
Abstract
An aqueous ultraviolet-cured polyurethane acrylate transparent resin formulation was submitted for accelerated weathering for 1200 h, on wood substrate, with and without added cellulose nanocrystals (CNC) in coatings. In previous work, addition of CNC improved several mechanical properties of the coating without changing other desirable properties such as optical transparency, color, and gloss. Measurements of nanoroughness were performed with atomic force microscopy on coated weathered surfaces. Surface roughness increased 8–10 times following weathering. Color and lightness measurements were done periodically, each 100 h, during the weathering. Testing was also done for a multilayer coating, varnish on an opaque coating on wood. Addition of unmodified, i.e., hydrophilic, CNC to transparent coatings did not downgrade the color stability of coatings but actually increased their color stability, while the effect on hydrophobically modified CNC was somewhat less. Thus, addition of CNC to coatings not only increases mechanical properties but also increases color stability of coated wood.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction and literature review
Effect of UV/humidity on color of wood surfaces
Wood is known to change color rapidly, especially when stored outside. All organic polymers are sensitive to UV light, and a material made up of lignin and cellulose like wood is no exception. Since wood inside the living tree is not exposed to UV light, nature did not evolve any resistance mechanism to protect wood from UV. That is not the case for wood bark, which is quite resistant to light degradation. Cellulose and lignin have been shown to be rapidly attacked by UV light at the wood surface.1
George et al. showed that the wood color change due to UV attack was due to lignin deterioration and, somewhat less, to cellulose hydrolysis.2 During UV exposure, wood is bleached, lignin removed, and surface concentration of cellulose increases. Evans et al. showed that lignin degradation was noticeable, even only after 4 h exposure, on wood surfaces as assessed by IR spectroscopy, when exposed to bright solar radiation, and reached 62% of deterioration after 30 days exposure.1 The same authors also characterized holocellulose, a term referring to both highly crystalline cellulose and amorphous hemicellulose, degradation at the surface, as its mean molecular mass (cupriethylenediamine method3) was reduced by a factor of four after 29 days exposure. Tolvaj and Faix interpreted the color changes upon such degradation as due to appearance and transformation of oligomeric chromophores from lignin hydrolysis, especially during the first 50 h of exposition to UV, as well as formation of unconjugated carbonyl and carboxyl groups.4 A good review was done by Teaca et al., on the subject.5
Color changes upon exposure to UV radiation are usually discussed in terms of variations of the color coordinates in the model used, e.g., the CIELAB (or CIE L*a*b*) system. The CIELAB system presents color coordinates in the color space determined by three dimensions, i.e., L*, a*, b*. ΔL* is the variation of the lightness (dark to light), Δa*: (green (−) to red (+)), Δb* (blue (−) to yellow (+)), and ΔE* is the overall color difference. For instance, in Teaca et al.5 exposition of a softwood sample to artificial weathering with UV light for 140 h gave a positive ΔE, lightened the wood tone with a positive ΔL*, increased redness with a positive Δa*, and increased yellow tone with positive Δb*. These color changes were attributed to formation of quinones after lignin deterioration and depolymerization. Auclair observed very similar results: these results were obtained in dry conditions on Sugar Maple (Acer saccharum), with a UV curing waterborne urethane acrylate coating.6 Very different results were obtained with addition of "rain" cycles during artificial accelerated weathering: Δa* and Δb* rapidly went toward the green and the blue tones, respectively. This may be due to the water rinsing away the molecules arising from hydrolysis,6 exposing new surfaces and even, possibly, apparition of fungi. Also the same author showed that effects of natural outdoor weathering were similar to the latter.
As for the coatings as such without wood, Singh et al. showed that polyurethane coatings rapidly became yellow in sunlight, although chromatic values were not assessed.7 Auclair did show that coating’s color change over 400 h weathering was much less than that of wood.6
Effect of UV/humidity on color of coated wood
For varnished, painted, or otherwise coated wood, it is difficult to compare color results described in the literature because of varying substrate (species), coatings, coating thickness, UV intensity, and the absence/presence of humidity/water with artificial aging or weathering. Still, after aging, Chang and Chou showed that in wood, with a transparent coating, color changes were mainly due to changes in wood rather than coating.8 Irmouli et al., with different transparent coatings on different woods, found that additives in the coating did not increase much their performance and that changes in overall hue were at par with changes in brightness.9 They showed that UV coatings on wood have a very variable effect depending on whether the coating was acrylate or epoxy-based, and the substrate was different (oak and pine). All coated wood showed extensive color changes after 840 h UV accelerated weathering. Value of ΔE reached about 25 after 700 h artificial UV aging on spruce with transparent epoxy acrylate film. Teaca et al. show similar changes in ΔE of wood modified with epoxydized soybean oil, at about 140 min wood irradiation time, with also a darkening of the surface at same time (negative ΔL*), and increase in Δa* (toward the red) and Δb* (toward the yellow).5 In opaque films, the films are much more robust, and changes in color are much lower due to the pigment which back-scatters light, with no light reaching the wood substrate.
In general, transparent coatings do protect wood, for a while, but still there are color changes, and these are due to wood surface degradation.
Effect of addition of nanoparticles in coatings
Since wood is sensitive to weathering, it is usually coated with varnishes which are transparent or with paints or stains, which are opaque. Of course, opaque coatings are better at protecting wood from UV light because the (usually TiO2) pigments scatter or absorb light. Varnishes are still popular since the appearance of wood is preserved. Evans et al. advocate the large scale use of nanotechnology for wood preservation.10 The same reasoning can be applied to wood surface protection. Accordingly, some of the pigments can be nanosized. Advantages of these are usually a better performance with a lighter loading, usually with adhesion and dispersion issues. In addition, in varnishes, the small size of the nanoparticles allows for being invisible, but at low loadings, like 2–3% in weight. Previous results from our group on the effect of nanoparticles in coatings on wood showed that addition of such nanoparticles did increase performance as to wear resistance and resistance to weathering.11–14 In maple wood coated with waterborne urethane–acrylate coatings, addition of 2% nanosized ZnO in coating stabilized color over 400 h accelerated UV weathering. Otherwise, with no additives, the coatings deteriorated at 400 h UV weathering time, with values of ΔL* of −6, Δa* of +3, and Δb* of about 10.11
Previous work of Poaty et al. has shown that addition of Cellulose Nanocrystals, CNC, to wood coatings at 1–2% w/w level clearly gave better mechanical results for the coating (varnish) especially with resistance to wear. Results were better for CNC treated with cationic hydrophobic surfactants, like hexadecyltrimethylammonium bromide.15 This last research was done to investigate if such a renewable-based product could compare with inorganic strengthening agents as an additive to coatings.
CNC is obtained, in this case,16 from a cellulose fiber suspension via an acid process. Following this process, the resulting CNC nanoparticles have properties such as: a specific surface area of 300 m2/g, a Young’s modulus of 150 GPa, and a tensile strength of 10 GPa.17 In water suspension (0.05% w/w), with the specific material used in this study, the characteristic dimensions of CNC are 6–10 nm (diameter) and 100–130 nm (length).15 However, little is known about CNC behavior toward UV light degradation. Results of Evans et al.1 show that wood is degraded by UV, mostly through UV absorption by lignin, which suggests that CNC, which is extracted from wood, could also be degraded by UV in coatings.
In this work, color changes were assessed on varnished wood after 1200 h exposure to artificial UV light and rain, with coatings similar to those of Poaty et al.15 Coatings contained CNC, 1–2% w/w, some of which were treated to increase the quality of dispersion.
Experimental
Varnish formulation
CNC was from FPInnovations and Celluforce (Montréal, Québec, Canada). There were four grades used in this study, described in a precedent study.15 One was the CNC as furnished by supplier. Second was the same CNC, treated with hexadecyltrimethylammonium bromide (HDTMA) in order to make it more hydrophobic and dispersible. A third grade was furnished by FPInnovations, which was hydrophobized by a proprietary process at FPInnovations. Finally, a fourth grade was treated with acryloyl chloride, to make it more hydrophobic and, possibly, to anchor it with acrylates moieties in the coating. Our previous study confirmed that these treatments did improve dispersion of the CNC in the coating. In the following text and figures, these four materials will be referred to as CNC, CNC-HDTMA, CNC-FPI, and CNC-Acryloyl, respectively.
The coating was a waterborne coating formulated as in Poaty et al.15 These UV-curable clear and opaque coatings were prepared from a water-based emulsified polyurethane acrylate resin, a defoaming agent, a surfactant, a dispersant, a thickener, CNC, and a photoinitiator. Opaque formulations also include titanium dioxide (TiO2) (Table 1).
The resin, the main component of the coating selected, is Bayhydrol UV 2282 (Bayer MaterialScience); a polyurethane acrylate (PUA) oligomer emulsified in water that was primarily developed for applications on wood. The photoinitiator used is a bis-acyl phosphine oxide (Irgacure 819DW, BASF Resins—Inks and OPV) dispersed in water (45 wt%). Titanium dioxide (TiO2) was used as a pigment. After trials, it was found that ~30% (dry weight) of TiO2 gives opacity of 80%.
Then, in the basic formulations, CNC was added in concentrations of 0.5%, 1%, and 2% (w/w).
Coating formulations preparation: dispersion method
The choice of the dispersion method plays an important role in the final dispersion state of nanoparticles.12 Several types of apparatus are commonly used in the industry, among those: high-speed mixer, three-cylinder mill, and ball mill. Although the last two methods lead to very high shear rates and high degree of dispersion, high-speed mixer (Dispermat, VMA-Getzmann GMBH D-51580 Reichshof) was preferred as it is the one of most commonly encountered in the industry. The mixer used can produce shear rates comparable to those of industrial mixers.
To achieve good TiO2 dispersion, ultrasonication was used; after high-speed mixing, the formulation was transferred to a 1L Erlenmeyer flask and placed in a cooling bath containing ethylene glycol maintained at 5°C. An ultrasonic probe of 750 W (Ultrasonic processor, Cole Palmer) and a thermometer were immersed in the aqueous formulation. The ultrasonic frequency used for the dispersion was set to 20 kHz. The ultrasonic treatment was carried out for 2 min by setting the maximum temperature attainable in the formulation at 40°C.13
Wood samples preparation
Waterborne coatings were prepared according to Vardanyan et al., and Poaty et al.15,18 Formulations were applied on black spruce (Picea mariana) on tangential face. The dimensions of the wood samples were 130 × 60 × 9 mm. Coatings were applied by spraying.18,19 After application (thickness: ~127 μm in liquid state), samples were put in a convection oven for 10 min at 60°C to gradually evaporate the water. During this step, the coating goes from a milky white liquid state to a transparent solid state. Film cure is then carried out using a UV oven (ATG 160305 from Ayotte Techno-Gaz, Inc.) equipped with a medium pressure mercury lamp (600 W/cm, model UV Mac 10, Nordson, OH, USA). This is a radical polymerization-type cure leading to 3D crosslinking. The intensity of incident light measured with a radiometer was in the order of 570 mJ/cm2, and the perceived temperature during curing was between 25 and 30°C. After curing, surfaces of varnishes were lightly sanded with 150 grit size sandpaper in the direction of wood grain. These steps had to be repeated once again to get a dry coating ~100 μm of thickness.
Accelerated weathering
The accelerated weathering tests were performed in a Xenon arc Weather-O-Meter Ci3000+ (Atlas Material Testing Technology, USA) according to ASTM G155 and ASTM D6695 (Xe-WOM CAM 7 cycle). The radiation source was a Xenon arc lamp of 4500 W equipped with borosilicate filters. The coatings applied on wooden panels were cyclically exposed to UV-A radiation (λ = 340 nm) at 63°C (temperature on black panel) and relative humidity of 50% for 102 min and water spray for 18 min at the same irradiation conditions. The irradiance intensity was 0.35 W/m2/nm. The duration of the exposure test was 1200 h, while the panels were automatically rotated around the xenon lamp. For the panels where surface roughness was measured, exposition time was also 1200 h. The panels exposed consisted of two samples of each formulation of the nanocomposites coatings including the control of acrylic solid-color stain on wood.
The color measurements were done according to ASTM D2244. Chromatic coordinates L*, a*, b* of the CIELAB color system were measured with a colorimeter (BYK-Gardner Color Guide 45/0) provided with a light source type D65. During the weathering test, 10 measurements of lightness (L*) and color (a* and b*) were made periodically on each sample every 100 h, five parallel and other five perpendicularly to the application direction of the coating.
Color changes are evaluated in terms of
where ΔE is the overall color change, as function of a*, b*, and L* color components changes (Δa*, Δb*, and ΔL*), as determined by CIE.
Atomic force microscopy
AFM observations were carried out using a NanoScope V (Veeco Instruments Inc., Santa Barbara, USA), fitted with a Hybrid XYZ scanner. AFM measurements were done under ambient air conditions in tapping mode. The sensitivity of the tip deviation and the scanner resolution was 0.3 nm. The resolution was set to 256 lines by 256 pixels for all observations. Surface roughness was calculated in 10 μm × 10 μm scan areas, using the classical mean surface roughness parameter R a. The parameters were calculated by the Research Nanoscope 7.2 software:
where R a is the mean roughness, the arithmetic average of the absolute values of the surface height deviations, Z i is the current Z value, Z ave is the average of the Z values within the given area, and n is the number of points within the given area: 65,536 in our case. The experimental value for each type of coating was obtained from the average of 12 different measurements.
Results and discussion
Weathering of varnishes with added CNC: color and appearance
Color changes: ΔE
The overall change in color index, ΔE, of UV-cured varnishes is shown in Fig. 1, with varying amounts of CNC added, on wood, over a period of 1200 h. This time of exposure is the same for all the color measurements which follow. Only one representative curve is given, fitted to a simple third-order polynomial, and one series of error bars. Error and curves are very similar for all series of points, and not shown otherwise figures would be unreadable. This is also done on Figs. 2, 3, 4, 5, 6, 7, and 8. Horizontal axis time units are in increments of 100 h. ΔE is a compound index of the color variation of the sample, as shown in equation (1), of color coordinates Δa*, Δb*, and ΔL*.

Change in overall color index, ΔE, of UV-cured varnishes on wood with varying amounts of CNC added

Change in a color coordinate index, Δa*, of UV-cured varnishes on wood with varying amounts of CNC added

Change in a color coordinate index, Δb*, of UV-cured varnishes on wood with varying amounts of CNC added

Change in a color coordinate index, ΔL, of UV-cured varnishes on wood with varying amounts of CNC added

Change in a color coordinate index, ΔE, of UV-cured paints on wood with varying amounts of CNC added

Change in a color coordinate index, Δa, of UV-cured paints on wood with varying amounts of CNC added

Change in a color coordinate index, Δb*, of UV-cured paints on wood with varying amounts of CNC added

Change in a color coordinate index, ΔL*, of UV-cured paints on wood with varying amounts of CNC added
In this case, for ΔE, the change is rapid in the first 200 h, and then much slower up to 1200 h in UV chamber, where ΔE reaches about 28. As shown in the literature review, wood is known to be quite susceptible to color change following UV exposure. As discussed in “Introduction and literature review,” most likely the color change is due to wood color change, not that of the varnish. As cited in “Introduction and literature review,” Irmouli et al. obtained a similar ΔE, about 25, after 700 h artificial UV aging on spruce with a transparent epoxy acrylate film.9 The wood coated with the varnish with 2% CNC-FPI changes the most, while the wood coated with varnish filled with 1–2% unmodified CNC performs the best, giving a 20% decrease in E, with other grades giving results in between these two extremes. The increase in performance, with addition of CNC, is modest, but it is achieved with a low amount of CNC—2 wt% in the film. However, since the change is nonlinear, alternatively, it could be said that the weathering variations of the best coating formulation at 1200 h is equivalent to that of the worst at only 300 h, which is a fourfold difference. The surface modification performed on hydrophobic species of CNC increased its performance in the coating, due to better dispersion, in mechanical testing of coatings.15 However, in this case, for weathering, it is not so and this is in contrast with previous published results where most surface treatments with CNC increased its performance when used in coatings.15 Addition of CNC increases color stability of coating, possibly due to scattering of UV light, but treating the CNC to make it more hydrophobic seems to decrease its UV resistance, or its ability to scatter light.
Color changes: Δa*, Δb*, and ΔL*
Going into the details of the specific components of ΔE, graphs of Δa* and Δb* (Figs. 2 and 3), as a function of time, show a similar pattern: a rapid change of color in the first 200 h followed by a gradual decline of the slope. The changes in Δa and Δb are, respectively, toward the red and the yellow, with the same intensity of changes. The color drift is about complete in about 200 h, except for Δa*, which still changes after 500 h. This could be due to a saturation effect, in the sense that most chromophores are created or degraded during the first 100 h, or that they make up a UV screen, slowing down further degradation. However, for ΔL*, there is no leveling off after 200 h, and the coatings continue to darken even after 1200 h (Fig. 4). This is why there is also a continuous change in the overall color parameter, ΔE. In Fig. 1, ΔE variation is the highest for varnishes without CNC, or with commercial hydrophobic CNC but the lightest for varnish with 2% hydrophilic, unmodified CNC, with about the same pattern for the individual color components, Δa*, Δb*, and ΔL* (Figs. 2, 3, and 4). Since the chemically modified CNC was modified with aliphatic cationic salts, it is unlikely that they absorbed or diffused UV light. It was observed in other work that these unmodified CNC are not as well dispersed as modified ones.15,19 It is a possible degree of dispersion that plays a role in these different results, because it changes surface roughness, and level of back-scattering.20
Comparison with other UV absorbers
In previous papers, efficiency of nanosized inorganic particles in coatings was evaluated (Auclair et al.11). Inorganic nanoparticles, as ZnO (2% w/w) and ZnO combined with some organic UV absorbers totally stabilized ΔL* and Δa* in wood waterborne urethane–acrylate coatings, after 400 h of UV weathering, a better performance than CNC additives. Our intent is not to protect wood with CNC, as is done with ZnO, but to evaluate whether it does not lower the weathering properties of the coating it strengthens.
Weathering of paints with added CNC: color and appearance
As mentioned in the literature review, the color changes upon weathering of paints on wood are much less than those for varnishes. Actually, there is no effect of wood in this case: the paint could be on any surface. In this case, the only nanoparticle added to the paint was neat CNC, without treatment, since this gave best results in varnishes. In previous results,18 CNC and modified CNC failed to increase mechanical properties of paints, since paints already contain a large amount of pigments, and any addition of more of a nonresinous component, i.e., a filler, decreases the degree of polymerization and cure of main resin component, with a negative effect on mechanical properties. As for weathering, the same variables as for varnishes, ΔE, Δa*, Δb*, and ΔL*, are shown in Figs. 5, 6, 7, and 8, for painted wood surfaces, as a function of weathering time. The overall color change ΔE is shown in Fig. 5, as a function of time. There is no effect of CNC on this variable. Thus, the TiO2 pigment, which is quite abundant in this paint (about 30 wt%), scatters UV, with little additional effects due to the presence of the CNC in the coating.
In addition, we did try to add a varnish coating on the paint (with no CNC in this top layer of varnish) to see whether we could reproduce some of the defects of the varnish in preceding section. This approach offers a way to evaluate weathering of varnish independent of the wood beneath. What we observe is a small increase in ΔE, Fig. 5 (multilayer curve) but the variation is much less than with transparent coating on wood. Therefore, this is clear evidence that the color changes in weathered varnished wood surface is due to UV light going through the varnish and attacking the wood.
To see to which color component this color drift is due, we present Δa* and Δb* results in Figs. 6 and 7. For the paints, there is positive variation, as a small increase toward the red, of Δa*, while Δb* is stable and so is ΔL* (Fig. 8). Thus, it is the slight drift in Δa* which mainly determines the value of ΔE: it is probably due to slight hydrolysis of the coating’s resin at the surface. The variations are still very small compared to those of varnished wood, which are actually variations in color of the substrate, wood, and not the coating.
For the multilayer coating, with varnish over the paint, results show that there is a noticeable drift in color as to ΔE and mostly due to changes in Δb* (toward the yellow) and ΔL*. There is no change in Δa*. Thus, this does not agree with the hypothesis of the preceding paragraph about resin hydrolysis. The color trend between the opaque white coating and the transparent coating is different; one toward the red and the other, about three times stronger, toward the yellow. The white pigment does scatter UV while the transparent coating is not protected, although the color change is slight. It can also be noted that color change (ΔE) of such multilayer coating is slightly higher than just paint coating (Fig. 5). This is so because of the top varnish layer (ΔE = 1.50) and its means that we can evaluate varnish degradation level, because the paint practically does not degrade. So this confirms again that the main part of color change in case of varnish coating (Fig. 1) originates from wood.
Still, one wonders what happens at the immediate surface of the coating, where it does take a few nanometers for the UV light to be scattered. To inquire about this, some AFM surface measurements were done following the accelerated weathering.
Changes in roughness following weathering: AFM profiles
As the paint or varnish ages under the UV radiation, one would expect it to crack and become pitted: accordingly, these changes do occur and are reflected in the average surface roughness obtained from the AFM data.
For the wood samples with only varnish, Fig. 9, the surface roughness nearly doubles with addition of CNC to coating formulation. It does decrease with addition of CNC treated with cationic salts or acryloil chloride, not quite to the level of the coating without CNC. This roughness is very low, much too small to affect the appearance of the film. Upon weathering, the surface roughness went from 5–10 to 40–50 nm with about no variation, irrespective of the type of varnish (the standard deviation is rather large). This is in contrast with the color measurements which vary with CNC additives, or mechanical properties which also vary with type of CNC added.18

Change in roughness of UV-cured varnishes on wood with varying amounts of CNC added as a function of time
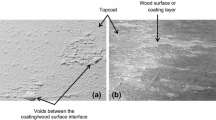
For panels with paint, the initial roughness is higher and increases toward 100 nm after weathering, but there was also little difference (Fig. 10) after 1200 h exposition to UV of all samples, with or without CNC, which had increased their surface roughness from about 8–18 nm to about 100–120 nm. The roughness is higher for these samples compared to the ones with varnish, since, in the paint, the TiO2 pigment does increase the initial surface roughness19 and even more so after weathering. However, for the painted samples with added varnish (Fig. 10, multilayer curve), the increase was much less, and corresponded to those of the wood with only varnish. This also suggests that any reflection from the wood or paint surface of the UV light does not affect further the coating since the transparent coating on the wood or paint was affected in the same way. Figure 11 gives a general idea of the surface degradation of the samples after 1200 h accelerated weathering. Thus, the painted surface is quite affected by the UV in the first nanometers, and this is in contrast with the color measurements which show minimal effect in the bulk of the paint.

Change in roughness of UV-cured paints on wood with varying amounts of CNC added as a function of time

Schematic interpretation of effect of UV light weathering on surface texture, from AFM, on various varnished and painted wood surfaces (drawing not to scale as to particle size/roughness/thickness)
This suggests that this attack from the UV radiation on the coating occurs in the top 100 nm of the surface, and the presence of TiO2 does not protect the paint in the first 100 nm. This may be due to the fact the TiO2 microparticles actually scatter most of UV, so light passes through the degraded layer twice, while for varnishes, most of UV light does so only once, eventually reaching the wood.
Since sometimes it is difficult to note real changes of color by just looking at numbers like ΔE, Fig. 12 has been added. It is the actual representation of the change in color of varnishes on wood. Here, we can note that varnish with 2% CNC (Fig. 12a) is more stable during 1200 h of UV degradation than varnish without CNC (Fig. 12b). There is also a fluctuation in color, according to the structural regions of wood (earlywood and latewood). Although after 100 h of degradation, color significantly changed in both cases, the changes were more abrupt in case of varnish without CNC. These data reflect previously seen results in Fig. 1, where ΔE = 10.50 for varnish without CNC and ΔE = 8.86 for varnish with 2% CNC.

Visual representation of the change in color of varnishes: (a) with 2% CNC and (b) without CNC
Conclusions
Addition of CNC, an organic product, to wood coatings does not lower color stability of the coatings, transparent or opaque, on wood, when those are exposed to UV light but actually increases the weathering performance of the varnished wood surface.
This added stability appears to be best for resistance to color drift toward the yellowing, in varnishes, but as to the other color components, the effect of CNC is still noticeable.
In paints, addition of CNC has no effect on the small color changes, with UV weathering. AFM measurements performed on the weathered surfaces show that the first 40–100 nm of the surface of both varnishes and paints are degraded by UV light.
References
Evans, P, Thay, P, Schmalzl, K, “Degradation of Wood Surfaces During Natural Weathering. Effects on Lignin and Cellulose and on the Adhesion of Acrylic Latex Primers.” Wood Sci. Technol., 30 (6) 411–422 (1996)
George, B, Suttie, E, Merlin, A, Deglise, X, “Photodegradation and Photostabilisation of Wood—The State of the Art.” Polym. Degrad. Stab., 88 (2) 268–274 (2005)
Martin, A, “Intrinsic Viscosity of Cellulose.” Ind. Eng. Chem., 45 (11) 2497–2499 (1953)
Tolvaj, L, Faix, O, “Artificial Ageing of Wood Monitored by DRIFT Spectroscopy and CIE L* a* b* Color Measurements. 1. Effect of UV Light.” Int. J. Biol. Chem. Phys. Technol. Wood, 49 (5) 397–404 (1995)
Teacă, C-A, Roşu, D, Bodîrlău, R, Roşu, L, “Structural Changes in Wood under Artificial UV Light Irradiation Determined by FTIR Spectroscopy and Color Measurements–A Brief Review.” BioResources, 8 (1) 1478–1507 (2013)
Auclair, N, Stabilité des couleurs des systèmes bois/vernis améliorée par des revêtements nanocomposites aqueux à usage extérieur. Université Laval, Québec, 2010
Singh, R, Tomer, NS, Bhadraiah, SV, “Photo-oxidation Studies on Polyurethane Coating: Effect of Additives on Yellowing of Polyurethane.” Polym. Degrad. Stab., 73 (3) 443–446 (2001)
Chang, S-T, Chou, P-L, “Photo-discoloration of UV-Curable Acrylic Coatings and the Underlying Wood.” Polym. Degrad. Stab., 63 (3) 435–439 (1999)
Irmouli, Y, George, B, Merlin, A, “Artificial Ageing of Wood Finishes Monitored by IR Analysis and Color Measurements.” J. Appl. Polym. Sci., 124 (3) 1938–1946 (2012)
Evans, P, Matsunaga, H, Kiguchi, M, “Large-Scale Application of Nanotechnology for Wood Protection.” Nat. Nanotechnol., 3 (10) 577 (2008)
Auclair, N, Riedl, B, Blanchard, V, Blanchet, P, “Improvement of Photoprotection of Wood Coatings by Using Inorganic Nanoparticles as Ultraviolet Absorbers.” For. Prod. J., 61 (1) 20–27 (2011)
Landry, V, Blanchet, P, Riedl, B, “Mechanical and Optical Properties of Clay-Based Nanocomposites Coatings for Wood Flooring.” Prog. Org. Coat., 67 (4) 381–388 (2010)
Sow, C, Riedl, B, Blanchet, P, “UV-Waterborne Polyurethane-Acrylate Nanocomposite Coatings Containing Alumina and Silica Nanoparticles for Wood: Mechanical, Optical, and Thermal Properties Assessment.” J. Coat. Technol. Res., 8 (2) 211–221 (2011)
Vlad Cristea, M, Riedl, B, Blanchet, P, “Enhancing the Performance of Exterior Waterborne Coatings for Wood by Inorganic Nanosized UV Absorbers.” Prog. Org. Coat., 69 (4) 432–441 (2010)
Poaty, B, Vardanyan, V, Wilczak, L, Chauve, G, Riedl, B, “Modification of Cellulose Nanocrystals as Reinforcement Derivatives for Wood Coatings.” Prog. Org. Coat., 77 (4) 813–820 (2014)
Revol, JF, Bradford, H, Giasson, J, Marchessault, RH, Gray, DG, “Helicoidal Self-ordering of Cellulose Microfibrils in Aqueous Suspension.” Int. J. Biol. Macromol., 14 (3) 170–172 (1992)
Helbert, W, Cavaille, JY, Dufresne, A, “Thermoplastic Nanocomposites Filled with Wheat Straw Cellulose Whiskers. 1. Processing and Mechanical Behavior.” Polym. Compos., 17 (4) 604–611 (1996)
Vardanyan, V, Poaty, B, Chauve, G, Landry, V, Galstian, T, Riedl, B, “Mechanical Properties of UV-Waterborne Varnishes Reinforced by Cellulose Nanocrystals.” J. Coat. Technol. Res., 11 (6) 841–852 (2014)
Vardanyan, V, Poaty, B, Chauve, G, Landry, V, Galstian, T, Riedl, B, “Wear Resistance of UV-Curable of Wood Water-Based Coatings with Added Cellulose Nanocrystals.” In: Anti-abrasive Nanocoatings: Current and Future Applications (2014)
Beckmann, P, Spizzichino, A, The Scattering of Electromagnetic Waves from Rough Surfaces, Vol. 511, p. 1. Artech House, Inc., Norwood, MA, 1987
Acknowledgments
Thanks to the Fonds de Recherche Nature et Technologie du Québec, the Conseil de Recherches en Sciences Naturelles et Génie du Canada and Arboranano for funding this research as well as FPInnovations’ pilot plant and Dr. Gregory Chauve for the production of CNC.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Vardanyan, V., Galstian, T. & Riedl, B. Effect of addition of cellulose nanocrystals to wood coatings on color changes and surface roughness due to accelerated weathering. J Coat Technol Res 12, 247–258 (2015). https://doi.org/10.1007/s11998-014-9634-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-014-9634-3