wt.), and after casting, the films were located in an oven at 170°C and held there for 2 h for complete curing. Thus, the cured samples of these are named NR-C and Si-mod NR-C, respectively.]
Characterization of surface coating properties
After drying, the physical (adhesion, hardness, impact resistance, gloss) and chemical (acid, alkaline, water, and solvent resistance) properties of the films were determined according to international standards given in Table 1.
Drying The drying stage of the films was determined by examining the standard paper's adherence to the film under various loadings that comply with DIN 53 150. According to this standard, Stage 7 refers to the highest drying degree and is described as nonadherence after loading with 20 kg, with no visible change on the coated surface.
Hardness The hardness of the films was determined by König pendulum, which gives results according to DIN 53 157. In this test, the oscillations of the pendulum damping assess the mechanical damping properties of coatings in proportion to the ‘‘softness’’ of the coating. According to the DIN 53 157 standard, the damping time of the pendulum oscillation on the standard glass surface is 240–250 s.
Adhesion Adhesions of the films were tested by the cross-cut method according to ASTM D 3359. The assessment of adhesion was evaluated by the area of film detached from the substrate. According to this test, the excellent adhesion is rated as 100%.
Impact resistance The tubular impact resistance tester (BYK Gardner Impact Tester) that conforms to ASTM D2794 was used to evaluate the coating strength. A load of 1 kg weight was dropped on the coated specimen from a known height. Then, the coated panels were examined for damages formed on the film surface corresponding to elongation percentages (from 0.5 to 60%) of the film after impact. According to this test, 60% elongation refers to minimum damage and superior impact resistance.
Gloss The gloss of films was determined by Gardner Multi-Angle Glossmeter at 60° angle according to ASTM D 523.
Water, acid, and alkaline resistance The water resistance of the films was determined by the immersion method described in ASTM D1647-59. This test method is based on observing the water effect on the coating's visual appearance after being immersed in water and held for 18 h. After removing the panels from water, the appearance and the visual defects on the films are determined “after wiping” and at different time intervals up to 24 h.
Acid and alkaline resistance of the films were determined by the immersion method described in ASTM D1647. According to this test method, the changes in the appearance of the paint film are evaluated after immersing the test panels in acid (3 wt% H2SO4) and alkaline (3 wt% NaOH) solutions for certain time intervals.
Solvent resistance The solvent resistance of the films was investigated as a visual appearance change after contacting the film with a solvent as described in the literature.52,53 A piece of absorbent gauze impregnated with pure solvent (i.e., acetone, methanol, toluene, and ethyl acetate) is placed on film-coated glass panels. The panels are covered with Petri dishes and kept at room temperature for 30 min. At the end of the test period, the appearance is visually evaluated.
Results and discussion
Synthesis and characterization studies
FTIR studies
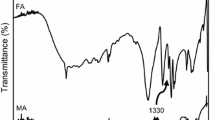
Unlike the resole-type phenol-formaldehyde resins, novolacs are prepared with an excess of phenol/formaldehyde ratio at acidic conditions. And, they require the addition of a crosslinking agent such as HMTA heat to achieve curing. However, when the hydroxides of alkaline and alkaline earth metals are used as catalysts to prepare novolac resins, a more reactive novolac type, high-ortho novolac, can be synthesized.18,51 These catalysts are reported as capable of selective hydroxymethylation of phenol at the ortho-position depending on the pH, leading to an increased ortho/para substitution ratio. Thus, high-ortho novolac resins obtained by this method contain reactive-free hydroxymethyl (methylol) groups at a certain level with higher o-o′ substitution compared to known novolac resins. The presence of these groups ensures the susceptibility of this resin to chemical modification reactions. As shown in Fig. 1, the FTIR spectrum of NR shows a broad characteristic peak with a maximum of 1371 cm−1, which corresponds to the deformation vibration of the hydroxyl group in the free methylol group in the NR. The peaks at 937 and 911 cm−1 indicate that the substitution is dominant at the 1,2,6 positions.54,55 The two specific peaks at 1041 and 1016 cm−1 belong to the C–O bond vibrations in the methylol and phenolic hydroxyl groups. These characteristic peaks confirm that the NR resin has a high-ortho novolac structure.

FTIR spectrum of synthesized products
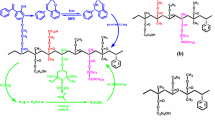
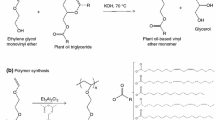
It is predicted that the modification of the NR resin by TMVS would occur by the reaction between the methoxy groups in the TMSV monomer and the free methylol groups at the NR to form Si–O–CH2 bonds. When the FTIR spectrum of Si-mod NR resin is examined, all characteristic peaks of TMVS [IR bands (cm−1): 444: Si–OC asymmetric deformation for Si–O–(Me)3 group, 820: Si–OC symmetric deformation vibration, 969: Si–O–alkyl, 1012: Si–vinyl, and 1101: absorption peaks of the Si–O–CH3] appear in the spectrum as well as vibrations of Si–O–CH2 bonds according to the possible reaction at 940 cm−1. Furthermore, due to the modification reaction, dramatic peak intensity changes are observed for the free methylol groups at 1371 cm−1 and methoxy group peaks at 444, 820, and 969 cm−1, confirming that the modification reaction occurred between the methylol groups of NR and the methoxy groups of TMVS.
Based on these findings, it is concluded that the reaction between methylol and methoxy groups resulting in methyl alcohol release can explain the possible obtained structure, as shown in Fig. 2. The crucial problem encountered in such a reaction is the possibility of crosslinking due to TMSV being tri-functional. Especially keeping the reaction time long increases this possibility. However, modified resin, Si-mod NR, was soluble in common solvents such as ethyl alcohol, indicating no or very little crosslinking.

Schematic illustration of the modification reactions and possible structure of the products
For the synthesis of the final product, Ac/Si-mod NR, Si-mod NR, and MMA monomer were subjected to the polymerization reaction. The FTIR spectrum of the obtained product is given in Fig. 1. The sharp peak at about 1710 cm−1 corresponds to the incorporation of an acrylic moiety. On the other hand, the absence of the characteristic peak for Si–CH=CH2 at 1012 cm−1 confirms the polymerization reaction of Si-mod NR and MMA. This case was also confirmed by glass transition temperature (Tg) analysis performed with DSC and discussed in the following section. According to these findings, the possible reaction mechanism and the final chemical composition of the Ac/Si-mod NR resin are illustrated in Fig. 2.
DSC studies
Figure 3 shows the DSC curves of the products. The Tg of the Si-mod NR intermediate was determined at 23°C. As a result of the polymerization of Si-mod NR with MMA monomer with a high Tg value, the Tg of the Ac/Si-mod NR resin shifted to 35°C. As seen from the figure, only a single glass transition zone is observed in the DSC thermograph of Ac/Si-mod NR, confirming a single homogeneous phase in the product. Furthermore, considering the reaction efficiency for Ac/Si-mod NR polymer, the theoretical glass Tg was calculated as 33.9°C by Fox equation,56 which is very close to the value determined by DSC analysis. These findings confirm the Si-mod NR intermediate has successfully copolymerized with MMA without phase separation.

DSC thermographs of N, VSMN, and VSMN-A
TGA studies
TGA measurements were taken under air to evaluate the thermal-oxidative stability of the products and pure pMMA resin, and the results are shown in Fig. 4 and Table 2. The thermal-oxidative degradation of pMMA starts at about 170°C, and the entire polymer is degraded between 170 and 400°C by a one-step degradation mechanism. This degradation behavior is standard for all polyalkyl methacrylates and explained as the thermal depolymerization by an unzipping reaction mechanism.43 As seen from the TGA curve of pure NR, there are three thermal-oxidative degradation steps, preliminary, middle, and final oxidative degradation, which are compatible with the literature.17,18,31 It is reported that the main thermal degradation of novolac resins is primarily related to oxidation at bridging methylene linkages above 200°C and then further oxidation of sterically hindered phenols to quinone-type structures at high temperatures.18,43 As noted in a previous study, these quinone-type structures have a tremendous impact on thermal-oxidative degradation processes of novolac-pMMA IPN systems.43 Although they have a lower thermal stability than pure novolac resin, the quinone-type structures formed during the oxidative degradation process slow down the degradation of the pMMA chains in the IPN structure, providing a higher thermal resistance.

TGA curves of N, VSMN, pMMA, and VSMN-A
On the other hand, TGA data indicate that Ac/Si-mod NR resin, consisting of silicon-modified novolac resin and MMA segments, exhibits a higher thermal resistance than all other products. Although 2/3 by weight of the resin is an acrylic-type moiety with a relatively low thermal-oxidative resistance, Ac/Si-mod NR resin even exhibits higher thermal stability than pure NR. This enhancement is possibly caused by the siloxane structure used in the modification of novolac resin. As can be seen from the TGA data given in Table 2, the Si-mod NR resin is much more thermally stable than pure NR. As a result of modification of the NR structure with a relatively low percentage (5.8% by weight) of siloxane moiety, the thermal-oxidative degradation was slowed down. The weight losses of 5, 10, 25, and 50% occurred at 283, 295, 335, and 559°C, respectively. For pure NR, these temperatures are 233, 273, 311, and 370°C, respectively.
As reported in similar studies, siloxane moieties are expected to improve the thermal stability of the phenolic resins due to their intrinsic excellent oxidation resistance. Similarly, in this study, the modification with siloxane monomer increased both the thermal-oxidative stability and the char yield due to the changing possible oxidative degradation mechanism. As shown in Table 2, higher char yields were obtained than the theoretical char yields calculated considering the reaction efficiency and feed composition. The probable cause of this situation is the formation of an insulating layer that prevents the diffusion of oxygen into the phenolic matrix structure due to the degradation of siloxane types during the degradation process. With the prevention of oxygen diffusion, the oxidative degradation mechanism changes, and char yield increases.47,57 A similar situation was observed for Ac/Si-mod NR resin. The presence of siloxane types increased the thermal-oxidative strength of Ac/Si-mod NR resin compared to pure pMMA and pure NR and caused a significant char yield increase. For Ac/Si-mod NR resin, weight losses of 5, 10, 25, and 50% occurred at 258, 289, 466, and 651°C, respectively, while char yield was determined to be 24%. Because 5 and 10% weight losses occurred at lower temperatures than pure NR and higher temperatures compared to pure pMMA, it is thought that the primary degradation started in the pMMA chains. In addition, the formation of the insulating layer at high temperatures caused the slowdown of total thermal degradation and an increase in char yield.
Film properties of the products
Since Ac/Si-mod NR resin exhibits enhanced thermal stability and oxidation resistance, its potential application as a high-temperature surface coating material was investigated. The obtained results are comparatively discussed with those of pure NR and pMMA. To investigate the surface coating properties of the films prepared from the products, some surface coating properties, including drying, hardness, adhesion, impact resistance, gloss, and acid, alkaline, water, and solvent resistance, were determined according to international standards—results are given in Tables 3, 4, 5, 6, and 7. It should be noted that since NR and Si-mod NR resins cannot dry themselves in the air, these resins were first mixed with HMDA (4%, wt), and after casting, the obtained films cured at 170°C for 2 h. The cured samples NR-C and Si-mod NR-C were used in determining the surface coating properties.
As seen from Table 3, all films demonstrate the 7th stage of dryness, the highest level in DIN 53 150. This excellent drying property for NR resin is predictable due to the use of HMTA for curing; in the case of Ac/Si-mod NR, on the other hand, it confirms that the resin can be dried without the need for another curing agent.
The corrosion protection performance of a coating depends upon several factors, namely the diffusion of water, ions, and oxygen and the quality of adhesion to the substrate. In terms of adhesion, a reduction in adhesion indicates a decrease in coating permeability resistance.58 Thus, adhesion is a critical factor for any coating system which exhibits good performance, and a superior coating system generally has the greatest adhesion strength. According to this fact, any modification reaction performed in a surface coating resin should not decrease its adhesion property. On the other hand, the superior impact resistance behavior indicates that the coating has formed a high adhesive bonding over the substrate and has enough flexibility that prevents the generation of cracks on the surface.58,59,60,61 Therefore, it is essential to evaluate the adhesion and impact resistance properties together for a paint film.
As seen from Table 3, with the incorporation of silicone and acrylic units in the polymer structure (Ac/Si-mod NR resin), the adhesion value increased to 100% compared to NR-C and Si-mod NR-C resins, which are <35 and 85%, respectively. Furthermore, the modification of NR with TMVS provides better impact resistance and increases flexibility from 10 to 20%. In the case of Ac/Si-mod NR, incorporating acrylic segments into the Si-mod NR, the flexibility increases up to >60%. It should be noted that the test samples NR-C and Si-mod NR-C were prepared by curing the neat resins in the presence of HMDA, which may cause void formation inside the coating matrix, yielding brittleness.23 As concluded in similar studies, due to poor adhesion and void formation during curing, the coating substrate interface can be filled with air, which causes low impact resistance by a series process. Thus, when the indenter strikes the surface of the coating, a shock wave that penetrates and induces stress to the coating will be produced.58,62 This stress causes the coating film to be pushed and vibrate the coating molecules so that if the coating film is not flexible enough, crack generation and their propagation along the surface will occur. Since Ac/Si-mod NR can dry in the air by itself without the need for another curing agent, the voids, which may occur as a result of crosslinking reactions, cannot be mentioned. In addition, the natural flexibility property due to the low rotation energy of the silicon atom bonds and improved adhesion property of Si–C bonds caused the product to be flexible and adhere very well to the surface. Hence, high adhesion property and high impact strength could be obtained. Furthermore, Ac/Si-mod NR contains a significant amount of acrylic component, which has good adhesion properties. For all these reasons, both the adhesion properties and impact resistance became superior due to the modification of the NR resin with silicone and then polymerization with an acrylic monomer.
Table 3 also summarizes the hardness values of the films that were determined by König pendulum. As it is seen from the table, the hardness of NR-C was determined as 230 König seconds. This high hardness value is probably due to the high rate of crosslinking of NR-C resin. For the crosslinked Si-mod NR-C resin, the hardness value was determined as 220 König seconds. The formation of flexible Si–C bonds due to the modification reaction most likely caused a slight decrease in hardness compared to NR-C. For Ac/Si-mod NR resin, the hardness value was determined as 185 König seconds. The hardness value of this film decreased due to its noncrosslinked structure and the presence of acrylic polymer chains. Thus, it is concluded that the presence of acrylic polymer units provides the film to dry itself in the air and makes the hardness value an ideal level for many applications.
In gloss determination tests, Ac/Si-mod NR resin exhibited much higher gloss than NR-C and Si-mod NR-C resins; while NR-C and Si-mod NR-C have 75 and 80 gloss values, Ac/Si-mod NR gives glossier film with 85. The results showed that incorporating Si and acrylic units into the polymer backbone resulted in a noticeable increase in gloss.
According to the water resistance properties of the films that are given in Table 4, it can be seen that all the films have good water resistance within 24 h. However, at the end of the test period, while slight turbidity was observed at NR-C, the Si-mod NR-C had a clear appearance. For Si-mod NR-C, an utterly transparent appearance was obtained due to incorporating high water repellency silicon species into the polymer structure. Similarly, since Ac/Si-mod NR resin contains both highly water-repellent silicon moieties and acrylic units with high water resistance, no visual effect was observed after contact with water, confirming an excellent water resistance property.
The alkaline resistance test results are given in Table 5. As it is seen, the NR-C film has yellowing and partial removal from the substrate after 12 h, while the Si-mod NR-C film has only yellowing up to 24 h, and the Ac/Si-mod NR film has only slight yellowing. The results indicate that the incorporation of silicon units into the polymer structure in the Si-mod NR-C increased the alkaline resistance. Similarly, incorporating both silicone and acrylic species in Ac/Si-mod NR resulted in a considerable increase in alkaline resistance.
In the case of acid resistance properties, the acid resistance of NR-C was determined to be quite low, and the film was removed from the surface within 15 min after contact with the acid solution (Table 6). However, it was observed that the Si-mod NR-C film was not affected for up to 12 h; then, blistering and film removal effects were observed with increasing contact time. For Ac/Si-mod NR resin, the time for observing blistering and removal from the surface effects was prolonged for up to 24 h.
In general, acrylic resins containing pMMA are known to have excellent acid resistance and considerable high alkaline resistance.63 Resins containing silicone moieties also show excellent chemical resistance due to the nature of silicone. In this context, it can be concluded that the poor acid resistance of pure o-novolac resin could be successfully increased by incorporating methacrylate and silicone-containing moieties into the polymer network. Ac/Si-mod NR provided noticeably high acid and alkaline resistance compared to pure NR and Si-mod NR.
According to solvent resistance results given in Table 7, it is determined that all resins were not affected by ethyl acetate; however, NR-C was affected by ethanol and acetone, and Si-mod NR-C only by acetone. By introducing silicone moieties into the resin structure, acetone resistance was increased due to the nature of the silicone. For Ac/Si-mod NR resin, which is the main product of this study, excellent solvent resistance was observed for all solvents except toluene. Considering that acrylic resins have low toluene resistance and Ac/Si-mod NR resin contains a significant amount of acrylic units, a slight decrease in toluene resistance is considered an excepted situation.
Conclusions
In this work, high-ortho novolac resin was successfully modified for the first time with trimethoxyvinyl silane to obtain a novel oligomer that can be polymerized with acrylic monomers. FTIR analysis confirmed the oligomer (Si-mod NR) contains vinyl and silicon units indicating the successful modification reaction. In addition, DSC analysis showed that the glass transition temperature of the oligomer was 23°C. Subsequently, as a model study, this oligomer was polymerized with the MMA monomer, which has already shown that it has good compatibility with phenolic resins.64 The copolymerization yield was found relatively high, 85%. The chemical structure of the synthesized copolymeric resin (Ac/Si-mod NR) was confirmed by FTIR analysis. The glass transition temperature was found to be 35°C, which is almost the same as the theoretical glass transition temperature (33.9°C) calculated by Fox equation. These findings indicate that the Si-mod NR intermediate has successfully reacted with MMA to give Ac/Si-mod NR.
Furthermore, TGA results clearly showed that the silicon moieties in the polymer structure caused the pMMA chains in the main polymer structure to degrade more slowly and increase the char yield by changing the thermal-oxidative degradation mechanism. Finally, surface coating material analyses, including the physical (adhesion, hardness, impact resistance, gloss) and chemical (acid, alkaline, water, and solvent resistance) properties tests, were determined according to international standards. According to the obtained results, it was shown that the synthesized resin has excellent film properties and has very high thermal stability.
In summary, for the novel Ac/Si-mod NR resin containing three different chemical structures, the following conclusions can be drawn:
-
Si moieties and o-novolac segments increased thermal strength.
-
The acrylic network allows the resin to dry itself in the air and increases brightness and acid resistance due to its nature.
-
The silicone and acrylic segments have improved the adhesion properties of the new resin and maximized the impact resistance.
-
Due to the nature of silicone and acrylic networks, the water resistance of the new resin was improved.
-
The already high thermal resistance property of pure o-novolac resin was increased with Si segments, and the fragile structure became very flexible.
In conclusion, the fact that the silicone-vinyl-modified novolac oligomer can be easily polymerized with MMA indicates that this oligomer can be easily used to synthesize new mod-acrylic-based surface coating materials with high-temperature resistance and flexible structure.
References
Platzer, N, “Phenolic Resins, Chemistry, Applications and Performance—Future Directions, by Andre Knop and Louis A. Pilato, Springer-Verlag, Berlin, 1985.” J. Polym. Sci. Part C Polym. Lett., 24 659–660 (1986)
Gardziella, A, Pilato, LA, Knop, A, Phenolic Resins: Chemistry, Applications, Standardization, Safety and Ecology, 1st edn. Springer, Berlin. https://doi.org/10.1007/978-3-662-04101-7 (2000)
Zhang, Y, Shen, S, Liu, Y, “The Effect of Titanium Incorporation on the Thermal Stability of Phenol-Formaldehyde Resin and Its Carbonization Microstructure.” Polym. Degrad. Stab., 98 514–518 (2013)
Martín, C, Ronda, JC, Cádiz, V, “Boron-Containing Novolac Resins as Flame Retardant Materials.” Polym. Degrad. Stab., 91 747–754 (2006)
Wang, S, Jing, X, Wang, Y, et al. “High Char Yield of Aryl Boron-Containing Phenolic Resins: The Effect of Phenylboronic Acid on the Thermal Stability and Carbonization of Phenolic Resins.” Polym. Degrad. Stab., 99 1–11 (2014)
Yun, J, Chen, L, Zhang, X, et al. “Synthesis and Structure Evolution of Phenolic Resin/Silicone Hybrid Composites with Improved Thermal Stability.” J. Mater. Sci., 53 14185–14203 (2018)
Xu, P, Jing, X, “Pyrolysis of Hyperbranched Polyborate Modified Phenolic Resin.” Polym. Eng. Sci., 50 1382–1388 (2010)
Guo, Z, Li, H, Liu, Z, et al. “Preparation, Characterization and Thermal Properties of Titanium- and Silicon-Modified Novolac Resins.” High Perform. Polym., 25 42–50 (2013)
Wang, J, Jiang, N, Jiang, H, “Micro-Structural Evolution of Phenol-Formaldehyde Resin Modified by Boron Carbide at Elevated Temperatures.” Mater. Chem. Phys., 120 187–192 (2010)
Zhang, L, Zhang, Y, Wang, L, et al. “Phenolic Resin Modified by Boron-Silicon with High Char Yield.” Polym. Test., 73 208–213 (2019)
Schütz, MR, Sattler, K, Deeken, S, et al. “Improvement of Thermal and Mechanical Properties of a Phenolic Resin Nanocomposite by In Situ Formation of Silsesquioxanes from a Molecular Precursor.” J. Appl. Polym. Sci., 117 2272–2277 (2010)
Liu, Y, Zheng, S, “Inorganic-Organic Nanocomposites of Polybenzoxazine with Octa(Propylglycidyl ether) Polyhedral Oligomeric Silsesquioxane.” J. Polym. Sci. Part A Polym. Chem., 44 1168–1181 (2006)
Si, J, Li, J, Wang, S, et al. “Enhanced Thermal Resistance of Phenolic Resin Composites at Low Loading of Graphene Oxide.” Compos. Part A Appl. Sci. Manuf., 54 166–172 (2013)
Nabil, FL, Zaidon, A, Jawaid, M, et al. “Physical and Morphological Properties of Nanoclay in Low Molecular Weight Phenol Formaldehyde Resin by Ultrasonication.” Int. J. Adhes. Adhes., 62 124–129 (2015)
Park, JM, Kwon, DJ, Wang, ZJ, et al. “Effects of Carbon Nanotubes and Carbon Fiber Reinforcements on Thermal Conductivity and Ablation Properties of Carbon/Phenolic Composites.” Compos. Part B Eng., 67 22–29 (2014)
Noparvar-Qarebagh, A, Roghani-Mamaqani, H, Salami-Kalajahi, M, “Novolac Phenolic Resin and Graphene Aerogel Organic–Inorganic Nanohybrids: High Carbon Yields by Resin Modification and Its Incorporation into Aerogel Network.” Polym. Degrad. Stab., 124 1–14 (2016)
Emik, S, Yılmaz, BY, İyim, TB, “Investigation of the Usage of Depolymerized Nylon 66 Intermediate in Phenolic Resin Modification.” Polym. Technol. Mater., 58 454–463 (2019)
İyim, TB, Özgümüş, S, Orbay, M, “Blends and Reaction Products Prepared from Phenolic Resins and Waste PET. I. Mechanical Properties.” Polym. Plast. Technol. Eng., 41 917–931 (2002)
Takeichi, T, Guo, Y, Rimdusit, S, “Performance Improvement of Polybenzoxazine by Alloying with Polyimide: Effect of Preparation Method on the Properties.” Polymer (Guildf), 46 4909–4916 (2005)
Bian, C, Wang, S, Liu, Y, et al. “Thermal Stability of Phenolic Resin: New Insights Based on Bond Dissociation Energy and Reactivity of Functional Groups.” RSC Adv., 6 55007–55016 (2016)
Nair, CPR, “Advances in Addition-Cure Phenolic Resins.” Progr. Polym. Sci. (Oxford), 29 401–498 (2004)
Takeichi, T, Saito, Y, Agag, T, et al. “High-Performance Polymer Alloys of Polybenzoxazine and Bismaleimide.” Polymer (Guildf), 49 1173–1179 (2008)
Tyberg, CS, Bergeron, K, Sankarapandian, M, et al. “Structure—Property Relationships of Void-Free Phenolic—Epoxy Matrix Materials.” Polymer, 41 5053–5062 (2000)
Asim, M, Saba, N, Jawaid, M, et al. “A Review on Phenolic Resin and Its Composites.” Curr. Anal. Chem., 14 (3). https://doi.org/10.2174/1573411013666171003154410 (2018)
Alonso, MV, Oliet, M, Rodríguez, F, et al. “Use of a Methylolated Softwood Ammonium Lignosulfonate as Partial Substitute of Phenol in Resol Resins Manufacture.” J. Appl. Polym. Sci., 94 643–650 (2004)
Khan, MA, Ashraf, SM, “Studies On Thermal Characterization of Lignin: Substituted Phenol Formaldehyde Resin as Wood Adhesives.” J. Therm. Anal. Calorim., 89 993–1000 (2007)
Turunen, M, Alvila, L, Pakkanen, TT, et al. “Modification of Phenol-Formaldehyde Resol Resins by Lignin, Starch, and Urea.” J. Appl. Polym. Sci., 88 582–588 (2003)
Situ, Y, Hu, J, Huang, H, et al. “Synthesis, Properties and Application of a Novel Epoxidized Soybean Oil-toughened Phenolic Resin.” Chin. J. Chem. Eng., 15 418–423 (2007)
Wei, Q, Wang, WH, “Properties of Phenol Formaldehyde Resin Modified with Silane Coupling Agent (KH550).” Int. J. Adhes. Adhes., 84 166–172 (2018)
Choi, MH, Byun, HY, Chung, IJ, “The Effect of Chain Length of Flexible Diacid on Morphology and Mechanical Property of Modified Phenolic Resin.” Polymer (Guildf), 43 4437–4444 (2002)
İyim, TB, “Modification of High Ortho Novolac Resin with Diacids to Improve Its Mechanical Properties.” J. Appl. Polym. Sci., 106 46–52 (2007)
Zhou, J, Fang, L, Wang, J, et al. “Post-Functionalization of Novolac Resins by Introducing Thermo-Crosslinkable-OCF=CF2 Groups as the Side Chains: A New Strategy for Production of Thermosetting Polymers Without Releasing Volatiles.” Polym. Chem., 7 4313–4316 (2016)
Sandhya, PK, Sreekala, MS, Padmanabhan, M, et al. “Effect of Starch Reduced Graphene Oxide on Thermal and Mechanical Properties of Phenol Formaldehyde Resin Nanocomposites.” Compos. Part B Eng., 167 83–92 (2019)
Taheri-Behrooz, F, Memar Maher, B, Shokrieh, MM, “Mechanical Properties Modification of a Thin Film Phenolic Resin Filled with Nano Silica Particles.” Comput. Mater. Sci., 96 411–415 (2015)
Huskić, M, Anžlovar, A, Žigon, M, “Montmorillonite-Phenolic Resin Nanocomposites Prepared by One-Step In-Situ Intercalative Polymerisation.” Appl. Clay Sci., 101 484–489 (2014)
Barzoki, PK, Rezadoust, AM, Latifi, M, “Tunable Effect of Polyvinyl Butyral Nanofiber Veil on Fracture Toughness of Glass Reinforced Phenolic Composites Manufactured with Out of Autoclave Method.” Polym. Test., 71 255–261 (2018)
Hartikainen, J, Lehtonen, O, Harmia, T, et al. “Structure and Morphology of Polyamide 66 and Oligomeric Phenolic Resin Blends: Molecular Modeling and Experimental Investigations.” Chem. Mater., 16 3032–3039 (2004)
Wang, FY, Ma, CCM, Wu, WJ, “Thermal Degradation of Polyethylene Oxide Blended with Novolac Type Phenolic Resin.” J. Mater. Sci., 36 943–947 (2001)
Adachi, T, Kataoka, T, Higuchi, M, “Predicting Impact Shear Strength of Phenolic Resin Adhesive Blended with Nitrile Rubber.” Int. J. Adhes. Adhes., 56 53–60 (2015)
Sunil Jose, T, AnoopAnand, K, Joseph, R, “On the Mechanical Properties of EPDM/CIIR Blends Cured with Reactive Phenolic Resin.” Int. J. Polym. Mater. Polym. Biomater., 59 488–497 (2010)
Miao, W, Cheng, W, Wang, Z, et al. “Influence of n-Butyl Acrylate and Maleic Anhydride Copolymer on the Structure and Properties of Phenolic Resin.” Mater. Today Commun., 23 100879 (2020)
Goswami, S, Bandyopadhyay, D, Mandal, PK, et al. “Novolac Resin-Poly(ethyl methacrylate) Interpenetrating Polymer Networks: Morphology and Mechanical and Thermal Properties.” J. Appl. Polym. Sci., 90 412–420 (2003)
Goswami, S, Chakrabarty, D, “Engineering Properties of Novolac Resin-PMMA{poly(methyl methacrylate)} IPN System.” J. Appl. Polym. Sci., 93 2764–2774 (2004)
Goswami, S, Chakrabarty, D, “Sequential Interpenetrating Polymer Networks of Novolac Resin and Poly(n-butyl methacrylate).” J. Appl. Polym. Sci., 102 4030–4039 (2006)
Sunitha, K, Soumyamol, PB, Mathew, D, et al. “Novolac-Polydimethyl Siloxane Networks Through Click Chemistry: Thermal and Thermophysical Characterization.” Int. J. Appl. Ceram. Technol., 17 1264–1275 (2020)
Li, W, Liu, F, Wei, L, et al. “Synthesis, Morphology and Properties of Polydimethylsiloxane-Modified Allylated Novolac/4,4′-Bismaleimidodiphenylmethane.” Eur. Polym. J., 42 580–592 (2006)
Li, S, Chen, F, Han, Y, et al. “Enhanced Compatibility and Morphology Evolution of the Hybrids Involving Phenolic Resin and Silicone Intermediate.” Mater. Chem. Phys., 165 25–33 (2015)
Li, C, Fan, H, Wang, DY, et al. “Novel Silicon-Modified Phenolic Novolacs and their Biofiber-Reinforced Composites: Preparation, Characterization and Performance.” Compos.. Sci. Technol., 87 189–195 (2013)
Tao, Z, Yang, S, Chen, J, et al. “Synthesis and Characterization of Imide Ring and Siloxane-Containing Cycloaliphatic Epoxy Resins.” Eur. Polym. J., 43 1470–1479 (2007)
Park, SJ, Jin, FL, Park, JH, et al. “Synthesis of a Novel Siloxane-Containing Diamine for Increasing Flexibility of Epoxy Resins.” Mater. Sci. Eng. A, 399 377–381 (2005)
Tuǧtepe, M, Özgümüş, S, “Modified Phenol–Formaldehyde Novolac Resins: Synthesis and Thermal Oxidative Degradation.” J. Appl. Polym. Sci., 39 83–101 (1990)
Bulak, E, Acar, I, “The Use of Aminolysis, Aminoglycolysis, and Simultaneous Aminolysis–Hydrolysis Products of Waste PET for Production of Paint Binder.” Polym. Eng. Sci., 54 2272–2281 (2014)
Mizutani, T, Arai, K, Miyamoto, M, et al. “Application of Silica-Containing Nano-Composite Emulsion to Wall Paint: A New Environmentally Safe Paint of High Performance.” Prog. Org. Coat., 55 276–283 (2006)
Bellamy, L, The Infra-red Spectra of Complex Molecules, 1st edn. Springer, Dordrecht. https://doi.org/10.1007/978-94-011-6017-9 (1975)
Socrates, G. Infrared and Raman Characteristic Group Frequencies. Tables and Charts (2001)
Brostow, W, Chiu, R, Kalogeras, IM, et al. “Prediction of Glass Transition Temperatures: Binary Blends and Copolymers.” Mater. Lett., 62 3152–3155 (2008)
Li, C, Ma, Z, Zhang, X, et al., Silicone-Modified Phenolic Resin: Relationships Between Molecular Structure and Curing Behavior. Elsevier. https://doi.org/10.1016/j.tca.2016.07.011 (2016)
Vengadaesvaran, B, Rau, SR, Ramesh, K, et al. “Preparation and Characterisation of Phenyl Silicone-Acrylic Polyol Coatings.” Pigment Resin Technol., 39 283–287 (2010)
Youssef, EAM, “Heat-resistant Anticorrosive Paints Based on Egyptian Manganese Ore.” Anti-Corros. Methods Mater., 43 17–21 (1996)
Selvaraj, M, “Stainless Steel Powder as a Protective and Decorative Pigment for Steel Structures in Organic Coating Industries.” Anti-Corros. Methods Mater., 44 13–19 (1997)
Yasuda, H, Yu, QS, Chen, M, “Interfacial Factors in Corrosion Protection: An EIS Study of Model Systems.” Prog. Org. Coat., 41 273–279 (2001)
Ramamurthy, AC, Lorenzen, WI, Bless, SJ, “Stone Impact Damage to Automotive Paint Finishes: An Introduction to Impact Physics and Impact Induced Corrosion.” Prog. Org. Coat., 25 43–71 (1994)
Ohama, Y, Kobayashi, T, Takeuchi, K, et al. “Chemical Resistance of Polymethyl Methacrylate Concrete.” Int. J. Cem. Compos. Light Concr., 8 87–91 (1986)
Fahrenholtz, SR, Kwei, TK, “Compatibility of polymer Mixtures Containing Novolac Resins.” Macromolecules, 14 1076–1079 (1981)
Acknowledgments
The authors thank Prof. Işıl Acar for her assistance in the laboratory and Burak Alptekin for english language editing.
Funding
This work was supported by the Research Fund of the Istanbul University - Cerrahpaşa; Grant Number 14653.
Author information
Authors and Affiliations
Contributions
SE performed the synthesis and characterization experiments and wrote the paper. All authors discussed the results and commented on the manuscript. The content is solely the responsibility of the authors and does not necessarily represent the official views of the Istanbul University—Cerrahpaşa Research Fund.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Emik, S., İyim, T.B. & Özgümüş, S. Synthesis of silicone-acrylic-modified high-ortho novolac resin with enhanced thermal resistance and surface coating properties. J Coat Technol Res 18, 1679–1690 (2021). https://doi.org/10.1007/s11998-021-00527-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-021-00527-4