
Abstract
A new approach is proposed to improve the strength of the vanadium titanium magnetite (VTM) sinter by adding preformed calcium ferrite (CF) to partially substitute the CaO. The effects of the sintering temperature, oxygen partial pressure (pO2), heating time, and substitution ratio of preformed CF on the mineralogy of the VTM sinter are examined through tablet sintering. The results indicate that sintering temperature significantly affects the matrix structure and pore morphology by influencing solid–liquid assimilation and bubble coalescence. With an increase in pO2, the generation of calcium ferrites and hematite is favored, and the matrix transforms into a melting corrosion structure. Heating time mainly affects the pore shape. The addition of preformed CF to VTM sintering can not only inhibit the generation of perovskite and promote the formation of calcium ferrites but also increase the quantity of melts and promote solid–liquid assimilation.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Vanadium titanium magnetite ore (VTM) is an important complex mineral resource with a high comprehensive utilization value. Its proven reserves in the Panxi district, China, are 9660 million tons and account for more than 90% of the Ti reserves in China. VTM is an Fe3-xTixO4 solid solution between magnetite (Fe3O4) and ulvospinel (2FeO·TiO2), with impurities such as aluminum, vanadium, and magnesium occurring as solid solution components within the lattice.1,2 Thus far, VTM has mainly been used as a material in the blast furnace–basic oxygen furnace process. In this process, most iron and some vanadium are reduced to hot metal and further treated to recover iron and vanadium, whereas Ti is almost entirely not reduced and concentrated into the blast furnace slag.2,3 Generally, the normal iron ore sinter is composed of iron-bearing minerals (40–70 vol.% hematite, Fe2O3, and magnetite, Fe3O4), Ca-rich ferrites (20–50 vol.% calcium ferrites), glasses (quenched melt), and calcium silicates (each up to 10 vol.%).4,5 However, for the sintering process with a certain mass ratio of VTM, the perovskite (CaTiO3) phase is usually generated though reaction between CaO and TiO2, and CaTiO3 is thought to have a negative effect on the sinter quality.6,7,8
Extensive reports on the addition of VTM to the sintering process indicate that a high TiO2 content may deteriorate the metallurgical properties, such as the cold strength, productivity, melting–dripping characteristics, and reduction degradation index (RDI) of the sinter product.9,10,11 Bristow and Loo12 investigated the effect of the addition of titanomagnetite to sintering ore blends using a pilot-scale sintering facility. Their results indicated that the addition of titanomagnetite in excess of 3% did not significantly affect the sintering parameters, but led to a significant deterioration in the RDI of the sinter, which postulated that the increased level of Ti in glass increased the vulnerability of the sinter to crack propagation. Dehghan-Manshadi13 studied the effect of Ti oxides on the sintering behavior of iron ore using analytical-grade TiO2. The results indicated that the tumble index increased with an increase in the TiO2% (up to 2.0%), after which it showed a decreasing trend. Furthermore, the melting point of the sinter was reduced by more than 25°C when the TiO2 level increased from 0% to 2.0%, which is believed to be caused by the formation of perovskite. Negligible Ti was found in the hematite and magnetite phases, with the majority of Ti distributed between the perovskite and the silico-ferrite of calcium and aluminum (SFCA) phases. In a study by Ren et al.14, the effect of the TiO2 content on the phase compositions of the sinter was investigated under reaction equilibrium with an oxygen partial pressure (pO2) of 5 × 10−3 atm. It was found that TiO2 mainly existed in the perovskite phase. To investigate how titanomagnetite reacts during the sintering process, Wang et al.15 performed bench-scale sintering tests using iron ore mixes containing 5 wt.% ironsand (TiO2 = 7.95 wt.%). Their results indicated that ironsand particles were more resistant to assimilation in an oxidizing atmosphere. At low oxygen potentials, magnetite and Ti were segregated by the decomposition of the titano-hematite phase, where Ti either combined with Ca, which diffused from outside particles to form a perovskite phase, or diffused into the adjacent silicate phase. Further, the interaction between titanomagnetite and flux materials (CaO, MgO, and dolomite) during sintering was clarified by Wang et al.16 using reaction couples. His results indicated that Mg2+ diffused significantly into the lattice of ironsand, which stabilized the system of FeOx-MgO and hindered the assimilation of ironsand particles when the ironsand was sintered with MgO. Furthermore, during the sintering of ironsand with CaO, perovskite and SFCA were generated in the reaction zone between the two layers. In comparison, a reaction zone consisting of perovskite, MgO-FeO solid solution, and SFCA occurred during the sintering of ironsand with dolomite.
Calcium ferrites are considered the key bonding phases within the industrial iron ore sinter and are usually grouped under the acronym “SFCA” phases.17 SFCA phases are dominated by high levels of Fe2O3 and CaO and are generated by the high-temperature reactions between the early formed calcium ferrite phases and minerals containing SiO2, Al2O3, and MgO gangue impurities. Many binary/pseudobinary calcium ferrite phases are known, e.g., CaFe2O4 (CF), Ca2Fe2O5 (C2F), and CaFe4O7 (CF2). However, these simple binary/pseudobinary calcium ferrite phases are rarely observed in the iron ore sinter because the sintering conditions extend beyond their thermal stability limits and the presence of SiO2 and Al2O3 impurities, which generate more complex phases upon reaction with the binary/pseudobinary calcium ferrites.18 Based on the composition, structure, and morphology, SFCA phases have been categorized into two main types. The first is a high-Fe, low-Si form, called SFCA-I. It has a characteristic acicular morphology, and a texture of intersecting microplates characteristic of SFCA-I imparts high strength and reducibility to the iron ore sinter. It has been reported that an SFCA-I phase found in the industrial plant sinter contained 84 mass% Fe2O3, 13 mass% CaO, 1 mass% SiO2, and 2 mass% Al2O3.19 The second SFCA type is a low-Fe form, called SFCA, which exhibits a block morphology. SFCA found in industrial plant sinters typically contains 60–76 mass% Fe2O3, 13–16 mass% CaO, 3–10 mass% SiO2, 4–10 mass% Al2O3, and 0.7–1.5 mass% MgO.20 In addition, Sugiyama et al.21 reported that a Mg-rich SFCA (SFCAM) phase has the formula Ca2(Ca, Fe, Mg, Al)6(Fe, Al, Si)6O20 with crystal structures Ca2(Ca0.10Mg1.20Fe5.55Si1.50Al3.65)O20.
As mentioned earlier, SFCA phases are the key bonding materials in industrial iron ore sinter, and their content, composition, structure, and texture are of significant importance to the quality of the sinter.22 However, in the traditional sintering process of VTM, the formation of calcium ferrites is less competitive than that of perovskite;9,13 thus, the content of calcium ferrites is expected to be limited when under a fixed CaO content situation. In addition, perovskite is fragile, with low compression strength, high hardness, and high melting point, which significantly deteriorate the metallurgical properties of the high-Ti-bearing sinter.23 Therefore, it is necessary to control the generation of perovskite and to improve the quantity of calcium ferrites to optimize the sinter strength and yield. In our previous study,24 the formation behavior of perovskite in the CaO–Fe2O3–TiO2 systems and CaO·Fe2O3–TiO2 systems was determined, and the results showed that significant quantities of perovskites were not generated when the temperature was below 1473 K in the latter system, whereas considerable amounts of perovskites were formed even at 1173 K in the former system. Therefore, the addition of preformed CF to partially substitute CaO with the combination of low-temperature sintering could be a suitable method to reduce the formation temperature range of perovskite. In addition, the melting temperature of CF is low and may be further decreased by the existence of gangue impurities in the raw materials.25,26,27 Therefore, the liquid phase can be formed at a relatively lower temperature by adding preformed CF, which is an effective method to promote the assimilation of VTM and to improve sinter strength. Furthermore, it has been indicated that the trend of 2CaO·SiO2 generation is weakened when CF is used to substitute CaO as a starting material, considering the Gibbs formation energy.25 Hence, the sinter fracturing caused by crystal transformation of 2CaO·SiO2 may subside. Therefore, a new technology to improve VTM sintering by adding preformed CF to partially substitute CaO is suggested in the present study.
Experimental
Characterization of Raw Materials
X-ray powder diffraction (XRD; Cu Kα radiation; PANalytical X’Pert Powder; Panalytical) was used to investigate the mineralogical compositions of the raw materials. XRD data were collected at operating parameters of 40 kV × 7.5 mA, a step size of 0.0054332°, and a time per step of 150.45 s. As mentioned in Supplementary Figure S1, the XRD results indicated that the main crystalline phases of the VTM concentrate were magnetite (Fe3O4, ICDD 01-089-3854), ilmenite (FeTiO3, ICDD 01-073-2233), and magnesium aluminum iron oxide (MgAl0.2Fe1.8O4, ICDD 01-071-1233). While ore A mainly consisted of magnetite (Fe3O4, ICDD 01-089-3854), ores B and C belonged to the hematite type (Fe2O3, ICDD 01-073-2234). For the cold return fine (CRF), its main crystalline phases were hematite (Fe2O3, ICDD 01-073-2234), magnetite (Fe3O4, ICDD 01-089-0950), perovskite (CaTiO3, ICDD 01-082-0228), and alite (Ca3SiO5, COD 96-154-0706).
To characterize the optical micrographs (Leica DM4P Optical Microscope), original VTM concentrate particles were mounted in epoxy resin and polished to 1 μm. The results are depicted in Fig. 1. Original titanomagnetite crystals are extremely irregular. They can generally be divided into two morphological types: homogeneous particles and heterogeneous particles with magnesia alumina spinel inlaying or ilmenite exsolution lamellae. Fine spinel and ilmenite are distributed in titanomagnetite at the nanometer scale, indicating that further upgrading of the concentrate by mineral processing techniques is extremely difficult.28

Optical microstructure of VTM: (a) homogeneous and heterogeneous particles with magnesia alumina spinel inlaying; (b) homogeneous and heterogeneous particles with ilmenite exsolution lamellae. Magnification of light optical microscope is × 500.
Chemical Compositions of Raw Materials
A bench-scale sintering test involving the production and characterization of analog sinters was selected to accurately control the chemical composition of the green sinter mixture. The base materials for sintering experiments were VTM, bulk iron ore, limestone, quick lime, and CRF based on the key components of the sinter of the Panzhihua Iron and Steel Corporation. The chemical compositions of the raw materials are listed in Table SI. Each raw material was crushed and screened to less than 74 μm to ensure the homogeneity of the sample composition and sintering conditions. To assess the effect of the substitution of CF for CaO (hereafter referred to as substitution ratio) on sinter phase formation, three separate sinter blends were prepared with substitution ratios of 0 wt.%, 20 wt.%, and 50 wt.%. The substitution ratio is given as follows:
where WCF and WCaO refer to the masses of CF and CaO added to the sinter mixture, respectively, and 0.259 is the mass ratio of CaO in CF. The CF samples were prepared using solid-state sintering. The detailed synthesis process is given in a previous study.29 The basicity (CaO/SiO2 mass ratio) of the sinter mixture was fixed at 2.02; when the partial CaO was replaced by CF, the basicity was calculated by (CaO + 0.259 × CF)/SiO2 mass ratio. These blends were pressed into ~ 2 g cylindrical tablets (φ10 × 3 mm) for the sintering experiments.
Tablet Sintering
Sintering tests of the tablets were performed in a horizontal furnace, whose schematic is depicted in Figure S2. A gas mixture of controlled composition was passed through the horizontal tube (40 mm diameter), and the temperature was measured using a Pt–Pt·13%Rh thermocouple. The furnace was maintained at a fixed controlling temperature before the sample tablet placed in an alumina boat (40 mm long × 20 mm wide × 20 mm deep) was pushed into the hot zone. In this study, the sintering temperatures were 1200°C, 1250°C, and 1300°C. After sintering for a fixed time (5–20 min), the tablets were retracted to the cold end of the tube and cooled rapidly in air. The gases used for controlling the gas atmosphere were O2, Ar, and air. The flow rates were measured using mass flow meters, and the total gas flow was fixed at 1000 ml/min. The gas composition of pO2 of 0.5 and 5 kPa was achieved by mixing O2 and Ar, whereas the pO2 of 21 kPa was achieved using dried compressed air. As listed in Table SII, experiments (1–3), (4–6), and (2, 7, and 8) were set up to study the effects of sintering temperature, oxygen potential, and heating time on VTM sintering. To discuss the effects of the substitution ratio on VTM sintering, the preformed CF replacing quicklime ratios of 0%, 20%, and 50% (experiments 9–11) were selected. The sintered tablets were mounted in epoxy resin and cut perpendicular to the top surface. Next, the fresh surface was polished to 1 μm with ethanol-based solutions using a diamond polishing paste for optical microscopic observation.
Experimental Results and Discussion
Effects of Sintering Temperature on Optical Micrographs
Figure 2 depicts the microstructures of samples sintered at various temperatures (1200–1300°C) for 5 min with a 50% substitution ratio in a gas mixture containing 0.5% O2 and 99.5% Ar. When sintered at 1200°C, many unreacted VTM particles, which are typically identified by their characteristic morphology with the exsolution lamellae ilmenite distributed on a uniform titanomagnetite matrix, remained in the sample, as is evident in Fig. 2a. Because the sintering temperature was too low to reach the melting point of the preformed CF (1216°C), the porosity of the sample was high and the pores were multilateral, indicating that a limited liquid phase was generated during the sintering process, and that the interaction between VTM and the flux phase was not complete.

Optical micrographs of sintered tablets at various sintering temperatures: (a) 1200°C; (b) 1250°C; (c) 1300°C; RVTM residual vanadium titanium magnetite; M magnetite; P pore.
When the sintering temperature increased to 1250°C, as depicted in Fig. 2b, the preformed CF and the low-melting-point phase produced by the solid-phase reaction began to melt, assimilation of the iron ore improved significantly, and pores were more regular when compared with the sample calcined at 1200°C. The pores were evenly distributed in the matrix, with a small diameter of approximately 30 μm, and there was no obvious residual VTM structure. However, the bonding effect within the matrix was weak, and the thin sintering neck structure was widely distributed.
When the sintering temperature was increased to 1300°C, as depicted in Fig. 2c, the sinter porosity decreased slightly, whereas the diameter of the pores increased and their shape became more circular. Apart from the evolution of the pore structure, the shape of the magnetite crystals was more rounded and the matrix was supported by closely adherent magnetite crystals with interstitial silicates, which indicated that some additional magnetite had formed on the surfaces of primary magnetite crystals from the liquid phase upon cooling.30
In summary, with an increase in sintering temperature, the amount of the liquid phase originating from the preformed CF and/or low-melting-point phase increased, leading to a decrease in the apparent viscosity of the sinter system. This is conducive to solids assimilation and bubble coalescence and growth. Some large bubbles rose to the melt surface and escaped, resulting in the densification of the sinter and a more stable state.31,32
Effects of Sintering Gas Atmosphere on Optical Micrographs
Figure 3 depicts the microstructures of samples sintered at various gas atmospheres (pO2 = 0.5–21 kPa) for 20 min with a 20% substitution ratio at 1250°C. When sintered at pO2 = 0.5 kPa, the sample mainly consisted of magnetite and interstitial silicates, and the pores were relatively regular, indicating that a certain amount of liquid phase was generated. When pO2 was increased to 5 kPa, as depicted in Fig. 3b, the phase composition and microstructure changed significantly. In particular, a significant amount of SFCA-I and local secondary hematite phases (recrystallized hematite from the melt) could be observed, and the sinter matrix transformed from a granular structure to a melting corrosion structure (magnetite with allomorphic or semiautomorphic crystals corroded by molten calcium ferrites). However, with a further increase in the oxygen potential (21 kPa), the morphology of calcium ferrites changed to massive, the content of hematite increased significantly whereas that of magnetite decreased, and a wide range of perforated structures were distributed in the sinter, as depicted in Fig. 3c. The morphology change of calcium ferrites and iron oxides with gas composition was consistent with the phenomenon observed by Hsieh and Whiteman33].

Optical micrographs of sintered tablets at various sintering atmospheres: (a) 0.5 kPa; (b) 5 kPa; (c) 21 kPa; H hematite.
The oxygen partial pressure has a significant effect on the iron ore sintering process. According to the FeO-Fe2O3-CaO phase diagram,34,35 where oxygen isobars, liquidus isotherms, and pO2 along the iron liquidus at 1200 and 1300°C were presented, the liquid phase region decreased with a decrease in log pO2 from –0.68 (pO2 = 21 kPa) to –4 (pO2 = 0.01 kPa). In addition, high oxygen potential favors the oxidation of magnetite and the formation of calcium ferrites. Under medium oxygen potential (pO2 = 5 kPa), SFCA-I was observed and partial magnetite was oxidized to form hematite. Evidently, under an air atmosphere, more liquid phase was generated and solids assimilation proceeded more completely. This may be explained by the addition of preformed CF and the special characteristic of the magnetite–CaO system. Based on the study of Ogi et al.36, when a magnetite–CaO mixture (CaO ratio < 10 wt.%) is sintered under an oxidation atmosphere, partial Fe3O4 is oxidized to Fe2O3, and then reacted with CaO to form binary calcium ferrites. Subsequently, reaction (2) occurs via a solid reaction above 1100°C.
CF, along with 4CaO·FeO·8Fe2O3 and Fe3O4, participates in the formation of a ternary eutectic mixture, whose melting temperature is as low as 1194°C. Therefore, with an increase in the oxygen partial pressure and the addition of preformed CF, reaction (2) is promoted and more liquid phase can be formed, which favors melt generation and ore assimilation.
Effects of Heating Time on Optical Micrographs
Figure 4 depicts the effect of sintering time (5–20 min) on sinter microstructure at a sintering temperature of 1250°C, oxygen partial pressure of 0.5 kPa, and substitution ratio of 50%. When the sintering time increased from 5 min to 10 min, the pore morphology gradually became regular and rounded, and the average pore size increased because of the coalescence of bubbles. Magnetite grains evolved from irregular discrete shapes to rounded particles with smooth edges, as depicted in Fig. 4a and b. However, as the sintering time was prolonged further, as depicted in Fig. 4c, the bubbles trapped in the melt coalesced because of the reduction in surface energy.37 At this high temperature, the amount of the liquid phase increased significantly, and the assimilation of the solid phase significantly enhanced with the sintering time. Meanwhile, the microstructure of the sinter matrix transformed into a more fused structure.

Optical micrographs of sintered tablets at various sintering times: (a) 5 min; (b) 10 min; (c) 20 min.
Effects of Substitution Ratio on VTM Sintering
Optical Micrographs
To study the effect of the addition of preformed CF on the mineral microstructure of the sinters, three sinter blends (substitution ratios of 0%, 20%, and 50%) were sintered at 1250°C, oxygen partial pressure of 5 kPa, and sintering time of 10 min. Figure 5a depicts the optical micrograph of a conventional VTM sinter (substitution ratio 0%). The matrix mainly consisted of primary magnetite in the form of automorphous grains with quadratic and triangular shapes. These magnetite grains with distinguished boundaries were filled by the silicate phase; a limited liquid phase was generated during the sintering period, and the assimilation process was not completed. Although no calcium ferrites and hematite can be seen in Fig. 5a, some acicular calcium ferrites and secondary/tertiary hematite formed on the surface of the sintered specimen (not present here), where the oxygen potential was close to 5 kPa. Embryonic crystals underwent a rapid cooling process without sufficient time to grow and were finally suspended in the silicates, which may be an indicator of an insufficient liquid phase, considering the sintering temperature and time.

Optical micrographs of sintered tablets with different additions of preformed CF: (a) substitution ratio of 0%; (b) substitution ratio of 20%; (c) substitution ratio of 50%.
When 20 mass% CaO was substituted with preformed CF, as depicted in Fig. 5b, magnetite particles transformed into a molten structure, and some block calcium ferrites were tightly bonded with the magnetite phase. Although a more thorough assimilation process was achieved, remaining VTM particles with the representative spinel structure could also be found. This indicated that the bulk of VTM particles appeared to remain relatively inert during sintering. The SFCA phase increased significantly when the substitution ratio of the preformed CF increased to 50%. Consequently, the addition of preformed CF can improve the microstructure of the magnetite matrix and increase the amount of calcium ferrites.
Porosity
To study the porosity transformation of sintered blends with the addition of preformed CF, optical microscope images were obtained using reflected light and analyzed using LAMOS Expert. The mineral phases and pores in the samples were identified based on the regions of homogeneous reflectivity. The pores were then differentiated based on colored overlays to show their distribution, and the volumetric fractions of the pores (porosity) presented in the sinter were determined using LAMOS Expert. Porosity was statistically counted using four images at × 50 magnification from each sintered sample, and two representative original images and their pores differentiated by green overlays, which were selected from the samples with substitution ratios of 0% and 50%, are depicted in the upper part of Fig. 6. The porosities of the three samples varied between 32.5% and 47.5%, and the average porosity (arithmetic mean of four statistical porosity values for each sample) decreased from 42.9% to 36.2% with an increase in the addition of preformed CF. As is evident from the pore distribution with a 50% substitution ratio, bubbles with large diameters escaped from the blend system as a result of coalescence and flotation. According to Harvey et al.38, the strength of the sinter increases more rapidly with a progressive decrease in porosity values. From this point of view, adding preformed CF to VTM sintering is a promising technology for industrial practice.

Porosity of sintered samples versus substitution ratio of preformed CF.
For the coalescence process, melt surface tension is the dominant driving force, whereas the apparent viscosity of the molten mix is the main resisting force. The calculation results by Liu et al.32 indicated that the melt surface tension remains relatively unchanged over the entire assimilation level range. Therefore, it is reasonable to consider that the addition of preformed CF can increase the quantity of the liquid phase and decrease the apparent viscosity of the sinter blend, thereby promoting iron ore assimilation and sinter densification.
Phase Transformation
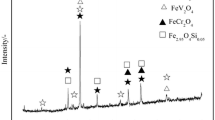
To investigate the phase development with the addition of preformed CF, samples of all the sintered blend were ground and analyzed using XRD, and the results are depicted in Fig. 7. Fe3O4 (ICDD 01-076-1849), CaTiO3 (COD 96-900-2802), and Ca3Fe2Si1.58Ti1.42O12 (andradite titanium, ICDD 01-078-0319) were the main phases in the standard sample (substitution ratio 0%). The reaction between TiO2 and CaO is thermodynamically favored over that between Fe2O3 and CaO at the same temperature;23,39 hence, a significant amount of perovskite was generated. Another Ti-containing phase was andradite titanium, which was reported to form owing to the substitution of Fe3+ in SFCA with Ti4+ and Si4+.40 However, to the best of our knowledge, the metallurgical properties of andradite titanium have rarely been investigated and need further investigation. When 20 mass% quick lime was substituted by preformed CF, a new phase Fe2O3 (ICDD 01-073-2234) was detected, whereas the characteristic peak intensity of perovskite decreased slightly, as depicted in Fig. 7b. When the substitution ratio was further increased to 50%, a continuous decrease in perovskite was observed, whereas a new phase CF (ICDD 00-032-0168) was identified and accompanied by a decrease in hematite. Because of the relatively weak peak intensity of SFCA phases, the XRD patterns of samples at low 2θ are particularly shown in Fig. 7c. Based on the characteristic peaks of SFCA41 and SFCA-I,19 it was SFCA that presented in the sintered samples; As mentioned in the Introduction, SFCA is a low-Fe form of Ca-rich ferrites and usually exhibits a block morphology, which concurs with the microstructure results of SFCA (Fig. 5).

Phase transformation of sinter blends with the addition of preformed CF: (a) XRD patterns at 10°–90°, (b) enlarged XRD patterns at 42.5°–52.5°, and (c) XRD patterns of samples at low 2θ (10°–65°).
Combined with the XRD results, the reactions in the sintering process can be expressed in Eqs. 3–5:
Figure 8 depicts the prediction of the Gibbs free energy change in Eqs. 3–5 as functions of temperature using Factsage 6.0. The affinity between CaO and FeTiO3 is much higher than that between CaFe2O4 and FeTiO3. When CaO was partially substituted by CaFe2O4, the activity of CaO decreased and the generation of CaTiO3 was inhibited, whereas the precipitation of Fe2O3 was promoted by Eq. 4, which was consistent with the XRD results when 20 mass% CaO was substituted by preformed CF. When the amount of CaFe2O4 was increased further, CaTiO3 generated by Eq. 3 continued to decrease, whereas CaTiO3 generated by Eq. 4 increased slightly. The residual amount of Fe2O3 in the sample was determined by a competition between Eqs. 4 and 5.

Delta Gibbs free energy of partial reactions in sintering process as function of temperature.
To discuss how the liquidus and solidus temperatures of the sinter matrix material vary with the addition of CF, thermodynamic calculations were performed using Factsage 6.0. Based on the TFe, FeO, Al2O3, MgO, SiO2, CaO, and TiO2 contents of the raw materials, it was assumed that the total mass of Fe2O3, Fe3O4, Al2O3, MgO, SiO2, CaO, TiO2, and CaFe2O4 in each substitution ratio was 100 g, as depicted in Table SIII. The FToxid-SLAGA and FactPS databases were selected, and pO2 = 5 × 10−2 atm was set. The calculation results are listed in Table SIV. It is evident that the solidus temperature of the sinter matrix material decreased slightly when the substitution ratio increased from 0% to 50%, whereas the liquidus temperature increased slightly. In addition, the generated slag phase calculated under 1250°C and pO2 = 5 × 10−2 atm increased slightly as the substitution ratio increased. In general, from a thermodynamic point of view, the addition of preformed CF to partially substitute CaO cannot significantly affect the solidus and liquidus temperatures because the composition of the sinter matrix material shows little change with the addition of the preformed CF. However, in the actual iron ore sintering process, the sintering time is significantly less than the time required for the reaction to reach equilibrium.42 Some liquid phase is generated and filled in the sintering material during the heating period; after a short sintering time, the sintering system solidifies owing to air suction before the gas–solid–liquid reaction reaches equilibrium. Therefore, the strength of the sinter can be guaranteed if the content of the generated liquid phase is high enough, and this is the key to improving the VTM sintering by the addition of preformed CF to partially substitute CaO.
Conclusion
The effects of the sintering temperature, oxygen partial pressure, heating time, and ratio of preformed CF substituting CaO on the transformation of the microstructure of the VTM sinter were examined to gain a better understanding of the sintering mechanism of VTM as well as to obtain detailed information about the addition of preformed CF during sintering. The main results are summarized as follows.
-
1.
The solid–liquid assimilation and bubble coalescence during VTM sintering were significantly affected by the sintering temperature. With an increase in temperature (1200–1300°C), the shape of the pores transformed from multilateral to rounded, and the bonding effect within the matrix was promoted by the improvement of ore mineralization.
-
2.
An increase in the oxygen partial pressure favored the oxidation of magnetite and formation of calcium ferrites and hematite, whereas acicular calcium ferrites preferentially present at a medium oxygen potential (5 kPa). In addition, melt generation and ore assimilation were promoted with an increase of pO2.
-
3.
As the sintering time increased, the coalescence of the bubbles trapped in the melt improved and the assimilation of the solid phase was substantially enhanced. Furthermore, the microstructure of the sinter matrix transformed into a more fused structure.
-
4.
The addition of preformed CF had a beneficial effect on the assimilation of the solid phase, and the amount of calcium ferrites distributed in the sinter matrix increased with increase in the substitution ratio. With an increase in the substitution ratio from 0% to 50%, the average porosity of sintered blends decreased from 42.9% to 36.2% as a result of the increase in the melt quantity and decrease in apparent viscosity.
-
5.
Phase transformation results indicated that the addition of preformed CF inhibited the perovskite phase while promoting the calcium ferrites phase.
References
E. Park and O. Ostrovski, ISIJ Int. 43, 1316 (2003).
T. Hu, X. Lv, C. Bai, Z. Lun, and G. Qiu, Metall. Mater. Trans. B 44, 252 (2013).
G. Fu, W. Li, M. Chu, and M. Zhu, Metall. Mater. Trans. B 51, 114 (2020).
T.R. Patrick and R.R. Lovel, ISIJ Int. 41, 128 (2001).
N.A. Webster, M.I. Pownceby, I.C. Madsen, and J.A. Kimpton, ISIJ Int. 53, 774 (2013).
Q. Gao, G. Wei, Y. Shen, X. Jiang, H. Zheng, F. Shen, and C. Liu, J. Central South Univ. (Engl. Ed.) 24, 2805 (2017).
Y. Bai, S. Cheng, and Y. Bai, J. Iron Steel Res. Int. 18, 8 (2011).
M. Zhou, S. Yang, T. Jiang, and X. Xue, JOM 67, 1203 (2015).
Y. Ren and L. Yang, Iron Steel 21, 11 (1986).
H.E. Mu-Guang and I. Plant, Iron Steel 51, 9 (2016).
T. Paananen and K. Kinnunen, Steel Res. Int. 80, 408 (2009).
N.J. Bristow and C.E. Loo, ISIJ Int. 32, 819 (1992).
A. Dehghan-Manshadi, J. Manuel, S. Hapugoda, and N. Ware, ISIJ Int. 54, 2189 (2014).
S. Ren, J. Zhang, L. Wu, B. Su, X. Xing, and G. Zhu, Ironmak. Steelmak. 41, 132 (2014).
Z. Wang, D. Pinson, S. Chew, H. Rogers, B.J. Monaghan, M.I. Pownceby, N.A. Webster, and G. Zhang, Metall. Mater. Trans. B 47, 330 (2016).
Z. Wang, D. Pinson, S. Chew, H. Rogers, B.J. Monaghan, and G. Zhang, ISIJ Int. 56, 1315 (2016).
S. Nicol, J. Chen, M.I. Pownceby, and N.A.S. Webster, ISIJ Int. 58, 2157 (2018).
N.V.Y. Scarlett, M.I. Pownceby, I.C. Madsen, and A.N. Christensen, Metall. Mater. Trans. B 35, 929 (2004).
W.G. Mumme, J.M.F. Clout, and R.W. Gable, Neues Jahrb. Mineral., Abh. 173, 93 (1998).
J.R. Manuel, J.A. Kimpton, and N.A.S. Webster, Metall. Mater. Trans. B 58, 2157 (2014).
K. Sugiyama, A. Monkawa, and T. Sugiyama, ISIJ Int. 45, 560 (2005).
I. Tonžetić and A. Dippenaar, Miner. Eng. 24, 1258 (2011).
S. Ren, J.L. Zhang, X.D. Xing, B.X. Su, Z. Wang, and B.J. Yan, Ironmak. Steelmak. 41, 500 (2014).
C. Ding, X. Lv, Y. Chen, G. Li, W. He, and X. Lv, Alloys Compd. 789, 537 (2019).
X. Ding and X.M. Guo, Metall. Mater. Trans. B 46, 1742 (2015).
F. Matsuno, Tetsu to Hagane 64, 1499 (2010).
B. Phillips and A. Muan, J. Am. Ceram. Soc. 42, 413 (1959).
C. Lv and S. Bai, J. South. Afr. Inst. Min. Metall., 119, 957 (2019).
G. Li, X. Lv, C. Ding, X. Zhou, D. Zhong, and G. Qiu, Appl. Energy 262, 114604 (2020).
J. Chen, E. Jak, and P.C. Hayes, Miner. Process. Extr. Metall., 1, 1 (2019).
L. Andrews, C.E. Loo, and G.M. Evans, ISIJ Int. 56, 1171 (2016).
D. Liu and C.E. Loo, ISIJ Int. 56, 527 (2016).
L.H. Hsieh and J.A. Whiteman, ISIJ Int. 29, 625 (1989).
Y. Takeda, S. Nakazawa, and A. Yazawa, Can. Metall. Q. 19, 297 (1981).
T. Hidayat, D. Shishin, S.A. Decterov, and E. Jak, Metall. Mater. Trans. B 47, 256 (2016).
H. Ogi, K. Ohno, T. Maeda, and K. Kunitomo, Tetsu to Hagane 103, 335 (2017).
L. Dongmei, E. Geoffrey, and C.E. Loo, Chem. Eng. Res. Des. 130, 129 (2018).
T. Harvey, T. Honeyands, D. O’dea, and G. Evans, ISIJ Int. 60, 73 (2019).
D. Liu, J. Zhang, X. Xue, G. Wang, K. Li, and Z. Liu, Int. J. Miner. Metall. Mater. 23, 618 (2016).
E.K. Chiwandika and S.-M. Jung, Metall. Mater. Trans. B 51, 1469 (2020).
J.D.G. Hamilton, B.F. Hoskins, W.G. Mumme, W.E. Borbidge, and M.A. Montague, Neues Jahrb. Mineral. Abh. 161, 1 (1989).
X. Lv, C. Bai, Q. Deng, X. Huang, and G. Qiu, ISIJ Int. 51, 722 (2011).
Acknowledgements
The authors are grateful to the financial support of the National Natural Science Foundation of China (Grant No. U1902217) and the National Natural Science Foundation of China (Grant No. 51674055).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Li, G., Lv, X., Zheng, Z. et al. Effect of Preformed Calcium Ferrite Addition on Sintering Behavior of Vanadium Titanium Magnetite Ore. JOM 73, 316–325 (2021). https://doi.org/10.1007/s11837-020-04476-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-020-04476-y