
Abstract
Development of an antiabrasion and optical shield clearcoat for wooden art and decorative works improves its esthetic durability and lifetime. In this study, the synergistic potentials of cerium dioxide nanoparticles (NPs) were exploited to improve the abrasive, structural, and surface properties of polyurethane (PU)/silica nanocomposite coatings applied on the thermally modified spruce wood. Microhardness, adhesion strength, contact angle, and UV–Vis spectroscopy were used to evaluate the nanocomposite coatings’ surface properties. FE-SEM and EDS techniques were also employed to scrutinize distribution of NPs in the structure of nanocomposite coatings. The results showed that the abrasion resistance significantly improves by increasing the content of silica NPs. However, microhardness and performance of nanocomposite coatings containing a high percentage of silica diminished due to the aggregation of NPs and poor crosslinking of the polymer matrix. The presence of cerium dioxide NPs as a synergistic function in the PU coatings containing nano-silica enhanced the abrasion resistance as well as the glass transition temperature and caused enhanced hardness. Incorporation of cerium dioxide NPs exhibited an incremental effect on the adhesion strength of nanocomposite coatings. However, its presence in high concentration caused an adverse impact on the transparency of the nanocomposite films. In addition, wettability of PU/silica composites remained constant after incorporating high levels of cerium oxide NPs. These findings suggest that use of Ce–Si NPs hybrid/blend in the structure of PU coatings can assure the durability of wood coatings for esthetic applications and interior decoration by strengthening the surface, mechanical, and optical properties.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Despite the natural beauty and other unique features of wood, its hygroscopic nature, low dimensional stability, and susceptibility to biological degradation are ongoing sources of concern. Traditionally, wood is protected by chemical preservatives, which are usually toxic and harmful to the environment. Thermal modification is well known as a common environmentally friendly method to improve the dimensional stability and other characteristics of wood, such as biological resistance.1,2 However, low abrasion resistance and brittleness of the modified wood limit its application where high mechanical strength is required.3 Application of coatings is a common approach to protecting wood and prolonging its lifetime in both indoors and outdoors. Today, nanoparticles are incorporated into polymeric coatings to yield a significant improvement in the targeted properties such as hardness, abrasion and scratch resistance, UV resistance, and conductivity.4,5,6,7
Coatings are also able to protect the beauty of the wood, which is important for interior decoration and esthetic applications. Solventborne coatings are the dominant coating systems in the wood furniture industry because of their penetration, fast drying process, good properties, and low cost.8,9 In the case of outdoor applications, transparent coated wood is very susceptible to photochemical degradation due to the reaction of the substrate with the light passing through the coating.10,11,12,13 Coatings for interior applications should also withstand different degradation factors due to the daily activities inside houses, offices, and other living spaces as well as against light, climatic variations, and mechanical damage such as scratches, abrasion, impact, and chemical interactions.14,15
Polyurethane (PU) coatings are extensively used for various applications (e.g., automotive and transportation industries, plastics, kitchen furniture, and parquet flooring) because of excellent physical properties such as flexibility at low temperature, abrasion resistance, controllable hardness, and transparency.6 In recent years, clear PU coats are of great interest as a durable wood clearcoat.11 However, PU has the drawbacks of low thermal stability and low mechanical strength. In this regard, the needs for high mechanical strength, scratch resistance, and optical properties have resulted in incorporation of nano-fillers, e.g., silica and alumina, into PU coatings.16
The incorporation of nano-sized fillers is attractive because they have no adverse impacts on the transparency of clear coatings. Inorganic UV absorbers are the types of fillers that offer long-term stability and resist against degradation due to light exposure.17 Organic UV absorbers and hindered amine light stabilizers (HALS) are also highly effective in photoprotection of clear coatings and reducing photodegradation of wood surfaces by filtering out the harmful wavelengths of the light spectrum. However, their performances are limited because of instability due to leaching, migration, and photochemical reactions.10,11,12,13,18
In comparison with other inorganic fillers such as TiO2 and ZnO particles, cerium oxide nanoparticles are efficient and durable UV absorbers showing no photocatalytic effects. This ensures good protection of organic coatings against detrimental light rays without possible degradation of matrix due to photocatalytic reactions. Clear coatings containing cerium dioxide NPs show less deterioration in UV exposure tests compared to the pure PU film.19,20 Tomak et al. proposed that hybrid coatings containing tannin and nano-cerium particles caused maintenance of surface gloss after exposure to weathering, while the gloss of the hybrid coating containing zinc oxide diminished after photodegradation.20 It has been shown that the addition of 1 wt% of CeO2 improves the resistance of water-based PU clearcoats to UV exposure thanks to the blocking effects offered by these particles.21 It has also been reported that surface mechanical properties (i.e., hardness and scratch resistance) of coatings were clearly improved upon addition of cerium oxide NPs.21,22
Herein, solvent-based PU clearcoats were reinforced with cerium oxide and silica nanoparticles to simultaneously enhance the optical and mechanical properties that meet the demands to be placed by wood clearcoat markets. In addition, this study focused on the synergistic potential of cerium oxide on the performance of the PU/nano-silica composite coatings applied on thermally modified wood. Thus, in addition to testing free-stand nanocomposite films, the variations on the esthetic features of coated wood, hardness, abrasion resistance, contact angle, and adhesion strength due to incorporation of the nanoparticles into PU clearcoat structure were also investigated to elucidate the behaviors of this novel hybrid coating in conjunction with wooden substrates.
Experimental methods and materials
Materials
Flat-sawn boards of thermally modified spruce wood (Picea abies L.) with dimensions of 100 mm × 100 mm × 20 mm (L × T × R) without any visible defects were used in this study. The boards were composed of 7–10 annual rings per centimeter of the sapwood. Thermal modification was performed inside a Thermo-Wood kiln using a process similar to the Thermo-S process, introduced by VTT Technical Research Center of Finland and without using chemicals. Thermal modification was performed by applying heat of 180°C in a saturated steam atmosphere with efficient elimination of oxygen for 3 h. Prior to coating, thermally modified wood samples were conditioned at 23 ± 2°C and 60% RH to reach a constant equilibrium moisture content of approximately 6%.
Two-component, solvent-based PU coating supplied from Pars Ashen Ltd., Iran, was used as the matrix polymer to prepare nanocomposite coatings. A solvent with the commercial code TP10 was also used to dilute the polyisocyanate and help reach the target solid content of approximately 50%. Cerium dioxide NPs were purchased from US Research Nanomaterials, Inc. (Houston, TX, USA). Nano-silica modified by silane compound octadecyltrichlorosilane (OTS) with porous structure was used to improve the abrasive properties. The specifications of the NPs used in the coating matrix are reported in Table 1.
Preparation of nanocomposite coatings
Nanocomposite coatings were prepared by incorporating different proportions of NPs into the PU matrix. First, coatings containing 2 and 3 wt% of nano-silica based on PU solid contents were made and cerium dioxide NPs (0.25 and 0.5 wt%) were then added in the second step to the nanocomposite coatings. This was achieved by dispersing NPs in diisocyanate and solvent components at 1000 rpm for 20 min followed by ultrasonic treatment. The dispersed NPs were then added to polyol, and the final coating was agitated with a magnetic stirrer for 10 min. The ultrasonic bath of the Labsonic LBS 1-H3 model was used to remove the bubbles and to improve the distribution of the NPs inside the polymeric matrix. The polyol to isocyanate ratio was kept constant as 2 to 1 in all PU coating formulations according to instructions. Finally, the coating was transferred to a suitable and dust-free place to be applied on the wood. After finishing, the coating was applied to the tangential surface of the wood specimens using a four-sided bar coater with a wet thickness of 200 μm. The coated samples were then kept at room temperature for 2 weeks to dry completely. Pure PU coating was also used as a control sample. In addition, corresponding free films were fabricated through solution casting of the polymer matrix in PTFE dishes to further analyze the coatings. Depending on the type and contents of nanoparticles, the nanocomposite coatings are presented as 2Si and 3Si for nano-silica loaded formulations and 2Si + 0.25Ce and 2Si + 0.5Ce for hybrid formulations.
Differential scanning calorimetry (DSC)
The glass transition temperature (Tg) of the PU-nanocomposite coating films was evaluated on a Mettler-Toledo DSC822e machine. Tg was determined from the slope of tangent line at inflection point in the heat flow versus temperature curve. The tests were conducted for three replicates on 15–20 mg samples in a closed aluminum pan under nitrogen atmosphere at a 50 mL/min flow rate within 25–120°C under 10°C/min temperature regime.
Microhardness and adhesion strength measurements
The hardness of PU-nanocomposite coatings was measured using Vickers microhardness tester machine, MVK-H21 model, with magnification of 400 times by applying a load of 2 gf (19.61 mN) under ambient conditions of 50% humidity and 23°C in accordance with ASTM E92-16. The indenter used in this method was a diamond pyramid with a square base whose front surfaces collided at 136°. The Vickers microhardness is noted as Hv. Hv can be expressed by equation (1).
where P is the load applied, and d is the diagonal of the Vickers indentation in mm.
The adhesion strength measurements of coatings to wood substrate were performed by PosiTest adhesion pull-off tester according to ASTM D4541. Four replicates were used for each treatment.
Scanning electron microscopy (SEM) studies
The surface morphology of the PU-nanocomposite coatings including wood was analyzed using field emission scanning electron microscopy (FE-SEM, TE-SCAN, MIRA3, Czech Republic). The surface of the samples (8 mm × 8 mm) was coated using gold and analyzed at a magnification of 700 times. The surface of the samples was also characterized through energy dispersive spectroscopy (EDS attached to the SEM, operating at 15 kV).
Optical properties
Optical transparency of nanocomposite free films was measured using a UV–Vis spectrometer (Agilent Cary 5000) from 400 to 700 nm. Control and nanocomposite films were cut into rectangular shape, and the films were then attached to a quartz cuvette that exposed light on their upper surface. Visual appraisal was also used to assess the appearance or esthetics of the coatings.
Abrasion resistance and film thicknesses on wood
Nanocomposite coated wood samples were conditioned at 23°C and 50% RH for 21 days before abrasion testing. Abrasion resistance was measured according to ASTM D4060-10 by Taber abrasion tester model 5135. Then, the values were calculated using equation (2).
where AR is the abrasion resistance, and WLC and WLN represent the weight loss of control and nanocomposite coatings in mg, respectively.
Abrasive wheels CS-10 were used under the 500 g load for 500 cycles. Before measurement, the weight of each sample was measured to the nearest 0.0001 g. After the test, the weight of each sample was measured again and the weight difference was calculated and reported as the weight loss. Measurements were also conducted on coated samples without any nanoparticles as a control.
Wood coating thicknesses were also measured by EPI-Fluorescence microscope (BA410) and Stereo microscope SZM-3 model (Optika Italy). The film thickness was measured on cross section and radial surface. The specimens were stained in a safranin solution prior to microscopic examination.
Contact angle
The contact angle of deionized distilled water droplet (10 µL) on the surface of the coated samples was determined using a dynamic contact angle system (68-76 Pocket Goniometer PGX, Sweden) for 50 s. Three coated boards of each treatment were selected, and the surface of the samples was wiped clean prior to measurement. All contact angle experiments were carried out at room temperature at three points and reported as mean values.
Statistical analysis
The experimental data were evaluated using one-way analysis of variance (ANOVA). The significance of difference between means was also determined using Duncan’s Multiple Range Tests (DMRT) at confidence level of 95%. All the statistical analyses were performed using SPSS software, version 18.0.2 for Windows. The values, which were expressed without the same letters on top of the columns, showed no significant difference between treatments. Standard deviation (SD) was set as error bars in reporting the data.
Results and discussion
Glass transition temperature (Tg)
The glass transition temperature (Tg) values for the PU-nanocomposite free films determined from the inflection point of DSC curves are presented in Fig. 1. The pure coating exhibited a Tg equal to 29.6°C and addition of 2% SiO2 markedly changed Tg (35.1°C), while a higher SiO2 loading (3%) led to a slight decrease in Tg (28.1°C). The Tg is related to the molecular mobility of the polymer chains in the matrix network. The greater the mobility of the chains, the lower the Tg. Swain et al. indicated that Tg of PU–silica nanocomposites decreased with silica (3%) addition, which was attributed to less entanglement of nano-silica across the polyol soft segments.16 As can be seen from Fig. 1, Tg of silica-nanocomposite coatings increased by loading nano-cerium dioxide. The results are inconsistent with previous findings which stated that the Tg of PU nanocomposites changed significantly by adding nano-cerium oxide particles.21 Since the surface area of NPs is high, the entanglements across chains restrict the polymer chain mobility, thus causing increased Tg. The metal oxides can hydrolyze in the presence of water to form hydroxide layers containing MOH groups, where M stands for a cation such as Al3+, Zr4+, or Si4+.23 Formation of OH groups on the surfaces of as-prepared and dried CeO2 nanoparticles has also been demonstrated by other studies.24,25 Thus, this increase may also be attributed to probable enhancement of chemical reactions between PU functional groups (NCO) and the OH groups of the nano-cerium dioxide that intensify crosslinking. The results confirm that addition of cerium NPs in the presence of nano-silica, especially at low concentrations, could significantly affect the crosslinking of polymer chains. Also, note that a sharp increase in Tg can make the coating susceptible to cracking and cause other problems due to its low flexibility. Indeed, cerium oxide NPs optimally increase the crosslinking of the polymeric matrix, which in turn prevents the loss of physical properties of coatings.

Microhardness and glass transition temperature (Tg) values in response to PU-nanocomposite coatings
Microhardness
The microhardness of PU-nanocomposite coatings with various NPs contents is shown in Fig. 1. The increase in cerium dioxide NPs contents led to an intensification in the hardness behavior of the PU/nano-silica composite coatings. In the coatings with only 2% nano-silica and its hybrid containing 0.5% nano-cerium oxide, an increase of 11.5 and 15.2% in the microhardness was observed in comparison with control, respectively. It is clear that nano-silica increases the hardness of the PU coatings, while its effect was increased in the presence of nano-cerium oxide. This implies that incorporation of nanoparticles in organic coatings may enhance their mechanical behavior, if there is a good interaction between the particles and the polymeric media. The positive effect of cerium dioxide particles on the hardness and scratch resistance of water-based PU coatings was previously reported.21,22 It was widely reported that the hardness performance is influenced by the degree of crosslinking, network density, and polymer module.26,27 There is a decline in the hardness value of PU/nano-silica coatings at the high level of filler concentration (3%), in comparison with other nanocomposite coatings and pure coating due to the aggregation of the nanoparticles (see also Fig. 3). Variations in the hardness results can be correlated with the level of the distribution and dispersion of nanoparticles in the PU-coating matrix.16 Hence, the agglomeration phenomenon can have theoretically negative effects on some characteristics. Similar results have been reported from the agglomeration of nano-silica particles (3%) causing loss of coating hardness.28
Adhesion strength
Figure 2 reveals the results of adhesion strength of PU-nanocomposite coatings as a function of nanoparticles content. The adhesion strength values of PU coatings containing 2% nano-silica were higher than those of the pure coating. The pure coating yielded adhesion strength of 3.67 MPa, while an approximate gain of 6.8% in adhesion strength was obtained in the coating containing only 2% silica NPs. It was reported that the addition of nano-fillers promotes the network density of polymer chains into the matrix,27 which could contribute to adhesion strength of PU-nanocomposite coatings. Incorporation of cerium dioxide NPs exhibited incremental effect on the adhesion strength of nanocomposite coatings, such as that around 21% and 12% gain was observed by loading 0.25% cerium oxide NPs into pure and silica NPs containing coatings, respectively. However, PU-nanocomposite coatings containing a high level of silica NPs, i.e., 3 wt%, showed adverse effects on the adhesion strength. There are many hypotheses about surface adhesion, but mechanical interlocking seems to be the more acceptable to explain the observed results.29 The best adhesion is mainly due to the penetration of liquid coating in the pores of wood by capillarity and its subsequent solidification. Thus, adhesion depends not only on porosity properties of the wood substrate, but also on rheological properties of the liquid coating.28 Reduction of the fluidity of coating suspension due to the loading of NPs and the agglomeration phenomenon cause diminished penetration of the coatings into the pores of the wood surfaces.16 This is also well correlated with the drop of adhesion strength observed. Nevertheless, the anatomy of wood species and thermal modification process also affect this issue.

Adhesion strength variation of nanocomposite coatings applied on thermally modified spruce wood
SEM and EDS
The FE-SEM micrographs of coating surface are shown in Fig. 3. It can be seen that the pure PU coating surface is smooth and vacant (Fig. 3a). The white spot due to aggregation of the silica NPs (indicated with the white arrow) (Figs. 3b and 3d) is completely distinct. This may cause to disrupt the uniformity of the polymer structure and the reduction of some physical and mechanical properties, particularly the adhesion strength and crosslinking density. The PU–silica nanocomposite coating containing 0.5 wt% nano-cerium dioxide shows a relatively uniform surface morphology with well-dispersed Ce–Si NPs (Fig. 3b). The surface hydroxyl species profoundly affect the chemical performance of nanoparticles.24 Thus, any components in clearcoat formulations that intrinsically possess hydroxyl group moieties are capable of stabilizing the cerium oxide NPs.30 Thus, the formation of hydrogen bonding may take place between matrix moieties or silica particles and surface CeOH sites, enhancing the stability and mitigating the aggregation of the nanoparticles.

FE-SEM images of pure coating surface (a), hybrid nanocomposite containing 2%Si + 0.5%Ce (c), nanocomposite containing 2% Si (b), and 3% Si (d). White spots are Si-NPs aggregates marked by arrows. The values are related to area of the aggregates
Dispersion could expectedly improve at lower levels of NPs concentrations, which is also supported by the good performance of coatings containing 0.25% cerium dioxide NPs. Nanoparticles prevent fatigue of the polymer matrix, thus protecting the surface against abrasives. The PU coating containing 3 wt% of nano-silica undergoes aggregation phenomena, where in some cases, the size of the NPs aggregates was estimated as 0.28 µm2 (see Fig. 3d). The results are well supported by the findings of previous studies.16,28 In the PU coating containing 2% nano-silica, large aggregates of 0.169 µm2 were also observed (see Fig. 3b).
Thus, this issue makes silica coating susceptible to loss of properties. Despite a high concentration of cerium oxide NPs in the hybrid coating, better distribution and small aggregates were observed (see Fig. 3c). In addition, according to Fig. 4, the existence of small aggregated nanoparticles in the hybrid composite is probably due to the presence of silica NPs. Nevertheless, additional studies are required to analyze the nature of possible interactions between silica-ceria NPs and to elucidate mechanisms that result in the formation of small aggregates. Indeed, an essential role of ceria is to preserve the properties of silica when they are prone to impairment. Furthermore, the esthetic durability of ceria containing coatings, especially at low concentrations, has been proven in long-term outdoor exposure.20

EDS mapping of element distribution on hybrid PU-nanocomposite coatings of 2%Si + 0.5%Ce
The presence of silica and cerium oxide NPs is demonstrated well from the EDS spectrum (Fig. 5). In addition, the results of the EDS mapping show the distribution and the presence of particles on the surface of nanocomposite coatings (Fig. 4). It is clear that the distribution of cerium oxide NPs is far better than that of nano-silica, and nano-silica particles tend to accumulate and pile.

EDS spectrum of the full window of PU-nanocomposite coating sample reinforced by 2%Si + 0.5%Ce nanoparticles
Nanocomposite film formation
Since the thickness of the composite coating could affect its performance on developing a few properties, particularly wearing resistance and surface quality, the thickness of the nanocomposite film was investigated by optical microscope and stereo microscope (Fig. 6). As can be seen from Fig. 6a, uniform distribution of nanocomposite films with a thickness of 80 ± 3 µm occurred on the wood substrate. The penetration of coatings into wood surface pores causes slight variation of the thickness and nonuniformity of film formation, especially when the substrate permeability is high. Creating a remedy depends on two factors—coating structure and substrate finishing conditions. Furthermore, coating application apparatus, viscosity, and smoothing substrate are the most influential cases that affect the profile of coating layer. In addition, multilayer coating deposition can be a good way to resolve the problem of penetration due to naturally nonhomogeneous texture of wood surface. The first layer as precoat, with proper penetration, ensures good adhesion of PU film to the substrate and causes reduced nonuniformity of coating weights and variation in coating layer thickness.

Microscopic images of coated spruce wood showing uniform thickness of nanocomposite film. Optical microscope image (radial section) (a) and stereomicroscope image (cross section) (b)
Abrasion resistance
The abrasion resistance was investigated by Taber test. The mass loss of the surface and abrasion resistance are reported in Fig. 7. Silica and cerium oxide nanoparticles are found to significantly increase the abrasion resistance of PU coatings. Loading nanoparticles due to reinforcement effect caused substantial reduction of the mass loss of PU coatings during 500 cycles. Note that the enhancement of abrasion resistance is more significant in the case of lower weight loss. The improvement values are approximately 26% and 43% for PU clearcoats reinforced by the nano-silica with 2 and 3 wt% loading, respectively. Thus, a significant increase in the abrasion resistance is obtained at 3 wt% nano-silica loading level. These results are in line with other reports.6,31 Nano-silica particles prevent fatigue crack nucleation and growth in a polymer matrix. Nano-silica particles also act as a solid lubricant, and thus, abrasion resistance is expected.31 The cracked clearcoats definitely exhibited a poor adhesion and were easily removed from the wood surface during the abrasion test. Abrasion resistance not only depends on the hardness of the coatings, but also depends on the flexibility of the film. Hence, a balance between hardness and flexibility of the film has to be optimized.4 As a result, a very hard material does not offer high abrasion resistance. According to the results, the abrasion resistance of nano-silica composite coatings (2 wt%) reinforced further by nano-cerium oxide particles increased such that loading only 0.25% nano-cerium oxide enhanced the abrasion resistance by 32%. Thus, the hybrid nanocomposite coatings showed better abrasion resistances due to incorporation of cerium oxide NPs. Nano-cerium oxide particles are very small and well dispersed in the polymeric resin, which contribute to protecting the surface against abrasive forces. Hence, cerium dioxide NPs behave as reinforcing fillers.

Weight loss and abrasion resistance of control and PU nanocomposites coated on thermally modified spruce wood and evaluated for 500 cycles
Optical properties of coated wood and nanocomposite films
Transparency and surface appearance are among the important factors in the esthetic aspect. In Figs. 8b–8f, the apparent surface changes of the coatings are presented after adding NPs.

Appearance of thermally modified spruce wood surfaces coated with PU-nanocomposite coatings. Pure coats (a), 2% silica (b), 3% silica (c), pure coats on untreated wood (d), 2Si + 0.25Ce (e), and 2Si + 0.5Ce (f)
As can be seen, the use of NPs has had no noticeable effects on the appearance and transparency of the coats. Only incorporation of a high percentage of cerium oxide NPs slightly changed the wood surface color to whiteness, which also seems to make the appearance of the wood pleasant. Note that this color change may play a role as a barrier to the yellowing phenomenon of PU coatings in their lifetime. Another interesting point is the pleasant color change caused by thermal modification even at 180° (see Figs. 8d and 8a).
Transmittance is defined as the percentage of light passing through the medium without alteration. Thus, a higher transmittance for the nanocomposite coatings indicates that more light can pass through the film. Figure 9 depicts the results of light transmittance measurements for nanocomposite free films. Transmittance values of the pure PU coatings were impaired by loading of the nanoparticles. The films containing a high level of nano-silica particles exhibited a lower transmittance than the pure coatings. However, loading nano-silica (2%) could also improve optical clarity, particularly at the higher wavelengths. On the other hand, near the UV region, there is a drop of light passing through the peak of silica. It has been proposed that the amount of absorption in the coating containing hydrophobic silica NPs is higher in comparison with hydrophilic nano-silica.32,33 One of the particular disadvantages of PU-based materials is their extreme sensitivity to light and yellowing phenomenon, which is caused by oxidation reaction in the backbone of the polymer causing deterioration in their physical and mechanical properties.34 A study reported diminished transmittance of coatings by increasing the concentration of nanoparticles, especially in the area between visible and UV light, thus enhancing protection of coatings and the substrate from solar radiation.5 Cerium oxide NPs act as a UV absorber and prevent degradation of PU matrix by absorbing UV photons and converting them to heat.21 Notably, the coatings that can block more than 99% of UV radiation are believed to effectively protect the underlying material.35 Use of individual organic UV light absorbers, which have an extremely short life in the absence of inorganic types, exhibit strong absorption only in the UV region. The transmission of nanocomposite coatings containing cerium dioxide NPs diminishes clearly in the visible region. This is especially intense in the blue region at high-level loading of nano-ceria (0.5 wt%) into nano-silica containing coating, which exhibits a noticeable drop of transparency and may appear as yellowish tint.

Transparency of PU-nanocomposite films containing different loading levels of NPs
Addition of cerium oxide NPs to the clearcoat reduces its transparency due to a large difference in the refractive indices of the NPs and polymer matrix. Nevertheless, the higher absorption of nano-cerium oxide in the UV and visible regions can be useful for the life of the coating. Expectedly, a lower loading level of cerium oxide NPs (0.25%) maintains transparency and durability of coatings over time, particularly when simultaneously hybridized with an efficient loading level of silica NPs. Achieving sufficient performance of cerium oxide NPs at low concentrations will overcome the problem of transparency loss and will also reduce costs. Furthermore, on the interior decoration of antiques, esthetic objects, and marquetry tableau, the use of appropriate nano-absorbers at the optimal content in clearcoat structure, while keeping the real color and natural texture of wood, can reduce yellowing and gloss drop of the coating over time and assure its beauty and durability.20
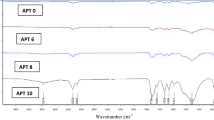
Figure 10 presents the UV–Vis spectra of PU free films reinforced with nanoparticles. As can be seen, most of the UV light (especially from 220–310 nm) is absorbed. It can also be observed that both embedded nanoparticles, i.e., ceria and silica, contribute to UV absorption in the UV-A (320–400 nm) and UV-B (280–320 nm) regions. The UV-blocking mechanism may be attributed to the strong reflecting and/or scattering effects of these inorganic nanoparticles. In the case of CeO2 NPs, absorption of UV radiation also occurs based on its semiconductive properties.21,36,37

Ultraviolet absorption properties of PU-nanocomposite films
Contact angle
Wettability of PU clearcoats was assessed by measuring the water contact angle as a function of time (Fig. 11). For composite coatings containing both cerium oxide and silica NPs, the water contact angle increased up to 76° at initial time, indicating an improvement in the water resistance. The results also indicated that by loading all NPs, the contact angle improved within 50 s, except for nanocomposite coating loaded with 3 wt% silica NPs (Figs. 11 and 12). There was no significant difference in contact angles of pure PU coating and nanocomposite coating containing 3% silica NPs. This can be attributed to inappropriate dispersion of nano-silica (3 wt%) into the polymer matrix, which demonstrated as aggregation with white spots in FE-SEM images of Fig. 3. Improvement in the contact angle of the coatings using low-concentration nano-silica demonstrates a good hydrophobic performance of the modified silica nanoparticles, which is in agreement with previous studies.38 After approximately 50 s, the contact angle reached an equilibrium point for all the coatings. The contact angle of both coated wood samples fabricated with incorporating only silica NPs (2 wt%) and those compounded by 0.5% cerium oxide NPs to prepare Ce–Si hybrid coatings reached about 70° after 50 s, confirming better hydrophobicity performance of modified silica and reinforcement effect of cerium oxide NPs. The wettability of material surfaces generally depends on its surface energy, which relates to the chemical composition of the surface. The surfaces of metal oxides are hydrophilic due to high surface energies. However, numerous lanthanide rare earth oxides (REOs), such as CeO2, have been reported to exhibit intrinsic hydrophobicity due to their particular electronic structures.39 Contact angles of up to 112° have been found for unmodified surfaces of CeO2 nanomaterials, which tend to be dominated by (111) plane.40 Thus, wettability of PU/silica nanocomposite remained approximately constant after loading of 0.5 wt% cerium oxide NPs.

Contact angle variations of PU-nanocomposite coatings

Water droplets on the PU-nanocomposite coatings applied on the surface of thermally modified spruce wood after 50 s. Pure coating (a), nanocomposite coatings containing 3% silica NPs (b), and composite coating containing 2%Si + 0.5Ce NPs (c)
According to Wenzel, surface roughness affects the wetting properties of a given surface.41 The surface roughness makes hydrophobic surfaces even more hydrophobic. Meanwhile, hydrophilic surfaces are expected to exhibit more hydrophilic feature by surface roughness.42 Thus, increased surface roughness due to aggregation of silica nanoparticles at high 3 wt% loading level may explain the higher wettability of this treatment in comparison with other nanocomposite coatings.
Conclusions
The enhancement of PU coating performance on a thermally modified wood surface was investigated by incorporating silica and cerium oxide nanoparticles into the PU-coating structure. The results indicated that the silica NPs, especially in the presence of cerium oxide NPs, improve mechanical and surface resistance of PU coatings. However, in the case of nanocomposite coating containing 3 wt% silica NPs, most of the properties dropped due to aggregation of particles and reduction of polymer matrix crosslinking. The maximum abrasion resistance was related to coatings with a high percentage of silica NPs. Addition of 2 wt% silica NPs increased the contact angle and transparency of the PU coatings. Nevertheless, some aggregation was also observed in the presence of 2% silica, which may cause diminished properties in the long term. Due to synergistic influence and the uniform dispersion of cerium oxide NPs in the PU matrix, reinforcement effects were observed for all aforementioned properties. Wettability of PU/silica nanocomposite remained approximately constant after loading of 0.5 wt% cerium oxide NPs.
Composite coatings containing low concentrations of cerium NPs exhibited better adhesion. It can be stated that higher abrasive resistance, hardness, and adhesion strength were obtained for selected hybrid nanocomposite coatings. Indeed, cerium oxide NPs have a key role as a protector. These findings demonstrated that use of Ce–Si NPs hybrid/blend in the structure of PU coatings can assure the durability of wood coatings for esthetic and decorative applications by strengthening the surface, mechanical, and optical properties.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time due to legal or ethical reasons.
References
Jirouš-Rajković, V, Miklečić, J, “Heat-Treated Wood as a Substrate for Coatings, Weathering of Heat-Treated Wood, and Coating Performance on Heat-Treated Wood.” Adv. Mater. Sci. Eng., 2019 1–9 (2019). https://doi.org/10.1155/2019/8621486
Tarmian, A, “Water-Repellent Efficiency of Thermally Modified Wood as Affected by Its Permeability.” J. For. Res., 29 859–867 (2018)
Brischke, C, Ziegeler, N, Bollmus, S, “Abrasion Resistance of Thermally and Chemically Modified Timber.” Wood Ind./Drvna Ind., 70 71–76 (2019)
Kanokwijitsilp, T, Traiperm, P, Osotchan, T, Srikhirin, T, “Development of Abrasion Resistance SiO2 Nanocomposite Coating for Teak Wood.” Prog. Org. Coat., 93 118–126 (2016)
Miklečić, J, Blagojević, SL, Petrič, M, Jirouš-Rajković, V, “Influence of TiO2 and ZnO Nanoparticles on Properties of Waterborne Polyacrylate Coating Exposed to Outdoor Conditions.” Prog. Org. Coat., 89 67–74 (2015)
Mills, DJ, Jamali, SS, Paprocka, K, “Investigation into the Effect of Nano-Silica on the Protective Properties of Polyurethane Coatings.” Surf. Coat. Technol., 209 137–142 (2012)
Nikolic, M, Nguyen, HD, Daugaard, AE, Löf, D, Mortensen, K, Barsberg, S, Sanadi, AR, “Influence of Surface Modified Nano Silica on Alkyd Bbinder Before and After Accelerated Weathering.” Polym. Degrad. Stab., 126 134–143 (2016)
Geurink, PJA, Scherer, T, Buter, R, Steenbergen, A, Henderiks, H, “A Complete New Design for Waterborne 2-Pack PUR Coatings with Robust Application Properties.” Prog. Org. Coat., 55 119–127 (2006)
Kaboorani, A, Auclair, N, Riedl, B, Landry, V, “Physical and Morphological Properties of UV-Cured Cellulose Nanocrystal (CNC) Based Nanocomposite Coatings for Wood Furniture.” Prog. Org. Coat., 93 17–22 (2016)
Schaller, C, Rogez, D, “New Approaches in Wood Coating Stabilization.” J. Coat. Technol. Res., 4 401–409 (2007)
Evans, PD, Haase, JG, Seman, ASBM, Kiguchi, M, “The Search for Durable Exterior Clear Coatings for Wood.” Coatings, 5 830–864 (2015)
Forsthuber, B, Grüll, G, “The Effects of HALS in the Prevention of Photo-degradation of Acrylic Clear Topcoats and Wooden Surfaces.” Polym. Degrad. Stab., 95 746–755 (2010)
Forsthuber, B, Schaller, C, Grüll, G, “Evaluation of the Photo Stabilising Efficiency of Clear Coatings Comprising Organic UV Absorbers and Mineral UV Screeners on Wood Surfaces.” Wood Sci. Technol., 47 281–297 (2013)
Kataoka, Y, Kiguchi, M, Williams, RS, Evans Philip, D, “Violet Light Causes Photodegradation of Wood Beyond the Zone Affected by Ultraviolet Radiation.” Holzforschung, 61 23–227 (2007)
Scrinzi, E, Rossi, S, Deflorian, F, Zanella, C, “Evaluation of Aesthetic Durability of Waterborne Polyurethane Coatings Applied on Wood for Interior Applications.” Prog. Org. Coat., 72 81–87 (2011)
Swain, S, Sharma, RA, Bhattacharya, S, Chaudhary, L, “Effects of Nano-silica/Nano-alumina on Mechanical and Physical Properties of Polyurethane Composites and Coatings.” Trans. Electr. Electron. Mater., 14 1–8 (2013)
Nikolic, M, Lawther, JM, Sanadi, AR, “Use of Nanofillers in Wood Coatings: A Scientific Review.” J. Coat. Technol. Res., 12 445–461 (2015)
Schaller, C, Rogez, D, Braig, A, “Hydroxyphenyl-s-Triazines: Advanced Multipurpose UV-Absorbers for Coatings.” J. Coat. Technol. Res., 5 25–31 (2008)
Saha, S, Kocaefe, D, Boluk, Y, Pichette, A, “Surface Degradation of CeO2 Stabilized Acrylic Polyurethane Coated Thermally Treated Jack Pine During Accelerated Weathering.” Appl. Surf. Sci., 276 86–94 (2013)
Tomak, ED, Yazici, OA, Sam Parmak, ED, Gonultas, O, “Influence of Tannin Containing Coatings on Weathering Resistance of Wood: Combination with Zinc and Cerium Oxide Nanoparticles.” Polym. Degrad. Stab., 152 289–296 (2018)
Saadat-Monfared, A, Mohseni, M, “Polyurethane Nanocomposite Films Containing Nano-cerium Oxide as UV Absorber; Part 2: Structural and Mechanical Studies Upon UV Exposure.” Colloids Surf. A, 441 752–757 (2014)
Fauchadour, D, Jeanson, T, Bousseau, JN, Echalier, B, “Nanoparticles of Cerium Oxide—Application to Coatings Technologies.” Paint Coat. Ind., 21 88–93 (2005)
Pettersson, A, Marino, G, Pursiheimo, A, Rosenholm, JB, “Electrosteric Stabilization of Al2O3, ZrO2, and 3Y–ZrO2 Suspensions: Effect of Dissociation and Type of Polyelectrolyte.” J. Colloid Interface Sci., 228 73–81 (2000)
Plakhova, TV, Romanchuk, AY, Butorin, SM, et al., “Towards the Surface Hydroxyl Species in CeO2 Nanoparticles.” Nanoscale, 11 18142–18149 (2019)
Qi, L, Sehgal, A, Castaing, J-C, et al., “Redispersible Hybrid Nanopowders: Cerium Oxide Nanoparticle Complexes with Phosphonated-PEG Oligomers.” ACS Nano, 2 879–888 (2008)
Espino-Pérez, E, Bras, J, Ducruet, V, Guinault, A, Dufresne, A, Domenek, S, “Influence of Chemical Surface Modification of Cellulose Nanowhiskers on Thermal, Mechanical, and Barrier Properties of Poly(lactide) Based Bionanocomposites.” Eur. Polym. J., 49 3144–3154 (2013)
Malaki, M, Hashemzadeh, Y, Karevan, M, “Effect of Nano-silica on the Mechanical Properties of Acrylic Polyurethane Coatings.” Prog. Org. Coat., 101 477–485 (2016)
Sow, C, Riedl, B, Blanchet, P, “UV-Waterborne Polyurethane-Acrylate Nanocomposite Coatings Containing Alumina and Silica Nanoparticles for Wood: Mechanical, Optical, and Thermal Properties Assessment.” J. Coat. Technol. Res., 8 211–221 (2011)
Pizzi, A, Mittal, KL, Handbook of Adhesive Technology. CRC Press, Boca Raton (2017)
Nyoka, M, Choonara, YE, Kumar, P, Kondiah, PPD, Pillay, V, “Synthesis of Cerium Oxide Nanoparticles Using Various Methods: Implications for Biomedical Applications.” Nanomaterials, 10 242 (2020)
Malaki, M, Hashemzadeh, Y, Tehrani, AF, “Abrasion Resistance of Acrylic Polyurethane Coatings Reinforced by Nano-silica.” Prog. Org. Coat., 125 507–515 (2018)
Eslami, R, Bagheri, R, Hashemzadeh, Y, Salehi, M, “Optical and Mechanical Properties of Transparent Acrylic Based Polyurethane Nano Silica Composite Coatings.” Prog. Org. Coat., 77 1184–1190 (2014)
Jalili, MM, Moradian, S, Dastmalchian, H, Karbasi, A, “Investigating the Variations in Properties of 2-Pack Polyurethane Clear Coat Through Separate Incorporation of Hydrophilic and Hydrophobic Nano-silica.” Prog. Org. Coat., 59 81–87 (2007)
Rosu, D, Rosu, L, Cascaval, CN, “IR-Change and Yellowing of Polyurethane as a Result of UV Irradiation.” Polym. Degrad. Stab., 94 591–596 (2009)
Rao, F, Chen, Y, Zhao, X, Cai, H, Li, N, Bao, Y, “Enhancement of Bamboo Surface Photostability by Application of Clear Coatings Containing a Combination of Organic/Inorganic UV Absorbers.” Prog. Org. Coat., 124 314–320 (2018)
Wang, W, Zhang, B, Jiang, S, Bai, H, Zhang, S, “Use of CeO2 Nanoparticles to Enhance UV-Shielding of Transparent Regenerated Cellulose Films.” Polymers, 11 458 (2019)
Yang, H, Zhu, S, Pan, N, “Studying the Mechanisms of Titanium Dioxide as Ultraviolet-Blocking Additive for Films and Fabrics by an Improved Scheme.” J. Appl. Polym. Sci., 92 3201–3210 (2004)
Wang, C, Zhang, M, Xu, Y, Wang, S, Liu, F, Ma, M, Zang, D, Gao, Z, “One-Step Synthesis of Unique Silica Particles for the Fabrication of Bionic and Stably Superhydrophobic Coatings on Wood Surface.” Adv. Powder Technol., 25 530–535 (2014)
Tian, Y, Jiang, L, “Intrinsically Robust Hydrophobicity.” Nat. Mater., 12 291–292 (2013)
Fronzi, M, Assadi, MHN, Hanaor, DAH, “Theoretical Insights into the Hydrophobicity of Low Index CeO2 Surfaces.” Appl. Surf. Sci., 478 68–74 (2019)
Wenzel, RN, “Surface Roughness and Contact Angle.” J. Phys. Colloid Chem., 53 1466–1467 (1949)
Malijevský, A, “Does Surface Roughness Amplify Wetting?” J. Chem. Phys., 141 184703 (2014)
Acknowledgments
The authors would like to acknowledge the financial support of University of Tehran for this research under Grant Number 27959.6.17.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Mastouri Mansourabad, A., Azadfallah, M., Tarmian, A. et al. Nano-cerium dioxide synergistic potential on abrasion resistance and surface properties of polyurethane-nanocomposite coatings for esthetic and decorative applications on wood. J Coat Technol Res 17, 1559–1570 (2020). https://doi.org/10.1007/s11998-020-00374-9
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-020-00374-9