
Abstract
In this study, the effect of external stress on the Cu microstructure evolution of electroplated Cu films was studied. We found that, with applying external compressive stress, abnormal grain growth occurred in the electroplated Cu films during thermal annealing. By studying the crystalline orientation mapping, we found the abnormal grain growth was attributed to the fast grain growth of the favorable Cu grains. We conclude that Cu grains with the (201) preferred orientation are the most favorable for the abnormal grain growth model under the external stress of 150 MPa and 300 MPa. Typically, subgrains (polygonization) formed by the dislocation rearrangement do not likely form in Cu, which is known to have a low stacking fault energy. Yet, by applying external stress, the energy barrier for the dislocation motion in Cu reduces. Subgrains and subgrain boundaries are observed in the Cu grains of electroplated Cu film when applying external stress.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Moore’s law predicts that the numbers of transistors in integrated circuit (IC) devices will double about every 18–24 months.1,2 However, as the gate length of transistors decreases to several nm, semiconductor manufacturing faces the great challenge to continue to reduce the transistor gate length to extend Moore’s law.3,4,5 In recent years, the progress of transistor density could be sustained by high-density print circuit boards (PCBs) with advanced packaging technologies, for instance, 2.5-dimensional integrated circuits (2.5-D IC) and 3-dimensional integrated circuits (3-D IC).6,7,8,9 Hence, the total interconnection path can be shortened to decrease the power consumption and minimize the form factor to achieve high transistor density in IC devices.
Thermal compression bonding is the critical process for implementing 3-D IC structure for chip/substrate interconnection in the advanced package process. The mechanical properties of formed Cu-Cu bonding joints become an impotent issue for the advanced package process. It has been reported that the Cu-Cu bonding joint with high mechanical strength can sustain the module and withstand the CTE mismatch strain.10 Upon applying thermal heat and external compression stress on the Cu-Cu direct bond joint, how the microstructure responds to the external stress is very critical for the mechanical strength of Cu-Cu joints. Although thermal compression bonding has been researched for many years, most of the studies focus on the thermal effect on the microstructure of Cu pillars.11 However, the external compression stress effect on the microstructure during the thermal compression bonding process is rarely discussed. In this work, by observing the microstructure change of electroplated Cu films with different external compression stress levels under annealing temperature, the external stress effect on the microstructure evolution could be investigated.
Experimental Procedure
The electroplated Cu films were prepared through the following processes. Al sheets with purity of 99.99 wt.% serve as the plating substrates for electroplating Cu films. Before Cu plating, the plating surface of Al substrates was polished with sandpaper (up to 2500 and 4000 grit) and finished with 0.3 μm alumina oxide power. Then, the surface-polished Al sheets were cleaned by acetone, isopropanol, and DI water sequentially using an ultrasonic machine. A 1 × 1-cm2 plating area on the Al substrates was defined by thermal tape. Then, Cu film with 30 μm thickness was electroplated on the defined area of Al substrates. A high-purity 99.99 wt.% copper anode electrode was put on one side of the container, and the Al substrate was placed on the other side of the plating bath. The plating parameters were as follows. The Cu electrolyte, provided by WESI International Inc. (Taoyuan, Taiwan), was used for the electroplating process. The major components in electrolytes are composted of CuSO4, H2SO4, and Cl−. The current density condition is 0.01 A/cm2, and the plating time is about 1.5 h. Electroplating bath temperature was set at 30°C, and the stirring rate was about 125 rpm.
The Cu-plated Al substrates were placed in the ultrasonic machine. The ultrasound can break the adhesion between the electroplated Cu film and Al substrate. Hence, 1 × 1-cm2 Cu sheets can be lifted off. The electroplated 1 × 1-cm2 Cu sheets were placed in the specially designed graphite cell. An external compressive stress (150 MPa and 300 MPa) was applied on 1 × 1-cm2 Cu sheets by the torque device of the graphite cell. The 1 × 1-cm2 Cu sheets stressed in the graphite cell were annealed in the furnace tube at 373 K, 473 K, and 573 K for 2 h. The microstructure of the annealed Cu sheets was analyzed by metallurgical processes: Cu sheet samples were mounted in epoxy and ground. Then, they were polished with sandpaper and 0.3 μm alumina oxide power and observed under scanning electron microscope (SEM) (FEI Inspect F50). To eliminate the possible mechanical straining effect on the polished surface during grinding, ion milling was applied on the polished-surface before SEM microstructure observation. The microstructure of the annealed Cu films with external stress were analyzed by focus ion beam (FIB) (FEI Versa 3D) and transmission electron microscope (TEM) (bright-field image; JEOL JEM-2100). The crystal orientations of the annealed Cu films were characterized by electron backscatter diffraction (EBSD) (JEOL JSM-7800F Prime).
Results and Discussion
Effect of External Stress on the Microstructure of Electroplated Cu Films
Figure 1 shows the ion-beam images of the detailed microstructure of the electroplated Cu films. Figure 1a0 illustrates the microstructure of the as-deposited electroplated Cu film. The resolution of the ion-beam image is not enough to estimate the size of Cu grains in the as-deposited electroplated Cu film. Figure 2 shows the TEM image on the as-deposited electroplated Cu film. Based on the microstructure revealed from TEM image, the average grain size can be calculated to be 107.4 nm by manual linear intercept method. We also observe that the grain morphology in the microstructure of the as-electroplated Cu films is equiaxial. Figure 1a1, a2 and a3 shows the ion-beam images of the detail microstructure of electroplated Cu films annealed at different annealing temperatures of 373 K, 473 K, and 573 K without applying external stress (0 MPa). By using the manual linear intercept method and images in Fig. 1a1, a2 and a3, the mean grain sizes of electroplated Cu films annealed at different temperatures of 373 K, 473 K, and 573 K without applying external stress (0 MPa) were calculated and plotted in Fig. 3. Interestingly, a quiet linear relation between the mean grain size of the annealed electroplated Cu films and the annealing temperature without external stress could be observed. Similar behavior was reported in that the grain growth of Cu grains was proportional with the annealing temperature.12

Microstructure evolution of electroplated Cu films with external stress-annealing conditions: (a0) as-deposited, (a1–a3) annealed at 373 K, 473 K, 573 K without external stress, (b1, c1) annealed at 373 K with 150 MPa, 300 MPa, respectively.

TEM image of the microstructure of as-deposited electroplated Cu film.

Grain size plot against two parameters: annealing temperature (marked as black solid circle) and external stress in 373 K isothermal condition (marked as red solid square). The grain sizes of fine grains in the conditions of 150 MPa, 373 K are marked by the red open square (Color figure online).
Figure 1a1, b1 and c1 shows the ion-beam images of the detailed microstructure of electroplated Cu films annealed at 373 K when applying different external stress (0 MPa, 150 MPa, 300 MPa). Figure 1b1 clearly shows that the Cu grains grow larger when applying external stress of 150 MPa compared with the Cu grains in Fig. 1a1. With a greater external stress of 300 MPa, as shown in Fig. 1c1, the Cu grains grow larger. We can conclude that the external stress enhances the Cu grain growth. Interestingly, as seen in Fig. 1b1, two distinct grain size groups are observed in the microstructure of the electroplated Cu film annealed at 373 K with 150 MPa. For the electroplated Cu films annealed at 373 K when applying external stress of 300 MPa, as shown in Fig. 1c1, the two size group phenomenon is not observed.
Observation of Abnormal Grain Growth Under External Stress
By using the manual linear intercept method and ion-beam images in Fig. 1a1, b1 and c1, the sizes of Cu grains in the electroplated Cu films annealed at 373 K when applying external pressure of 0, 150, and 300 MPa were calculated. Figure 4 shows the grain size distribution of the electroplated Cu films annealed at 373 K with external stress of 0 MPa, 150 MPa, and 300 MPa. Typically, the grain size distribution should be a normal distribution.13 The normal distribution could be observed for the annealed electroplated Cu film without external stress, as shown in Fig. 4a. Interestingly, as seen in Fig. 4b, the grain size distribution of the annealed electroplated Cu film stressed with 150 MPa exhibits a bi-modal distribution, which means an abnormal growth model could possibly occur besides the normal grain growth model. The criteria of the abnormal grain growth mode state that the mean grain size of the abnormal grain growth should be at least 2.66 times larger than the mean grain size of the normal grain growth.14 For the annealed electroplated Cu film stressed with 150 MPa, the mean grain size of the large grain group (0.80 μm) was about four times larger than the mean grain size of the small grain group (237 nm). Thus, the large grain size group in the annealed electroplated Cu film stressed with 150 MPa could be defined as the abnormal growth model. The mean grain size of electroplated Cu films annealed at 373 K was plotted against the external stress, which is shown in Fig. 3 as well. Figure 3 shows the mean grain size plotted against the annealing temperature (marked as black solid circle) and the external stress (marked as red solid square). The grain size of fine grains in the condition of 150 MPa at 373 K is marked by the red open square. By observing the trend of the curve in Fig. 3, we believe that the large grain size group with external stress of 150 MPa fits more with the tendency against external pressure. Here, a brief conclusion can be made that, with external stress of 150 MPa, abnormal grain growth would occur. However, with larger external stress of 300 MPa, the abnormal grain growth model dominates the grain growth. Hence, we found that the applied external stress would induce abnormal grain growth in the annealed electroplated Cu film.

Grain size distribution of electroplated Cu films annealed at 373 K with external stress of (a) 0 MPa, (b) 150 MPa, and (c) 300 MPa.
Typically, two possible mechanisms would lead to an abnormal grain growth. The first mechanism is the grain boundary migration deficiency caused by the pinning effect due to the second-phase particles in the grain boundaries.15 The other abnormal grain growth mechanism is attributed to the fast grain growth of favorable grains.16 Previous research reported that grains with specific preferred crystal orientations were the favorable grains and showed faster grain growth than other grains, which corresponds to the abnormal grain growth. In this work, as the strain energy provided by the external stress was input in the Cu films, Cu grains with a preferred orientation plane could better absorb the external strain energy, serving as favorable grains and leading to the abnormal grain growth in this work.
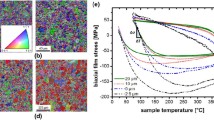
To verify the favorable grain growth process as the present abnormal grain growth mechanism, the preferred crystal orientation of the Cu grains in the annealed Cu films under the applied external stress of 0 MPa, 150 MPa, and 300 MPa had be analyzed. Orientation mapping by EBSD is the most common method to determine the preferred crystal orientation of the Cu grains in the electroplated Cu film annealed at 373 K with external stress of 0 MPa, 150 MPa, and 300 MPa. By EBSD analysis, Fig. 5 maps the crystal orientation of Cu grains in electroplated Cu films annealed at 373 K by applying external stress of 0 MPa, 150 MPa, and 300 MPa. As shown in Fig. 5a, the EBSD mapping also shows the equiaxial Cu grains in the electroplated Cu film without external stress. Three colors in the EBSD mapping result (blue, green, and red) represent Cu(111), Cu(100), and Cu(110) planes, respectively. As seen in Fig. 5b, the black color represents the signal-undetectable region, which corresponds to the small-grain group. EBSD mapping image is consistent with the abnormal grain growth model observed in the ion-beam image shown in Fig. 1b1. The intensity level of the specific crystal orientation of the Cu grains can be deduced from inverse pole figures (IPFs), as shown in Fig. 6; these were converted from the crystal orientation mapping results shown in Fig. 5. The intensity level of the specific grain orientation is labeled from blue to red. Dark red color means a high intensity. Thus, with the inverse pole figures shown in Fig. 6, the probability of a specific preferred orientation of Cu grains in the annealed Cu with each external stress condition could be accessed. As seen in Fig. 6a, there is no concentrated dark-red color area in IPF map of the electroplated Cu films annealed at 373 K without applying external stress. This means that the crystalline orientation of Cu grains in the electroplated Cu films annealed at 373 K without applying external stress could be random. When applying external stress of 150 MPa on the electroplated Cu film, as shown in Fig. 6b, we could observe four concentrated dark-red regions on the IPF map. As indicated in Fig. 6b, the four dark-red concentrated regions on the IPF map corresponded to (111), (101), (201), and (311) planes. When applying a higher external stress of 300 MPa, Cu grains with (201) preferred orientation dominated, as seen in the IPF map in Fig. 6c. Comparing Fig. 6b and c, we found that the Cu grains with (201) preferred orientation are the most favorable Cu grains for the abnormal grain growth model under the external stress of 150 MPa and 300 MPa. With 150 MPa, Cu grains with four preferred orientations of (111), (101), (201), and (311) planes can serve as abnormal grain growth to release the external strain energy. Once the external stress increased from 150 MPa up to 300 MPa, the Cu grains with the (201) preferred orientation grew at the expense of the Cu grains with (111), (101), and (311). The strain energy densities of the four (111), (110), (311), and (201) planes discussed above have been calculated to be 524.9, 468.4, 312.7, and 329.9 (unit: GJ/m3), respectively.16 This might explain why the Cu grains with (201) preferred orientation would be the most favorable Cu grains for the abnormal grain growth model under the external stress. Thus, a conclusion can be made that the present abnormal grain growth observed in the annealed Cu films with applying external stress should attribute to the favorable grain growth mechanism. With the strain energy provided by the external stress, the Cu grains with the (201) preferred orientation could grow predominantly to release the external strain energy.

EBSD orientation mapping results of electroplated Cu films annealed at 373 K with external stress of about (a) 0 MPa, (b) 150 MPa, and (c) 300 MPa (Color figure online).

IPF of electroplated Cu films annealed at 373 K with external stress of about (a) 0 MPa, (b) 150 MPa, and (c) 300 MPa (Color figure online).
Observation of Subgrains
After the applied external pressure was applied on the electroplated Cu films, their microstructure went through three processes: recovery, recrystallization, and grain growth processes. The recovery step processes with the defect annihilation process. For example, the dislocations in the Cu films were annihilated by the motion of dislocation, such as, gliding, climb, and cross-slip. After the recovery step, the remaining dislocations could migrate into the grains and were rearranged as the subgrain boundaries to further lower the strain energy. The formation of subgrains and subgrain boundaries is known as polygonization.
Figure 7 shows the TEM cross-sectional image on the annealed Cu film at 373 K with external stress of 150 MPa. An abnormal grain is seen on the top right side of the image, as indicted by the white dashed line. The left-hand side of the TEM image shows the small grain group. Subgrain boundaries can be observed and are indicated in the small grain group, as seen in Fig. 7; they formed by dislocation rearrangement inside Cu grains. Note that Cu has a relatively low stacking fault energy, which restricts the dislocation motion and suppresses the recovery process. Thus, it further inhibits the formation of the subgrains and subgrain boundaries. Hence, the presence of subgrain boundaries in the stressed annealed electroplated Cu films likely means that the external compression stress could facilitate the recovery process happening during thermal annealing. The applied compression stress would lower the activation energy for the motion of dislocations. The subgrains also could be the reason for the bi-model grain growth under external pressure of 150 MPa. The possible explanation is described below. Based on the finding of this work, the applied external stress causes subgrain forming in the Cu films during the thermal annealing process. Consequently, a triple junction connecting subgrain boundaries and fine-grain boundaries expedites the grain boundary migration rate, which leads to the formation of large grains. Hence, it results in the two distinct grain size groups under the external pressure of 150 MPa. Under external pressure of 150 MPa, we believe that subgrains formed, but only partially, in the Cu films. Hence, only the region in the Cu films with subgrains would proceed to the growth of large grains. The other region in the Cu films without subgrains proceeded with normal grain growth. With a larger external pressure of 300 MPa, the subgrains formed more extensively in the Cu films. As a result, the grain growth model for large grains dominated. Therefore, the two size groups disappear at 300 MPa.

TEM image of subgrains and subgrain boundaries.
Conclusion
The external compression stress effects on the microstructure evolution of electroplated Cu films have been studied. When applying external stress, the Cu grains grow larger compared to the growth of Cu grains without external stress. We found that the external stress enhances the Cu grain growth. Interestingly, two distinct grain size groups are observed in the microstructure of the electroplated Cu film annealed at 373 K with 150 MPa. With analyzing the grain size distribution of the annealed electroplated Cu film stressed at 150 MPa, an abnormal growth model is confirmed to occur besides the normal grain growth. Interestingly, by applying external stress of 300 MPa, the two size group phenomenon disappears and only abnormal growth is observed. We conclude that the applied external stress induces abnormal grain growth in the annealed electroplated Cu film.
The intensity level of the specific crystal orientation of the Cu grains could be deduced from inverse pole figures, which were converted from the crystal orientation mapping by EBSD. With 150 MPa, Cu grains with four preferred orientations of (111), (101), (201), and (311) planes caused the abnormal grain growth to release the external strain energy. The Cu grains with (201) preferred orientation predominated in the grain growth under external stress of 150 MPa and 300 MPa. Hence, we believe that Cu grains with (201) preferred orientation are the most favorable for the abnormal grain growth model. Moreover, we found that the applied compression stress would lower the activation energy for the motion of dislocations. Subgrain boundaries can be observed and indicated in the small grain group, as seen in Fig. 7; they formed by dislocation rearrangement inside Cu grains.
References
S.E. Thompson and S. Parthasarathy, Mater. Today 9, 20 (2006).
C.A. Mack, IEEE Trans. Semicond. Manuf. 24, 202 (2011).
M.Y. Li, S.K. Su, H.S.P. Wong, and L.J. Li, Nature 567, 169 (2019).
R. Chen, Y.C. Li, J.M. Cai, and K. Cao, Int. J. Extreme Manuf. 2, 022002 (2020).
A. Pirati, J. van Schoot, K. Troost, R. van Ballegoij, P. Krabbendam, J. Stoeldraijer, E. Loopstra, J. Benschop, J. Finders and H. Meiling, in extreme Ultraviolet (EUV) Lithography VIII (SPIE, 2017), pp. 57–72.
L. England and I. Arsovski, in 2017 IEEE International Electron Devices Meeting (IEDM) (IEEE, 2017), pp. 3.5.1–3.5.4.
C. Farnum and K. Rahim, in 2021 IEEE 71st Electronic Components and Technology Conference (ECTC) (IEEE, 2021), pp. 1749–1753.
M. Kawano, in 2021 5th IEEE Electron Devices Technology & Manufacturing Conference (EDTM) (IEEE, 2021), pp. 1–3.
J.H. Lau, IEEE Trans. Compon. Packag. Manuf. Technol. 12, 228 (2022).
J. Lannon, C. Gregory, M. Lueck, A. Huffman and D. Temple, in 2009 59th Electronic Components and Technology Conference (IEEE, 2009), pp. 355–359.
P. Gondcharton, B. Imbert, L. Benaissa and M. Verdier, in 2015 IEEE International Interconnect Technology Conference and 2015 IEEE Materials for Advanced Metallization Conference (IITC/MAM) (IEEE, 2015), pp. 229–232.
L. Lu, N. Tao, L. Wang, B. Ding, and K. Lu, J. Appl. Phys. 89, 6408 (2001).
A. Hobbs, S. Murakami, T. Hosoda, S. Ohtsuka, M. Miyajima, S. Sugatani, and T. Nakamura, Mater. Trans. 43, 1629 (2002).
W.E. Frazier, G.S. Rohrer, and A.D. Rollett, Acta Mater. 96, 390 (2015).
L. Fu, H. Wang, W. Wang, and A. Shan, Mater. Sci. Technol. 27, 996 (2011).
J.M. Zhang, K.W. Xu, and V. Ji, Appl. Surf. Sci. 185(3–4), 177 (2002).
Acknowledgements
This study was supported in part by the program MOST 111-2221-E-008-084-MY3
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Chang, JS., Chiu, CY., Huang, YC. et al. Abnormal Cu Grain Growth by External Stress on Electroplated Cu Films. JOM 76, 2711–2717 (2024). https://doi.org/10.1007/s11837-023-06343-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-023-06343-y