
Abstract
The present work aims to assess the best friction stir welding (FSW) parameter for HDPE sheet weld joints. In this context, tool rotational speed, tool transverse speed, and tool tilt angle have been considered as control parameters. The experiments have been planned according to Taguchi’s L16. The process outcomes were evaluated in terms of tensile strength and elongation. Analysis of variance methodology has been implemented to evaluate the most significant control parameter regarding process outcomes. These outcome values have been used to optimize the FSW control variables using the concept of Grey relational analysis. In addition, the integration of the Grey concept and fuzzy system has also been explored to analyze the optimum welding combination. When compared, it was found that both optimization routes yielded identical outcomes in terms of parametric optimization. The favorable welding conditions were obtained with a tool rotation speed of 1070 rpm, a tool traverse speed of 20 mm/min, and a tool tilt angle of 2° for maximum output response, whereas the tool rotation speed was obtained as the most influential control parameter.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Due to their low cost, high strength, and toughness, thermoplastics are used in various industrial applications.1,2,3 Polythene is the most widely used thermoplastic. It is easily available, processable, and has a high degree of design freedom for producing complex shapes.4 For producing large and complex shapes, different joining methods are developed.5,6 As a greener, more efficient, and quick welding technique, FSW is most widely used to join plastics.7,8 In this technique, materials are joined by friction and heat generated by a rotating tool. The four phases of friction stir welding are the plunging, dwell, weld, and exit phases.9,10,11
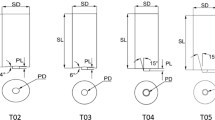
Different methods are used to join thermoplastics, like adhesive bonding, mechanical fastening, laser welding, and ultrasonic welding. These methods are not foolproof as defects have been found in these methods. As a result, FSW, which is the most efficient, simplest, least wasteful material, and defect-free welding technique have been employed for joining thermoplastics.12,13,14 The FSW of polymers is not only used to remove defects caused by conventional welding methods, but it also discovered some defects such as root defects, peeling defects, and flash. A short length of the pin causes a root defect, while a long pin results in the melting of the material. Peeling defects are mostly found while welding polypropylene (PP).15,16,17
To obtain a better joint quality in any welding process, it is crucial to select appropriate parameter settings to achieve desirable results.18 It was common practice among researchers a few decades ago to keep all the parameters constant against a single parameter during process optimization. They used to vary the single parameter for different levels. For example, if there were three parameters, the first two were kept constant, and the third parameter was varied. For the next set of experiments, the last two parameters were kept constant, and the first parameter was varied. Such optimization models and practices were not only time-consuming but also unfit for conflicting parameter optimization.19,20,21 To overcome this problem, Taguchi’s design of experiment (DOE) model is widely used in the field of optimization. The Taguchi method has reduced the complexity in the field of optimization. It minimizes the interaction of responses and makes the experimental investigation simpler. It also improves the weld quality, and it can be applied with any optimization method.22,23,24 It has been noticed that several studies have been carried out for the optimization of FSW parameters on thermoplastic polymers.25,26,27,28 In this regard, Strand29 studied and investigated the scope of friction stir welding compared to other thermoplastic joining methods. The FSW tool is tilted at an angle. It gives a better flow of material, while FSW provides better contact between the tool shoulder and work material.30 The ability to join non-weldable materials is considered one of the main benefits of friction stir welding, and it was characterized by Khalaf et al.31 in their study. This research successfully used a thermomechanical simulation of HDPE with a computational fluid dynamics (CFD) approach to analyze the influence of FSW tool pin profiles on heat generation and material flow, where material experiments were used to validate the simulation’s findings. Higher heat generation in the cubic pin tool (CPT) sample led to greater heat flux inside and on the surface of the joint line, which caused a bigger stirred zone (SZ) to form in the CPT sample compared to the others. The simulation results indicate that the SZ size of samples that were welded with FPT, TPT, and CPT pins were 17 mm2, 19 mm2, and 21 mm2, respectively, which is around three times the corresponding values in the heat-affected zone (HAZ). To assess the temperature conditions between the tool and the plasticized polymeric materials, Derazkola32 performed underwater FSW (UFSW). The researchers employed a newly designed coupled 3D thermo-chemical–mechanical numerical model to simulate underwater FSW. To predict how factors like pressure, viscosity, and temperature would change when immersed, a computational fluid dynamics study was carried out. The numerical model may foretell the percentage of shrinkage and the generation of an air gap in the joint stir zone by studying the evolution of mixed slipping and sticking contact parameters at the tool-workpiece interface (SZ). Experimental data on polycarbonate (PC) polymer were used to verify the simulation model. Using a steel tool stir friction, Derazkola and Simchi33,34 injected 100 nm colloidal alumina nanoparticles into the plasticized polymer to create polycarbonate (PC)-based nanocomposites to determine the flexural strength, tensile strength, hardness, and impact energy of the prepared samples. The study also gave a detailed description of the microstructural properties of the manufactured samples, such as the use of fractography to detect fracture growth on rivet patterns and shrinkage holes. As a side note, flexural specimens revealed mist patterns in the fractographic examination. Al2O3 nanoparticles were also dispersed throughout the samples generated. Sheet lamination (SL) is a friction stir additive manufacturing technique that was used by Derazkola et al.35 to create a poly-methyl-methacrylate (PMMA) polymer matrix composite (FTAM). During the process of making the laminated structure, the researchers checked the strength of the layered bonds and the integrity of the composite construction. Furthermore, the dipole bonding between iron and oxygen and carbon was analyzed using x-ray photoelectron spectroscopy (XPS). The microstructural and mechanical properties of the created samples were analyzed further, and it was shown that the generated layered structure exhibited better flexural bending (about 90% of PMMA). Eyvazian et al.36 investigated the quality of friction stir welded poly (methyl methacrylate) T-joints based on plunge depth (TPD), tilt angle (TTA), and offset (TO) of tool. Thermochemical-based simulation was performed that revealed the increment of frictional heat at higher TPD and TTA. The study further discussed the presence of crack forking and crack path close to shrinkage holes at fractured surface. Such occurrences were found to be the root cause for the degradation of the weld quality. Derazkola et al.37 modeled and experimentally validated the flow of polycarbonate during FSW. In this regard, thermo-mechanical models were employed to investigate the effect of processing parameters. The simulation result of the study revealed the changes in temperature gradient due to surge in the tool rotational velocity. Also, the decrement in the susceptibility of crack formation around the joint line due to high tool rotational velocity was found. The study revealed that the higher heat input causes less crack formation due to the filling up of SZ by means of plasticized material. Lambiase et al.38 studied the widespread application of FSW and friction spot stir welding processes for polymers. The study provided a detailed discussion about the process fundamentals, quality assessment, and influence of process parameters on the mechanical behavior. In addition, emphasis is given to new developments and future perspectives. Derazkola et al.39 employed FSW and formed lap joint configurations for polycarbonates. Tool rotation speed (ω), travelling speed (V), tilt angle (α), and plunge depth were the input variables, and the performance characteristics were material flow, joint tensile strength, flexural strength, impact energy, and hardness. The study explored the relationship between the process variables and the properties of polycarbonate sheets, and it was found that at low and high levels of heat input sound joints cannot be attained. Derazkola and Simchi40 evaluated the influence of tool pin profile during FSW of poly(methyl methacrylate) sheets. Frustum, cubic, and triangle tool pin profiles were used, and their effects were appraised through thermomechanical simulation and experimental analysis. The study explored the mechanical and microstructural aspects of the weld joints and showed that internal defects caused brittle rupture of the material. The study was further continued by Elyasi and Derazkola41 for the same material with different weld joint configuration. In this study, T-joint configuration was investigated using thermomechanical simulation and experimental investigation. The outcomes of the study were identical to the previous study in term of brittle fracture. However, comparison-based studies using a couple of optimization techniques are not well explored for HDPE sheets using the FSW process.
In this context, an attempt has been made by authors to evaluate the performance characteristics of friction stir welded HDPE sheets. Two novel process optimization routes have been implemented and compared with each other for the best parametric setup. The motivation for implementing Grey integration with fuzzy is their variable handling characteristics. Actually, it is an efficient method for dealing with the uncertainty and imprecision that can arise when welding these materials. The Grey approach is used to handle the uncertainty associated with the input parameters of the FSW process, such as the tool rotation speed, traverse speed, and tool tilt angle, while the fuzzy approach is used to handle the imprecision associated with the output parameters, such as the tensile strength and elongation (%). Together, these methods can help optimize the FSW process and produce high-quality welds in HDPE sheets.
Materials and Method
Before the commencement of the experiments, a few modules viz. materials to be welded, selection of influencing parameters, the total number of experiments to be carried out, availability of machine setup, etc., must be discussed to execute experiments systematically and successfully. All these modules have been discussed as follows:
Selection of Workpiece Material and Tool Material
Thermoplastics have low thermal conductivity. So, heat generated on the advancing side and retreating side will not be uniform, and that situation leads to defects. For defect-free welding, the tool material must be properly selected.42,43,44 The experimental material is an HDPE sheet (Fig. 1a) having dimensions of \(100\times 50\times 6 {mm}^{3}\). The mechanical and thermal properties of HDPE are illustrated in Table I. An experimental setup is shown in Fig. 1c. The tool material used during the FSW is H13 tool steel having a pin diameter of 5 mm, 18 mm shoulder diameter, and pin length of 5.8 mm. The FSW tool (Fig. 1b) used in the experiment has a cylindrical shape pin and cylindrical shoulder.

FSW material, tool, equipment welded samples: (a) HDPE sheets, (b) FSW tools with dimensions, (c) machine setup for experimentation, (d) friction stir welded samples.
Selection of Welding Parameters
The FSW parameters have a significant impact on the mechanical properties of welded thermoplastics. Hence, optimization of parameters is needed to obtain quality welds. From the existing literature, it was found that tool rotation speed (TRS), tool traverse speed (TTS), tool tilt angle (TTA), plunge depth, tool temperature, the temperature of work material, and plunge depth are the generally used input parameters that affect the characteristics of the welded plates.45,46,47,48 Of all these input parameters, tool rotation speed (TRS), tool traverse speed (TTS), and tool tilt angle (TTA) have been selected in this study based on not only the availability of machine setup but also employing a trial-and-error method. These parameters with their respective level of variations are listed in Table II.
Experimental Design and Machine Setup
Design of experiment (DOE) deals with designing tables with varying combinations of different parameters which will be followed in experiments. Proper selection of the design of experiments is essentially required for the smooth conduct of the experiments. Therefore, in this study, the Taguchi DOE concept has been implemented for designing the experimental combinations. The experimental combinations, using L16 orthogonal array, are listed in Table II, and they were performed on a “universal milling machine” manufactured by Geeta Engineering Pvt Ltd. (Fig. 1c). The welded samples are illustrated in Fig. 1d.
Welding Output Responses
The tensile strength and elongation are critical parameters that impact the quality of friction stir welded HDPE sheets. They are used to determine the strength, flexibility, and overall quality of the weld and are crucial factors to consider in the optimization of the FSW process. Tensile strength refers to the maximum load that a material can withstand in tension before it breaks. It is an indicator of the material's strength and resistance to stretching. A high tensile strength indicates a strong, durable weld that is less likely to break or crack under stress. Elongation, on the other hand, refers to the amount a material can stretch or deform before it breaks. It determines the flexibility and ductility of the weld. A high elongation value indicates a weld that is more flexible and less likely to crack under stress. Mathematically,
Before measuring the tensile strength, the samples are prepared (Fig. 2). In this work, the tensile test is performed on a universal tensile test machine for 16 samples. Also, the elongation values for each sample were noted. The output result of tensile strength and elongation are listed in Table III.

Tensile test samples.
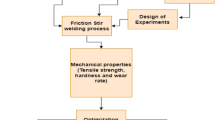
Grey Relational Analysis (GRA) for Optimization
Grey relational analysis has been done to convert the multi-responses into a single response. The experimental output responses are diverse in nature. Therefore, it is essential to normalize the data into a common scale where the lowest value is indicated by 0 and the highest by 1. In the present study, both the experimental output responses, viz. maximum tensile strength and elongation (%), are of the same nature (higher values of responses are preferred). However, their units are different, so they are normalized according to higher is better using the following Eq. 3.
where \(i=\mathrm{1,2},\dots \dots \dots .m\); \(k=\mathrm{1,2},\dots \dots \dots ..n;\) \(m=\) number of experiments \(n=\) number of factors; \({x}_{i}\left(k\right)=\) original sequence; \({x}_{i}*\left(k\right)=\) normalized value; \( {x}_{i}\left(k\right)\) and \( {x}_{i}\left(k\right)\) are the min and max values of \({x}_{i}\left(k\right)\), respectively. The Grey relational coefficient (GRC) for two output responses (tensile strength and elongation (%)) is shown in Table IV. The flow chart of GRA is shown in Fig. 3.

Flowchart of Grey relational analysis.
Grey relational coefficient (GRC) is found by following Eq. 4.
where \({\zeta }_{i}\left(k\right)\) is the Grey relational coefficient; \({D}_{oi}\) is deviation among \({x}_{o}*\left(k\right)\) and\({x}_{i}*\left(k\right)\); \({x}_{o}*\left(k\right)\) = ideal sequence; \(D\mathrm{max}\) = maximum value of \({D}_{oi}\left(k\right)\), \(D\mathrm{min}\) = minimum value of \({D}_{oi}\left(k\right).\)
The Grey relational coefficient (GRC) for two output responses (Tensile strength and Elongation (%)) is shown in Table IV. The flow chart of GRA is shown in Fig. 3.
Grey relational grade (GRG) is calculated from the GRC of every observation as Eq. 5.
\({\zeta }_{i}\left(k\right) =\) Grey relational coefficient and n = the quantity of output responses. The Grey relational grade; \(i\) represents the relationship among the ideal sequence and the comparative sequence. If a higher Grey relational grade is found for the equivalent set of processing parameters compared to other sets, it is selected as the most accepted optimum setting.
Result and Discussion
Taguchi’s L16 orthogonal array is applied by using process parameters, viz., tool rotation speed, tool traverse speed, and tilt angle on output parameters, viz., tensile strength and elongation. The Grey relational analysis is applied to obtain multi-response characteristic optimization of FSW parameters and their output. The effectiveness of parameters on output responses is found by ANOVA (analysis of variance). The contribution of input parameters (TRS, TTS, TTA) to the Grey relational grade is shown in Fig. 4. It has been noticed that the tool rotation speed (28%) has the maximum influence on output responses. Tilt angle and traverse speed have a contribution of 14% and 20% simultaneously.

Contribution of parameters on (a) GRG and (b) MGCI. (c) Comparison between GRG and MGCI.
The overall Grey relational grade (GRG) of the L16 orthogonal array is shown in Table IV. It has been observed that the parameters in experiment 9 show the maximum GRG (0.7877), which gives a maximum output response.
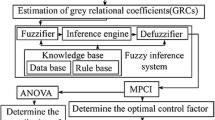
A fuzzy inference system (FIS) is an accurate problem-solving method based on human inexact inference to handle numerical data. FIS is widely used in data classification, automatic system control, decision analysis, computer vision, and expert systems. It mainly consists of four components: fuzzification, knowledgebase, fuzzy inference engine, and defuzzification.21,22,23,24 The aforementioned individual Grey relation for responses has been imparted as inputs to the formulated FIS. These input variables have been articulated into linguistic variables by means of three fuzzy membership functions (refer to online supplementary material), viz., “small (S),” “medium (M),” and “large (L)” (see supplementary Figure S1 and S2), whereas the output response (MPCI) has been demonstrated using five membership functions, viz., “very small (VS),” “small (S),” “medium (M),” “large (L),” and “very large (VL)” (see supplementary Figure S3). Here, for each input and output variable, the fuzzy set consists of a triangular membership function. Based on fuzzy rules (Table V), the Mamdani implication method23,24 has been applied for fuzzy inference reasoning (refer to online supplementary material).
The Mamdani FIS is used to map the input fuzzy sets to output fuzzy sets. The method is named after its creator, Ebrahim Mamdani. This method provides a simple and intuitive way of mapping the input fuzzy sets to output fuzzy sets. It uses a set of if–then rules to determine the membership values of the output fuzzy sets based on the membership values of the input fuzzy sets. This allows the system to make decisions based on the input data and provide an output that is in line with human reasoning. The formula for the Mamdani implication method is given by the following equation:25,26
where y is the output fuzzy set, x is the input fuzzy set, m is the slope of the line connecting the points (0, 1) and (1, 0), and b is the y-intercept of the line.
As there are multiple outputs corresponding to their multiple inputs, to compute the final crisp output.
The aggregated fuzzy output, \({y}_{\mathrm{agg}\left({x}_{i}\right)}\), of Mamdani-type FIS has been expressed by a crisp value for the next operation of the fuzzy controller. For defuzzification, the center of gravity (COG) method has been used. The MGCI has been achieved as per Eq. 7.
The numeric values of MGCIs have been tabulated in Table VI.
By applying Taguchi’s analysis of variance, the most effective parameter has been found to be output response. The contribution of parameters shows the effect on the quality of the weld. As shown in Fig. 4. Tool rotation speed has a maximum contribution to output, while tilt angle and traverse speed have the least contribution.
The results have been compared with GRG and are shown in Fig. 4.
Conclusion
The foregoing study investigates the effect of welding parameters TRS, TTS, and TTA on tensile strength and elongation during the friction stir welding of HDPE sheets.
-
1.
ANOVA has been done to find the parameters that influence weld quality. It has been noticed that tool rotation speed has a major effect on the output characteristics such as GRG and MGCI.
-
2.
The study also concluded that optimal parametric combinations using both the proposed methods (by Grey relational analysis and fuzzy integrated with Grey analysis) are the same. The optimal parametric combination was obtained as TRS of 1070 rpm and TTS of 20 mm/min at TTA 2°.
References
J.M. Garcés, D.J. Moll, J. Bicerano, R. Fibiger, and D.G. McLeod, Adv. Mater. 12, 1835 (2000).
J. Holbery, and D. Houston, JOM 58, 80 (2006).
C. Rajput, S. Kumari, V. Prajapati, Dinbandhu, and K. Abhishek, Mater. Today: Proc. Vol. 26 (2020), p. 1302
P.H.F. Oliveira, S.T. Amancio-Filho, J.F. Dos Santos, and E. Hage, Mater. Lett. 64, 2098 (2010).
B. Marczis, and T. Czigány, Period. Polytech Mech. Eng. 46, 117 (2002).
Dinbandhu, V. Prajapati, J. J. Vora, and K. Abhishek, Advances in Gas Metal Arc Welding Process: Modifications in Short-Circuiting Transfer Mode, in Advanced Welding and Deforming (Elsevier, 2021), pp. 67–104
J. Gao, X. Cui, C. Liu, and Y. Shen, Mater. Sci. Technol. 33, 1145 (2017).
D. Bandhu, R. Kumar, A. Nishant, and A. Thakur, Characterization of Friction Stir Welding for AA 2014–6061 and Influence of Aging on Their Mechanical Behavior, in 5th National Conference on Topical Transcend in Mechanical Technology SJBIT Bangalore (TTMT-17) (2017), pp. 98–102
K. Fraser, L. St-Georges, L. I. Kiss, K. Fraser, L. St-Georges, and L. I. Kiss, A Mesh-Free Solid-Mechanics Approach for Simulating the Friction Stir-Welding Process, Join. Technol. (2016)
D. Bandhu, S. Jani, and A. Thakur, Int. J. Res. Eng. IT Soc. Sci. 07, 21 (2017).
S. M. Senthil and M. B. Kumar, Appl. Sci. Eng. Prog. 15, (2022)
M. J. Troughton, Handb. Plast. Join. 15 (2009)
V.K. Stokes, Polym. Eng. Sci. 29, 1310 (1989).
V.K. Stokes, Polym. (Guildf) 42, 775 (2001).
S.R. Strand, C.D. Sorensen, and T.W. Nelson, Ann. Tech. Conf. ANTEC, Conf. Proc. 1, 1078–1082 (2003).
M. Shazly, M. Ahmed, M. E.-R.-C. of minerals, and undefined 2014, Friction Stir Welding of Polycarbonate Sheets, Researchgate.Net 12 (2018)
P. Kah, R. Rajan, J. Martikainen, and R. Suoranta, Int. J. Mech. Mater. Eng.
D. Bandhu, and K. Abhishek, Mater. Manuf. Process. 36, 1384 (2021).
A.K. Lakshminarayanan, and V. Balasubramanian, Trans. Nonferrous Met. Soc. China 18, 548 (2008).
Dinbandhu and K. Abhishek, Parametric Optimization and Evaluation of RMDTM Welding Performance for ASTM A387 Grade 11 Steel Plates Using TOPSIS-Taguchi Approach, in Advances in Materials Processing and Manufacturing Applications. ICADMA 2020. Lecture Notes in Mechanical Engineering. Springer, Singapore. (Springer, Singapore, 2021), pp. 215–227
D.R. Tripathi, K.H. Vachhani, D. Bandhu, S. Kumari, V.R. Kumar, and K. Abhishek, Mater. Manuf. Process. 36, 803 (2021).
P. Sathiya, M.Y. Abdul Jaleel, D. Katherasan, and B. Shanmugarajan, Opt. Laser Technol. 43, 660 (2011).
D. R. Tripathi, K. H. Vachhani, S. Kumari, Dinbandhu, and K. Abhishek, Mater. Today Proc. 26, 1389 (2020)
D. Bandhu, Experimental Investigation and Parametric Optimization of Regulated Metal Deposition Welding for Low Alloy Steel, figshare, 2021
A. Paoletti, F. Lambiase, and A. Di Ilio, Optimization of Friction Stir Welding of Thermoplastics, in Procedia CIRP, Vol. 33 (Elsevier, 2015), pp. 562–567
S. Saeedy and M. K. B. Givi, Experimental Application of Friction Stir Welding (FSW) on Thermo Plastic Medium Density Polyethylene Blanks, in ASME 2010 10th Biennial Conference on Engineering Systems Design and Analysis, ESDA2010, Vol. 4 (American Society of Mechanical Engineers Digital Collection, 2010), pp. 841–844
G.S.V.S. Kumar, A. Kumar, S. Rajesh, R.B.R. Chekuri, and V.P. Sundaramurthy, Adv. Mech. Eng. 13, 1 (2021).
M. Aissani, S. Gachi, F. Boubenider, and Y. Benkedda, Mater. Manuf. Process. 25, 1199 (2010).
S. Strand, Joining Plastics—Can Friction Stir Welding Compete?, in Electrical Insulation Conference and Electrical Manufacturing and Coil Winding Conference and Exhibition (2003), pp. 321–326
Z. Kiss, and T. Czigány, Period. Polytech. Mech. Eng. 51, 15 (2007).
H.I. Khalaf, R. Al-Sabur, M. Demiral, J. Tomków, J. Łabanowski, M.E. Abdullah, and H.A. Derazkola, Polymers 14, 4632 (2022).
H. Aghajani Derazkola, E. Garcia, and M. Elyasi, J. Manuf. Process. 65, 161 (2021).
H. Aghajani Derazkola, and A. Simchi, Thin-Walled Struct. 157, 107086 (2020).
H. Aghajani Derazkola, and A. Simchi, Sci. Technol. Weld. Join. 23, 209 (2018).
H.A. Derazkola, F. Khodabakhshi, and A. Simchi, Polym. Test. 90, 106690 (2020).
A. Eyvazian, A.M. Hamouda, H. Aghajani Derazkola, and M. Elyasi, Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 234, 773 (2020).
H.A. Derazkola, A. Eyvazian, and A. Simchi, Mater. Today Commun. 22, 100796 (2020).
F. Lambiase, H.A. Derazkola, and A. Simchi, Materials 13, 2291 (2020).
H. Aghajani Derazkola, A. Simchi, and F. Lambiase, Polym. Test. 79, 105999 (2019).
H. Aghajani Derazkola, and A. Simchi, J. Manuf. Process. 34, 412 (2018).
M. Elyasi, and H.A. Derazkola, Int. J. Adv. Manuf. Technol. 97, 1445 (2018).
A. Arici, and S. Selale, Sci. Technol. Weld. Join. 12, 536 (2007).
G.H. Payganeh, N.B. Mostafa Arab, Y. Dadgar Asl, F.A. Ghasemi, and M. Saeidi Boroujeni, Int. J. Phys. Sci. 6, 4595 (2011).
M. Shazly, M.M.Z. Ahmed, and M. El-Raey, Friction Stir Welding of Polycarbonate Sheets, in TMS Annual Meeting (Wiley, Hoboken, 2014), pp555–564.
S. K. Sahu, D. Mishra, R. P. Mahto, S. K. Pal, and K. Pal, Friction stir welding of HDPE sheets: a study on the effect of rotation speed, 6th Int. 27th All India Manuf. Technol. Des. Res. Conf. 1065 (2016)
S. Ramesh Babu, S. R. K. Hudgikar, and Y. Poornachandra Sekhar, Experimental Investigation on Friction Stir Welding of HDPE Reinforced with SiC and Al and Taguchi-Based Optimization, Lect. Notes Mech. Eng. 929 (2020)
M.A.E. Omer, M. Rashad, A.H. Elsheikh, and E.A. Showaib, Weld. World 66, 1 (2022).
E. Raouache, Z. Boumerzoug, S. Rajakumar, and F. Khalfallah, Rev. Des Compos. Des Mater. Av. 28, 149 (2018).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Muchhadiya, A., Kumari, S., Bandhu, D. et al. Elucidating the Effect of Friction Stir Welding Variables on HDPE Sheets Using Grey Integrated with Fuzzy: Experimental Investigation and Parametric Optimization. JOM 75, 2684–2692 (2023). https://doi.org/10.1007/s11837-023-05839-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-023-05839-x