
Abstract
Wire-arc additive manufacturing offers great advantages in terms of design freedom with respect to conventional manufacturing processes. This design freedom translates into additional options for light-weighting, further raised by use of light-weight materials such as magnesium. Here, Cold Metal Transfer is used to manufacture specimens using the magnesium AZ61A alloy. The fabricated deposit has been characterized in-depth in terms of microstructure and mechanical properties. A homogeneous and fine-grained microstructure was observed with no variations in hardness throughout the specimen height. Analyzed second phases are fine due to the high process-intrinsic cooling rates. A weak basal-fiber texture was observed, which is more pronounced in the fusion zone and becomes diffuse in the intralayer region. This texture translates into a weak mechanical anisotropy. The assessment of the mechanical properties suggests values between typical cast and wrought material properties. This study demonstrates the feasibility of processing magnesium alloys by wire-arc additive manufacturing.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The implementation of engineering magnesium alloys in various structural applications is desirable for their low density and the resultant high specific strength.1 Thus, substantial light-weighting is enabled, which renders this material class particularly attractive for aeronautic and space applications. Light-weighting of airplanes is expected to significantly contribute to the mitigation of environmentally detrimental pollutants targeted by governmental directives.2
Additive manufacturing (AM) of magnesium alloys is highly challenging, mainly caused by their high vapor pressure, low boiling point, and high oxidation tendency.3 Yet, potential benefits regarding design freedom and the concomitant further weight savings via topological optimization can be realized.4,5 This is envisaged to be of high value in cases of large and complex components for, e.g., space or aerospace applications. Hence, the applicability of AM technologies for processing of current magnesium alloys needs to be explored. These investigations, moreover, provide crucial information required for the design of future alloying concepts with improved processability and mechanical performance. For AM, one option is the use of wire-feedstock material, whereby an alloy wire is fed into an energy source, such as an electric arc, plasma arc, laser beam, or electron beam.6,7,8 Advantages include a lower feedstock surface subjected to gases prior and during processing in comparison to powder feedstock materials, reducing surface adsorption and the formation of thin oxide layers,9 and comparably high building rates (e.g., in comparison to selective laser melting).10
Microstructure formation, as well as subsequent aging phenomena during wire-arc additive manufacturing (WAAM), are complex11,12 due to the repetitive thermal exposure.13,14,15 The physical foundations defining the microstructural evolution during AM are yet to be understood.16 Initially, solidification occurs in a steep thermal gradient,17,18,19 whereby epitaxial growth on the pre-existing and partially re-melted grains of the previous layer is favored over homogeneous nucleation.11 An elongated grain structure with a crystallographic texture results.20 This texture translates into anisotropic mechanical properties,21 the extent of which is dependent on the alloy22,23,24,25,26 and processing parameters.27,28 Anisotropic mechanical properties should be reduced as they limit the design freedom and complicate the path planning strategy required for successful WAAM fabrication of structures and components.
While research on WAAM in recent years provided a profound body of literature focused on aluminum alloys (see, e.g.,29,30,31), titanium alloys (see, e.g.,32,33 and steels (see, e.g.,34,35), few comprehensive reports are available regarding the manufacturing, microstructure, and properties of magnesium alloys.36,37,38 Therefore, we present findings in this regard and demonstrate the feasibility of WAAM of a commercial magnesium alloy. For this purpose, microstructural and mechanical characterization of a Mg AZ61A alloy after WAAM processing was performed by chemical analysis, optical light microscopy (OLM), scanning electron microscopy (SEM), including energy dispersive x-ray spectroscopy (EDX), and electron backscatter diffraction (EBSD), as well as hardness and tensile testing. The results demonstrate the viability of wire-based AM of magnesium structures and components with good mechanical properties.
Materials, Processing and Methodologies
Materials and Processing
An Mg AZ61A alloy wire from DRATEC Drahttechnik with 1.6 mm diameter was utilized as feedstock material for WAAM processing. Its nominal chemical composition is Mg-6.5Al-0.8Zn-0.3Mn (in mass percent) neglecting the presence of inevitable impurities. The actual chemical compositions of the wire and WAAM deposit are given in Table I.
A Fronius CMT system was used in combination with an ABB IRB 4600 welding robot and an ABB IRB 500A workpiece positioner for the required operative movements. Details about the technology are summarized in Ref. 39. Cold Metal Transfer (CMT) has recently been shown by Fang et al.40 and Panchagnula and Simhambhatla41 to be well suited for the manufacturing of complex geometries by WAAM. Major advantages include the ease regarding motion due to the coaxial alignment of the wire and arc, as well as the comparably low heat input due to the mechanically supported droplet transfer. Material transfer mechanisms and thermal distributions have recently been presented by Cadiou et al.42
Table II lists the set of parameters used for specimen fabrication. The mean wire feed rate corresponds to the rate of electrode consumption; current and voltage values are characteristic for the welding sequence determining the energy input into the system; the travel speed denotes the motion speed of the torch system; an argon/helium (70:30) process gas mixture from Linde was used with a flow rate of 18 l/min. The deposition rate (DR) given in Table II was estimated according to Eq. 1:
where ρ is the material density, \( \bar{v}_{{{\text{WF}}}} \) is the mean wire feed speed, and Aww is the welding wire cross-sectional area. ρ of the investigated alloy is 1.80 kg/m3 × 103 kg/m3 and Aww is 2.01 m2 × 10−6 m2 (Ø 1.6 mm).
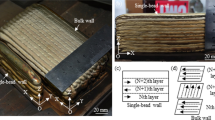
Specimens with dimensions of 180 mm × 30 mm × 120 mm with a wall thickness of ≈ 5 mm consisting of approximately 40 layers were fabricated on an uncooled Mg-based substrate. The specimens were continuously welded resulting in an effective interlayer wait-time of ≈ 90 s. Figure 1 shows a scheme of the sample (a) as well as a photograph of the final structure (b).

Details of the specimens fabricated for subsequent characterization. (a) Sample scheme inclusive tensile specimen locations; (b) the Mg AZ61A sample fabricated by WAAM; (c) dimensions of the specimens used for tensile testing
Experimental and Computational Methodologies
The chemical analysis of the wire and the manufactured specimens was conducted by optical emission spectroscopy (OES) using a SPECTROMAXx 6 from SPECTRO Analytical Instruments.
The specimens were characterized by OLM using an Olympus BX60 microscope on metallographic specimens after polishing and/or a finish using picric acid. Images were taken at × 100, × 200, and × 500 each with a total resolution of 2080 × 1544 pixels. Metallographic and mechanical specimens were taken from the long sides of the sample at different heights above the substrate. Results on cross-sectional cuts are reported, since no orientation dependence of the microstructure was observed in preliminary analyses. The mean grain size was evaluated via determination of the mean equivalent circle diameter.
SEM was performed using a Tescan Mira 3 microscope at 20 kV in secondary electron (SE) and backscatter electron (BSE) modes on metallographic specimens polished with colloidal silica and ethanol for 20 min at 30 N compressive force as the last step. EDX was performed using an EDAX Octane Elect Super detector and the TEAM software package.
EBSD was carried out at a working distance of 15 mm and an acceleration voltage of 20 kV using an EDAX Hikari Plus EBSD camera. Data analysis was performed with the EDAX OIM 8 software. For clean-up, a grain dilation with a tolerance angle of 5° and a minimum grain size of 5 pixels was used. Furthermore, a neighbor confidence index correlation with a minimum confidence index of 0.1 was applied.
Thermodynamic calculations were performed using Thermo-Calc 2020 with the TTMG5 thermodynamic database.
Variations in mechanical properties with respect to the distance from the substrate plate were determined by Vickers microhardness measurements with a 100 g load.
Tensile properties were determined using a Z100 testing machine from ZwickRoell. The tensile specimens with a gauge length of 30 mm, a width of 8 mm, and a thickness of 3 mm (depicted in Fig. 1c) were fabricated according to DIN 50125 and tested according to EN-ISO 6892-1B. The specimens were fabricated with a maximum surface roughness of Rz = 6.3 µm. Specimens were retrieved from the welded sample materials in the welding direction and perpendicular, as depicted in e.g. Ref. 31 and Fig. 1(a), and were taken from specimen regions that were not affected by the base material, i.e., more than 50 mm above the substrate. The mechanical characteristics given correspond to the mean of at least three individual tensile tests, and the indicated error corresponds to the standard deviation of the mean. The fracture surfaces were visualized using SEM in SE mode.
Results
Analysis of the Chemical Composition
To quantify the extent of loss of chemical elements due to burn-off, chemical analyses (OES) were carried out for the wire prior to WAAM and of the final WAAM specimen. Observed changes are ΔcMg ≈ 0.5, ΔcAl ≈ -0.4, ΔcZn ≈ −0.01, and ΔcMn ≈ 0.01, with Δcx calculated as the difference between the wire and WAAM specimen composition for each element in mass percent (see Table I). The concentration of Zn is already below the nominal concentration in the wire. The concentrations of Zn and Mn remain similar within the accuracy of the OES system during processing, whereas slight losses in Al are determined.
Macro- and Microstructural Analysis: Optical Light Microscopy
The mean surface roughness of the manufactured specimen is approximately 300 µm, which is comparable to recent results evaluated for Al 5183 similarly processed by CMT.12 This value was determined by direct measurement using representative OLM cross-sectional images (not shown in this work). Porosities observed were typically distributed homogeneously and below ≈ 30 µm in diameter.
OLM investigations were conducted of the different regions of the WAAM AZ61A specimen. Although microstructural variations with respect to specimen height are common in WAAM specimens, due to the intrinsic heat treatment prevailing during processing, no differences were observed in the AZ61A specimen along the present specimen’s height of 180 mm, which is considered as representative. Typical micrographs are shown in Fig. 2. Figure 2a depicts the grain structure after color etching. The average grain size was determined using the mean linear intercept method, yielding a value of ≈ 27 µm. The grain structure appeared mostly globular and equiaxed without the formation of elongated grains. Figure 2b and c shows second phases as well as pores visible after polishing. The latter are classified as gas porosity according to Snell et al.43 The second phases present will be subsequently subject to a more detailed analysis.

Microstructure and elemental distribution of the WAAM processed Mg AZ61A alloy as built. (a) The grain structure visualized following color etching with picric acid. In (b) and (c), second phases and pores are present. (d) A SEM image taken in BSE mode; (e) an elemental overlay map. (f–i) individual maps of the elements given in each lower left corner. The phases identified are labeled in (d).
Microstructural Analysis: Scanning Electron Microscopy and Energy Dispersive X-Ray Spectroscopy
The microstructure visualized by SEM in BSE mode is shown in Fig. 2d with the identified phases labeled. Phase identification was performed using EDX, with the maps shown in Fig. 2e–i. The brightest phases correspond to Al8Mn5 phases in agreement with thermodynamic predictions. The grain structure is equiaxed, with the boundaries decorated by small amounts of homogeneously distributed eutectic composed of α-Mg and β-Al17Mg12 phases.44 Additionally, Zn-rich phases are observed. The visible porosity is < 5 µm in diameter.
Microstructural Analysis: Electron Back-Scatter Diffraction
The grain structure and texture formed during WAAM of the Mg AZ61A alloy were analyzed by EBSD. Clearly, the equiaxed grain structure observed by OLM (Fig. 2a) is confirmed in Fig. 3a and b, and no columnar grains are visible. The grain size distributions of both the fusion zone and the intralayer zone are shown in Fig. 3c. The mean grain sizes determined match the previous quantitative results gained by OLM and hardly differ.

Grain structure of the different regions and corresponding pole figures of the Mg AZ61A WAAM specimen. (a) The fusion zone and (b) the intralayer region. The evaluated grain size distributions are depicted in (c). (d) and (e), the (0001) pole figures taken in the vicinity of the fusion zone (d) and within the intralayer zone (e). The building direction is aligned to the center of the pole figure; WD is the welding direction and ND is the normal direction. Clearly, c-axis alignment to the building direction is visible in (d), which becomes less pronounced toward the interior of a layer (e).
(0001) pole figures of the different specimen regions are depicted in Fig. 3d and e, in which the building direction, BD, is aligned to the center of the pole figure. WD denotes the welding direction and ND the normal direction. Local variations due to grain statistics are possible. Texture in the form of parallel alignment of the c-axis to BD is visible in the fusion zone (Fig. 3d). This kind of texture is commonly referred to as basal-fiber texture.45 Further off the fusion zone, in the intralayer region, this texture component becomes less pronounced (Fig. 3e).
Mechanical Properties
The variation of mechanical properties with respect to the specimen height was determined by Vickers microhardness measurements at the bottom, middle, and top regions of the sample. Hence, the effect of cooling rate and the intrinsic heat treatment on the local mechanical properties is assessable. These results are summarized in Table III.
The global mechanical properties were assessed by quasi-static tensile testing, as summarized in Table III. Tests were conducted in a longitudinal (L) direction (tensile direction parallel to layer structure) and a transversal (T) direction (tensile direction perpendicular to layer structure), as visualized in Fig. 1a. Anisotropic behavior of the strength values is not pronounced and fracture strength is equivalent in both directions.
Fracture Surface Analysis
The tensile specimens of the WAAM material showed uniform plastic deformation without necking. A reduction in cross-section was observed over the whole gauge length. After tensile testing, the fracture surfaces were analyzed by means of SEM. Exemplary images are depicted in Fig. 4. The fracture surfaces seem identical in the L and T directions, which may be related to the equiaxed grain structure visible in Figs. 2 and 3. As can be seen in Fig. 4b and c, some gas pores are discernible. The surfaces are characterized by dimples and, in a few instances, the brittle cracking of single grains can be seen.

Fracture surfaces of a tensile-tested AZ61A specimen. The fracture surface appears rough, as seen in (a); Some porosity is discernible in (b) and (c). Unfavorably oriented grains with respect to the tensile direction are observed to show localized brittle fracture (marked in (b))
Discussion
Effect of Processing on Chemical Composition
Nearly equivalent chemical compositions prior to and after WAAM processing suggest that no evaporation of Zn and Mn occurs, and that evaporation is limited in Al. Thus, hardly any effects on the proportions of the individual elements are observed. This is contrary to Al alloys, where the evaporation of Mg and Zn was recently reported.12,46 This discrepancy to Mg-based alloys is due to different vapor pressures resulting from different chemical potentials of the chemical species involved. The absence of pronounced variations in chemical composition certainly suggests process robustness.
Phases
The phases present within the WAAM deposit are characteristic for the AZ61A alloy. The morphological appearance is relatively fine in comparison to cast alloys due to the rapid cooling rates prevailing during WAAM (see Ref. 47). A Zn-rich phase was observed that is unusual in Mg alloys containing low amounts of Zn. A comprehensive assessment of the Mg-Al-Zn system was presented by Liang et al.48 Thus, we conclude that local segregation in Zn promotes the formation of Zn-rich phases.
Grain Structure Formation
The Mg AZ61A alloy investigated here has a fine-grained and equiaxed microstructure similarly to the report in Ref. 49 for a Mg AZ80M alloy processed by WAAM using gas tungsten arc welding. The formation of columnar grains forming within the steep thermal gradient at high solidification velocities has, however, been documented for various alloy systems based on Fe,23,24,25,26 Ti,50,51 or Al.11 This morphological appearance typically translates into undesirable anisotropic mechanical properties.22 In the present study, no elongated grains were observed, in agreement with the weak mechanical anisotropy. Bermingham et al.18 summarize factors affecting the formation of fine and equiaxed microstructures based on the interdependence theory. For details on this theory, refer to Refs. 17,52 The most prominent factor affecting grain size and texture formation according to this theory is the grain growth restriction factor, Q, given by Eq. 2:
where C0 is the solute concentration in the alloy, mL is the slope of the liquidus, and k is the partitioning coefficient between solid and liquid. This factor determines the distance required for a dendrite to grow to sufficiently enrich a solute in the liquid, providing constitutional undercooling for subsequent nucleation. Thus, the pronounced partitioning of a solute to the liquid gives rise to increased nucleation events ahead of the growing dendrite. The validity of this theory has recently been presented by Zhang et al.,53 evidencing pronounced refinement and reduced grain elongation due to the addition of Cu into Ti. In the case of Mg alloys, this condition is readily fulfilled by the most common alloying element, Al, which enriches in the remaining liquid. The corresponding quasi-binary phase diagram calculated using Thermo-Calc with the alloy composition investigated in this paper is visualized in Fig. 5, neglecting the alloying element, Mn, for clarity. At the onset of solidification, k is ≈ 0.09, mL is ≈ − 6.2, and C0 is ≈ 6. These values translate into a relatively high growth restriction factor, Q, of ≈ 34 (see Refs. 51,54). Constitutional undercooling ahead of the solidification front thus results in a fine grain structure. Therefore, we suggest that commercial Mg alloy grades, including AZ61A, which are commonly alloyed with Al, tend to form a fine-grained and equiaxed grain structure during AM conditions. For further information on the effects of alloying elements on the grain structure of Mg alloys, see Ref. 55

Section of the Mg-0.62Zn-xAl quasi-binary phase diagram. Mn has been omitted for clarity.
Texture Formation
The formation of crystallographic textures is typical for AM components.21 In the AZ61A alloy processed by CMT, an alignment of the c-axis parallel to BD is observed though not pronounced. This observation agrees with the diffuse orientation of the \((10{\bar{1}}0)\) texture components in the WD/ND plane (pole figures not shown here). The phenomenon of preferential alignment of the c-axis along the BD direction can be explained by the fact that epitaxial nucleation on pre-existing grains dominates the initial stages of solidification. The favored growth direction is then governed by the thermal gradient within the melt pool directing the preferred growth direction ([0001] in the hexagonal lattice) toward the heat source. Gradually, more homogeneous nucleation occurs ahead of the solidification front. An increasingly diffuse texture then results. This argumentation agrees with the earlier discussion on grain structure formation and nucleation ahead of the solidification front during WAAM conditions.
Assessment of the Mechanical Properties and Fracture Surface Analysis
The independence of the hardness values with respect to specimen height indicates an independent grain formation and phase evolution within the cooling rates prevailing during WAAM in the close proximity of the substrate, and in regions further off the substrate (see Table III). The determined hardness values are slightly above the values reported in Ref. 47 for a cast Mg AZ61A alloy (≈ 55 HBW), and slightly below the values reported in Ref. 56 for a wrought Mg AZ61A alloy (≈ 60 HBW). This could be due to Hall–Petch hardening, i.e., an effect of grain size, which is pronounced in Mg-based alloys due to their high Hall–Petch coefficient.57
The homogeneous hardness observed in the present work contradicts recent findings by Yang et al.27, who observed differences of approximately 5 HV0.05 between the bottom and top of a CMT-processed AZ31 alloy. Yang et al. 27 applied baseplate heating to 150°C. We conclude that the comparably low heat input used in the present work results in higher cooling rates in the whole specimen in comparison to Ref. 27 Equivalent strength contributions of solid-solution hardening and precipitation hardening throughout the specimen height follow.
Yield strength, tensile strength, and fracture strain appear much more isotropic than in Ref. 27 This is of great value to the design of actual structures and components. The slight anisotropic behavior determined is in agreement with the crystallographic texture observed, and is due to the preferential activation of slip in the basal plane of the hexagonal Mg lattice.58 The determined mechanical values of the present work are slightly above reported literature values available for Mg AZ31 in the WAAM-manufactured condition processed by CMT,27 gas tungsten arc welding,59 and metal inert gas welding,36 and clearly above values for Mg AZ61A in the cast condition.47 Comparable mechanical characteristics were recently reported in Ref. 37 for an AZ61A alloy processed similarly to the present work. Mechanical properties are considered characteristic of the investigated material condition. The variations observed as represented by the standard deviation results from the statistical distribution of the porosities.
The analyzed fracture surfaces evidence dimples, similar to what is reported in Ref., 60 and characteristic for ductile deformation prior to fracture. These dimples form due to plastic flow of the matrix (α-Mg), while hard phases (eutectic constituent or intermetallic phases) remain undeformed in the center of each dimple. However, gas pores are also visible, which may form during WAAM processing due to insufficient shielding or contamination of the feedstock wire. In a few instances, individual grains fractured in a brittle manner, which most likely occurs in grains oriented in an unfavorable way with respect to the tensile direction. Yet, the overall fracture mode clearly remains ductile and fracture strains in the range of 15% are observed.
Conclusion
The use of Mg alloys for structural applications offers benefits regarding light-weighting. This advantage can be particularly exploited using additive manufacturing. In the present work, we present a detailed material characterization of a Mg AZ61A alloy WAAM processed by CMT. The following major conclusion can be drawn:
-
* Successful fabrication of WAAM deposits without major cracks and few porosities is possible using the Mg AZ61A alloy.
-
* The phases identified within the WAAM deposit are relatively fine due to the high cooling rates. Occurring phases match thermodynamic predictions except for a Zn-rich phase that is argued to form due to local enrichments of Zn.
-
* The microstructure is homogeneous and dominated by equiaxed grains. This phenomenon is explained by the interdependence theory. An estimation of the growth restriction factor yields approximately 34. This high value is accompanied by a high constitutional undercooling yielding favored nucleation ahead of the solidification front.
-
* Alignment of the c-axis of the hexagonal lattice is parallel to the building direction. This texture is more pronounced in the fusion zone than in the intralayer region, due to preferential epitaxial nucleation in the fusion zone and increasing homogeneous nucleation in the intralayer region.
-
* The homogeneity of the microstructure translates into homogeneous hardness values throughout the specimen height, which is considered representative of actual WAAM components.
-
* Mechanical properties are slightly anisotropic, corresponding to the weak crystallographic texture. These properties are higher than reported values for cast specimens but below values reported for wrought specimens.
References
N.P. Papenberg, S. Gneiger, I. Weißensteiner, and P.J. Uggowitzer, Materials (Basel) 13, 1. (2020).
L. Zhu, N. Li, and P.R.N. Childs, Propuls. Power Res. 7, 103. (2018).
V. Manakari, G. Parande, and M. Gupta, Metals (Basel) 7, 2. (2017).
D. Herzog, V. Seyda, E. Wycisk, and C. Emmelmann, Acta Mater. 117, 371. (2016).
T. DebRoy, H.L. Wei, J.S. Zuback, T. Mukherjee, J.W. Elmer, J.O. Milewski, A.M. Beese, A. Wilson-Heid, A. De, and W. Zhang, Prog. Mater. Sci. 92, 112. (2018).
D. Ding, Z. Pan, D. Cuiuri, and H. Li, Int. J. Adv. Manuf. Technol. 81, 465. (2015).
B. Wu, Z. Pan, D. Ding, D. Cuiuri, H. Li, J. Xu, and J. Norrish, J. Manuf. Process. 35, 127. (2018).
C.R. Cunningham, J.M. Flynn, A. Shokrani, V. Dhokia, and S.T. Newman, Addit. Manuf. 22, 672. (2018).
W. Zhang, L. Wang, Z. Feng, and Y. Chen, Opt. Int. J. Light Electron Opt. 207, 163842. (2020).
T. A. Rodrigues, V. Duarte, R. M. Miranda, Materials (Basel), 12, 1121. (2019).
M. Froend, V. Ventzke, F. Dorn, N. Kashaev, B. Klusemann, and J. Enz, Mater. Sci. Eng. A 772, 138635. (2020).
T. Klein, and M. Schnall, Int. J. Adv. Manuf. Technol. 108, 235. (2020).
W. Ou, T. Mukherjee, G.L. Knapp, Y. Wei, and T. DebRoy, Int. J. Heat Mass Transf. 127, 1084. (2018).
K. Oyama, S. Diplas, M. M’hamdi, A.E. Gunnæs, and A.S. Azar, Addit. Manuf. 26, 180. (2019).
M. Graf, A. Hälsig, K. Höfer, B. Awiszus, and P. Mayr, Metals (Basel) 8, 1009. (2018).
B. Song, X. Zhao, S. Li, C. Han, Q. Wei, S. Wen, J. Liu, and Y. Shi, Front. Mech. Eng. 10, 111. (2015).
D.H. StJohn, M. Qian, M.A. Easton, and P. Cao, Acta Mater. 59, 4907. (2011).
M. Bermingham, D. StJohn, M. Easton, L. Yuan, and M. Dargusch, JOM 72, 1065. (2020).
A. Prasad, L. Yuan, P. Lee, M. Patel, D. Qiu, M. Easton, and D. StJohn, Acta Mater. 195, 392. (2020).
J. Wang, X. Lin, J. Wang, H. Yang, Y. Zhou, C. Wang, Q. Li, and W. Huang, J. Alloys Compd. 768, 97. (2018).
Y. Kok, X.P. Tan, P. Wang, M.L.S. Nai, N.H. Loh, E. Liu, and S.B. Tor, Mater. Des. 139, 565. (2018).
B.E. Carroll, T.A. Palmer, and A.M. Beese, Acta Mater. 87, 309. (2015).
J.V. Gordon, C.V. Haden, H.F. Nied, R.P. Vinci, and D.G. Harlow, Mater. Sci. Eng. A 724, 431. (2018).
J. Ge, J. Lin, Y. Chen, Y. Lei, and H. Fu, J. Alloys Compd. 748, 911. (2018).
P. Kyvelou, H. Slack, D. Daskalaki Mountanou, M.A. Wadee, T. Ben Britton, C. Buchanan, and L. Gardner, Mater Des. 192, 108675. (2020).
V. Laghi, M. Palermo, L. Tonelli, G. Gasparini, L. Ceschini, and T. Trombetti, Int. J. Adv. Manuf. Technol. 106, 3693. (2020).
X. Yang, J. Liu, Z. Wang, X. Lin, F. Liu, W. Huang, and E. Liang, Mater. Sci. Eng. A 774, 138942. (2020).
J. Gu, M. Gao, S. Yang, J. Bai, Y. Zhai, and J. Ding, Mater. Des. 186, 108357. (2020).
A. Horgar, H. Fostervoll, B. Nyhus, X. Ren, M. Eriksson, and O.M. Akselsen, J. Mater. Process. Technol. 259, 68. (2018).
E.M. Ryan, T.J. Sabin, J.F. Watts, and M.J. Whiting, J. Mater. Process. Technol. 262, 577. (2018).
P. Morais, B. Gomes, P. Santos, M. Gomes, R. Gradinger, M. Schnall, S. Bozorgi, T. Klein, D. Fleischhacker, P. Warzcok, A. Falahati, and E. Kozeschnik, Materials (Basel) 13, 1610. (2020).
M.J. Bermingham, D. Kent, H. Zhan, D.H. Stjohn, and M.S. Dargusch, Acta Mater. 91, 289. (2015).
A. Ho, H. Zhao, J.W. Fellowes, F. Martina, A.E. Davis, and P.B. Prangnell, Acta Mater. 166, 306. (2019).
T.A. Rodrigues, V. Duarte, J.A. Avila, T.G. Santos, R.M. Miranda, and J.P. Oliveira, Addit. Manuf. 27, 440. (2019).
L. Wang, J. Xue, and Q. Wang, Mater. Sci. Eng. A 751, 183. (2019).
H. Takagi, H. Sasahara, T. Abe, H. Sannomiya, S. Nishiyama, S. Ohta, and K. Nakamura, Addit. Manuf. 24, 498. (2018).
S. Gneiger, J.A. Österreicher, A.R. Arnoldt, A. Birgmann, and M. Fehlbier, Metals (Basel) 10, 778. (2020).
J. Bi, J. Shen, S. Hu, Y. Zhen, F. Yin, and X. Bu, Mater. Lett. 276, 10. (2020).
S. Selvi, A. Vishvaksenan, and E. Rajasekar, Def. Technol. 14, 28. (2018).
X. Fang, L. Zhang, G. Chen, X. Dang, K. Huang, L. Wang, and B. Lu, Materials (Basel) 11, 2075. (2018).
J.S. Panchagnula, and S. Simhambhatla, Robot. Comput. Integr. Manuf. 49, 194. (2018).
S. Cadiou, M. Courtois, M. Carin, W. Berckmans, and P. Le Masson, Addit. Manuf. 36, 101541. (2020).
R. Snell, S. Tammas-Williams, L. Chechik, A. Lyle, E. Hernández-Nava, C. Boig, G. Panoutsos, and I. Todd, JOM 72, 101. (2020).
C. Taltavull, B. Torres, A.J. Lopez, P. Rodrigo, E. Otero, and J. Rams, Mater. Lett. 85, 98. (2012).
L. Tang, F. Jiang, J. Teng, D. Fu, and H. Zhang, J. Alloys Compd. 806, 292. (2019).
T. Yuan, Z. Yu, S. Chen, M. Xu, and X. Jiang, J. Manuf. Process. 49, 456. (2020).
J. Zapletal, P. Doležal, P. Gejdoš, and M. Horynová, Acta Metall. Slovaca 18, 92. (2012).
P. Liang, T. Tarfa, J.A. Robinson, S. Wagner, P. Ochin, M.G. Harmelin, H.J. Seifert, H.L. Lukas, and F. Aldinger, Thermochim. Acta 314, 87. (1998).
Y. Guo, H. Pan, L. Ren, and G. Quan, Mater. Lett. 247, 4. (2019).
A.A. Antonysamy, J. Meyer, and P.B. Prangnell, Mater. Charact. 84, 153. (2013).
M.J. Bermingham, D.H. StJohn, J. Krynen, S. Tedman-Jones, and M.S. Dargusch, Acta Mater. 168, 261. (2019).
Y. Ali, D. Qiu, B. Jiang, F. Pan, and M.X. Zhang, J. Alloys Compd. 619, 639. (2015).
D. Zhang, D. Qiu, M.A. Gibson, Y. Zheng, H.L. Fraser, D.H. StJohn, and M.A. Easton, Nature 576, 91. (2019).
M. Simonelli, D.G. McCartney, P. Barriobero-Vila, N.T. Aboulkhair, Y.Y. Tse, A. Clare, and R. Hague, Metall. Mater. Trans. A 51, 2444. (2020).
D.H. StJohn, M. Qian, M.A. Easton, P. Cao, and Z. Hildebrand, Metall. Mater. Trans. A 36, 1669. (2005).
A.N. Chamos, S.G. Pantelakis, G.N. Haidemenopoulos, and E. Kamoutsi, Fatigue Fract. Eng. Mater. Struct. 31, 812. (2008).
H. Yu, Y. Xin, M. Wang, and Q. Liu, J. Mater. Sci. Technol. 34, 248. (2018).
P. P. Indurkar, S. Baweja, R. Perez, and S. P. Joshi, Int. J. Plast., 102762 (2020).
J. Guo, Y. Zhou, C. Liu, Q. Wu, X. Chen, and J. Lu, Materials (Basel) 9, 823. (2016).
N.A. Zumdick, L. Jauer, L.C. Kersting, T.N. Kutz, J.H. Schleifenbaum, and D. Zander, Mater. Charact. 147, 384. (2019).
Acknowledgements
The authors would like to thank the LKR’s staff members for their continuous support during materials processing and subsequent analyses. This research has been funded by the Austrian Ministry for Transport, Innovation and Technology (BMVIT) within the framework ASAP – Austrian Space Applications Program in the project “Element 12” (FFG project no. 873660).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known conflicts of interest that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Klein, T., Arnoldt, A., Schnall, M. et al. Microstructure Formation and Mechanical Properties of a Wire-Arc Additive Manufactured Magnesium Alloy. JOM 73, 1126–1134 (2021). https://doi.org/10.1007/s11837-021-04567-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-021-04567-4