
Abstract
This study investigated the feasibility of the refill friction stir spot welding (RFSSW) method to fabricate butt joints. An 6005 Al alloy was used as the base material, and the effect of the tool rotating speed on the microstructure and mechanical properties of the obtained joints was studied. Results showed that a sound joint without defect can be obtained when using the rotating speed from 1600 rpm to 2000 rpm. The microstructure of different regions of the butt joint shows different grain sizes and textures. Increasing the rotating speed from 1600 rpm to 2000 rpm increases the grain size at the stir zone (SZ) from 6.7 µm to 12.3 µm, and the texture changes from <001>∥RD to <111>∥ND. The hardness of the stir zone is obviously higher than that of the other regions of the joint, and higher hardness is obtained when using lower rotating speed. All the joints fabricated by RFSSW have tensile strength > 300 MPa, and all the joints fracture at the thermo-mechanically affected zone (TMAZ)/SZ interface.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Aluminum alloy 6005 is a high-strength Al alloy, and it is widely used in aviation, shipbuilding, automobile and other fields. 6005 Al alloy has the advantages of low density, high specific strength and good corrosion resistance.1 6005 Al alloy always needs to be welded with itself or other alloys in practical applications.2,3 However, the traditional fusion welding methods can cause various defects, such as thermal cracks, pores, high residual stress and so on.3
Friction stir welding (FSW) is a solid-state welding method that was invented by the the welding institute (TWI) in 1991.4 During FSW, the peak temperature is below the melting of the base metal (BM); thus, FSW is very suitable for Al alloys.5,6 So far, many scholars have used FSW to join 6005 Al alloy and reached important conclusions. Ji et al.1 used stationary shoulder FSW (SSFSW) to join 6005 Al alloy and reported that the SSFSW method can fabricate joints with bending angle of 180°. Dong et al.7 studied the effect of welding speed on the microstructure and hardness of a 6005A-T6 FSW joint and found that different precipitates phase behaviors occurred at different regions of the joint and thus resulted in different hardnesses. Esmaily et al.8 studied the corrosion behavior of a 6005 Al joint welded by bobbin FSW and reported that the corrosion behavior of the joint strongly depended on the size of intermetallics in the stir zone (SZ).
Refill friction stir spot welding (RFSSW) is a novel welding method that was invented in 2002.9 RFSSW was first invented to eliminate the keyhole that appears in typical FSW processes.10 Compared with the traditional FSW, RFSSW uses a more complicated tool, which consists of a clamping ring, a sleeve and a pin.11 By apply the specific movements of the tool, the plastic material that is squeezed out of the joint can be refilled back, which can eliminate the keyhole.12,13,14,15,16,17,18 So far, all of the open-published references regrading the RFSSW process were focused on the lap joint. To the authors’ best knowledge, no literature has ever used RFSSW to weld 6005 aluminum alloy, let alone trying to fabricate the butt joint. Therefore, in this work, we studied the applicability of RFSSW to fabricate 6005 Al alloy butt joint. We studied the effect of tool rotating speed on the microstructure and mechanical properties of the obtained joints.
Experimental
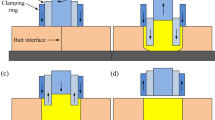
Three-millimeter-thick 6005 Al alloys were used as the BM in this work. The length and width of the BM sheet were 150 mm and 40 mm. The regions to be welded were polished with 400# sandpapers and cleaned with acetone before welding. Two BM sheets were butt placed and the center of the welding spot located at the butting line without deviation. The RFSSW tool consists of a clamping ring, a sleeve and a pin. The pin and sleeve are threaded externally, and they can rotate and move independently during RFSSW. The diameters of the pin, sleeve and clamping ring are 5.2 mm, 9 mm and 13.5 mm, respectively. Figure 1 shows the schematic of the welding process. Before welding, the tool is fixed on the BM tightly against the backing board by the clamping ring fixes (Fig. 1a). The welding is divided into four stages, namely, friction heating stage, tool plunging stage, tool retracting stage and the final stage. The sleeve and the pin rotate to produce frictional heat to soften the BM during the friction heating stage. Then, the sleeve plunges downwards and the pin moves upwards, forming a reservoir to accommodate the plastic material during the tool plunging stage (Fig. 1b). After the sleeve has achieved a predetermined depth, the sleeve retracts and the pin moves down (Fig. 1c). The displaced material can be refilled back into the joint during this stage. A RFSSW joint without keyhole is therefore attained after the tool is retracted (Fig. 1d). Three different tool rotating speeds of 1600 rpm, 1800 rpm and 2000 rpm were used. The tool plunging speed, depth and its retracting speed were 60 mm/min, 2.6 mm and 60 mm/min, respectively.

Schematic of RFSSW in this work: (a) heating stage, (b) plunging stage, (c) retracting stage and (d) tool removing.
Metallographic samples were cut through joint centers by an electrical discharge cutting machine after welding. Metallographic samples were then polished and etched with Keller's reagent. The microstructure of the joint was observed on an optical microscope (OM, OLYMPUS-X71) and electron back-scattering diffraction (EBSD). The samples of EBSD were prepared at approximately − 20°C. The hardness the joint was tested on an HVS-1000 hardness machine. The testing force of 200 g, holding time of 10 s and testing interval of 0.4 mm were used. The tensile properties of the joints were tested on an INSTRON-8801 universal tensile testing machine. A testing speed of 1 mm/min was applied. No less than three samples were tested to guarantee the accuracy of the data. The fracture morphologies of the joints were observed by a scanning electron microscope (SEM). Different regions on the fracture surfaces were tested to investigate the bonding characteristics.
Results and Discussions
Cross Sections of the Joints
Figure 2 shows the cross sections of the joints welded using different rotating speeds. We can see that all the joints present basin-like morphologies. The widths at the upper and lower regions of the joints are uniform, proving that RFSSW can fabricate joints with even horizontal widths. Such a result is different with the traditional FSW process, which always fabricates joint with uneven thicknesses and resultant different microstructures and hardnesses at the upper and lower regions of the joint. As shown in Fig. 1, the sleeve plunge RFSSW was used in this work. However, the SZ has larger vertical thickness at the joint center. This can be attributed to the particular material flow behavior during welding. Figure 1 shows that the pin moves downwards and the sleeve retracts during the third stage of RFSSW. The plastic material can be refilled back into the joint under this condition. At the end of this stage, the plastic material still bears a large forging force exerted by the pin, resulting in a further downward movement. Thus, the SZ has larger thickness at the joint center.

Cross sections of joints welded using the rotating speed of (a) 1600 rpm, (b) 1800 rpm and (c) 2000 rpm.
Microstructure of the RFSSW Joint
EBSD was used to study the microstructure at different regions of the joint. Figure 3 shows the microstructure of the BM. Figure 3a shows the inverse pole figure (IPF) of the BM. The black and yellow lines represent the high angle boundaries (HABs) with misorientations > 15° and low angle boundaries (LABs) with misorientations between 2 and 15°, respectively. Uneven grains are observed in the BM. The grains show elongated directions along the rolling direction (RD). Figure 3b shows the distributions of the grain size; the result shows that the average grain size is 16.9 µm. The pole figures (PF) of the BM are shown in Fig. 3c. The result shows that the grains of the BM have textures of <001>∥RD and <011>∥ND.

Microstructure of the BM: (a) IPF image, (b) distribution of grain size and (c) PF image.
Similar to a traditional FSW joint, the RFSSW joint consists of several regions, namely, heat affected zone (HAZ), thermo-mechanically affected zone (TMAZ) and SZ. The grains at different regions of the joint undergo different frictional heat and mechanical stirring and therefore show different characteristics. Figure 4 shows the microstructure at different regions of the joint. Figure 4a shows the IPF image of the HAZ. The grains show obviously different morphologies compared with those of the BM (Fig. 3a). The average size of the grains is 20.2 µm, which is larger than that of the BM. The larger grain size of the HAZ is formed because the heat cycle during the welding process causes the grain coarseness. Figure 4c shows the PF image of the HAZ. The grains have textures of <001>∥RD and <011>∥ND, which is the same as those of the BM. Figure 4b shows the IPF image of the grains at the TMAZ. The TMAZ undergoes both heat cycle and mechanical stirring during the welding process. Thus, the grains are uneven. As shown in Fig. 4b, both large and small grains are observed. The EBSD result in Fig. 4f shows that the average grain size at the TMAZ is 10.3 µm, which is much smaller than those at the BM and the TMAZ. The textures also change, and the results show that the grains at the TMAZ have the texture types of <001>∥TD and <101>∥RD.

Microstructure of the HAZ and TMAZ: IPF of HAZ (a) and TMAZ (b); texture of HAZ (c) and TMAZ (d); grain size distribution of (e) HAZ and (f) TMAZ.
Figure 5 shows the microstructure at the SZ of the joint welded using different rotating speeds. Figure 5a shows the IPF image of the SZ welded using 1600 rpm. The grains are fine with many LABs, which are formed because of the intense mechanical stirring during welding. The average grain size is 6.7 µm under this condition, as shown in Fig. 5g. Figure 5d shows the PF image of the SZ obtained using 1600 rpm. The texture type of <001>∥RD is obtained. Figure 5b shows the grains of the SZ welded using 1800 rpm. The grains are coarser compared with those welded using 1600 rpm. The result of Fig. 5h shows that the average grain size is approximately 7.3 µm under this condition. Figure 5e shows the PF images of the SZ, which shows the texture of <111>∥TD. Figure 5c shows the IPF image of the SZ welded using 2000 rpm. We can see that the gains are coarser that those welded using low rotating speeds. The result in Fig. 5i shows that the average grain size is 12.3 µm. The texture of <111>∥ND is observed. The result in Fig. 5 shows that the grain size gradually increases with increasing rotating speed. This can be attributed to the frictional heat during the welding process. Higher rotating speed causes more frictional heat during welding, which causes grain coarseness. The texture also changes when using different rotating speeds, which can be attributed to complicated material flow behavior during welding.

Microstructure of the SZ using different rotating speeds. IPF of SZ welded using rotating speed of (a) 1600 rpm, (b) 1800 rpm and (c) 2000 rpm; PF images of SZ welded using rotating speed of (d) 1600 rpm, (e) 1800 rpm and (f) 2000 rpm; grain size distribution using rotating speed of (g) 1600 rpm, (h) 1800 rpm and (i) 2000 rpm.
Mechanical Properties of the RFSSW Joint
Figure 6 shows the hardness of the joints welded using different rotating speeds. The specific testing region is located 1 mm from the upper and lower surface of the joint. Figure 6a shows the hardness on the upper region of the joints. We can see that the average hardness of the 6005 Al alloys is approximately 70 HV. The SZ of the RFSSW joint has obviously higher hardness than that of the BM, which can be attributed to the smaller grains in the SZ. Such a result is quite different from the traditional FSW, which always has low hardness values at the SZ. The highest hardness value can reach 90 HV. Figure 6a shows that that higher hardness can be obtained when using higher rotating speed. This can be attributed to the grain size. As is reported in Fig. 5, smaller grains can be obtained when using low rotating speed. According to the Hall-Petch relationship, a smaller grain is beneficial to the joint mechanical properties. This higher hardness can be obtained when using lower rotating speeds. Figure 6b shows the hardness at the lower regions of the joint welded using different times. Differently, the hardness at the lower region of the joint shows little difference, which can be attributed to the small difference in the grain size at the joint bottom.

Hardness of the joints welded using different rotating speeds: (a) upper region and (b) lower region.
Figure 7 shows the tensile strengths of the joints welded using different tool rotating speeds. The result shows that all the joints have tensile strengths > 300 MPa, indicating that the RFSSW process can fabricate butt joint with high strengths. The maximum tensile strength of 308.3 MPa is obtained when using the rotating speed of 1800 rpm; the minimum tensile strength of 301.3 MPa is obtained when using the rotating speed of 2000 rpm. This phenomenon shows that changing the rotating speed hardly changes the joint strength. Figure 8 shows the fracture positions of the joints welded using different rotating speeds. All these joints fractured at the TMAZ/SZ interfaces indicate that the TMAZ/SZ interface is a weak region for the RFSSW joints. This result corresponds well with the result in the work of Li et al.19 Thus, we can see that the strength of the TMAZ/SZ interface determined the strength of the joint. As reported in the work of Li et al.,19 the bonding at the TMAZ/SZ interface is formed like a diffusion bonding process, whose strength is determined by the temperature, pressure and time. When the rotating speed increases from 1600 rpm to 1800 rpm, the increased heat is beneficial to the bonding strength at the TMAZ/SZ interface, and thus the joint strength presents an increase. With further increasing of the rotating speed, too much heat input can soften the 6061 Al, since it is a precipitation-strengthened alloy. Also, the grains at the SZ are coarsened; thus, the strength of the joint welded using 2000 rpm shows a slight decrease.

Tensile strength of the joints welded using different rotating speeds.

Fracture positions of joint welded using rotating speed of (a) 1600 rpm, (b) 1800 rpm and (c) 2000 rpm.
Figure 9 shows the fracture morphologies of the joints using different rotating speeds. Figure 9a shows the general view of the fracture surface using 1600 rpm, which indeed is the TMAZ/SZ interface (Fig. 8a). We can see that the entire surface is not flat; some tearing ridges can be observed. Two obvious regions are shown in Fig. 9a, and we observed their magnified views, as shown in Fig. 9b and c. Numerous dimples are observed; these dimples are formed because of excellent bonding at the TMAZ/SZ interface. The large sizes and depths of the dimples indicate good plasticity of the joint. As seen in Fig. 8a, the entire joint shows an obvious deformation after fracture. Figure 9d shows the general view of the fracture surface using 1800 rpm. Similar to Fig. 9a, the entire fracture surface is not flat with some tearing edges and two regions showing obvious differences are observed. Figure 9e and f shows the magnified views at some regions of the fracture path. Similar to the joint welded using 1600 rpm, an obvious tensile fracture characteristic is observed. Figure 9g shows the fracture surface of the joint welded using 2000 rpm. Similar to the joint welded using 1600 rpm and 1800 rpm, effective bonding is formed at the TMAZ/SZ interface and numerous dimples can be observed. From Figs. 8 and 9, we can see that besides fabricating lap welding joints, the RFSSW method also serves as a promising method in fabricating butt joints with excellent mechanical properties.

Fracture morphologies of joint welded using rotating speed of: (a) 1600 rpm, (b) and (c) regions b and c marked in (a); (d) 1800 rpm, (e) and (f) regions e and f marked in (d); and (g) 2000 rpm, (h) region h marked in (g) and (i) region i marked in (h).
Conclusion
In this work, we used RFSSW to butt weld 6005 Al alloys to eliminate the keyhole. The effect of tool rotating speed on the microstructure and mechanical properties of the welded joints was studied. The difference between the traditional FSW and the RFSSW is compared and introduced. The following conclusions can be drawn.
-
1.
RFSSW is suitable to fabricate 6005 Al alloy butt joints. Keyhole is eliminated, and rotating speeds ranging from 1600 rpm to 2000 rpm result in joint without obvious defects.
-
2.
The hardness of the stir zone is higher than the BM of the joint, and relatively higher hardness is obtained at lower rotating speed.
-
3.
RFSSW can fabricate butt joints with good tensile properties; all the joints have tensile strength > 300 MPa. The maximum tensile strength of 308.3 MPa is obtained when using the rotating speed of 1800 rpm. The TMAZ/SZ interface is the weak region of the RFSSW butt welded joints.
References
S.D. Ji, X.C. Meng, J.G. Liu, L.G. Zhang, and S.S. Gao, Mater. Des. 62, 113 (2014).
J.P. Oliveira, K. Ponder, E. Brizes, T. Abke, P. Edwards, and A.J. Ramirez, J. Mater. Process. Technol. 273, 116192 (2019).
Y. Zedan, M. IbenHouria, N. Vanderesse, F. Atmani, F. Mirakhorli, F. Nadeau, V. Demers, and P. Bocher, Int. J. Fatigue. 147, 106184 (2021).
A. Simar, Y. Bréchet, B. de Meester, A. Denquin, C. Gallais, and T. Pardoen, Prog. Mater. Sci. 57(1), 95 (2012).
M.M. El-Sayed, A.Y. Shash, M. Abd-Rabou, and M.G. ElSherbiny, J. Adv. Join. Process. 3, 100059 (2021).
M. Sen, S. Shankar, and S. Chattopadhyaya, Mater. Today: Proc. 27(3), 2469 (2020).
P. Dong, H. Li, D. Sun, W. Gong, and J. Liu, Mater. Des. 45, 524 (2013).
M. Esmaily, N. Mortazavi, W. Osikowicz, H. Hindsefelt, J.E. Svensson, M. Halvarsson, G.E. Thompson, and L.G. Johansson, Corros. Sci. 111, 98 (2016).
O.M. Ikumapayi and E.T. Akinlabi, Mater. Today: Proc. 18(7), 2201 (2019).
B. Fu, J. Shen, U.F.H.R. Suhuddin, T. Chen, J.F. dos Santos, B. Klusemann, and M. Rethmeier, Scripta Mater. 203, 114113 (2021).
C. Zhang, J. Cao, and A.A. Shirzadi, Sci. Technol. Weld. Join. 26(3), 236 (2021).
D. Chen, J. Li, J. Xiong, J. Shi, J. Dou, and H. Zhao, J. Mater. Res. Technol. 12, 1243 (2021).
Z. Shen, X. Yang, Z. Zhang, L. Cui, and T. Li, Mater. Des. 44, 476 (2013).
Y. Yue, Y. Shi, S. Ji, Y. Wang, and Z. Li, J. Mater. Eng. Perform. 26, 5064 (2017).
D. Gera, B. Fu, U.F.H.R. Suhuddin, A. Plaine, N. Alcantara, J.F. dos Santos, and B. Klusemann, J. Mater. Res. Technol. 13, 2272 (2021).
G. Li, L. Zhou, L. Luo, X. Wu, and N. Guo, J. Mater. Res. Technol. 8(5), 4115 (2019).
J.Y. Cao, M. Wang, L. Kong, H.X. Zhao, and P. Chai, Mater. Charact. 128, 54 (2017).
B. Fu, J. Shen, U.F.H.R. Suhuddin, A.A.C. Pereira, E. Maawad, J.F. dos Santos, B. Klusemann, and M. Rethmeier, Mater. Des. 209, 109997 (2021).
Z. Li, S. Ji, Y. Ma, P. Chai, Y. Yue, and S. Gao, Int. J. Adv. Manuf. Technol. 86, 1925 (2016).
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
YL: Methodology, Completion of experiment and simulation, Paper writing. JB: Modification. DY: Conceptualization.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Liu, Y., Bi, J. & Yang, D. Microstructure and Mechanical Properties of Refill Friction Stir Spot Welded 6005 Al Alloy Butt Joints. JOM 74, 2838–2845 (2022). https://doi.org/10.1007/s11837-022-05341-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-022-05341-w