
Abstract
Forced-air cooling (FAC) efficiency of fruit packed in ventilated cartons can be considerably improved by revising vent hole design and tailoring these openings according to the internal packaging used. Current vent hole designs for fruit cartons, however, often result from trials and errors or are developed in order to improve a specific package functionality, such as fruit cooling rate. This study presents a novel multiparameter evaluation process for ventilated fruit packaging. This multi-parameter strategy evaluates cooling rate and cooling uniformity, airflow resistance and energy efficiency. Computational fluid dynamics is used to evaluate the impact of internal trays and four vent hole designs. One of the designs investigated is currently used in commercial export of apples, while the other three are new configurations proposed to improve fruit cooling efficiency. Results showed that the addition of trays to the existing commercially used Standard Vent hole design increased ventilation energy consumption by 31 % compared to cartons without trays, but in the two newly proposed carton designs (Altvent and Multivent), the energy usage was reduced by 27 and 26 %, respectively, as airflow was distributed more evenly between the five fruit layers. The use of the new vent hole designs (Altvent and Multivent) compared to the Standard Vent design, also considerably improved cooling uniformity and energy efficiency during FAC, reducing cooling heterogeneity by 79 and 51 %, as well as energy consumption by 48 and 7 %, when packed with and without trays, respectively. By simultaneous evaluation of multiple parameters, this analysis approach thus unveiled the benefits and disadvantages of the new ventilated carton designs and can be used to further improve vent hole designs for specific cold chains.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Forced-air cooling (FAC) is one of the most prevalent precooling techniques used to remove field heat from produce packed in ventilated packaging (Thompson et al. 2008). The process is achieved by drawing refrigerated air through stacked and packaged fruit with extraction fans which produce a pressure difference across the pallet stack. Cooling rates and uniformity within a carton during FAC are thus determined by the air conditions (temperature, speed) and the airflow distribution through the packaging (Zou et al. 2006a). Inadequate cooling can cause premature senescence, accelerated ripening and spoilage and can be quantified by Van’t Hoff’s rule. The Van’t Hoff’s rule states that undamaged, climacteric fruit such as apples will undergo a two to threefold increase in the rate of metabolic reactions for every 10 °C rise in fruit temperature (Salisbury and Ross 1991). Thus, to better preserve postharvest quality, fruit should be promptly cooled after harvest and maintained at the correct temperatures throughout transport and storage (Ravindra and Goswami 2008). In addition, FAC needs to be performed within certain time frames to avoid delays in the start of the cold storage, which negatively influences cold chain efficiency and can extend periods that uncooled fruit spend queuing for FAC (Kader 2002).
Vent holes are added to many packaging types used for horticultural produce to improve cold air penetration and to induce even airflow distribution (Pathare et al. 2012). Recommendations for optimal package vent hole design have long been a priority in the commercial cold chain. Insufficient ventilation can result in excessive energy usage by the fans and extended cooling durations. However, the development of standardised vent hole recommendations can be challenging as many factors can also influence airflow distribution and heat transfer rate (Pathare et al. 2012). Some of these factors include fruit physical properties, packaging geometry and presence of internal packaging, such as trays, liner bags, carry bags or clamshell containers. Nevertheless, several rather general recommendations have been stated. Vigneault and Goyette (2002) recommended a total ventilated area percentage (TVA) per carton wall of 25 % or larger for plastic crates, in order to minimise pressure loss and therefore improve cooling efficiency. However, de Castro et al. (2005) concluded that an overall TVA between 8 and 16 % should be used to minimise energy consumption by the FAC fan. When oranges were packed in bulk (without internal packaging), Delele et al. (2013a, b) observed only small increases in fruit cooling rate when TVAs per carton wall exceeded 7 %, in comparison with the much larger increases in cooling rate observed for TVAs from 1 to 7 %. However, Thompson et al. (2008) recommended a TVA of just 5 %, to minimise compression strength loss in the carton. This recommendation coincides with observations by Berry et al. (2015), who reported that the majority of telescopic cartons used for export have an average TVA of 4 %.
The presence of internal packaging inside cartons packed with fruit can further influence air distribution and cooling efficiency during precooling. For example, Anderson et al. (2004) demonstrated that airflow distribution to the horticultural produce could be considerably improved if the carton vent hole configuration was designed to work in concert with the geometry of the internal packaging.
The above discussion emphasises the fact that there are several competing parameters determining optimal vent hole design. It is thus necessary to apply a multiparameter evaluation method to identify an optimal compromise between the different package functionalities. Cold storage efficiency can be evaluated based on several criteria including cooling rate, cooling uniformity and contribution of the package to the FAC fan’s energy consumption. In addition, the selected vent hole design has a significant effect on carton’s mechanical strength (Han and Park 2007). The vent hole design should, therefore, also be guided by past studies on box strength or be evaluated through an analysis using either experimental tests such as box compression tests (BCTs) or numerically through finite element analysis (Frank 2014; Pathare and Opara 2014). Product cooling can be approached either numerically using computational fluid dynamics (CFDs) or experimentally using wind tunnels (Opara and Zou 2007; Smale et al. 2006; Vigneault and de Castro 2005; Zou et al. 2006a, b). Product cooling rate and heterogeneity noticeably influences the deterioration rate and spatial distribution of fruit quality in packaging. Another important quality parameter is moisture loss, where the transpiration coefficient indicates the overall rate of moisture loss of a fruit and is a function of the vapour pressure difference between the cellular tissue surface and the surrounding air. However, moisture loss is usually very low during FAC (<1 %) since most FAC procedures occur at high RH values over short durations (Thompson et al. 2008). Energy consumption during FAC is mainly a function of packaging resistance to airflow and the duration of the FAC process (overall cooling time). Fan energy consumption can thus best be reduced by decreasing the pressure drop that needs to be overcome by the FAC fan through improvements in carton design, such as increasing TVA (Thompson et al. 2010).
A wide range of packaging vent design configurations is used in the fresh fruit industry (Berry et al. 2015). In their recent study, Delele et al. (2013a, b) investigated the effects of vent hole design on cooling properties and pressure drop. However, the effect of internal packaging was not included in the designs and the evaluation parameters did not consider package-related energy consumption. Many currently implemented carton designs in the fruit industry have been produced through a process of trial and error and it is expected that significant improvements in performance are still possible (Berry et al. 2015; Cagnon et al. 2013). Future carton design recommendations should, therefore, incorporate the presence of internal packaging (Pathare et al. 2012). In addition, evaluations should integrate the various package performance parameters (e.g. cooling rate) to emphasise carton design effectiveness and energy use efficiency.
The aim of this study was to evaluate the effect of vent hole designs and trays (internal packaging) on the fruit cooling behaviour during FAC of cartons packed with apple fruit. A multiparameter analysis technique was proposed to evaluate the cooling characteristics of three new vent hole designs against a standard design currently implemented in commercial fruit export. The multiparameter strategy used CFD simulations to evaluate airflow and cooling parameters.
Material and Methods
Numerical Model
Carton Geometry
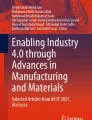
Four vent hole designs, with equal TVAs (4 %), were evaluated for a telescopic carton (500 × 333 × 270 mm) with the same geometrical dimensions (Fig. 1). The Standard Vent design, often with the addition of trays, is implemented extensively in apple fruit export cold chain (Berry et al. 2015). Variations of the Standard Vent design are also frequently observed in other locations and for different produce types, such as pear fruit. The Multivent (MV) and Altvent (AV) designs were proposed in this study as designs that may improve airflow distribution between the packed fruit when trays are present. The Edgevent (EV) design was proposed based on similar recent designs that were successfully tested and implemented for citrus fruit cartons (Defraeye et al. 2013a, 2014; Delele et al. 2013a). In addition, the proposed designs were configured to maximise ventilation alignment during pallet stacking.

Geometry and diagram of the cartons: Standard Vent, Edgevent, Altvent, and Multivent. Dashed line indicates positions of the five trays; FAC was examined through the 500 × 270 mm face only
Operating Conditions
Horizontal airflow, as induced in FAC conditions, was evaluated through the four carton designs (with and without trays) using CFD. The duct and package geometries and the CFD models are shown in Fig. 2. Some simplifications were introduced to reduce computational cost: (i) only a single carton was used, where in reality, several cartons are stacked next to each other on a pallet and (ii) the carton walls and trays were modelled as surfaces with no thickness, but the thickness was included in thermal conductivity predictions. Individual apple fruits were modelled discretely as spheres (Ø 72.36 mm), with each carton holding 150 fruits packed across 5 layers of trays using a staggered packing configuration. Simulations of cartons packed without trays used the same geometrical models as cartons packed with trays; however, the trays were considered permeable to airflow by setting the respective boundary conditions to ‘interior’ as offered from the Fluent solver (ANSYS 2014). Furthermore, the vent holes in the carton walls were also specified as interior surfaces. Fruit volumes were trimmed by 2.5 mm at points of contact with other fruit, trays and the carton walls to facilitate meshing. The length of the upstream and downstream sections of the domain was determined to limit the influence of the inlet and outlet boundaries.

Duct, package geometries, and boundary conditions for a single carton
The inlet boundary condition was set as a uniform velocity inlet, with low turbulence intensity (0.05 %). Three airflow rates were evaluated, namely 0.33, 1.00, 3.00 L s−1 kg−1, which are representative for FAC flow rates in reality (Brosnan and Sun 2001; de Castro et al. 2004a; Thompson et al. 2008). Reynolds numbers for flow inside the carton thus ranged between 1300 and 12,300, indicating both transitional and turbulent flow regimes. The inflow air temperature was set to −0.5 °C, as used in the pome fruit industry. The ambient atmospheric pressure was set at the outlet boundary condition. Thermal properties of the corrugated fibreboard cartons, expanded polystyrene trays and ‘Granny Smith’ apples were kept constant, irrespective of temperature. Input parameters and boundary layer conditions are listed in Table 1. Values for air, Granny smith apples, corrugated fibreboard and expanded foam polystyrene trays were determined from ASHRAE (2013), Ramaswamy and Tung (1981), Ho et al. (2010) and Margeirsson et al. (2011), respectively.
Numerical Simulation
For each carton design, a hybrid grid (tetrahedral and hexahedral cells) was created, with 3.90 × 106, 3.89 × 106, 3.89 × 106 and 4.05 × 106 computational cells for the ST, EV, AV and MV designs, respectively. These computational grids were based on a grid sensitivity analysis using Richardson extrapolation (Celik et al. 2008). The resulting spatial discretisation error estimate was around 5.0 % for the average heat transfer rate across fruit surface and 0.14 % for the wall shear stress at the fruit surfaces.
The accuracy of CFD simulations, based on Reynolds-averaged Navier Stokes (RANS), is strongly dependent on the turbulence modelling and boundary-layer modelling approaches used. Regarding turbulence modelling, the shear stress transport (SST) k–ω model (Menter 1994) was applied in this study as many previous studies presented successful validation for similar cold storage applications with satisfactory agreement with experimental data (Ambaw et al. 2013; Defraeye et al. 2013a,b; Ferrua and Singh 2009, 2011; Delele et al. 2008, 2013a, b).
Regarding boundary layer modelling, a fine boundary layer mesh is required for low Reynolds number modelling. The complex geometry of most horticultural systems makes such high-resolution meshing around walls such as the cartons and fruit difficult and also entails a large computational cost. Wall functions are, therefore, applied instead of low Reynolds number modelling which significantly reduces computational cost, while still providing satisfactory accuracy (Defraeye et al. 2012, 2013b; Hu and Sun 2001). Boundary conditions along the sides of the computational domains leading to the carton (duct) were modelled as symmetry planes (slip walls), which assumed the normal velocity components and normal gradients at the boundary were zero. The carton and tray boundary conditions inside the domain were specified as no-slip walls with zero roughness.
ANSYS-Fluent 15 (ANSYS FLUENT Release 15.0, ANSYS.Inc, Canonsburg, Pennsylvania, USA) CFD software code was used in this study. Second-order discretisation schemes were used throughout and SIMPLE algorithm (Patankar and Spalding 1972) was used for pressure–velocity coupling. Both buoyancy and radiation were assumed negligible during FAC and were thus not considered in these simulations. Moreover, respiration heat was also considered negligible as apple fruit have relatively low respiration rates (Thompson et al. 2008). Finally, fruit mass loss and the latent heat of evaporation were not explicitly included in this model. Iterative convergence was determined by monitoring the velocity, turbulent kinetic energy, shear stress and temperature along specific boundaries (surface-averaged values) and in the flow field, volume-averaged over the carton.
Steady-state simulations were run prior to transient simulations, in order to obtain flow fields and the initial temperature conditions. The fruit temperature was fixed to the initial condition (20 °C) and the inlet air was set to standard FAC precooling temperatures (−0.5 °C). Flow calculations were disabled during transient simulation, which was possible as the flow field is steady over time and buoyancy was not included in this model. The computational cost was thus reduced, as only the energy equation was solved for the transient cooling. Transient simulations were run for 12 h, with time steps of 2.5 min, as determined from a temporal sensitivity analysis. Simulation time took about 96 h on an Intel® core™ i7-4770 CPU (3.4 GHz) with 32 GB of RAM (Defraeye et al. 2013a, b).
Evaluation of Package Functionalities
Cooling Rate and Uniformity
Fruit cooling rate was evaluated using the seven-eighths cooling time (SECT in hours; t s in seconds), which is defined as the period needed to cool the produce to seven-eighths of the temperature difference between initial temperature and set air temperature (Becker and Fricke 2004). The dimensionless temperature (Y) over time (t) is used to determine the cooling curve (Defraeye et al. 2015a, b; Dincer 1995) using Eq. 1. The SECT can thus be identified as the time required for Y to equal 0.125:
where T is the fruit temperature at a certain time (t), T i is the initial fruit temperature (20 °C), T ref is the incoming temperature as set for the FAC room, j is the lag factor and C is the cooling coefficient.
The SECT was used in this study as FAC facilities often conclude precooling when the seven-eighths cooling temperature is reached and allows the remaining heat to be removed during storage (static cooling). Temperatures were monitored based on volume-averaged values of each combined fruit layer (30 fruit), as well as point monitors at the core of a centrally positioned fruit of the middle fruit layer (third tray).
Another useful performance parameter is the convective heat transfer coefficient (CHTC) at the surfaces of the apples, which is calculated using Eq. 2:
where h (W m−2 K−1) is the CHTC, q c,w (J s−1 m−2) is the convective heat flux at the air–fruit interface, T w is the fruit surface temperature and T ref is the reference or incoming air temperature (T ref = −0.5°C).
The CHTC serves as a convenient method of quantifying heat exchange at air–material interfaces in complex simulation problems. In this study, the CHTC was only evaluated at the start of FAC (steady-state simulations), so with T w = 20 °C, which was uniform across all fruit surfaces. This CHTC thus directly reflects the magnitude of the heat flux, as the temperature difference (T w − T ref ) value was constant across all measured surfaces. Furthermore, cooling heterogeneity in each carton was quantified by determining the relative standard deviation (RSD) of the CHTC of each fruit layer; a low percentage indicates homogenous cooling and a high percentage indicates heterogeneous cooling.
FAC Energy Consumption
Resistance to airflow can be determined by relating the pressure drop over a carton (difference between inlet and outlet) to the flow rate at the inlet. Airflow resistance due to the packaged fruit is often characterised using the Darcy–Forchheimer (DF) equation (van der Sman 2002). However, the DF equation has two coefficients, namely the Darcy term and the Forchheimer term. The Forchheimer term characterises inertial effects, while the Darcy term characterises the viscous effects. The Darcy term is generally only applicable to flows with Reynolds numbers less than 2000 and was therefore ignored in this study (Verboven et al. 2006). The pressure loss coefficient (ξ; kg m−7) was determined using the pressure differential (∆P; Pa) and the flow rate (G; m3 s−1) (Defraeye et al. 2015a):
The airflow resistance due to packaging and the operational time of the precooler are the most important factors determining fan energy consumption over the course of a FAC procedure (de Castro et al. 2005; Defraeye et al. 2015a, 2014). The fan and motor efficiency were ignored as they vary depending on the facility. Equation 4 can then be used to calculate the energy consumption (E; J) by a fan when cooling a single carton packed with fruit. As such, different packaging designs can be directly compared for their package-related energy consumption:
Results and Discussion
Cooling Characteristics
Cooling Rate
Differences between point temperature monitors of a single fruit near the carton centre and volume-averaged temperature monitors using the carton-combined fruit volume were considerably influenced by the vent hole design and presence of trays (Fig. 3). Differences between the temperature values with respect to the various designs and flow rates examined ranged between 4 and 187 % when using trays and 1 and 24 % without trays. The use and placement of temperature monitors should, therefore, be carefully considered with respect to the carton design and presence of trays, as misleading readings could result in either overly extending or prematurely ending precooling periods. Commercial fruit exports are thus most at risk, as they generally limit the number of temperature sensors used per a pallet, due to the large quantities being handled (Hortgro 2012).

Seven-eighths cooling time as a function of air velocity and airflow rate for cartons packed using apples a with and b without trays. Values were taken using volume-averaged monitors and point monitors placed at the core of centrally positioned fruit (third fruit layer)
The cooling rate with respect to the SECT (volume-averaged) and the CHTC (surface-averaged) versus airflow rate are shown in Figs. 3 and 4, respectively. The CHTC is an important determinant of fruit cooling performance during commercial FAC and thus a useful parameter to identify areas of high or low heat exchange and to determine the total heat transfer from the fruit (de Castro et al. 2004a). A good correlation (R 2 = 0.99 %) between CHTC and airflow rate was found using a power-law curve, which is consistent with previous studies (Defraeye et al. 2014).

Convective heat transfer coefficient with respect to air velocity and airflow rate for cartons packed using apples both (a) with and (b) without trays
Only small differences between the ST, AV and MV carton vent designs were observed, namely, <1 % for the CHTC and <7 % for SECT. This can be attributed to similar airflow distributions between the fruit and thus comparable convective heat transfer rates (de Castro et al. 2005). In contrast to the other designs, the EV carton had a 37 ± 4 and 17 ± 1 % lower CHTC, as well as 75 ± 12 and 22 ± 9% higher SECT compared to the Standard Vent design for the carton packed with and without trays, respectively. The considerably lower cooling rates of the EV design was due to poor airflow distribution, where the vent holes at the top and bottom of the carton caused airflow to bypass the fruits packed near the vertical centre of the carton. The presence of trays further limited heat transfer to fruits packed closer to the vertical centre, thus reducing the overall fruit cooling rate.
Cooling Heterogeneity
Table 2 shows the RSD of the different cartons with and without trays at the three airflow rates tested. The top and bottom air distribution of the EV carton also resulted in high cooling heterogeneity (RSD = 70 %), which was on average 3.8 times larger than the other carton designs. Figure 5 also emphasises the cooling heterogeneity and shows that fruits positioned at the vertical centre of the EV carton were at considerably lower CHTC values when compared to similarly positioned fruit in other carton designs. Additionally, the presence of trays in the EV carton increased heterogeneity (RSD) by 87 %, as the trays further restricted vertical airflow movement.

Distribution of CHTC values over apple fruit surfaces for the Standard Vent, Edgevent, Altvent and Multivent carton designs at 1 L s−1 kg−1
The Standard Vent design produced an RSD that is half of the EV design’s, which was also influenced by the presence of trays and increased the average value by 87 % (Table 2). In contrast, the AV and MV vent hole designs had the lowest cooling heterogeneity values, producing on average an RSD one third of the Standard Vent design. The addition of trays to the AV and MV cartons slightly improved cooling uniformity compared to the other designs (Table 2), by maintaining an even distribution of airflow to each fruit layer. In contrast to the Standard Vent, these results promote the usage of the proposed AV and MV designs, which were specifically configured to evenly distribute airflow across all the fruits, irrespective of tray usage.
An alternative representation of cooling heterogeneity is shown in Fig. 6, which displays the relative frequency distribution of the average CHTC at each computational cell of the simulated fruit surfaces. Local high CHTC/CHTCave values indicate rapid cooling compared to the rest of the carton, such as fruits positioned near vent holes with incoming airflow, which may therefore be more susceptible to chilling injury. Conversely, fruit with low CHTC/CHTCave, such as fruits located downwind, in areas with low air speed, may not be sufficiently cooled at the end of the FAC procedure. Improved carton designs should produce relative distribution graphs with large peaks at CHTC/CHTCave of 1.0 and a smaller spread.

Relative frequency distribution of the average CHTC of every cell on the simulated apple fruit for the Standard Vent, Edgevent, Altvent and Multivent carton designs with trays
Figure 6 shows the distribution became skewed towards low CHTC/CHTCave at the lowest airflow rate (0.33 L s−1 kg−1). The reason for this is the large cooling heterogeneity across the horizontal axis (airflow direction). However, as flow rates increased, the relative frequency distribution progressively developed towards a more normal distribution. Increasing flow rates thus improved cooling heterogeneity (de Castro et al. 2004b) but did not generally affect cooling differences between the five fruit layers (Table 2). Figure 6 thus shows that all the vent hole designs produced more normal curve distributions at flow rates of 3.00 L s−1 kg−1. However, due to improved vent hole design, the AV and MV designs cooled considerably more uniformly than did the Standard Vent and EV designs at lower flow rates (0.33–1.00 L s−1 kg−1).
Package-Related Energy Consumption
Resistance to Airflow
The resistance to airflow of the four vent hole designs was determined by applying three consecutive airflow rates and monitoring the corresponding pressure drop over the package. The results are shown in Fig. 7, where the pressure drop ranged between 10 and 1560 Pa for airflow rates between 0.33 and 3.00 L s−1 kg−1. Resistance to airflow was then quantified using the pressure loss coefficient (ξ) as shown in Table 3, which was calculated by correlating Eq. 3 to the respective data points.

Pressure drop as a function of air speed and airflow rate for cartons packed using apples with and without trays
Figure 7 and Table 3 show that the addition of trays did not meaningfully influence (<1 %) the resistance to airflow in the EV carton, as it did in the other carton designs. Moreover, the EV carton had the lowest resistance to airflow of all the carton designs examined. This can again be attributed to the vent hole positions which were located at the top and bottom of the carton. Airflow thus progressed along the top and bottom walls of the carton (Fig. 5) where apples are less densely packed, resulting in lower resistance to airflow and the circumvention of areas containing trays. These results are similar to observations made by Defraeye et al. (2013a) and Delele et al. (2013a) when using similar EV vent hole designs on smaller citrus cartons (400 × 300 × 270 mm) with no internal packaging (trays).
Furthermore, almost no difference (<1 %) was observed in resistance to airflow between the Standard Vent and AV cartons when packed without trays, but on average, the carton designs had a 29 % larger pressure loss coefficient than did the EV cartons. The similar Standard Vent and AV results can be explained by the comparable vent hole shapes, which were both vertical oblong. However, the Standard Vent vent holes were positioned near the vertical centre and the AV vent holes were in alternating high and low positions (Fig. 1). The benefit of the AV vent hole design was, therefore, best observed with the addition of trays, where the pressure loss coefficient of the Standard Vent carton increased by 33 % and the AV only increased by 13 % (Table 3). The vertical staggered positioning of the AV vent holes thus allowed air to be distributed more evenly across the multiple trays (fruit layers). In contrast, the Standard Vent vent holes distributed a majority of the airflow to only one fruit layer (Fig. 1).
Finally, the MV carton had a pressure loss coefficient of 35 and 21 % smaller than that of the Standard Vent carton design when packed with and without trays, respectively. However, the MV still had a resistance to airflow slightly larger to the EV cartons (<13 %). Consequently, the MV and EV vent hole designs generated a much lower resistance to airflow compared to those of the Standard Vent or AV cartons. However, note that these results only target the resistance to airflow, whereas cooling performance should also be accounted for when evaluating package performance.
Package-Related Energy Consumption
The resistance to airflow of packaged fruit determines the FAC equipment’s working point and thus the power needed to maintain a specific flow rate during FAC. The MV and EV cartons thus required less power to achieve similar FAC flow rates, compared to the AV and Standard Vent cartons. However, the total energy consumption needed to reach the seven-eighths cooling temperature is a function of both the FAC equipment’s power usage (ξG3; W) and the duration (t s ) of the FAC procedure (Eq. 4). It should also be noted that the package-related power consumption (Eq. 4) increases non-linearly with the airflow rate and also depends on the fan and motor efficiencies (Defraeye et al. 2015b).
Fruit cooling rate is determined by the temperature difference between the fruit and the neighbouring air. This in turn is dependent on the geometry of the packaging (ventilated carton design, internal packaging and fruit), which influences the air distribution and velocity amongst the packed fruits. The MV carton design (with trays) produced an even airflow distribution across the fruit and therefore averaged a SECT of 3.1 h with a standard deviation between the five fruit layers of 0.1 h. In contrast, the unventilated (Fig. 1), centrally positioned fruit layers of the EV carton design (with trays) were exposed to less cooling airflow, resulting in a SECT (volume-averaged) of 8.9 h, compared to the top and bottom fruit layers which cooled at an average SECT of 3.8 h (results not shown). The total fruit cooling rate of the EV carton design was thus extended as a result of uneven airflow distribution.
FAC is utilised in cold storage to decrease fruit cooling durations and should therefore be completed within a set periods of time, which is accomplished by adjusting the power usage of the fan. The relationship between FAC power consumption and SECT is thus a relevant performance parameter for practitioners in the cold chain, as it quantifies the FAC energy efficiency of a package (Defraeye et al. 2015b; Thompson et al. 2010). To quantify the carton designs’ FAC efficiency, the curve produced from the package-related power consumption (W) versus the SECT was plotted in Fig. 8. The data points were correlated using a power-law curve (E = αt s b; adjusted R 2 ≥ 0.999) and the resulting parameters are shown in Table 4. The b parameter showed a rather constant value (−6.00), which left the α parameter to be used as the only variable term to collectively quantify the various vent hole designs according to forced-air cooling efficiency.

Ventilation power usage (logarithmic scale) versus seven-eighths cooling time for cartons packed using apples a with and b without trays
Although low resistance to airflow values were observed in the EV carton design, without trays, the EV design required 65 % more energy to reach the necessary seven-eighths cooling temperature compared to the Standard Vent design (Fig. 8), due to the longer SECT. Furthermore, the addition of trays to the EV carton increased the energy consumption by a factor of 7. Relatively similar energy consumption curves were observed between the Standard Vent and AV designs without trays. However, with the addition of trays, the energy consumption of the Standard Vent carton increased by 31 % and the AV carton actually decreased by 27 % as a result of the trays more evenly redistributing cool air to the fruit (Fig. 8). Finally, the MV carton design cooled the most efficiently, reducing energy consumption by 58 and 25 % compared to the Standard Vent carton when packed with and without trays, respectively. Use of the MV vent hole design is thus the most promising design to reduce energy consumption during FAC. However, the AV vent hole design may offer an acceptable alternative if the MV carton design is rejected due to other performance parameters.
Conclusions
This study implemented a multiparameter approach to the evaluation of one commercially used and three new horticultural packaging designs with different vent hole configurations. In addition, the effect of trays (internal packaging) on the various packaging designs was also examined. To achieve this, computational fluid dynamics was used to evaluate each carton design during forced-air cooling according to several performance criteria. These included cooling rate, uniformity, resistance to airflow and package-related energy consumption. The relationship between cooling rate and package-related power consumption was also combined into a single performance parameter (forced-air cooling efficiency), on the principle that forced-air cooling needs to meet certain time constraints within the cold chain.
The Altvent vent hole design was proposed in this study as a modification of the commercially used Standard Vent design. Without trays, the Standard Vent carton design had a similar forced-air cooling efficiency to the Altvent carton design. However, with trays, the Standard Vent design decreased in forced-air cooling efficiency and cooling uniformity as a result of the upper and lower fruit layers being short circuited from air distribution. Conversely, trays improved cooling uniformity in the Altvent design, as all fruit cooled relatively homogenously since each fruit layer was well ventilated.
A variation of the Edgevent vent hole design is actively used in the citrus fruit packaging where it has shown improved performance versus other commercial designs. The Edgevent design mostly distributes air along the top and bottom walls of the carton and therefore bypasses fruits located near the centre of the carton, resulting in low cooling uniformity and forced-air cooling efficiency Furthermore, the addition of trays considerably increased cooling heterogeneity and the package-related power consumption to force air through by means of fans. The Edgevent vent hole design is therefore not suitable for use in fruit packaging in combination with trays. However, due to the Edgevent design’s low resistance to airflow, it may provide better cold air penetration in large stacking volumes compared to other designs, in situations such as when only low power fans are available.
The Multivent design used multiple vent holes across the carton wall to distribute air evenly between the fruits. The Multivent carton design cooled more efficiently and uniformly than did any of the other carton designs and demonstrated improved performance with the addition of trays to the cartons. Energy usage and cooling uniformity (relative standard deviation) values compared to the commercially implemented Standard Vent design was thus reduced by 43 and 71 %, respectively. The Multivent design therefore offers a favourable alternative over the other examined vent hole designs and emphasised the benefits of matching a carton’s vent hole design to the packages’ internal geometry (internal packaging and fruit). It should be noted, however, that other performance parameters may also need to be included into the design’s final evaluation before commercial implementation. For example, the vent hole configuration has a significant effect on mechanical strength, which will need to be compensated for with thicker materials, resulting in higher production costs. Future carton design assessments should therefore extend this multiparameter evaluation approach to additional performance parameters.
References
Ambaw, A., Verboven, P., Delele, M. A., Defraeye, T., Tijskens, E., Schenk, A., & Nicolaı̈, B. M. (2013). CFD Modelling of the 3D spatial and temporal distribution of 1-methylcyclopropene in a fruit storage container. Food and Bioprocess Technology, 6(9), 2235–2250.
Anderson, B. A., Sarkar, A., Thompson, J. F., & Singh, R. P. (2004). Commercial-scale forced-air cooling of packaged strawberries. Transactions of the ASAE, 47(1), 183–190.
ANSYS. (2014). ANSYS fluent 15.0 user’s guide. Canonsburg: Ansys Inc.
ASHRAE. (2013). ASHRAE handbook – fundamentals (SI ed.).
Becker, B. R., & Fricke, B. A. (2004). Heat transfer coefficients for forced-air cooling and freezing of selected foods. International Journal of Refrigeration, 27(5), 540–551.
Berry, T. M., Delele, M. A., Griessel, H., & Opara, U. L. (2015). Geometric design characterisation of ventilated multi-scale packaging used in the South African pome fruit industry. Agricultural Mechanization in Asia, Africa, and Latin America, 46(3), 34–42.
Brosnan, T., & Sun, D. W. (2001). Precooling techniques and applications for horticultural products—a review. International Journal of Refrigeration, 24(2), 154–170.
Cagnon, T., Méry, A., Chalier, P., Guillaume, C., & Gontard, N. (2013). Fresh food packaging design: a requirement driven approach applied to strawberries and agro-based materials. Innovative Food Science & Emerging Technologies, 20, 288–298.
Celik, I. B., Ghia, U., Roache, P. J., Freitas, C. F., Coleman, H., & Raad, P. E. (2008). Procedure for estimation and reporting of uncertainty due to discretization in CFD applications. Journal of Fluids Engineering, 130(7), 078001.
De Castro, L. R., Vigneault, C., & Cortez, L. A. B. (2004a). Effect of container opening area on air distribution during precooling of horticultural produce. Transactions of the ASAE, 47(6), 2033–2038.
De Castro, L. R., Vigneault, C., & Cortez, L. A. B. (2004b). Container opening design for horticultural produce cooling efficiency. Journal of Food, Agriculture and Environment, 2(1), 135–140.
De Castro, L. R., Vigneault, C., & Cortez, L. A. B. (2005). Effect of container openings and airflow rate on energy required for forced-air cooling of horticultural produce. Canadian Biosystems Engineering, 47, 1–9.
Defraeye, T., Cronjé, P., Berry, T. M., Opara, U. L., East, A. R., Hertog, M. L. A. T. M., et al. (2015a). Towards integrated performance evaluation of future packaging for fresh produce in the cold chain. Trends in Food Science & Technology, 44(2), 201–225.
Defraeye, T., Herremans, E., Verboven, P., Carmeliet, J., & Nicolaı̈, B. M. (2012). Convective heat and mass exchange at surfaces of horticultural products: a microscale {CFD} modelling approach. Agricultural and Forest Meteorology, 162–163, 71–84.
Defraeye, T., Lambrecht, R., Delele, M. A., Tsige, A. A., Opara, U. L., Cronjé, P., et al. (2014). Forced-convective cooling of citrus fruit: Cooling conditions and energy consumption in relation to package design. Journal of Food Engineering, 121, 118–127.
Defraeye, T., Lambrecht, R., Tsige, A. A., Delele, M. A., Opara, U. L., Cronjé, P., et al. (2013a). Forced-convective cooling of citrus fruit: Package design. Journal of Food Engineering, 118(1), 8–18.
Defraeye, T., Verboven, P., Opara, U. L., Nicolaı̈, B. M., & Cronjé, P. (2015b). Feasibility of ambient loading of citrus fruit into refrigerated containers for cooling during marine transport. Biosystems Engineering, 134, 20–30.
Defraeye, T., Verboven, P., & Nicolaı̈, B. M. (2013b). CFD modelling of flow and scalar exchange of spherical food products: Turbulence and boundary-layer modelling. Journal of Food Engineering, 114(4), 495–504.
Delele, M. A., Ngcobo, M. E. K., Getahun, S. T., Chen, L., Mellmann, J., & Opara, U. L. (2013a). Studying airflow and heat transfer characteristics of a horticultural produce packaging system using a 3-D CFD model. Part II: effect of package design. Postharvest Biology and Technology, 86, 546–555.
Delele, M. A., Ngcobo, M. E. K., Getahun, S. T., Chen, L., Mellmann, J., & Opara, U. L. (2013b). Studying airflow and heat transfer characteristics of a horticultural produce packaging system using a 3-D CFD model. Part I: model development and validation. Postharvest Biology and Technology, 86, 536–545.
Delele, M. A., Tijskens, E., Atalay, Y. T., Ho, Q. T., Ramon, H., Nicolaı̈, B. M., & Verboven, P. (2008). Combined discrete element and CFD modelling of airflow through random stacking of horticultural products in vented boxes. Journal of Food Engineering, 89(1), 33–41.
Dincer, I. (1995). Air flow precooling of individual grapes. Journal of Food Engineering, 26, 243–249.
Ferrua, M. J., & Singh, R. P. (2009). Modeling the forced-air cooling process of fresh strawberry packages, Part I: numerical model. International Journal of Refrigeration, 32(2), 335–348.
Ferrua, M. J., & Singh, R. P. (2011). Improving the design and efficiency of the forced-air cooling process of fresh strawberries using computational modeling. Procedia Food Science, 1, 1239–1246.
Frank, B. (2014). Corrugated box compression—a literature survey. Packaging Technology and Science, 27(2), 105–128.
Han, J., & Park, J. M. (2007). Finite element analysis of vent/hand hole designs for corrugated fibreboard boxes. Packaging Technology and Science, 20(1), 39–47.
Ho, S. H., Rahman, M. M., & Sunol, A. K. (2010). Analysis of thermal response of a food self-heating system. Applied Thermal Engineering, 30(14-15), 2109–2115.
Hortgro. (2012). South African pome fruit industry packaging material guidelines 2012.
Hu, Z., & Sun, D.-W. (2001). Predicting the local surface heat transfer coefficients by different turbulent k–e models to simulate heat and moisture transfer during air-blast chilling. International Journal of Refrigeration, 24(7), 702–717.
Kader, A. A. (2002). Postharvest technology of horticultural crops (3rd ed.). Davis, California: University of California Department of Agriculture and Natural Resources.
Margeirsson, B., Gospavic, R., Pálsson, H., Arason, S., & Popov, V. (2011). Experimental and numerical modelling comparison of thermal performance of expanded polystyrene and corrugated plastic packaging for fresh fish. International Journal of Refrigeration, 34(2), 573–585.
Menter, F. R. (1994). Two-equation eddy-viscosity turbulence models for engineering applications. AIAA Journal, 32(8), 1598–1605.
Opara, U. L., & Zou, Q. (2007). Sensitivity analysis of a CFD modelling system for airflow and heat transfer of fresh food packaging: inlet air flow velocity and inside-package configurations. International Journal of Food Engineering, 3(5), Article 16.
Patankar, S. V., & Spalding, D. B. (1972). A calculation procedure for heat, mass and momentum transfer in three-dimensional parabolic flows. International Journal of Heat and Mass Transfer, 15(10), 1787–1806.
Pathare, P. B., & Opara, U. L. (2014). Structural design of corrugated boxes for horticultural produce: a review. Biosystems Engineering, 125, 128–140.
Pathare, P. B., Opara, U. L., Vigneault, C., Delele, M. A., & Al-Said, F. A. J. (2012). Design of packaging vents for cooling fresh horticultural produce. Food and Bioprocess Technology, 5(6), 2031–2045.
Ramaswamy, H. S., & Tung, M. A. (1981). Thermophysical properties of apples in relation to freezing. Journal of Food Science, 46(3), 724–728.
Ravindra, M. R., & Goswami, T. K. (2008). Comparative performance of precooling methods for the storage of mangoes (mangifera indica l. Cv. Amrapali). Journal of Food Process Engineering, 31(3), 354–371.
Salisbury, F. B., & Ross, C. W. (1991). Plant Physiology (4th ed.). Belmont, CA: Wadsworth.
Smale, N. J., Moureh, J., & Cortella, G. (2006). A review of numerical models of airflow in refrigerated food applications. International Journal of Refrigeration, 29, 911–930.
Thompson, J. F., Mejia, D. C., & Singh, R. P. (2010). Energy use of commercial forced-air coolers for fruit. Applied Engineering in Agriculture, 26(5), 919–924.
Thompson, J. F., Mitchell, F. G., Rumsey, T. R., Kasmire, R. F., & Crisosto, C. H. (2008). Commercial cooling of fruits, vegetables, and flowers (revised.). Oakland, California: University of California Department of Agriculture and Natural Resources.
Van der Sman, R. G. M. (2002). Prediction of airflow through a vented box by the Darcy–Forchheimer equation. Journal of Food Engineering, 55(1), 49–57.
Verboven, P., Flick, D., Nicolaı̈, B. M., & Alvarez, G. (2006). Modelling transport phenomena in refrigerated food bulks, packages and stacks: basics and advances. International Journal of Refrigeration, 29(6), 985–997.
Vigneault, C., & de Castro, L. R. (2005). Produce-simulator property evaluation for indirect airflow distribution measurement through horticultural crop package. Journal of Food, Agriculture and Environment, 3(2), 93–98.
Vigneault, C., & Goyette, B. (2002). Design of plastic container opening to optimize forced-air precooling of fruits and vegetables. Applied Engineering in Agriculture, 18(1), 73–76.
Zou, Q., Opara, U. L., & McKibbin, R. (2006a). A CFD modeling system for airflow and heat transfer in ventilated packaging for fresh foods: II. Computational solution, software development, and model testing. Journal of Food Engineering, 77(4), 1048–1058.
Zou, Q., Opara, U. L., & McKibbin, R. (2006b). A CFD modeling system for airflow and heat transfer in ventilated packaging for fresh foods: I. Initial analysis and development of mathematical models. Journal of Food Engineering, 77(4), 1037–1047.
Acknowledgments
This work was based upon research supported by the South African Research Chairs Initiative of the Department of Science and Technology and National Research Foundation. Numerical computations were performed on the ETH Zürich cluster Brutus. We acknowledge the support of the South African Postharvest Innovation (PHI) Programme (“Packaging of the Future”), World Food System Center (WFSC) of ETH Zürich, and IWT (Flanders) (project 120475).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Berry, T.M., Defraeye, T., Nicolaї̈, B.M. et al. Multiparameter Analysis of Cooling Efficiency of Ventilated Fruit Cartons using CFD: Impact of Vent Hole Design and Internal Packaging. Food Bioprocess Technol 9, 1481–1493 (2016). https://doi.org/10.1007/s11947-016-1733-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11947-016-1733-y