
Abstract
The currently available heat-sink materials cannot meet the requirements for the 5G and beyond technology. Copper (Cu)/diamond composites have been proposed because Cu and diamond are excellent thermal conductors, while diamond has a very low coefficient of thermal expansion. Mixing Cu and diamond to form a composite seems a straightforward approach. However, this simple approach has never succeeded because, chemically, Cu does not wet diamond. Therefore the Cu-diamond interface cannot be tightly bonded, leading to an inferior thermal conductivity. This study presents a modified press and sinter process for depositing Cu submicronic particles onto diamond reinforcements prior to densification by hot pressing. The initial results obtained from microstructural observations and x-ray photoelectron spectroscopy have shown that our strategy can lead to successful Cu deposition onto diamond particles. The Cu deposition leads to a well-bonded interface between the copper matrix and diamond reinforcement, ultimately resulting in excellent thermal conductivity.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Diamond/metal composites with high thermal conductivity have great potential to lead the next generation of heat-sink materials.1,2,3 However, such composites are not common in the class of metal matrix composites (MMCs). In diamond/metal composites, diamond is selected as a filler because it is an isotropic material with a record thermal conductivity (up to 2200 W·m−1·K−1) for pure monocrystals.4 In most cases, copper (Cu) is used as the matrix metal because of its high conductivity and excellent processibility.5,6
Theoretically speaking, a straightforward approach to achieve a highly thermally conductive material having a low thermal expansion coefficient is to mix Cu with diamond to form a Cu/diamond composite. However, it is not as simple as it seems, and this approach has not been successful because Cu does not wet diamond.7,8 Nevertheless, many reports have been published in the literature detailing contemporary approaches for synthesizing Cu/diamond composites. These methods include metal matrix alloying and modifications to diamond particles to improve the interfacial bonding between Cu and diamond.9,10,11,12,13,14 Usually, carbide-forming materials are employed to bond diamond reinforcements to the copper matrix by either alloying the matrix or directly coating it onto diamonds. The carbide interphase acts as a heat transfer agent between electronic conduction in copper and phonon conduction in diamond. For instance, Zhang et al.9 fabricated titanium (Ti)-coated diamond particle-reinforced Cu matrix composites by spark plasma sintering (SPS). According to the authors, the composites with Ti-coated diamond had much higher thermal conductivities than uncoated diamond; the highest thermal conductivity reached 493 W m−1 K−1. The enhanced thermal conductivity was ascribed to the sound interfacial bonding in the Cu/diamond composite reinforced with Ti-coated diamond. Kang et al.7 fabricated Cu/diamond composites with Cr7C3 coatings on diamond particles by vacuum pressure infiltration method. The Cr7C3 coatings were synthesized on diamond particle surfaces using the molten salt method. The Cr7C3 coatings on diamond particles had good wettability with copper and formed a metallurgical interfacial bonding to decrease the interfacial thermal resistance of composites. The obtained composites exhibited promising thermal performances with thermal conductivity of 562 W m−1 K−1 and coefficient of thermal expansion (CTE) of 7.8 × 10−6 K−1 at a diamond volume fraction of 65%. However, a higher volume fraction of diamond reinforcement is generally required to achieve optimal thermal conductivity when carbide-forming elements are introduced into Cu/diamond composites. In addition, carbide formation normally requires an additional step at high temperature and pressure synthesis.6
At present, highly specialized manufacturing techniques such as SPS15 and gas pressure infiltration techniques16 are used to fabricate Cu/diamond composites. However, from economic and environmental aspects, these processes are not very feasible. Countering this, herein, we report the potential fabrication of Cu/diamond composites via a modified press and sinter technique (P&S). Unlike conventional P&S where raw powders containing low to no binder are pressed, we essentially pressed Cu/D powders containing a significant amount of binder. This was followed by a thermal debinding and sintering treatment to deposit submicron copper particles onto diamond particles to create strong chemical bonding between diamond particles and the copper matrix.
The P&S technique features numerous advantages such as low-cost processing, smooth surface finish, high material utilization and large-scale capability. In addition, the use of binders facilitates a uniform dispersion of diamond particles into the copper matrix, preventing segregation that may arise due to the difference of density between copper and diamond. These initial results will pave the way for future Cu/diamond composites' development using low-cost, less energy-intensive fabrication routes.
Experimental
Starting Materials
Spherical copper powder, 53–88 microns from Alfa Aesar, USA, and regular-shaped (SCMD-AA) 60-μm diamond powder from Yuxing Micron Diamond, China, were used. The binder components included: polyethylene glycol (PEG, Sigma Aldrich, density = 1.2 g/cm3, Mw ~ 10,000 g/mol); poly methylmethacrylate (PMMA, Chi Mei Co. Ltd., Taiwan, density = 1.19 g/cm3, Mw ~ 60,000 g/mol); stearic acid (SA, Sigma Aldrich).
Sample Preparation
The modified P&S technique started with the preparation of a feedstock (a mixture of powders plus binder). The binder is essentially a cocktail of different polymers essential for providing various properties. For instance, in this case, PEG was used as a lubricant agent while PMMA provided the necessary strength. In preparing the feedstock, all the binder components were first mixed in acetone and stirred gently at a temperature below the boiling point of acetone until all the components were completely dissolved. The solution temperature was then gradually raised to 80°C to evaporate the acetone. After the acetone had evaporated, copper and diamond powders were gradually added to the binder blend and pre-mixed by mechanical mixing. The powder loading was 70 vol% while the copper/diamond powder ratio was 60/40 wt.%. Lastly, the pre-mixed feedstocks were hot mixed using a sigma-blade kneader for 120 min each in the clockwise and counter-clockwise modes. The mixing temperature and speed were 120–140°C and 20–40 rpm, respectively. After mixing, the feedstock was cooled and crushed into small pellets.
To test the physical properties and identify phase constituents, we prepared circular samples of 10 mm diameter (Fig. 1a) using a uniaxial hydraulic press at 100 MPa. The green compacts were then subsequently thermally debound (removal of binder) in a high vacuum (10-2 Pa) furnace (ACME, China). The thermal debinding sequence was determined based on thermogravimetric analysis (TGA) and is illustrated in Fig. 1b. After thermal debinding, the compacts were subsequently sintered at 800°C for 2 h under reducing Ar/H2 atmosphere. The attained density of the sintered samples was measured using the Archimedes’ method as specified in the ASTM B962 standard17 and compared to the theoretical densities calculated using the rule of mixture:
where \({\rho }_{m}\) and \({\rho }_{d}\) represent the densities (g/cm3) of Cu and diamond; \({V}_{m}\) and \({V}_{d}\) are the volume fractions of Cu and diamond particles, respectively.

(a) Example of as-pressed green samples; (b) thermal debinding profile.
Phase identification was performed using x-ray diffraction (XRD, Bruker D2 Phaser). The radiations used were Cu Kα (λ = 0.1542 nm) with a scan speed of 5°/min. The microstructure was characterized using an XL30 scanning electron microscope equipped with an energy dispersive x-ray spectrometer (EDS).
Results and Discussion
Deposition of Copper Nanoparticles
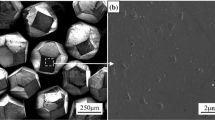
Although diamond is always considered an inert material, its surface chemistry can be altered during the synthesis process.18 The surface termination of the synthetic diamond depends on the available molecules during the production process, which is typically hydrogen. However, these hydrogen atoms can be replaced by other elements such as nitrogen, oxygen and sulphur by performing thermal, electrochemical or plasma treatments. The H-terminated diamond surface can also be oxidized to form hydroxyl (C−OH), ether (C−O−C), carbonyl (C=O) and carboxylic acid (COOH) functional groups. Since we employed thermal debinding to remove the binder, thermally activated atomic oxygen due to binder decomposition may result in diamond surfaces that may contain C−OH and C=O groups. Figure 2 presents the SEM micrographs after the thermal debinding and sintering sequence.

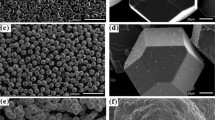
Cross-sectional SEM micrographs of the Cu/D composite sample: (a, b) after thermal debinding step; (c, d) close-up of the diamond particle surface. Partial sintering of Cu powder is also visible.
As Fig. 2 shows, the diamond particle surface is covered with nano/submicron spherical particles. These particles were confirmed to be Cu during the subsequent EDS analysis (Fig. 3).

EDS analysis for Cu-40 wt.% diamond composites.
Analysis of Fig. 2 and establishes that the surfaces of the diamond particles are well coated with Cu and, in some cases, well encapsulated by Cu particles, as shown by the marked areas in Fig. 2. The coverage of the surfaces by the Cu particles is remarkably uniform on each crystallographic facet of diamond reinforcements. In addition, various sizes of particles—ranging from 100 nm to 1 µm—are observed to coexist on the diamond reinforcements.
Chemical Analysis
Figure 4a shows the overall XPS spectrum of the Cu-D composite, while Fig. 4b provides the C 1s spectrum.

XPS spectra of Cu-diamond composites: (a) survey photoemission spectrum; (b) C 1s photoemission spectrum.
As shown in Fig. 4a, Cu 2p, O 1s and C 1s peaks are present. The presence of O peak along with the Cu LMM peak shape suggests partial oxidation of the Cu matrix. Since our binder contains a sizeable amount of oxygen, it may produce thermally activated atomic oxygen during the decomposition process. This atomic oxygen can react with the H-terminated diamond surface, creating any of the C−H−O−, C−O−, C=O bonds. This can be verified by Fig. 4b. From analogy to XPS standard for carbon-oxygen-containing molecules, the peak at 286 eV is typically ascribed to surface carbon atoms in ether-type (C−O−C) bond or C−O surface bonds. Similarly, the broader peak at 288 eV can be ascribed to surface carbon atoms in ketone-type (C=O) bond.19,20 However, it should be noted that thermal debinding will also result in the oxidation of the copper matrix into cupric CuO and cuprous Cu2O oxides. The subsequent sintering treatment under Ar/H2 atmosphere will lead to the sublimation of the CuO/Cu2O formed on the surface of the copper powder. Therefore, during the reduction treatment, Cu sublimated from oxides settles again onto the chemically active sites of the surface of the diamond particle through C−H−O−Cu/ C−O−Cu chemical bridges.
Carbon in the form of char was also identified during the XPS analysis. This residue char comes from the thermal decomposition of the binder. Since we employed 30 vol.% of the binder during the feedstock formulation, some residue char is inevitable. However, the amount of the residue char is negligible based on the XPS results and hence does not pose a significant threat to overall properties.
Given the spherical morphology of the Cu particles grown onto diamond particles, it can be anticipated that they originated from a 3D growth process. However, due to the lack of chemical affinity between diamond and copper atoms, it is conceivable that the growth follows Volmer-Weber growth mode.21 The process starts with Cu atoms settling onto the active sites of diamond via C−H−O−Cu/C−O−Cu covalent bonds. However, the interaction between incoming copper adatom-adatom is stronger than that of the adatom with the surface, forming 3D adatom clusters or islands. Further growth of these clusters combined with surface tension results in spherical Cu deposits.
The attained densities of the compacts after sintering in reducing atmosphere were still 82% only, well below the required 98–99%. The low density is ascribed to poor densification of the Cu matrix. As Fig. 2a and b shows, the Cu matrix was only partially sintered, indicating the need for hot pressing. In addition, the surfaces of diamond particles were still not thoroughly covered by Cu deposits. It is worth noting that the furnace atmosphere composition, time and temperature during the sintering (reducing) treatment can considerably affect the formation of Cu deposits onto diamond particle surfaces. The results of such studies will be published elsewhere.
Conclusion
In this research work, copper/diamond composites were fabricated via a modified press and sinter technique. This technique resulted in submicron/nano Cu particles adhering to the diamond particles prior to hot pressing to create a covalent chemical bond between the diamond reinforcements and the copper matrix. The XPS results revealed the presence of different chemical bonding configurations at the matrix/reinforcement interface. The deposition of Cu on the surface of diamond particles was achieved via C−H−O−Cu/C−O−Cu chemical bridges. This method can lead to successful Cu coating on diamond particles, resulting in dense Cu-D composites by Cu-Cu metallic bonds between the Cu coating and the Cu matrix during the hot pressing step.
References
A.M. Abyzov, S.V. Kidalov, and F.M. Shakhov, J. Mater. Sci. 46, 1424 (2011).
W.Y. Tsai, G.-R. Huang, K.-K. Wang, C.-F. Chen, and J.C. Huang, Materials (Basel) 10, 1 (2017).
C. Zweben, JOM 50, 47 (1998).
J.E. Graebner, Diamond: Electronic Properties and Applications, ed. L.S. Pan and D.R. Kania (Springer, US: Boston, 1995), p. 285.
K. Yoshida, and H. Morigami, Microelectron. Reliab. 44, 303 (2004).
S.V. Kidalov, and F.M. Shakhov, Materials 2, 2467 (2009).
Q.K. Kang, X. He, S. Ren, L. Zhang, M. Wu, C. Guo, W. Cui, and X. Qu, Appl. Therm. Eng. 60, 423 (2013).
M. Zain-ul-abdein, K. Raza, F.A. Khalid, and T. Mabrouki, Mater. Des. 86, 248 (2015).
Y. Zhang, H.L. Zhang, J.H. Wu, and X.T. Wang, Scr. Mater. 65, 1097 (2011).
S. Ma, N. Zhao, C. Shi, E. Liu, C. He, F. He, and L. Ma, Appl. Surf. Sci. 402, 372 (2017).
H. Bai, N. Ma, J. Lang, C. Zhu, and Y. Ma, Compos. B 52, 182 (2013).
J. Li, X. Wang, Y. Qiao, Y. Zhang, Z. He, and H. Zhang, Scr. Mater. 109, 72 (2015).
Ł Ciupiński, M.J. Kruszewski, J. Grzonka, M. Chmielewski, R. Zielińsk, D. Moszczyńska, and A. Michalski, Mater. Des. 120, 170 (2017).
Q.L. Che, X.K. Chen, Y.Q. Ji, Y.W. Li, L.X. Wang, S.Z. Cao, Y.G. Jiang, and Z. Wang, Mater. Sci. Semicond. Process. 30, 104 (2015).
J. Grzonka, M.J. Kruszewski, M. Rosiński, Ł Ciupiński, A. Michalski, and K.J. Kurzydłowski, Mater. Charact. 99, 188 (2015).
A.M. Abyzov, S.V. Kidalov, and F.M. Shakhov, Appl. Therm. Eng. 48, 72 (2012).
ASTM, B962-17 Standard Test Methods for Density of Compacted or Sintered Powder Metallurgy (PM) Products Using Archimedes Principle. 2017: West Conshohocken, PA.
S. Ida, T. Tsubota, S. Tanii, M. Nagata, and Y. Matsumoto, Langmuir 19, 9693 (2003).
S. Kono, T. Kageura, Y. Hayashi, S.-G. Ri, T. Teraji, D. Takeuchi, M. Ogura, H. Kodama, A. Sawabe, M. Inaba, A. Hiraiwa, and H. Kawarada, Diamond Relat. Mater. 93, 105 (2019).
G. Alba, M.P. Villar, R. Alcántara, J. Navas, and D. Araujo, Nanomaterials 10, 1193 (2020).
R.J. Stokes, and D.F. Evans, Fundamentals of Interfacial Engineering (Wiley-VCH, New York, 1996), p 531.
Acknowledgements
This research was financially supported by the University of Auckland through the Faculty Research Development Fund (FRDF) Programme (Contract No. 3717129).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Hayat, M.D., Singh, H., Karumbaiah, K.M. et al. Enhanced Interfacial Bonding in Copper/Diamond Composites via Deposition of Nano-copper on Diamond Particles. JOM 74, 949–953 (2022). https://doi.org/10.1007/s11837-021-05054-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-021-05054-6