
Abstract
To effectively separate the useful minerals from Bayan Obo ore, the grinding behavior and dissociation characteristics were studied in the research. The results indicated that while using 1 kg of sample at 4 kW for 60 s, the particle yield of the – 74 µm range increased by 13.66% compared with that of untreated ore. For the – 45 µm range, the particle yield increased from 38.93 wt.% for untreated ore sample to 55.23 wt.% for treated ore sample. The D(50) and D(90) of the treated sample grinding products were smaller than those of the untreated sample by 57.37% and 33.45%, respectively. In addition, the monomer dissociation degrees of magnetite and rare earth minerals increased by 13.49% and 29.18% compared to untreated ore while reaching 60.84 wt.% and 62.60 wt.%, respectively. Furthermore, the yield and dissociation degrees of fine particle (− 45 µm) of rare earth minerals increased by 19.29% and 12.55% compared to untreated ore. Many intergranular cracks and penetrating cracks were generated among minerals after the microwave treatment, which weakened the bonding strength of minerals and decreased the number of interlocked particles to facilitate the liberation of useful minerals during the grinding process.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With a variety of minerals and complex composition, Bayan Obo ore is one of the rare large-scale polymetallic ores found in the world.1,2 The world's largest iron-rare earth-niobium co-generation ore was found to consist of 71 elements and > 114 minerals, among which iron, rare earth, thorium and niobium contents were about 34%TFe, 5–6% REO (rare earth oxide), 0.02%ThO2 and 0.05–1%Nb2O5, respectively.2,3,4 The reported total reserves were at least 1.5 billion metric tons of iron (average grade 35%), 48 million tons of REO (average grade 6%) and about 1 million tons of niobium (average grade 0.13%).5,6,7,8 The major rare earth minerals were bastnaesite and monazite, followed by numerous types of RE–Nb minerals such as aeschynite, fergusonite and columbite. RE minerals with close association to iron ores were obtained from the iron tailing of dressing plant.6,7,8,9 The chemical composition and mineral structure of Bayan Obo ore are characterized as "many, poor, fine, miscellaneous and scattered." Most useful minerals are dispersed in the matrix by mechanical inclusions having rare earth minerals with a tiny particle size of 0.01–0.07 mm and iron minerals with a broad particle size of 0.01–0.2 mm.4,7,9,10,11,12 Almost 90% of the particle size is < 0.1 mm, which leads to difficulties in grinding, separation and selection.4,7,9,10,11,12 This above feature makes the useful single mineral difficult to liberate and easily become mud, so this ore is very hard to separate. Following the current policy of giving priority to iron selection and comprehensive utilization of other resources, the "weak magnetic-strong magnetic-flotation" technology is adopted to recover iron and rare earth from ore.7,13,14 However, the overall utilization rate of resources is low with iron, rare earth and niobium being 70%, 10% and 5%, respectively.7,8,10 Moreover, the concentrate grade is low.7,8,10 Increasing further mineral recovery is the key to improving mineral dissociation degree and separation effects. Meanwhile, traditional comminution processes require a great deal of energy to separate useful minerals from ores (grinding particle size of – 200 mesh up to 90%), which poses major economic and environmental issues.7,8,10,15 Therefore, it is urgent to develop a novel process that can utilize Bayan Obo ore efficiently and cleanly.
The microwave is an efficient processing technique that uses weak energy such as electromagnetic waves, electromagnetism fields, etc., in processing of ores, food and agricultural products.16,17 Compared with conventional heating methods, the major advantages of using microwave heating for industrial processing include rapid heat transfer, volumetric and selective heating, small and cleaning equipment, quick on/off time and pollution-free environment.18,19 Accordingly, microwave energy is applied in metallurgy and mineralogy for various processes such as drying, calcination, leaching, refining and ore processing.20,21,22,23,24 Compared with traditional ore pretreatment methods, microwave pretreatment is beneficial to saving energy and time, improves mineral yield and concentrate grade and is good for commercial operation.25,26,27 To separate valuable minerals, microwave technology has been used in the pretreatment of chalcopyrite, siderite, ludwigite, pyrite, galena and other ores, and it has obtained satisfactory results.26,27,28,29,30,31,32,33 Therefore, the effects of microwave pretreatment on the grinding behaviors and dissociation characteristics of Bayan Obo ore were studied in the research.
Given the successful application of microwave pretreatment to different types of ore, the research investigated the effects of microwave heating on the grinding behavior and dissociation characteristic by analyzing particle size distribution, monomer dissociation and the embedded relationships of various minerals in Bayan Obo. This study proposed microwave pretreatment to improve the dissociation degree of valuable mineral and grinding efficiency, which could improve the yield of valuable minerals and grade of concentrate and decrease the energy consumption during the crushing and grinding technologies. This study is in line with the clean smelting, green smelting and double carbon policy proposed by the state, and it has a good industrial application prospects.
Experimental
Materials
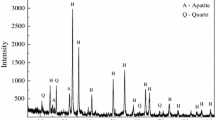
Bayan Obo ore was supplied by Baogang Group Co., Ltd., China. Ore samples of appropriate size fractions were prepared by crushing and sieving. The chemical compositions of the ore are given in Table I. The ore mainly included 33.54 wt.% TFe, 6.85 wt.% F and 5.85 wt.% REO as the main useful components. As the main matrix components, the content of CaO, SiO2 and MgO was determined to be 12.95 wt.%, 10.65 wt.% and 3.60 wt.%, respectively. A minor amount (< 2%) of Al2O3, Na2O, Ba and S was found to be present. Magnetite, hematite, fluorite, carbonate minerals and rare earth minerals were determined to be the primary mineralogical phases in ore. They were detected using an automatic mineral parameter analysis system and mineral phase analysis equipment, as shown in Tables I, II and Fig. 1.

X-ray diffraction pattern of Bayan Obo ore.
Meanwhile, the distribution of main elements in ore was analyzed as shown in Figs. 2 and 3. As can be seen from Figs. 2 and 3, the bright white minerals were rare earth minerals, the gray minerals were iron minerals, and the other color minerals were gangue minerals. The particle sizes of iron minerals and rare earth minerals were < 60 µm, and they were wrapped or embedded in gangue, which increased the difficulty of liberation and grinding consumption. Furthermore, the types of rare earth minerals such as bastnaesite, monazite and huanghoite were present in low content in Bayan Obo ore; hence, they were collectively referred to as rare earth minerals for convenience.

Mineralogical phase components of Bayan Obo ore.

Distribution of main elements in ore.
Experimental Procedure
Ore samples were placed in a microwave oven at discontinuous output powers of 2 kW, 3 kW and 4 kW with different heating times in air atmosphere. The Type-K thermocouple was used to measure the sample temperature during the experimental process. After heating, ore sample was cooled to room temperature in the furnace.
Subsequently, the microwave-treated and untreated ore samples were crushed to < 5 mm size using a jaw crusher. About 500 g of crushed sample with 70% pulp concentration was ground for 6 min at a speed of 96 + 2 r/min using a ball mill with a cone volume of 6.5 L. In addition, 11.09 kg steel balls were used as medium in the experiment. The grinding products of different process were screened into size fractions and analyzed for particle size distribution, embedded characteristics, mineral dissociation characteristics and interlocked particles. In addition, the macroscopic and microscopic structures of the ore were studied under different conditions to clarify the grinding mechanism of Bayan Obo ore by microwave. The entire process flow is shown in Fig. 4.

Microwave pretreatment technology for Bayan Obo ore.
Analytical Methods
The samples were characterized by phase compositions, microstructures, particle characteristics, mineral dissociation, embedded characteristics and interlocked particles. The phase compositions of ore samples were demonstrated by XRD (XRD; PANalytical, The Netherlands) with Cu Ka radiation at 8°/min. The micro-morphological characteristics and chemical analysis were studied with SEM and EDS (SEM-EDS; Sigma 500, Carl Zeiss, Germany). The particle size distribution of grinding ore samples was analyzed by laser diffraction and scattering technique using a laser-diffraction analyzer (Mastersize 2000, Malvern Instruments Ltd., Malvern, UK). The mineral dissociation analyzer system (MLA 650, FEI, USA) was employed to characterize the mineral dissociation, embedded characteristics and interlocked particles.
Reaults and Discussion
Effect of Microwave Pretreatment on the Comminution of Bayan Obo Ore
Table III shows the particle yield of crushed products with different treatment processes. It demonstrates that microwave heating at 4 kW for 60 s (about 498°C) has a positive impact on the crushing results of ore samples. The quality fraction of crushing products in the + 2.0 cm size range decreased from 46.23 wt.% (untreated ore sample) to 9.56 wt.% (treated ore sample). For the – 0.5 cm size range, the particle size increased from 15.31 wt.% for the untreated ore sample to 38.65 wt.% for the treated ore sample. For the intermediate particle size (in – 2.0 + 1.0 cm size range), the microwave pretreatment had little effect on particle size.
Table IV presents the mass fraction of different grain grades of grinding product after wet-ball grinding for 6 min. As can be clearly seen, the mass fractions of coarse fraction (in the + 74 µm range) increased from 12.57 wt.% for treated ore samples to 26.23 wt.% for untreated ore samples. Contrary to the coarse fraction, the mass fractions of particle grades in the – 74 µm range increased from 73.77 wt.% for untreated ore samples to 87.43 wt.% for treated ore samples, demonstrating a rise of 18.52%. For the – 45 µm range, it increased from 38.93 wt.% for untreated ore samples to 55.23 wt.% for treated ore samples, demonstrating a rise of 41.87%. This result demonstrated that microwave heating was beneficial for the crushing and grinding process of Bayan Obo ore and could increase the fine grain yield.
Figure 5 shows the D(50) and D(90) for both untreated and microwave-treated ore samples at 2 kW (about 237 °C), 3 kW (about 345 °C) and 4 kW (about 498 °C) for 60 s. According to the testing results, D(50) and D(90) of treated ores were smaller than those for untreated ores. For the untreated ore samples, the D(50) and D(90) of grinding products were 35.50 µm and 84.61 μm, respectively. However, the D(50) and D(90) of the grinding products were 30.42 µm and 75.64 µm at 2 kW, 26.12 µm and 68.52 µm at 3 kW, 15.25 µm and 56.31 µm at 4 kW, respectively. Compared to the raw ore, the D(50) and D(90) were reduced by 14.31% and 10.60% at 2 kW, 25.58% and 19.02% at 3 kW, and 57.04% and 33.45% at 4 kW, respectively. This demonstrated that the appropriate increase of microwave power was beneficial to decrease the particle size of grinding products. Overall, the yield of fine particles was obviously increased after microwave pretreatment under the same ball-milling conditions, which indicated that microwave pretreatment was beneficial to improving the grindability of ore.

Cumulative size distributions of untreated and treated ore samples at different microwave powers.
The investigation on the influence of microwave heating time on the particle size distribution of grinding products is shown in Fig. 6, where the D(50) and D(90) of microwave-treated ore samples were heated for 0, 30, 60, 90 and 120 s at 4 kW. According to Fig. 6, the D(50) and D(90) of grinding products were 29.52 µm and 74.32 µm for 30 s, 15.25 µm and 56.31 µm for 60 s, 14.32 µm and 52.25 µm for 90 s, and 20.58 µm and 75.26 µm for 120 s, respectively. This indicated that appropriate extension of heat time was conducive to fine grinding of ore. The yield of large particles in the grinding products decreased obviously. However, a further increase in the heating time such as up to 120 s was not conducive to the ore grinding. This was mainly because the heating time was too long and the decrease of temperature gradient among minerals was not conducive to the generation of thermal stress cracks. The temperature of local ore became extremely high to cause some minerals melting and crack welding. Therefore, there is an appropriate heating time under a certain microwave power for Bayan Obo ore.

Cumulative size distributions of untreated and treated ore samples for different microwave heating times.
Effect of Microwave Pretreatment on Particle Characteristics of Grinding Products
The particle sizes of + 74 µm, – 74 + 45 µm and – 45 µm of untreated and microwave-pretreated products at 4 kW for 60 s were analyzed using a laser particle size analyzer. Figure 7 shows the particle size distribution of grinding products by various processes. As shown in Fig. 7a and b, the particle size distributions of the microwave-treated grinding products tended to finer particle sizes. Moreover, the mass fraction of coarse particles decreased after microwave treatment, and the distribution of particle size was comparatively concentrated around the median diameter. This could be due to the abundant generation of cracks after microwave pretreatment while perfecting the grindability of ores and helping to shift toward fine grain range for the grinding products. The particle size distribution of the – 45 µm range of untreated and treated products is displayed in Fig. 7c. As shown in Fig. 7c, the particle size distributions of both untreated and treated productions in the – 45 µm range were found to be similar, which indicated that microwave pretreatment did not increase the number of ultrafine particles.

Particle size distributions of different size fractions of untreated and microwave-treated Bayan Obo ore, (a) + 74 µm; (b) – 74 + 45 µm; (c) – 45 µm.
In addition, the micrographs of different particle sizes were tested as shown in Fig. 8. As shown, the particle sizes of the samples without microwave treatment in the + 75 um and – 75 + 45 um range were larger than those of the untreated particles, but there was little difference in the – 45 um range, consistent with the detection results in Fig. 7. In general, the particle size distributions of grinding products were comparatively ideal with microwave heating, which not only improved the grindability of ore and increased the yield of fine particles but also avoided over-grinding and mud phenomenon and retained mineral monomers to save energy and consumption during the grinding process.

Micrographs of different particle sizes before (a)-(c) and after microwave heating (d)-(f).
Effect of Microwave Pretreatment on Mineral Dissociation
It has a great influence on the dissociation degree of useful minerals whether the decision of grinding technology is reasonable, so sufficient study on mineral dissociation is necessary to ensure the grinding process. An appropriate grinding fineness can dissociate many more monomers of useful minerals and obtain an optimal mineral yield. Considering magnetite and rare earth minerals as the main valuable minerals in Bayan Obo ore, this study focused on the dissociation of magnetite and rare earth minerals in the ore. In addition, under-liberated interlocked minerals should affect beneficiation performances, so interlocked particles were studied.
The dissociation characteristics of magnetite and rare earth minerals in different particle size ranges with various technologies were studied and analyzed using MLA (Tables V and VI). As presented in Table V, the monomer dissociation degrees of magnetite and rare earth minerals for untreated ores were 53.61 wt.% and 48.46 wt.%, respectively. This indicated that the dissociation degrees of magnetite and rare earth minerals were comparatively low. To obtain a higher dissociation degree and increased recovery rate through beneficiation, more energy is required for grinding and facilitating the mineral’s liberation as a monomer.
After microwave heating, the monomer dissociation degrees of magnetite and rare earth minerals reached 60.84 wt.% and 62.60 wt.%, which represented an increase of 13.49% and 29.18%, respectively, compared to untreated ore. This could be attributed to the various dielectric properties of magnetite, rare earth minerals and matrix, which resulted in different heating rates for each phase in the ore. As a result, a temperature gradient and intergranular cracks among various minerals could be formed. Furthermore, following microwave treatment, the yield and dissociation degrees of rare earth minerals’ fine particles (– 45 µm) increased up to 52.45 wt.% and 72.29 wt.%. It represented an increase of 19.29% and 12.55% compared to untreated ore. This indicated that microwave pretreatment could availably promote the dissociation of large particles with complex embedded minerals. It could also shorten the grinding time and avoid the over-grinding and mud phenomenon to increase the yield of useful minerals during the grinding process. Furthermore, the bonding strength among different minerals was weakened because of the formation of many intergranular cracks after microwave pretreatment (Tables V and VI), which could decrease the number of interlocked particles after fine grinding. As a result, the complex interlocked particles were easily liberated after secondary grinding.
Effect of Microwave Powers on the Ore Structure
The pictures of ore before (a) and after microwave heating (b) are shown in Fig. 9. The structure of the original ore was relatively compact, as shown in Fig. 9a, while many macroscopic cracks appeared in the ore after microwave treatment, as shown in Fig. 9b. This is mainly due to the wave-absorbing capacity among different minerals in the ore, resulting in the formation of significant thermal stress of each mineral under microwave. In general, iron minerals have the strongest microwave absorption capacity, but most of the other rock-forming minerals have weak microwave absorbers. The microwave absorption properties of the main minerals in ore differ, which explains why the heating behaviors of each mineral in the ore samples are markedly different using microwave energy. With the introduction of microwave energy, the heating rates of each phase are different and result in the formation of a temperature gradient and stress cracks inside the ore to destroy the strength of the ore, which helps to improve the dissociation of valuable minerals and the breaking and grinding of the ore.

Pictures of ore before (a) and after microwave heating (b).
Figure 10 shows the microstructure of the ore before and after microwave treatment. As shown in Fig. 10a, numerous types of ore phases are present in the ore, and the symbiosis among minerals is complex. Different minerals were inlaid and wrapped with each other, resulting in dense and complex structures and making it difficult to effectively liberate minerals. However, many intergranular cracks and penetrating cracks were generated among minerals after the microwave treatment, as shown in Fig. 10b, which facilitated the liberation of useful minerals from the matrix during the grinding process.

SEM analysis of ore before (a) and after microwave heating (b).
In general, the different wave-absorbing properties of minerals in Bayan Obo ore led to different heating rates and many thermal stress cracks as well as lattice defects. The many macroscopic cracks and microscopic cracks were beneficial to reducing the structural strength and grinding energy consumption and increase the degree of mineral dissociation and fine grain yield. Meanwhile, the dissemination characteristics of minerals in interlocked particles were significantly simplified after fine grinding, which was conducive to improving secondary grinding. This is mainly due to the difference of wave absorption between iron minerals and other minerals in Bayan Obo mine, which leads to the different heating rates of each mineral in the ore, resulting in obvious temperature gradient and significant thermal stress cracks among the minerals to destroy the strength of the ore. This helps to reduce energy consumption and improve dissociation of valuable minerals during grinding. Therefore, microwave heating is considered an effective method for pretreating complex Bayan Obo ore, which can compensate for the problem of high energy consumption and low yield of useful minerals during the crushing and grinding technologies.
Conclusion
The study investigated the effect of microwave heating on the particle size distribution, mineral dissociation characteristics and dissemination relationships of interlocked particles during the microwave-assisted grinding of Bayan Obo ore. The main conclusions of the study are as follows:
Microwave pretreatment for a short time at high power was beneficial to the crushing and grinding of Bayan Obo ore. The particle yield of the – 74 µm range increased by 18.52% at 4 kW for 60 s by comparison with that of untreated ore. For the – 45 µm range, it increased from 38.93 wt.% for untreated ore to 55.23 wt.% for treated ore while demonstrating a rise of 41.87%. The D(50) and D(90) of the treated grinding products reached 15.25 µm and 56.31 µm while demonstrating a decline of 57.04% and 33.45% relative to the untreated sample.
The monomer dissociation degrees of magnetite and rare earth minerals reached 60.84 wt.% and 62.60 wt.% after microwave pretreatment, which represented an increase of 13.49% and 29.18% compared to untreated ore. Furthermore, the yield and dissociation degrees of fine particles (– 45 µm) of rare earth minerals after microwave treatment increased up to 52.45 wt.% and 72.29 wt.%, which represented an increase of 19.29% and 12.55% compared to untreated ore. By weakening the bonding strength of minerals and decreasing the number of interlocked particles, microwave treatment altered the bonding characteristics of minerals and facilitated the easy dissociation of complex interlocked particles after secondary grinding. For the microwave radiation-treated ore, the microcracks formed either along the grain boundaries or throughout the minerals in the ore, which could increase the mineral liberation during the subsequent grinding process.
References
J. He, C.W. Lu, H.X. Xue, Y. Liang, S. Bai, Y. Sun, L.L. Shen, N. Mi, and Q.Y. Fan, Environ. Geochem. Health 32, 45 (2010).
P. Cen, X. Bian, Z.N. Liu, M.Y. Gu, W.Y. Wu, and B.K. Li, Miner. Eng. 171, 1 (2021).
B. Zhang, X.X. Xue, and H. Yang, Miner. Eng. 178, 1 (2022).
B. Zhang, C.J. Liu, C.L. Li, and M.F. Jiang, Miner. Eng. 65, 17 (2014).
F. Sadri, A.M. Nazari, and A. Ghahreman, J. Rare Earths 35, 739 (2017).
D.L. Meng, X.W. Huang, Z.Y. Feng, M. Wang, C. Xia, and Y.Y. Zhao, Trans. Nonferrous Met. Soc. China 33, 285 (2023).
L.C. Li, Extraction and Separation of Rare Earths (Inner Mongolia Science and Technology Press, Chifeng, 2011), pp251–260.
D.L. Lin, C.L. Li, and H.L. Wu, Research on Mining, Beneficiation and Metallurgy Technology of Bayan Obo Special Mine and Technical Progress (Metallurgical Industry Press, Beijing, 2007), pp123–130.
G.X. Xu, Rare Earth (Metallurgical Industry Press, Beijing, 1995), pp99–115.
H.D. She, H.R. Fan, K.F. Yang, X.C. Li, Z.F. Yang, Q.W. Wang, L.F. Zhang, and Z.J. Wang, Ore Geol. Rev. 139, 1 (2021).
X.Y. Yang, X.D. Lai, F. Pirajno, Y.L. Liu, M.X. Ling, and W.D. Sun, Precambrian Res. 288, 39 (2017).
M. Li, K. Gao, D.L. Zhang, H.J. Duan, L.L. Ma, and L. Huang, J. Rare Earth. 36, 99 (2018).
H.L. Zhi, L. Feng, S.N. Ni, J.G. Cui, and X.Q. Sun, Sep. Purif. Technol. 277, 1 (2021).
Q. Zheng, W.Y. Wu, and X. Bian, J. Rare Earth. 35, 300 (2017).
X.W. Huang, Z.Q. Long, L.S. Wang, and Z.Y. Feng, Rare Met. 34, 215 (2015).
J.H. Peng, and B.G. Liu, Microwave Calcination Technology and Application (Science Press, Beijing, 2013), pp234–238.
G. Chen, J. Chen, S. Guo, J. Li, C. Srinivasakannan, and J. Peng, Appl. Surf. Sci. 258, 4826 (2012).
X.L. Ye, H. Yu, K. Zheng, S. Li, X.M. Ma, B.X. Mao, and J.X. Zhang, Def. Technol. 34, 177 (2024).
Y.P. Sheng, X. Huan, P.Z. Hu, L.L. Li, A. Abdulakeem, Z.J. Ye, L.B. Wang, and Y.P. Yin, J. Traffic Transp. Eng. 11, 538 (2024).
L. Cui, W.X. Zhang, R.K. Zheng, and J.Q. Liu, Chemistry 26, 11661 (2020).
D. Durinck, S. Arnout, G. Mertens, E. Boydens, P.T. Jones, J. Elsen, B. Blanpain, and P. Wollants, J. Am. Ceram. Soc. 91, 548 (2008).
R. Han, J.Y. Diao, S. Kumar, A. Lyalin, T. Taketsugu, G. Casillas, C. Richardson, F. Liu, C.W. Yoon, H.Y. Liu, X.D. Sun, and Z.G. Huang, J. Energy Chem. 57, 477 (2021).
M. Hayashi, K. Takeda, K. Kashimura, T. Watanabe, and K. Nagata, ISIJ Int. 53, 1125 (2013).
S. Dey, L. Sahu, B. Chaurasia, and B. Nayak, Int. J. Min. Sci. Technol. 30, 367 (2020).
K. Indrapal, B. Aniruddha, P. Apurva, and V.S. Manjusha, Carbon 171, 750 (2021).
Y.J. Liu, T. Jiang, W.J. Huang, C.H. Liu, J.P. Wang, and X.X. Xue, J. Microwave Power E. E. 53, 195 (2019).
T. Jiang, Q.Y. Zhang, Y.J. Liu, X.X. Xue, and P.N. Duan, Appl. Surf. Sci. 385, 88 (2016).
W.J. Huang, T. Jiang, Y.J. Liu, and T.L. Guo, J. Microwave Power E. E. 56, 124 (2022).
W.J. Huang, and Y.J. Liu, J. Microwave Power E. E. 55, 93 (2021).
A. Shoghian-Alanaghi, A.J. Zamharir, H. Aghajani, and A.T. Tabrizi, Min. Metall. Explor. 39, 1753 (2022).
A.G. Arbat, E.A. Fesaghandis, A.T. Tabrizi, and H. Aghajani, T. Indian Metals. 73, 2355 (2020).
Y.L. Jiang, and Q. Wu, J. Donghua Univ. 40, 600 (2023).
J.P. Wang, T. Jiang, Y.J. Liu, and X.X. Xue, Int. J. Miner. Metall. Mater. 26, 160 (2019).
Funding
Funding for this research was provided by the National Natural Science Foundation of China (51574082, 51874077), the Natural Science Foundation of Inner Mongolia Autonomous Region (2022SHZR1885) and the Natural Science Foundation of Hebei province (E2022402101, E2022402105).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Huang, W., Liu, Y., Jiang, T. et al. Study on Microwave-Assisted Grinding and Dissociation Characteristics of Bayan Obo Ore. JOM (2024). https://doi.org/10.1007/s11837-024-06851-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11837-024-06851-5