
Abstract
Steel matrix composites reinforced with different volume content of TiB2 were fabricated by a powder metallurgy-assisted hot consolidation method. The impact of sintering temperature, dwell time, and reinforcement content on the density and hardness of the composite was studied systematically using the Taguchi method. The significance of the controlling parameters was analyzed by the signal-to--noise ratio and the analysis of variance. The most influential controlling parameter for the relative density was found to be the temperature, followed by reinforcement content and time. The optimal combination was achieved at a sintering temperature of 1100°C, a sintering time of 20 min, and 2 vol.% TiB2 content. Furthermore, the reinforcement content was found to be the most influential factor for improvement of the hardness, followed by temperature and time. These findings can provide a practical guidance for the optimization of the processing effective parameters for the design and fabrication of steel-based composites with the required properties.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Nowadays, natural materials are no longer able to meet the rising demands for materials with better qualities for various industrial applications. To get around these limitations, material scientists are creating new materials to address the rising demand for certain properties, like mechanical, wear, and corrosion resistance in the biomedical, aerospace, automotive, construction, and other industries. In the quest for new advanced materials, researchers have innovated metal–matrix composites (MMCs) as one of the most prominent material systems. MMCs are a potentially attractive class of materials as they allow the possibility of increased mechanical and tribological properties compared to unreinforced alloys. By selecting the right combinations of the matrix, reinforcement, and manufacturing technique, MMC properties can be tailored to meet the requirements of various industrial applications. As matrix materials for MMCs, iron-based alloys or steels have recently received a lot of interest due to their affordability, adaptability, and good mechanical properties.1,2,3,4
There has been a surge in research effort related to the development of steel matrix composites with ceramic particulate reinforcements, especially for applications demanding improved high strength, stiffness, high creep resistance, high wear resistance, and long service life. Steel matrix composites (SMCs), which combine ductile matrix and hard ceramic particles, are intriguing materials for high-temperature applications. In terms of performance-enhancing reinforcement for stainless steel matrices, titanium diboride (TiB2) is regarded as one of the best due to its exceptional physical and chemical properties and thermodynamic stability with molten steel. The extraordinary capabilities of TiB2, as well as the early indications of significant potential for improving the mechanical and tribological properties of steel matrices, have justified the rising interest in TiB2-reinforced steel matrix composites. Despite several advantages of steel/TiB2 composites, the fabrication of these composites remains a big challenge.5,6 The homogeneous distribution of hard TiB2 particles within a steel matrix is considered one of the major problems encountered by researchers. SMCs still have some drawbacks, including lower strength, stiffness, low density, and poor wear resistance.7,8 There is the need for research to fully understand the impact of reinforcement contents and experimental variables in order to achieve the best combination of mechanical and tribological properties of SMCs produced by various techniques which are not well known.
Although researchers have revealed powder metallurgy to be the most suitable and versatile method for the fabrication of SMCs, work is in progress to achieve better densification by improving compaction and the sintering process. The synthesis of composites is affected by a large number of process parameters, reinforcement morphology, and other factors that greatly affect the quality of the final product. The optimization of process parameters is essential for experimental research because it ensures that full or almost full theoretical density is achieved with the fewest possible inputs, which ultimately leads to superior composite qualities. As a result, numerous studies relating to the optimization of process parameters have been described in the literature, and various researchers have investigated the relationship between these factors and attributes through simulation and tests.9,10,11,12,13 Among different optimization techniques, the Taguchi technique is extensively used to obtain the optimum combination of parameters for a given set of responses. The Taguchi technique offers a simple, systematic, and efficient methodology to optimize the design of performance and cost. This technique helps in acquiring data in a controlled way and in analyzing the impact of process variables on performance output. This technique is a reliable experimental design that looks for the best combination of elements and levels at the lowest possible cost to meet the demands for product quality. It comprises a number of functional components that can contribute in an essential way to improve the optimization implementation.13 This approach allows for the simultaneous optimization of multiple parameters and allows for the extraction of more quantitative information from fewer experimental trials. Ujah et al.13 studied the optimization of spark plasma sintering parameters for the development of Al-CNTs-Nb to attain more competent and cost-effective process conditions by adopting the Taguchi design of experiment. The authors investigated the contribution of different process parameters, like sintering temperature, time, pressure, and heating rate, on the density and hardness of the composites. Canakci et al.14 investigated the effect of mechanical milling of nanocrystalline Al powder and reported a significant effect of a process control agent on the mean particle size. Optimization of milling parameters were performed by orthogonal array experiments in order to obtain the response measurements. Jailani et al.15 investigated the optimal level of sintering parameters of Al-Si (12%) alloy/fly ash composites by using a Taguchi orthogonal array with gray relational analysis. They reported the sintering temperature of 600°C and a compacting pressure of 512 MPa as real sintering parameters of the composite by performing confirmation tests. Optimization of ball-milling parameters for the preparation of WC-Co composite powder were investigated by Zhang and his group16 by the Taguchi method. They reported the best combination parameters for both grain size reduction and particle size reduction of the composite powder. Isao et al.17 employed the Taguchi method to find the significant spark plasma sintering parameters influencing the bending strength of α sludge composite material. Haq et al.18 adopted an orthogonal array with gray relational analysis in order to optimize the drilling parameters on drilling an Al/SiC composite.
From the literature review, it is apparent that the Taguchi method offers a scope for the in-depth study of the effect of the process parameters for the production of composites. However, no study is available to understand the impact of the process parameters on the densification of hot-pressed steel matrix composites by using the Taguchi method which can ensure the reduction of experiments, time, and cost, and the identification of the significant parameters. The relationship between reinforcement content and process parameter optimization in hot-consolidated steel matrix compositions has not yet been studied. Therefore, the present work deals with the determination of the optimum combination of powder metallurgy process parameters for the fabrication of steel matrix composites by using the Taguchi method. Process parameters like sintering temperature, reinforcement content, and sintering time have significant influence on the properties of the final product. Hence, these above-mentioned parameters were considered as inputs and the mechanical properties like density and micro-hardness were selected as the response of the process. To detect the importance and impact of the parameters on the relative density and micro-hardness of the composites, the signal-to-noise (S/N) ratio and analysis of variance approaches were utilized. The most effective parameter levels and influential parameters have been evaluated using the MINITAB-18 program.
Experimental
In this study, the matrix material was 99.9% pure stainless-steel powder (AISI 304) from NanoShel, India. The in-house-prepared TiB2 was employed as reinforcement material for the synthesis of the steel matrix composite. The powders of the steel and TiB2 were weighed according to the volume percentages (0, 2, and 4 vol.% TiB2 particles). For the synthesis of the composites, the starting powder was mixed in a planetary ball mill (Retsch PM-400, Germany). The powder mixture was consolidated in a uniaxial, vacuum hot press (Vacuum Tech, India). The powder combination was poured into a graphite die that had been lined with graphite foil, coated with borate nitride, and had an inner diameter of 30 mm. Consolidation of the powder combination was carried out under 48 MPa pressure for 15–30 min at 1000–1100°C. A disc with a diameter of 30 mm and a thickness of 3 mm was finally obtained (Fig. 1). Details of synthesis of the composite is described elsewhere.19

(a) Schematic of the vacuum hot press system, (b) final hot-pressed sample.
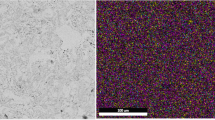
Field-emission scanning electron microscopy (FESEM) was employed to conduct a detailed microstructural examination of the sintered compacts. The measurements were made using a Supra-55 Carl Zeiss FESEM, to which was attached an EDS (energy dispersive X-ray spectroscopy) system. The density of the compacts was estimated using Archimedes' water immersion method, in accordance with ASTM B962-15. The relative density was calculated using20
Porosity is a significant parameter that affects the mechanical properties. In the current work, the total porosity (Ptotal) of the sintered samples was calculated based on the relative density according to:
Vickers indentation test was conducted on polished samples utilizing a 136° Vickers diamond pyramid indenter under a load of 100 gf at room temperature to assess the microhardness of the final samples. At least five distinct places in the samples were used for the test. By averaging these readings, the final hardness value was calculated. The Taguchi technique was adopted to decide the optimum combination of the powder metallurgy process parameters for the synthesis of steel matrix composites. The sintering temperature, reinforcement content, and sintering time were considered as inputs and the relative density and microhardness was selected as responses of the process. The experiments were designed with Minitab 16.1 statistical software, using the Taguchi L9 (34) orthogonal array based on the three-factor and three-level design. Orthogonal array rows represent different combinations of the level parameters. The selected control factors and their levels are shown in Table I.
The experimental results were converted to S/N ratios which is a measure of the quality characteristics based on higher is better, nominal is better, and smaller is better. In this investigation, the maximum density and hardness were the objective functions, so the larger is better characteristic was selected. The larger is better S/N ratio can be governed as per:9
where n is the observation number and y is the observation data.
In addition, ANOVA (analyses of variance) was used to determine the relevant control factors, i.e., the contribution ratio of each control factor. An ANOVA is a statistical method used to assess the relative contribution of controlled parameters to the total output response, expressed as a percentage. ANOVA uses the S/N ratio responses to perform these calculations. The fundamental concept of an ANOVA is the sum of the squares of the standard deviations caused by each parameter. Then, the optimal combination of the process parameters was determined from the S/N ratio and ANOVA. Finally, a confirmation test was conducted for the validation of the optimal parameters.
Results and Discussion
Densification Behavior
Effect of Sintering Temperature on Density
After consolidation, the process parameters and the densification mechanisms of the synthesized composite need to be understood. In this study, the density behavior of the hot-pressed composite was examined by taking into account the effects of the sintering temperatures and the volume content of the reinforcement. Figure 2 illustrates the correlation between sintering temperatures and relative densities. Relative densities ranging from 87% to 92% of the theoretical densities were obtained for the final composite. There is a considerable difference in relative densities when the sample is pressed at 1000°C and 1100°C with equivalent TiB2 contents. The density of the composite with 2 vol.% TiB2 sintered at 1100°C was 92% of the theoretical density, which is higher than the composite sintered at 1000°C. An additional increase of the sintering temperature of about 100°C resulted in an increased density by 2% and hence a product with better densification properties. This observation can be ascribed to the effect of temperature on the diffusion mechanism, which increases sinterability and thus densification. Furthermore, the relative density of a hot-pressed composite containing 4 vol.% of TiB2 was found to be lower than that of a composite containing 2 vol.% sintered at the same temperature. Furthermore, a decrease in density values was observed, ranging from 92% to 89% with the addition of 2–4 vol.%. This is likely due to the low density and grain-pinning effect of the TiB2 particles.20,21 Again, clustering of the reinforcement particles with increasing TiB2 reinforcement particles also reduces sinterability due to high contact between the reinforcement particles, thus hindering strong matrix–reinforcement bonding. In the current hot consolidation process, the poor density behavior of the resulting composites could be attributed to the deficient sintering temperature and time to reach the desired consolidation level in the steel matrix reinforced by TiB2. To increase the density of the hot consolidated steel composites, further optimization of the sintering temperature would be required.

Relative density of steel composites sintered at different temperatures.
Usually, vacuum hot-pressing processes are characterized by diffusion and plastic sliding as the main mechanisms of sintering density. Depending on sintering temperature, various mass transport mechanisms, such as diffusion by surface, grain boundary, lattice, volume, and viscous flow become operational.22,23 Figure 3 shows that plastic deformation plays a key role in the densification process (blue-dashed region) in the present work. This can be related to the influence of the simultaneous application of temperature and pressure that increases the contact area between the particle surfaces resulting in plastic deformation. Relative density increases slightly with rise in temperature from 1000°C to 1100°C owing to thermal activation. With the increase in temperature to 1100°C, a more compacted structure was observed with a few pores revealing higher sintered density. The improvement in density with the increase in temperature indicated the influence of temperature on the thermally activated sintering process. In addition, fine TiB2 particles are squeezed between the coarse steel matrix due to more plastic strain because of the high effective contact pressure on finer particles during sintering at high temperature, thereby leading to a progressive decrease in porosity. However, grain boundaries were still visible at the contact areas of the deformed powders in both cases, indicating that the process parameters are not adequate enough to precede mass transfer and diffusion of powder particles and full densification. Poor densification can be explained by the presence of fine pores at the particle interface that prevents the progress of densification. Basically, sintering is mainly driven by the shrinking of the pores on the surface. The estimation of an appropriate sintering temperature of the composite material is a complex phenomenon, as it depends on multiple factors, such as the physico-chemical properties of the sintered powders, grain size, shape, volume fraction of reinforcement, their solubility, wettability, and many other factors. In order to improve the density, several holding times and compaction pressure values should be studied and tested. By selecting the correct amounts of reinforcement and sintering parameters, near full density may be obtained. In general, increases of sintering temperature and time can increase the density due to faster mass transport but, on other hand it can increase the grain size that deteriorates the mechanical properties of the sintered composite.24 In the present investigation, a decreased density of the sintered composites may provide the benefit of weight saving or higher strength-to-weight ratio. Based on the results obtained in the present work, it is suggested that sintering at a higher temperature for a short duration will be the optimal sintering process for TiB2-based steel matrix composites to attain the desired properties in the final product.

FESEM images of composites sintered at (a) 1000°C and (b) 1100°C.
Effect of Reinforcement Content on Density
The effect of TiB2 reinforcement on the relative density is displayed in Fig. 4. It can be observed that there is a slight rise in the density of the steel composite reinforced with 2 vol.% TiB2 particles as related to steel without reinforcement. It is well known that the addition of boron either in elemental form or boride form activates the sintering process by reducing the sintering temperature to achieve a high density in a number of ferrous alloy systems.8,25,26 A similar increase in density of the composite with 2 vol.% TiB2 compared to unreinforced steel was observed in the current work. This observation can be related to the filling of voids by these particles during compaction. Although micron TiB2 particles are not as fine as submicron or nanoparticles, they were still fine enough in the present work to reside in the voids between the steel particles without pushing them apart. However, with an increase in TiB2 content, they can also occupy the space between the steel particles thereby creating voids in the compact. Figure 4 shows that the composite density drops from 92% to 89% when the TiB2 content rises from 2% to 4% due to low TiB2 density. In the composite, the grain-pinning effect caused by the TiB2 particles prevents grain boundary diffusion, resulting in lower density. The decrease of relative density with increasing TiB2 content is also due to increased inter-particle friction between the TiB2 particles, between the steel and the TiB2 particles, and between the two of them and the die wall during compaction. Again, agglomeration of TiB2 particles in the composite with 4 vol.% retains pores in the agglomerated zone and hence there is a decrease in density.

Variation of relative density of composites with reinforcement content.
From the microstructure of the composites in Fig. 5, clustering of TiB2 particles can be observed with the increase in TiB2 content from 2% to 4%, which can obstruct the densification due to large TiB2–TiB2 contact. Sintering during vacuum hot pressing proceeds by diffusion due to the surface energy of the particles and external pressure. It is well known that surface energy is accessed by the surface area of the samples. Finer particles promote faster sintering owing to their higher surface area and more energy per unit volume. In the present investigation, the size of the steel powder and TiB2 powder used were 28 µm and 2 µm, respectively, with a view to enhancing the role of the surface area in improving the properties. Another densification mechanism is the plastic sliding between particles under the action of n external force, resulting in faster densification. Lonergan et al.27 identified that densification is enhanced by a lower activation energy linked with a finer starting particle size, higher pressure, or the presence of second phases. At lower temperatures, the grain boundary diffusion mechanism is the dominant mechanism that requires less energy whereas at higher temperatures, the lattice diffusion mechanism which requires more energy becomes the dominant densification mechanism. The relative density of the composite was found to decrease with the TiB2 particles, which can be ascribed to the increased number of rigid contacts due to presence of pores in the region of TiB2 clusters that prevents the compaction between the reinforcement particles. It is evident that the presence of reinforcements hindered densification. In the literature, it has been observed that the contact between hard, non-deformable materials prevents densification, resulting in increased porosity at the contact points. This can be explained by the deformation that takes place at the contact points, and the need for additional deformation by matrix particles to fill the gap in these regions.

FESEM images of composites with (a) 2 vol.% TiB2 and (b) 4 vol.% TiB2sintered at 1100°C.
Pagounis et al.28 reported that the relative number of each particle contact type plays a key role during densification of composite powders. Based on the theory of particle contact, the modified gapless packing model for bimodal powder system is expressed as:
where n is the number of contact type, subscript 1 stands for matrix particles, subscript 2 for ceramic particles, and R is the radius ratio between the particles.
According to this theory, the densification mechanism at the 1-1 contact is similar to that of monolithic powder as plastic–plastic contact. Densification at the 1-2 contact is influenced by the plastic behavior of the matrix at particular pressure and temperature conditions, whereas 2-2 contact is characterized by no deformation, resulting in rigid–rigid contact. In addition, ceramic particle contact results in void formation and carries a part of the applied pressure, thereby necessitating application of higher pressure for the progress of densification. Pagounis and his co-workers also explained the decrease in relative density with the increase in reinforcement content by taking the relative density of the matrix into consideration. Accordingly, the relative density (ρm) of the matrix phase as a function of the relative density (ρc) of the composite is given by:
where f presents the reinforcement volume fraction.
Figure 6 presents the calculated final relative density of the steel matrix reinforced with different volume content of TiB2 particles. It can be observed that the final relative density of the matrix in the composite decreases with the increase in TiB2 content, indicating an increase in void space due to the increase in hard ceramic particle contacts. Therefore, higher pressure will be required to produce additional deformation of the matrix in order to achieve the desired density in the composite. The presence of a hard reinforcing phase in the composites constrains the displacement that leads to influencing the densification and restraining the sintering mechanism. Again, in the powder metallurgical method, the densification of stainless steel is usually due to plastic deformations and the diffusion of the grain boundaries. However, the presence of the TiB2 particles will prevent the grain boundaries from diffusing due to grain-pinning effects of the second-phase particles. On the other hand, the density of the composite with 2 vol.% TiB2 is higher than that of stainless steel without reinforcement. This is due to the fact that the composite has a lower volume content as well as the homogeneous distribution in the matrix. This means that the pinning effect is lower and hence the densification is higher. However, further increase in TiB2 content from 2 vol.% to 4 vol.% resulted in lower densification due to large TiB2–TiB2 particle contact and hence sinterability. Again, friction is likely to occur during the compaction process due to the hardness of the TiB2 particles. Interparticule friction may also occur between the TiB2 particles, between the steel particles and the TiB2 particles and between both these particles and the die walls. Consequently, the reason for the decrease in density with increasing TiB2 content is likely to be due to an increased frictional force between the particles. The larger number of particles prevents the contact between the steel particles and sintering.

Relative density of the composites and the matrix of the composites.
Optimization of Parameters Using the Taguchi Method
Analysis of the Signal-to-Noise (S/N) Ratio
The main goal of conducting this analysis is to achieve significant factors and their combination in the process of obtaining higher density and hardness by evaluating the highest possible S/N ratio for the parameters under consideration. the optimal parameters are a main constraint for determining the accurate process parameters. The S/N ratio is used in the present work to find the best combination to achieve dense material with better mechanical properties. When the S/N ratio is high, the signal is significantly stronger than the random effects of noise. Table II displays the experimental results of relative density, hardness values, and corresponding S/N ratios computed using Eq. 3. The S/N ratio is used to assess the impact of each process parameter on the output responses of relative density and hardness.
Table III shows the S/N response for relative density that includes the S/N ratio of the selected characteristics of the factors at each level. Based on Taguchi analysis, the larger the difference between values of the S/N ratio, the more significant is the process parameter. It can be seen from Table III that the temperature ranks first in the contribution of relative density followed by reinforcement content and time. It has been demonstrated that sintering is a thermally activated process which is influenced by temperature. Therefore, it is confirmed from the observations that the sintering temperature has the greatest impact on the relative density.
Figure 7 illustrates the main effects plot for the relative density. It can be observed that the relative density increases from 84.5% to 88.0% as the sintering temperature increases from 1000°C to 1050°C. Furthermore, the average density increases to more than 92% as the temperature increases, indicating a change in density between these temperatures. Regardless of the densification mechanism, the trend of relative density increases with temperature. On the time plot, the relative density increased from 87% to 89% with a time increase from 15 to 20 min. However, with a further time increase to 30 min, the relative density decreased to approximately 86%. On the reinforcement content plot (0–2%), the relative density increases from 87% to 92%, while a further increase of 4 vol.% reduced the density to 85%. This can be inferred to the rule of mixture caused by the introduction of low-density reinforcement material into the matrix. The increase of TiB2 particles in the steel matrix inhibited the transport mechanism thereby reducing the densification during sintering. Many authors have reported on the effectiveness of the addition of TiB2 for decreasing the densification temperature of several oxides to obtain densely sintered bodies.29,30,31,32 This is consistent with the density results observed in the present work for the composite with 2 vol.% TiB2 compared to unreinforced steel. From the main effects plot, it is evident that the maximum value of density is associated with the sample with 2 vol.% TiB2 content sintered at 1100°C for 20 min. Under this set of process parameters, a density trial was conducted and found to be at a maximum, i.e., 92.6%. It can be inferred that the density obtained from this optimal condition is approximately similar to the density of the composite with 2 vol.% TiB2 content sintered at 1100°C for 15 min (i.e., 92%). So, the time factor is less significant in the current investigation, which can be confirmed from the mean effects plot with almost negligible slope. In conclusion, the maximum relative density achieved in this work is 92%, which can be attributed to a lack of process temperature and time required to reach the desired degree of consolidation in the TiB2-reinforced austenite-grade steel matrix composites. To achieve the highest degree of density, further increases in sintering temperature are required. However, further increases of temperature may create grain coarsening and wider grain size distribution that can have important influences on the mechanical properties. So, it is essential to choose optimum process parameters depending upon the requirement.

Main effects plot of means for relative density.
Similarly, Table IV shows the S/N ratio responses for hardness. The main effects plots for hardness of the composites regarding the process parameters are shown in Fig. 8 revealing an enhancement of hardness with reinforcement content and temperature. An increase in reinforcement content causes an increase in hardness. The optimum processing conditions are recognized from the peak points. Based on this analysis, the highest hardness is achieved for the composite reinforced with 4 vol.% TiB2 and sintered at 1100°C for 15 min.

Main effects plot of means of hardness.
Analysis of Variance (ANOVA)
ANOVA was used to assess the proportion of the contributions of the input parameters and the main contributors for relative density and hardness. ANOVA was conducted by dividing the total variability of S/N ratios (expressed as the sum of the squares of the total average S/N ratios) into contributions from each process parameter and the errors. Fisher′s (F) values were then estimated for each process parameter. Generally, if F is greater than 4, the relevant parameter has a major effect on the quality characteristic.30 ANOVA analyses on the relative density and hardness are presented in Tables V and VI, respectively. It is clear from Table V that temperature has a consequential influence on the relative density with a55.51% contribution followed by a reinforcement content of 36.63% contribution. Hence, a higher density material is favored by a higher sintering temperature. Sintering time has an insignificant effect with a 6.97% contribution. According to the S/N and ANOVA results, the optimal process conditions are 1100°C temperature, 2% reinforcement content, and 20 min of sintering time.
The ANOVA analysis on hardness (Table VI) recognizes the reinforcement content as the main controlling and most significant parameter on the hardness of the composites. After reinforcement content, temperature is the principal factor affecting hardness with a contribution of 37.52%. The higher significance of reinforcement content confirms the improvement of hardness with the increase in reinforcement content. As can be seen, the sintering time has the lowest importance on the hardness, similar to the relative density. Based on the ANOVA analysis, the contribution of reinforcement content, sintering temperature, and holding time on hardness are 60.81%, 37.52%, and 0.40%, respectively. The optimal process conditions for hardness are 4 vol.% TiB2, 1100°C temperature, and 15 min of sintering time. It is also possible to establish the above findings from the rank given to each factor, as presented in Table IV, where °first rank is assigned to °reinforcement content followed by temperature and time.
The surface plot for relative density for varying temperature and reinforcement content is shown in Fig. 9, reveraling a rising trend of relative density with a rise in temperature. With an increase in reinforcement content to 2 vol.%, °relative density increases but, at a high level, a decreasing trend is observed, as indicated by the inward curve of the plot. It can be seen that the 2 vol.% reinforcement content presented the highest density, while the 4 vol.% presented the least value. This agrees with the ANOVA results in Table V.

Surface plot of relative density vs temperature and reinforcement content.
The surface plot for hardness for varying temperature and reinforcement content is presented in Fig. 10. A similar trend of increase in hardness is observed with respect to temperature as in the case of relative density. Again, there is a marked increase in hardness with the increase in reinforcement content. From the plot, it is evident that the reinforcement content has significant effect on the hardness in contrast to temperature.

Surface plot of hardness vs temperature and reinforcement content
Conclusion
The present investigation was aimed at the optimization of the hot consolidation parameters of steel matrix composites in response to the relative density and hardness by conducting a minimum number of experiments using the Taguchi approach. The influence of process parameters and reinforcement content on the response variables (relative density and hardness) has been analyzed. On the basis of the experimental data, the relative density of the hot-pressed composite increased as the processing temperature increased. This is due to the effect of temperature on the diffusion mechanism of the solid state which increases its sinterability and thus densification. From the statistical analysis, the sintering temperature and reinforcement content were identified as most significant process parameters concerning the relative density and microhardness, respectively. The percent contribution of sintering temperature to relative density was 55.51% followed by the reinforcement content with the contribution of 36.63%, whereas the contribution of reinforcement content on microhardness was found to be 60.8%, followed by sintering temperature with the contribution of 37.52%.
References
L. Singh, IOSR J. Eng. 02, 152 (2012).
S.R. Oke, O.O. Ige, O.E. Falodun, A.M. Okoro, M.R. Mphahlele, and P.A. Olubambi, Int. J. Adv. Manuf. Technol. 102, 3271 (2019).
D. Embury and O. Bouaziz, Annu. Rev. Mater. Res. 40, 213 (2010).
J. Markgraaff, J. S. Afr. Inst. Min. Metall. 96, 55 (1996).
N. Zhang, Y. Qiang, C. Zhang and G. Ding, Emerg. Mater. Res. 4, 149 (2015).
D. Gu, J. Ma, H. Chen, K. Lin and L. Xi, Compos. Struc. 192, 387 (2018).
A. Anal, T.K. Bandyopadhyay and K. Das, J. Mater. Process. Technol. 172, 70 (2006).
H. Nahme, E. Lach and A. Tarrant, J. Mater. Sci. 44, 463 (2009).
M. Kowalczyk, Adv. Manuf. Sci. Technol. 38, (2014).
S. Kumar and V. Balasubramanian, Tribol. Int. 43, 414 (2010).
Y. Sahin, Mater. Sci. Eng. A 408, 1 (2005).
Z. Hussain, S. Khan and P. Sarmah, J. King Saud Univ.–Eng. Sci. 32, 274 (2020).
C.O. Ujah, A.P.I. Popoola, O.M. Popoola and V.S. Aigbodion, Int. J. Adv. Manuf. Technol. 100, 1563 (2019).
A. Canakci, F. Erdemir, T. Varol and A. Patir, Meas. 46, 3532 (2013).
H.S. Jailani, A. Rajadurai, B. Mohan, A.S. Kumar and T. Sornakumar, Int. J. Adv. Manuf. Technol. 45, 362 (2009).
F.L. Zhang, M. Zhu and C.Y. Wang, Int. J. Refract. Met. Hard. Met. 26, 329 (2008).
S. Isao Fukumoto, S. Shibata and K. Nakayama, JSME Int. J. 49, 91 (2006).
A. NoorulHaq, P. Marimuthu and R. Jeyapaul, Int. J. Adv. Manuf. Technol. 37, 250 (2008).
S. Sahoo, B.B. Jha, T.K. Sahoo and A. Mandal, Mater. Manuf. Process. 33, 564 (2018).
S. Sahoo, B.B. Jha, S. Mantry, S.K. Nayak, T.S. Mahata, J. Sharma, T. SRCh, T.C. Murthy and A. Mandal, J. Mater. Eng. Perform. 3, 2121 (2022).
K. Rahmani and G.H. Majzoobi, J. Compos. Mater. 54, 2297 (2020).
M.S. Asl and M.G. Kakroudi, J. Mater. Sci. 3, 14 (2015).
P. Guyot, G. Antou, N. Pradeilles, A. Weibel, M. Vandenhende, G. Chevallier, A. Peigney, C. Estournès and A. Maître, Scr. Mater. 84–85, 35 (2014).
B.B. Sahoo, S. Jha, S.K. Mantry, T.S. Nayak, J. Mahata, T.S.R. Sharma, T.C. Murthy and A. Mandal, Mater. Sci. Technol. 34, 1965 (2018).
R.W.K. Honeycombe, Powder Metall. 20, 191 (1977).
E. Pagounis and V.K. Lindroos, J. Mater. Eng. Perform. 6, 749 (1997).
J.M. Lonergan, W.G. Fahrenholtz and G.E. Hilmas, J. Am. Ceram. Soc. 2351, 2344 (2015).
E. Pagounis, M. Talvitie and V.K. Lindroos, Mater. Res. Bull. 31, 1277 (1996).
S. Hong, Y. Wu, B. Wang, Y. Zheng, W. Gao and G. Li, Mater. Des. 55, 286 (2014).
M. Ito, N. Ohira, J. Takahashi, S. Kawano, S. Tanaka and Y. Nagashima, J. Phys. Conf. Ser. 232, 012006 (2010).
M. Ito and N. Ohira, Mater. Trans. 49, 1844 (2008).
M. Ito and T. Matsuda, J. Alloys Compd. 477, 473 (2009).
Acknowledgements
We would like to express our appreciation for the financial support provided by the Board of Research in Nuclear Science (BRNS), Department of Atomic Energy, Government of India, No 36(2) 14/18/2016- BRNS.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
There is no conflict of interest on the part of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Sahoo, S., Jha, B.B. & Mantry, S. Optimization of Process Parameters of Hot Consolidated Steel Matrix Composites by Taguchi Method. JOM 76, 818–828 (2024). https://doi.org/10.1007/s11837-023-06228-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-023-06228-0